Спосіб плавки в рудовідновлювальній електропечі
Номер патенту: 87794
Опубліковано: 10.08.2009
Автори: Гасик Михайло Іванович, Куцін Володимир Семенович, Журбенко Володимир Іванович, Ольшанський Володимир Ілліч, Лапін Євген Володимирович, Галлямов Сергій Борисович, Кузьменко Сергій Миколайович, Ганоцький Володимир Григорович, Овчарук Анатолій Миколайович, Лисенко Віктор Федорович, Гладких Володимир Андрійович
Формула / Реферат
Спосіб плавки в рудовідновлювальній електропечі, який включає вимірювання миттєвих значень струму, напруги електрода і знаходження електричного параметра, пропорційного відстані від торця електрода до дна вуглецевої вогнетривкої футерівки ванни печі, у момент проходження миттєвого значення струму через нуль, який відрізняється тим, що напругу вимірюють за допомогою струмознімної щітки безпосередньо з металевого кожуха електрода, вимірюють індуктивність електрода і знайдену величину використовують як електричний параметр, пропорційний довжині робочого кінця електрода (Не, мм):
Не=k1Le2+k2Le+k3,
де k1, k2, k3 - коефіцієнти, визначені експериментальним шляхом;
Le - індуктивність електрода, мкГн,
