Антифрикційний матеріал для холодної обробки металів тиском
Номер патенту: 86423
Опубліковано: 25.12.2013
Автори: Кошкін Олександр Михайлович, Жильцова Світлана Віталіївна, Пащенко Євген Олександрович, Григоренко Тетяна Іллівна, Михальчук Володимир Михайлович, Ростоцький Ігор Юрійович, Шейкін Сергій Євгенович, Гаврилова Валентина Степанівна

Формула / Реферат
Антифрикційний матеріал для холодної обробки металів тиском, що містить епоксидну діанову смолу, порошковий наповнювач, який відрізняється тим, що до його складу додатково введено ангідридний твердник (ізо-метилтетрагідрофталевий ангідрид), амінний прискорювач тверднення 2,4,6-трис-(N,N-диметиламінометил)фенол, а як порошковий наповнювач використано гідрофобний нанодисперсний оксид кремнію та порошок колоїдного термообробленого графіту при наступному співвідношенні компонентів, мас. ч.:
епоксидна смола
100
ізо-метилтетрагідрофталевий ангідрид
70-80
амінний прискорювач тверднення
0,3-1,0
гідрофобний нанодисперсний оксид кремнію
0,5-3,0
колоїдний термооброблений графіт
28-32.
Текст
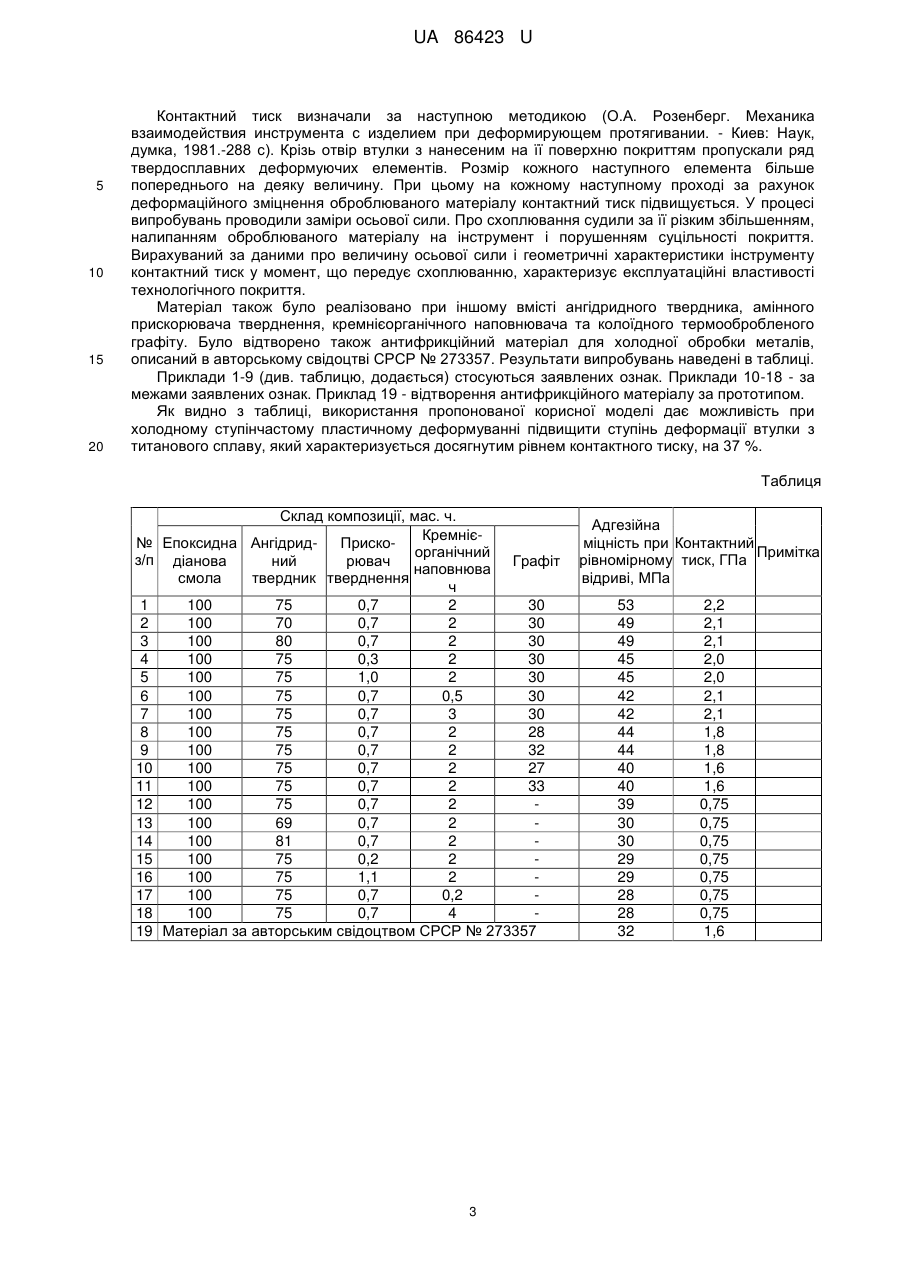
Реферат: Антифрикційний матеріал для холодної обробки металів тиском містить епоксидну діанову смолу, порошковий наповнювач, ангідридний твердник (ізо-метилтетрагідрофталевий ангідрид), амінний прискорювач тверднення 2,4,6-трис-(N,N-диметиламінометил)фенол, а як порошковий наповнювач використано гідрофобний нанодисперсний оксид кремнію та порошок колоїдного термообробленого графіту. UA 86423 U (12) UA 86423 U UA 86423 U 5 10 15 20 25 30 35 Корисна модель належить до холодної обробки металів тиском методом пластичного деформування, наприклад, для обробки циліндричних отворів у деталях типу втулок і труб методом холодного ступінчастого пластичного деформування твердосплавними деформуючими протяжками і прошивками, а також може бути використаний в інших процесах холодного пластичного деформування, де превалює тертя ковзання при великих навантаженнях і швидкості ковзання не більше 0,2 м/с. Відомий антифрикційний самозмащувальний матеріал (Патент Франції № 2146910, МПК С10М 7/00, 1973 p.), який містить вугільний порошок, епоксидну смолу, поліалюмофенілсилоксанову смолу та суху змащувальну речовину. Недоліком матеріалу є недостатній рівень антифрикційних властивостей (коефіцієнт тертя вище 0,15), а також невисока адгезія до титанових та алюмінієвих сплавів. Відомий також антифрикційний самозмащувальний матеріал (АС СРСР № 1177321, С09 Д3/58, 1985 p.), який містить компоненти при наступному співвідношенні, мас. ч.: епоксидна діанова смола 100 дисульфід молібдену 9-11 графіт приховано кристалічний 28-32 каолін 75-85 моноціанетилдіетилентриамін 21,5-24 Недоліком цього матеріалу є недостатній рівень адгезії до титанових сплавів. Найбільш близьким аналогом, є антифрикційний матеріал для холодної обробки металів тиском (AC CPCP № 273357, С 01 M7/26, 1970 p. Опубл. 