Абразивна розвертка
Номер патенту: 86125
Опубліковано: 10.12.2013
Автори: Ілляшенко Андрій Олександрович, Захаркін Олександр Ульянович, Акілов Олександр Іванович
Формула / Реферат
Абразивна розвертка, що містить конічну оправку зі встановленою на ній втулкою із спіральним розрізом, яка деформується, із закріпленими на втулці абразивними брусками і конічною західною частиною на поверхні біля верхнього та нижнього торців втулки, які взаємодіють з гайками, нагвинченими на оправку з боків її малого та великого діаметрів, яка відрізняється тим, що спіральний розріз втулки виконаний у лівому напрямку відносно її переміщення з кроком, що дорівнює половині довжини втулки.
Текст
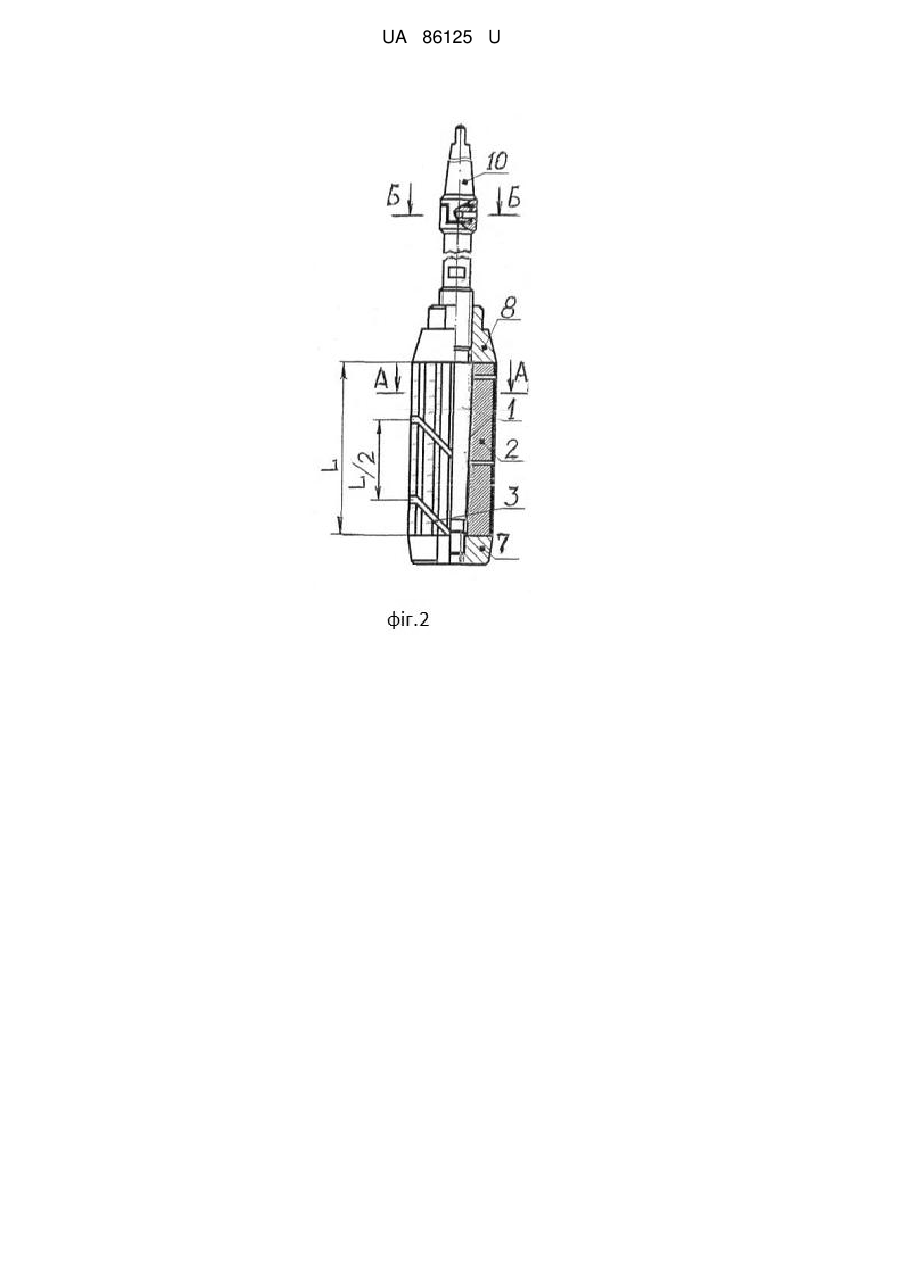
Реферат: UA 86125 U UA 86125 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме до механічної обробки деталей абразивним інструментом і може бути використана для оздоблювальної обробки деталей типу "втулок" плунжерних насосів, золотникових механізмів та ін. Відома абразивна розвертка, виконана у вигляді конічної оправки з встановленою на ній конічною втулкою, що деформується з поздовжнім пазом і абразивними твердосплавними брусками. Абразивні бруски жорстко закріплені у втулці, що деформується (А.С. SU1093510 М. кл. В24В33/02, 23, 05 1984). Розтискання брусків здійснюється переміщенням втулки в осьовому напрямку на більший діаметр оправки за допомогою гайок. Недоліком відомої конструкції є розріз (поздовжній паз), виконаний паралельно осі втулки і відсутність західних конусів. При розтисканні на більший діаметр по мірі зношення брусків втулка отримує нерівномірний тиск на свою внутрішню поверхню по всьому поперечному перерізі, який створює згинаючий (розгинаючий) момент. Згідно з основними положеннями опору матеріалів цей момент не є однаковим по периметру поперечного перерізу втулки і змінюється від нуля на краях розрізу до максимального значення при видаленні від неї на кут /4. Епюра згинаючого моменту в поперечному перерізі втулки, отримана розрахунковим шляхом, представлена на фіг.1. Тут ЕІ - жорсткість при згинанні; - деформація втулки, D - зовнішній діаметр втулки. Так, як значення Е, І є постійними величинами в будь-якому розрізі втулки, то епюра деформацій ідентична до епюри моментів. В результаті чого спотворюється геометрична форма розвертки. Це негативно впливає на точність обробки отворів. Відсутність західних конусів погіршує орієнтацію інструменту відносно поверхні, що оброблюється. Найбільш близьким аналогом є розвертка, що містить конічну оправку, на якій встановлена втулка, що деформується, із спіральним розрізом, (А.