а відстань від торця електрода до дна вуглецевої вогнетривкої футерівки ванни печі (Нед) визначають за виразом:
Нед=Нв+Нт-Не,
де Нв - відстань від дна вуглецевої вогнетривкої футерівки ванни печі до нижнього граничного положення електродотримача, мм;
Нт - величина вертикального підйому (ходу) електрода щодо нижнього граничного положення електродотримача, мм.
Текст
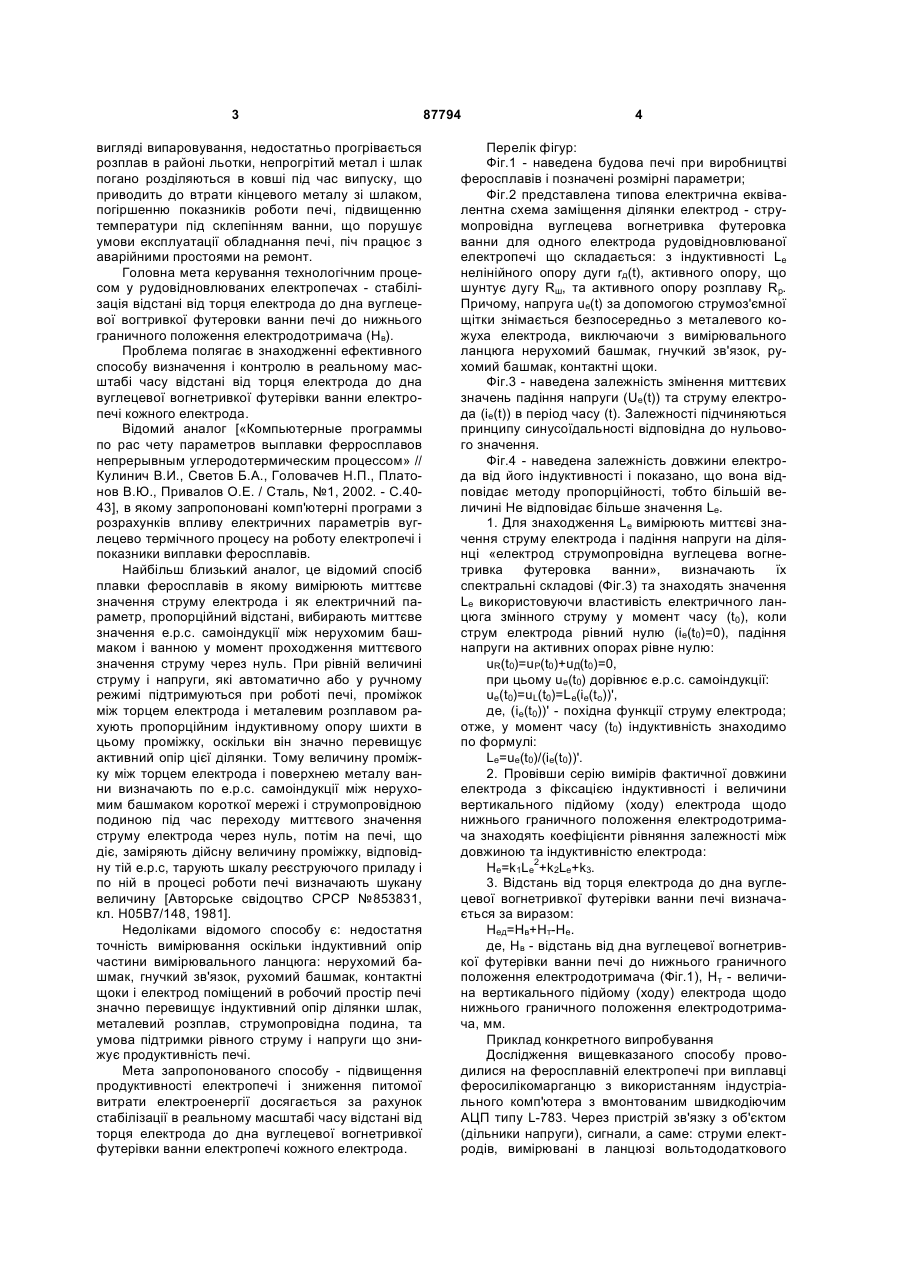
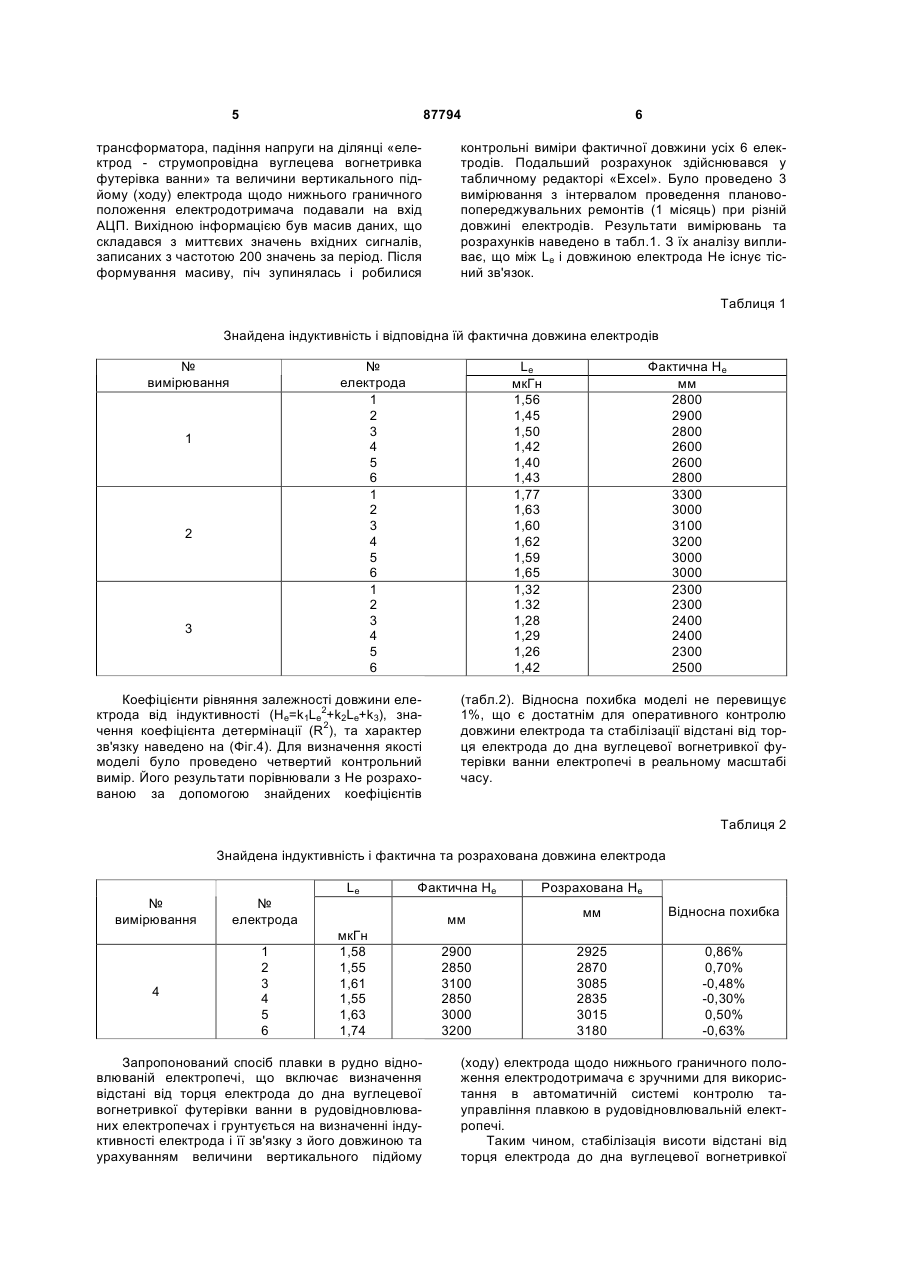
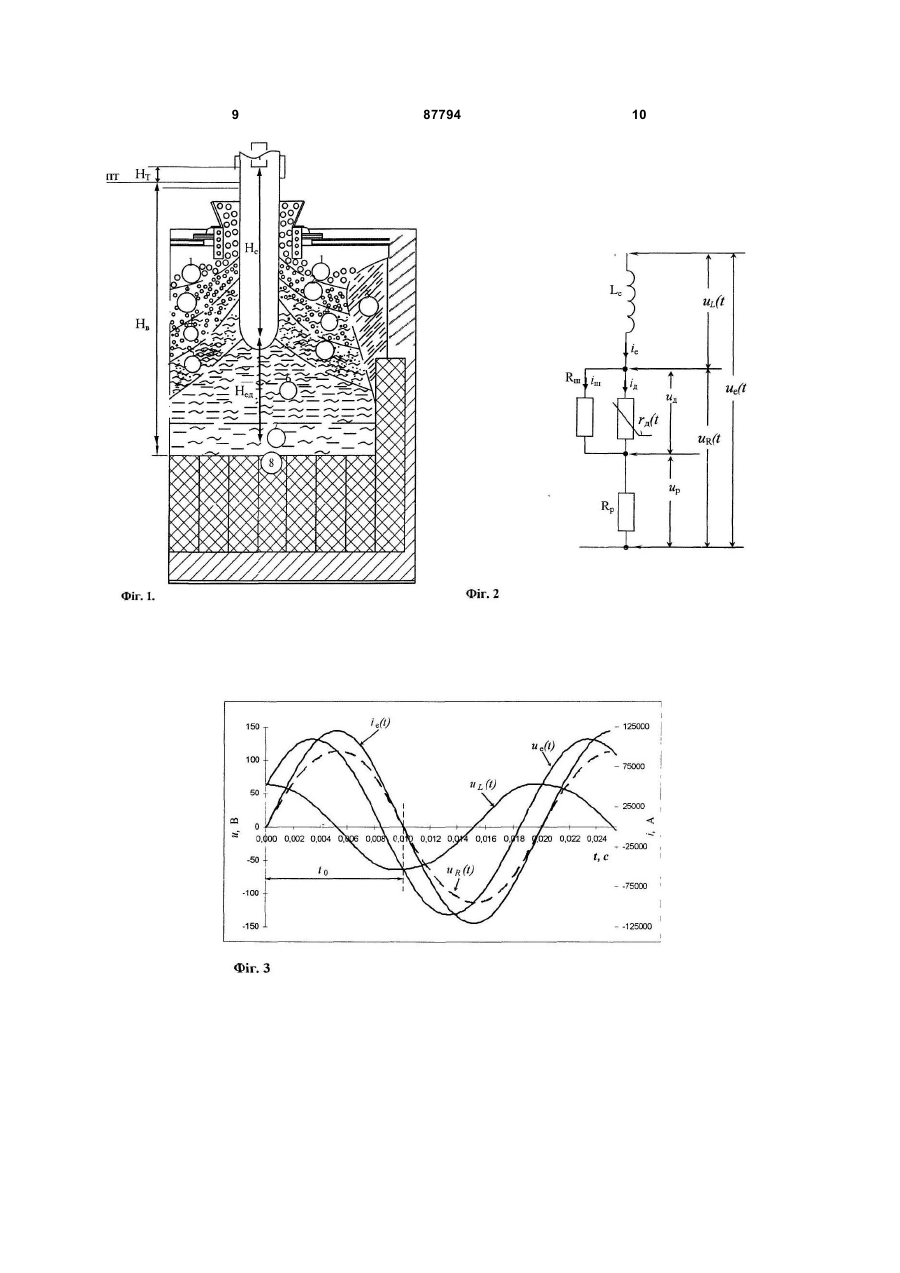
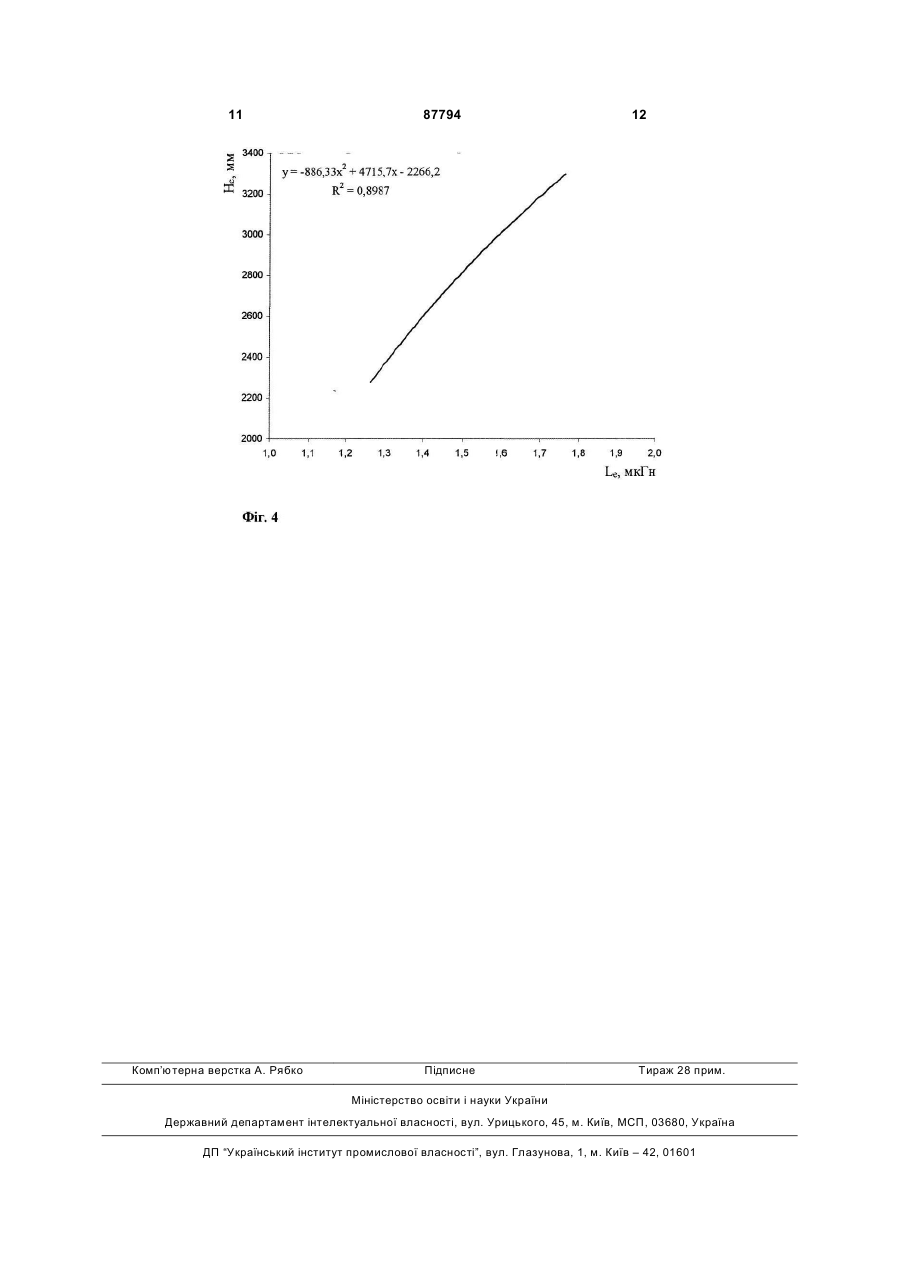
Спосіб плавки в рудовідновлювальній електропечі, який включає вимірювання миттєвих зна C2 2 87794 1 3 вигляді випаровування, недостатньо прогрівається розплав в районі льотки, непрогрітий метал і шлак погано розділяються в ковші під час випуску, що приводить до втрати кінцевого металу зі шлаком, погіршенню показників роботи печі, підвищенню температури під склепінням ванни, що порушує умови експлуатації обладнання печі, піч працює з аварійними простоями на ремонт. Головна мета керування технологічним процесом у рудовідновлюваних електропечах - стабілізація відстані від торця електрода до дна вуглецевої вогтривкої футеровки ванни печі до нижнього граничного положення електродотримача (Нв). Проблема