15.06.70. - Бюл. № 20). Матеріал містить компоненти, мас. ч.: порошковий наповнювач 1,5-2,0 епоксидна діанова смола 1,1-1,3 рідкий полісульфідний каучук 0,23-0,4 аліфатична епоксидна смола на основі етиленгліколю 0,27-0,45 метафенілендіамін 0,2-0,28 органічний розчинник 1,5-3. Вказану суміш наносять на оброблювану поверхню пензлем, висушують на повітрі при кімнатній температурі протягом 1 години, а потім проводять термообробку при 160 °C протягом 2 годин. Одержаний антифрикційний матеріал застосовують для холодного ступінчастого пластичного деформування сталевих деталей. Проте при застосуванні даного матеріалу для пластичного деформування деталей із титанових сплавів через недостатню адгезію при контактному тиску вище 1,6 ГПа відбувається схоплювання поверхні титанових сплавів з матеріалом протягувального інструменту, внаслідок чого різко зростає зусилля протягування, пошкоджується деформівна поверхня, що призводить до браку оброблюваних деталей. В основу корисної моделі поставлена задача підвищення фізико-механічних характеристик антифрикційного матеріалу на основі епоксидної діанової смоли та порошкового наповнювача, покращення його адгезії до титанових сплавів і, як результат, підвищення внаслідок цього контактного тиску (вище 1,6 ГПа) при холодному ступінчастому пластичному деформуванні твердосплавними деформуючими протяжками деталей із титанових сплавів. Поставлена задача вирішується за рахунок того, що антифрикційний матеріал для холодної обробки металів тиском на основі епоксидної діанової смоли та порошкового наповнювача згідно з корисною моделлю містить ангідридний твердник (ізо-метилтетрагідрофталевий ангідрид), амінний прискорювач тверднення 2,4,6-трис-(N, N-диметиламінометил)фенол, а як порошковий наповнювач використовують гідрофобний нанодисперсний оксид кремнію та порошок колоїдного термообробленого графіту при наступному співвідношенні компонентів, мас. ч.: епоксидна смола 100 ізо-метилтетрагідрофталевий ангідрид 70-80 амінний прискорювач тверднення 0,3-1,0 гідрофобний нанодисперсний оксид кремнію 0,5-3,0 колоїдний термооброблений графіт 28-32. 1 UA 86423 U 5 10 15 20 25 30 35 40 45 50 55 60 Причинно-наслідковий зв'язок між сукупністю ознак, які заявляються, і технічними результатами, які досягаються при їх реалізації, полягає в наступному. Застосування ангідридного твердника та амінного прискорювача тверднення епоксидної діанової смоли в поєднанні з кремнієорганічним наповнювачем - гідрофобним нанодисперсним оксидом кремнію, синтезованим золь-гель методом, у кількості 0,5-3,0 мас. ч. сприяє підвищенню модуля пружності, когезійної міцності й адгезії до титанових сплавів за рахунок ефекту армування епоксидної матриці дисперсним наповнювачем та утворення ковалентних зв'язків між силанольними групами наповнювача та поверхневими групами