С. SU1256935, М. кл. В24В33/02, 15.09.1986). Оправка має зрізаний конус і два хвостовики. До зрізаного конуса зі сторони більшого діаметра примикає циліндрична ділянка з отвором, зі сторони меншого діаметра циліндрична, яка переходить в різьовий хвостовик. На зовнішній поверхні втулки, що деформується електрохімічно, хімічно або за допомогою напилювання, закріплено алмазовмісний ріжучий шар і виконані дві направляючих ділянки: передня західна і задня вихідна. На різьових кінцях змонтовані гайки, які слугують для переміщення втулки, що деформується вздовж осі оправки із збільшенням розміру ріжучої поверхні на заданий діаметр. В описаній конструкції розвертки передбачені направляючі конуси і їх розміри, однак не оговорена форма розрізу втулки, яка суттєво впливає на форму її поперечного перерізу при розтисканні. Окрім цього втрата круглості при розтисканні втулки негативно впливає на ефективність виправлення вихідної похибки форми деталі і рівномірність зносу алмазного шару на поверхні розвертки. Все це негативно впливає на точність обробки отворів. В основу корисної моделі поставлена задача вдосконалення конструкції абразивної розвертки шляхом вибору раціональної форми розрізу втулки, що дає можливість підвищити точність обробки отворів. Поставлена задача вирішується тим, що у відомій абразивній розвертці, що містить конічну оправку зі встановленою на ній втулкою, що деформується, із спіральним розрізом і закріпленими на втулці абразивними брусками, і конічною західною частиною на поверхні біля верхнього та нижнього торців втулки, які взаємодіють з гайками, нагвинченими на оправку з боків її малого та великого діаметрів, згідно з корисною моделлю, спіральний розріз втулки виконаний у лівому напрямку відносно її переміщення з кроком, що дорівнює половині довжини втулки. Технічний результат досягається за рахунок того, що при виконанні спірального розрізу втулки з кроком, що дорівнює половині її довжини і у лівому напрямку переміщення втулки при розтисканні здійснюється рівномірний тиск на внутрішню поверхню її отвору по всьому перерізу. Згідно з розрахунками напруження стабілізуються, починаючи від 125° по кутовій координаті від початку спіральної канавки і залишаються незмінними по всій поверхні, що калібрує, дещо зростаючи на західній і східній частинах. Із зменшенням кроку спіралі доля стабільних напружень збільшується по дузі охоплення оправки, однак водночас з цим зменшується пружність втулки і знижується її натяг. Тому зменшувати величину кроку спіралі недоцільно задля уникнення можливого прокручення втулки відносно оправки в процесі обробки. Збільшення кроку призводить до зростання нерівномірності напружень по довжині втулки. Суть корисної моделі пояснюється кресленням, де на фіг. 2 поданий повздовжній розріз абразивної розвертки, на фіг. 3, 4 - розрізи А-А та Б-Б на фіг. 2, на фіг. 5 - вигляд за стрілкою В розрізу А-А, на фіг. 6 - епюра деформацій на розгортці втулки. 1 UA 86125 U 5 10 15 20 25 30 35 40 Абразивна розвертка (фіг. 2-5) має конічну оправку 1, на якій встановлена втулка 2, яка має можливість деформуватися, із спіральним розрізом 3 з кроком L/2. На зовнішній поверхні втулки 2 закріплені абразивні (алмазні) бруски 4. Замість абразивних брусків 4 на зовнішню поверхню втулки 2 може бути нанесений шар суміші, що містить абразив. Західна частина на поверхні біля верхнього та нижнього торців 6, 5 відповідно, втулки 2 виконана конічної форми, під кутом, наприклад, 