полягає в знаходженні ефективного способу визначення і контролю в реальному масштабі часу відстані від торця електрода до дна вуглецевої вогнетривкої футерівки ванни електропечі кожного електрода. Відомий аналог [«Компьютерные программы по рас чету параметров выплавки ферросплавов непрерывным углеродотермическим процессом» // Кулинич В.И., Светов Б.Α., Головачев Н.П., Платонов В.Ю., Привалов О.Е. / Сталь, №1, 2002. - С.4043], в якому запропоновані комп'ютерні програми з розрахунків впливу електричних параметрів вуглецево термічного процесу на роботу електропечі і показники виплавки феросплавів. Найбільш близький аналог, це відомий спосіб плавки феросплавів в якому вимірюють миттєве значення струму електрода і як електричний параметр, пропорційний відстані, вибирають миттєве значення е.р.с. самоіндукції між нерухомим башмаком і ванною у момент проходження миттєвого значення струму через нуль. При рівній величині струму і напруги, які автоматично або у ручному режимі підтримуються при роботі печі, проміжок між торцем електрода і металевим розплавом рахують пропорційним індуктивному опору шихти в цьому проміжку, оскільки він значно перевищує активний опір цієї ділянки. Тому величину проміжку між торцем електрода і поверхнею металу ванни визначають по е.