субстрату. Введення у матеріал як наповнювача колоїдного термообробленого графіту в кількості 28-32 мас. ч. знижує коефіцієнт тертя матеріалу внаслідок формування в його структурі рівномірно розташованих графітових шаруватих включень. Використання заявленої сукупності суттєвих ознак дозволяє одержати технічний результат, а саме підвищити контактний тиск до 2,2 ГПа при холодному ступінчастому пластичному деформуванні твердосплавними деформуючими протяжками деталей із титанових сплавів з нанесеним антифрикційним матеріалом. Межі вмісту ангідридного твердника, амінного прискорювача тверднення епоксидної діанової смоли та кремнієорганічного наповнювача визначено експериментально, виходячи із задачі підвищення адгезії матеріалу до титанових сплавів. Слід зазначити, що поєднання вказаних компонентів посилює дію кожного, тобто спостерігається синергічний ефект. За відсутності хоча б одного з них бажаного ефекту підвищення адгезії до титанових сплавів не досягається. Нижній вміст ангідридного твердника, амінного прискорювача тверднення епоксидної діанової смоли та кремнієорганічного наповнювача обмежено умовою забезпечення необхідного рівня адгезії матеріалу до титанових сплавів. Верхній вміст ангідридного твердника, амінного прискорювача тверднення епоксидної діанової смоли та кремнійорганічного наповнювача обмежено умовою забезпечення рівня зв'язку між складовими матеріалу. Межі вмісту колоїдного термообробленого графіту визначено експериментально, виходячи з задачі зниження коефіцієнта тертя матеріалу при взаємодії з поверхнею твердих сплавів. Нижній вміст колоїдного термообробленого графіту обмежено умовою досягнення достатньої сумарної площі графітових включень у структурі матеріалу для забезпечення зниження коефіцієнта тертя. Верхній вміст колоїдного термообробленого графіту обмежено умовою недопущення розшарування матеріалу при формуванні протяжливих прошарків графіту внаслідок консолідації окремих графітових включень. Поєднання в матеріалі високого рівня адгезії до титанових сплавів із низьким коефіцієнтом тертя при ковзанні по поверхні деформуючого інструменту із твердих сплавів дозволяє вирішити основне завдання підвищення контактного тиску при холодному ступінчастому пластичному деформуванні твердосплавними деформуючими протяжками деталей із титанових сплавів з нанесеним антифрикційним матеріалом. Приклади конкретного виконання наведено у таблиці (додається). Приклад 1. Для отримання антифрикційного матеріалу для холодної обробки металів тиском до певної кількості епоксидної смоли, взятої за 100 мас. ч., додали в кількості 2 мас. ч. дисперсний кремнійорганічний наповнювач - гідрофобний нанодисперсний оксид кремнію, одержаний зольгель методом в умовах гідролізу/конденсації, після чого провели їхнє ретельне змішування за допомогою ультразвукового диспергатора. Далі в одержану суміш додали