10°. Знизу та зверху втулка 2 фіксується на оправці 1 в осьовому напрямку гайками 7 та 8. Оправка 1 верхнім кінцем з'єднана за допомогою шарніра Гука 9 з певним конусом шпинделя верстата (наприклад, конусом Морзе) 10. Перед початком використання розвертки втулку 2 разом з брусками 4 шліфують на оправці 1 для створення розмірів циліндричної та конічних поверхонь відповідно до розмірів отвору, що буде оброблятися. На фіг. 6 надана розгортка поверхні втулки 2 та епюра деформації її діаметра при розтисканні на необхідний розмір обробки. Згідно з епюрою розріз втулки 2 зі спіральним розрізом 3 забезпечує рівномірну діаметральну її деформацію на всій довжині L за винятком західного та вихідного торців конічної форми 5 та 6, які не створюють вплив на точність обробки. Поверхня, що калібрує розмір отвору, забезпечує його геометричну форму. Обробка абразивною розверткою здійснюється наступним чином. Розвертка встановлюється конусом 10 Морзе (або йому подібним) у шпинделі свердлильного (або йому подібного) верстата. Деталь, що виготовляється, встановлюється та закріплюється у пристрої, який забезпечує повний вихід втулки при прямому та зворотному ході. Центрування розвертки забезпечується напрямним конусом 5 та конусом 10 Морзе. Обертання шпинделя верстата та подачу вмикають після початку подачі мастильноохолоджуючого технологічного середовища (МОТС). Знімання припуску здійснює західна частина 5 конічної форми втулки 2. Середня частина розвертки калібрує розмір отвору та формує шорсткість його поверхні. Під час зворотного ходу як напрямний елемент діє напрямний конус розвертки 6 абразивних брусків 4. Обробка закінчується при завершенні зворотного ходу, тобто при виконанні одного подвійного хода. При зношенні абразивних (алмазних) брусків 4 розвертку підналагоджують на необхідний розмір з використанням точного засобу вимірювання, наприклад мікрометра, шляхом осьового зміщення втулки на оправці гайками 7 та 8. Як МОТС можна використовувати газ з додаванням 20 % мастила МС20 або суміш на водяній основі: триетаноламін 1,0-5 %, нітрит натрію 0,25-1 %, гліцерин 0,25-1,0 %, хлористий калій 0,5-2 %, вода 90,5-97,5 %. Конструкція розвертки з алмазними брусками випробувана при обробці корпусів підсилювача гідрокерма МРГО1-1 самохідних будівельно-дорожніх машин. Розмірна та геометрична точність поверхонь становила 2…3 мкм. Таким чином, запропонована абразивна розвертка дозволяє значно підвищити точність обробки отворів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Абразивна розвертка, що містить конічну оправку зі встановленою на ній втулкою із спіральним розрізом, яка деформується, із закріпленими на втулці абразивними брусками і конічною західною частиною на поверхні біля верхнього та нижнього торців втулки, які взаємодіють з гайками, нагвинченими на оправку з боків її малого та великого діаметрів, яка відрізняється тим, що спіральний розріз втулки виконаний у лівому напрямку відносно її переміщення з кроком, що дорівнює половині довжини втулки. 2 UA 86125 U 3 UA 86125 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 33/00