ангідридний твердник у кількості 75 мас. ч., амінний прискорювач тверднення в кількості 0,7 мас. ч. і колоїдний термооброблений графіт у кількості 30 мас. ч. Після кожного додавання компонента проводили ретельне змішування суміші за допомогою ультразвукового диспергатора до її повної гомогенізації. Нанесення одержаної композиції на попередньо підготовані і знежирені робочі поверхні деталей із титанового сплаву ВТ 1-0 - "грибків" (ГОСТ 14760-69) та втулки проводили за допомогою пензля та валика. Потім деталі з нанесеним покриттям поміщали в термошафу і проводили термообробку до повного отвердіння полімерного композиту наступним чином: нагрівання до температури 120 °C, витримка при даній температурі упродовж 1 години, нагрівання до температури 160 °C, витримка при даній температурі упродовж 1 години, нагрівання до температури 180 °C, витримка при даній температурі упродовж 1 години. Після цього визначали характеристики нанесеного покриття - адгезійну міцність склеювання "грибків" та контактний тиск при холодному ступінчастому пластичному деформуванні втулки деформуючою протяжкою із твердого сплаву ВК15. Адгезійну міцність при рівномірному відриві досліджували у відповідності з ГОСТ 14760-69. 2 UA 86423 U 5 10 15 20 Контактний тиск визначали за наступною методикою (О.А. Розенберг. Механика взаимодействия инструмента с изделием при деформирующем протягивании. - Киев: Наук, думка, 1981.-288 с). Крізь отвір втулки з нанесеним на її поверхню покриттям пропускали ряд твердосплавних деформуючих елементів. Розмір кожного наступного елемента більше попереднього на деяку величину. При цьому на кожному наступному проході за рахунок деформаційного зміцнення оброблюваного матеріалу контактний тиск підвищується. У процесі випробувань проводили заміри осьової сили. Про схоплювання судили за її різким збільшенням, налипанням оброблюваного матеріалу на інструмент і порушенням суцільності покриття. Вирахуваний за даними про величину осьової сили і геометричні характеристики інструменту контактний тиск у момент, що передує схоплюванню, характеризує експлуатаційні властивості технологічного покриття. Матеріал також було реалізовано при іншому вмісті ангідридного твердника, амінного прискорювача тверднення, кремнієорганічного наповнювача та колоїдного термообробленого графіту. Було відтворено також антифрикційний матеріал для холодної обробки металів, описаний в авторському свідоцтві СРСР № 273357. Результати випробувань наведені в таблиці. Приклади 1-9 (див. таблицю, додається) стосуються заявлених ознак. Приклади 10-18 - за межами заявлених ознак. Приклад 19 - відтворення антифрикційного матеріалу за прототипом. Як видно з таблиці, використання пропонованої корисної моделі дає можливість при холодному ступінчастому пластичному деформуванні підвищити ступінь деформації втулки з титанового сплаву, який характеризується досягнутим рівнем контактного тиску, на 37 %. Таблиця № з/п 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 Склад композиції, мас. ч. КремнієЕпоксидна АнгідридПрискоорганічний діанова ний рювач Графіт наповнюва смола твердник тверднення ч 100 75 0,7 2 30 100 70 0,7 2 30 100 80 0,7 2 30 100 75 0,3 2 30 100 75 1,0 2 30 100 75 0,7 0,5 30 100 75 0,7 3 30 100 75 0,7 2 28 100 75 0,7 2 32 100 75 0,7 2 27 100 75 0,7 2 33 100 75 0,7 2 100 69 0,7 2 100 81 0,7 2 100 75 0,2 2 100 75 1,1 2 100 75 0,7 0,2 100 75 0,7 4 Матеріал за авторським свідоцтвом СРСР № 273357 3 Адгезійна міцність при Контактний Примітка рівномірному тиск, ГПа відриві, МПа 53 49 49 45 45 42 42 44 44 40 40 39 30 30 29 29 28 28 32 2,2 2,1 2,1 2,0 2,0 2,1 2,1 1,8 1,8 1,6 1,6 0,75 0,75 0,75 0,75 0,75 0,75 0,75 1,6 UA 86423 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Антифрикційний матеріал для холодної обробки металів тиском, що містить епоксидну діанову смолу, порошковий наповнювач, який відрізняється тим, що до його складу додатково введено ангідридний твердник (ізо-метилтетрагідрофталевий ангідрид), амінний прискорювач тверднення 2,4,6-трис-(N,N-диметиламінометил)фенол, а як порошковий наповнювач використано гідрофобний нанодисперсний оксид кремнію та порошок колоїдного термообробленого графіту при наступному співвідношенні компонентів, мас. ч.: епоксидна смола 100 ізо-метилтетрагідрофталевий ангідрид 70-80 амінний прискорювач тверднення 0,3-1,0 гідрофобний нанодисперсний оксид кремнію 0,5-3,0 колоїдний термооброблений графіт 28-32. 10 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюHavrylova Valentyna Stepanivna, Sheikin Serhii Yevhenovych, Paschenko Yevhen Oleksandrovych
Автори російськоюГаврилова Валентина Степановна, Шейкин Сергей Евгеньевич, Пащенко Евгений Александрович
МПК / Мітки
МПК: C10M 175/00
Мітки: металів, матеріал, обробки, тиском, холодної, антифрикційний
Код посилання
<a href="https://ua.patents.su/6-86423-antifrikcijjnijj-material-dlya-kholodno-obrobki-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Антифрикційний матеріал для холодної обробки металів тиском</a>
Концентрат мастила для холодної обробки металів тиском
Номер патенту: 61032
Опубліковано: 15.10.2003
Автори: Короткова Надія Петрівна, Кулик Валентина Яківна, Цегельнюк Любов Іванівна
МПК: C10M 159/00
Мітки: обробки, холодної, концентрат, тиском, мастила, металів
Формула / Реферат:
Концентрат мастила для холодної обробки металів тиском, що містить мінеральну оливу, жировий матеріал, гідроксид калію і воду, який відрізняється тим, що додатково містить продукт конденсації при температурі 150-180°С адипінової кислоти і полігліколевих ефірів кислот тваринного жиру з 6 молями окису етилену і/або полігліколевих ефірів кислот олії з 6 молями окису етилену при масовому співвідношенні адипінової кислоти і ефірів 1:5-9, а як...