Код посилання
<a href="https://ua.patents.su/6-86125-abrazivna-rozvertka.html" target="_blank" rel="follow" title="База патентів України">Абразивна розвертка</a>
Комбіноване свердло-розвертка
Номер патенту: 14306
Опубліковано: 15.05.2006
Автор: Левкович Михайло Генадійович
МПК: B23B 51/06
Мітки: свердло-розвертка, комбіноване
Формула / Реферат:
Комбіноване свердло-розвертка, яке виконане у вигляді хвостовика, торцевих і поздовжніх різальних кромок, канавок для подрібнення і відведення стружки, яке відрізняється тим, що на торцевих різальних кромках виконані подрібнювальні канавки, а на поздовжніх різальних кромках подрібнювальні канавки виконані в шахматному порядку і закінчуються виконаною гладкою конічною поверхнею, яка є більшою від товщини комбінованого свердла-розвертки, а в...
Розвертка для обробки глибоких отворів
Номер патенту: 71342
Опубліковано: 15.11.2004
Автори: Брижан Тетяна Михайлівна, Крепак Олександр Сергійович
МПК: B23F 21/00
Мітки: глибоких, розвертка, обробки, отворів
Формула / Реферат:
Розвертка для обробки глибоких отворів, що складається з робочої частини, шийки і хвостовика, яка відрізняється тим, що зуби робочої частини виконані різнопохилими, а шийка виконана у вигляді витягнутого еліпсоїда.
Зенкер-розвертка

Номер патенту: 65259
Опубліковано: 15.06.2006
Автори: Малишко Іван Олександрович, Коваленко Валерій Ілліч
МПК: B23D 77/00
Мітки: зенкер-розвертка
Формула / Реферат:
Зенкер-розвертка, що містить державку і два різальних ступені, перший з яких зв'язаний з державкою жорстко, яка відрізняється тим, що другий ступінь встановлений в державці з можливістю зворотно-поступального переміщення перпендикулярно осі інструмента, причому довжина калібрувальної частини другого ступеня більша від довжини калібрувальної частини першого ступеня.
Розвертка

Номер патенту: 37558
Опубліковано: 15.05.2001
Автори: Малишко Іван Олександрович, Татьянченко Олександр Григорович, Дядюшек Василь Васильович
МПК: B23D 77/00
Мітки: розвертка
Формула / Реферат:
Розвертка з нерівномірним розподілом z зубів по окружності з чергуванням зростаючих і спадних кутових кроків, що відрізняється тим, що кожна і-та пара зубів, розташована в одній діаметральній площині, виконана усунутою уздовж осі інструмента щодо пари зубів, що розташовані за мінімальним кутовим кроком Qmin, на розмір
Розвертка для обробки глибоких отворів
Номер патенту: 71343
Опубліковано: 15.11.2004
Автори: Крепак Олександр Сергійович, Брижан Тетяна Михайлівна
МПК: B23F 21/00
Мітки: глибоких, обробки, отворів, розвертка
Формула / Реферат:
Розвертка для обробки глибоких отворів, що складається з робочої частини, шийки і хвостовика, яка відрізняється тим, що робоча частина виконана у формі сфери.
Попередній патент: Спосіб лікування та профілактики грипу і гострих респіраторних захворювань вірусного походження
Наступний патент: Спосіб ранньої діагностики можливого розриву аневризми абдомінальних відділів аорти
Випадковий патент: Дорожній портфель