Мастило для холодної обробки металів тиском
Номер патенту: 31456
Опубліковано: 15.12.2000
Автори: Брескіна Алла Іллівна, Кармазіна Тамара Павлівна, Школа Олег Іванович, Кіріченко Юрій Алімович, Полушкіна Людмила Аркадіївна, Клочкова Віра Євгенівна, Бут Олександр Володимирович
МПК: C10M 159/00, C10M 155/00
Мітки: холодної, обробки, металів, мастило, тиском
Текст:
..."кефоля"); - продукт, виділений з рідкої фази розчиненого в ацетоні фосфаті дного концентрату олій (МКФ) за ТУ # 6-О9-Ю-І704-Є5; - присадка борин за ТУ # Э810Ш03-84; - присадка детерсол 140 за ТУ * 38.1011090-68; - концентрат жировий олеїновий за ТУ * 104)4102-34-88. Всі компоненти були введені в базову основу послідовно у порядку від більшого до меншего. В останню чергу була введена присадка детерсол 140. В лабораторних умовах були одержані...
Емульсол для холодної обробки металів тиском

Номер патенту: 69989
Опубліковано: 15.12.2005
Автори: Шапошник Олександр Васильович, Македонський Олег Олександрович, Кас'ян Олег Сисоєвич, Бороденко Тетяна Олексіївна, Шафранова Світлана Георгіївна, Адамський Самуїл Давидович, Стахурський Олександр Дмитрович, Тихомиров Олександр Геннадійович, Терехова Генріета Федорівна
МПК: C10M 163/00, C10M 167/00, C10M 165/00, C10N 40/24
Мітки: емульсол, холодної, металів, обробки, тиском
Формула / Реферат:
Біологічно-активна добавка "Відродження", що містить біологічно-активні речовини, яка відрізняється тим, що в неї введені біологічно-активні речовини: селен, розчин колоїдного срібла, натрій хлорид, вода дистильована при наступному співвідношенні компонентів, на 200 мл розчину: селен 120-160 мг розчин колоїдного срібла 150 мл вода дистильована ...
Емульсол азмол ом для холодної обробки металів тиском
Номер патенту: 69989
Опубліковано: 15.09.2004
Автори: Терехова Генріета Федорівна, Македонський Олег Олександрович, Бороденко Тетяна Олексіївна, Шапошник Олександр Васильович, Адамський Самуїл Давидович, Стахурський Олександр Дмитрович, Тихомиров Олександр Геннадійович, Кас'ян Олег Сисоєвич, Шафранова Світлана Георгіївна
МПК: C10M 165/00, C10M 163/00, C10M 167/00, C10N 40/24
Мітки: металів, тиском, азмол, холодної, емульсол, обробки
Формула / Реферат:
Біологічно-активна добавка "Відродження", що містить біологічно-активні речовини, яка відрізняється тим, що в неї введені біологічно-активні речовини: селен, розчин колоїдного срібла, натрій хлорид, вода дистильована при наступному співвідношенні компонентів, на 200 мл розчину: селен 120-160 мг розчин колоїдного срібла 150 мл вода дистильована ...
Мастило для холодної обробки металів тиском

Номер патенту: 10962
Опубліковано: 25.12.1996
Автори: Ільницький Зеновій Михайлович, Кліс Віра Іванівна, Мацелюх Богданна Василівна, Гарун Ярослав Евстахієвич, Гарун Ірина Михайлівна, Костецький Ярослав Іванович
МПК: C10M 165/00
Мітки: холодної, мастило, тиском, обробки, металів
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая минеральное масло, антикоррозионную добавку, хлорированный парафин и серусодержащую присадку, отличающаяся тем, что смазка в качестве серусодержащей присадки содержит осерненные тетрамеры пропилена и дополнительно содержит полиметакрилат и экстракт селективной очистки нефтяных масел при следующем соотношении компонентов в мас. %:полиметакрилат...
Попередній патент: Інформаційна система транспортного засобу
Наступний патент: Спосіб отримання андрогенних калусів цукрових буряків in vitro
Випадковий патент: Дифракційне зображення з одним або більше дифракційними полями, спосіб його виготовлення, елемент захисту, папір із елементом захисту та носій даних