р.с. самоіндукції між нерухомим башмаком короткої мережі і струмопровідною подиною під час переходу миттєвого значення струму електрода через нуль, потім на печі, що діє, заміряють дійсну величину проміжку, відповідну тій е.р.с, тарують шкалу реєструючого приладу і по ній в процесі роботи печі визначають шукану величину [Авторське свідоцтво СРСР №853831, кл. Η05В7/148, 1981]. Недоліками відомого способу є: недостатня точність вимірювання оскільки індуктивний опір частини вимірювального ланцюга: нерухомий башмак, гнучкий зв'язок, рухомий башмак, контактні щоки і електрод поміщений в робочий простір печі значно перевищує індуктивний опір ділянки шлак, металевий розплав, струмопровідна подина, та умова підтримки рівного струму і напруги що знижує продуктивність печі. Мета запропонованого способу - підвищення продуктивності електропечі і зниження питомої витрати електроенергії досягається за рахунок стабілізації в реальному масштабі часу відстані від торця електрода до дна вуглецевої вогнетривкої футерівки ванни електропечі кожного електрода. 87794 4 Перелік фігур: Фіг.1 - наведена будова печі при виробництві феросплавів і позначені розмірні параметри; Фіг.2 представлена типова електрична еквівалентна схема заміщення ділянки електрод - струмопровідна вуглецева вогнетривка футеровка ванни для одного електрода рудовідновлюваної електропечі що складається: з індуктивності Le нелінійного опору дуги rд(t), активного опору, що шунтує дугу Rш, та активного опору розплаву Rр. Причому, напруга uе(t) за допомогою струмоз'ємної щітки знімається безпосередньо з металевого кожуха електрода, виключаючи з вимірювального ланцюга нерухомий башмак, гнучкий зв'язок, рухомий башмак, контактні щоки. Фіг.3 - наведена залежність змінення миттєвих значень падіння напруги (Ue(t)) та струму електрода (ie(t)) в період часу (t). Залежності підчиняються принципу синусоїдальності відповідна до нульового значення. Фіг.4 - наведена залежність довжини електрода від його індуктивності і показано, що вона відповідає методу пропорційності, тобто більшій величині Не відповідає більше значення Le. 1. Для знаходження Le вимірюють миттєві значення струму електрода і падіння напруги на ділянці «електрод струмопровідна вуглецева вогнетривка футеровка ванни», визначають їх спектральні складові (Фіг.3) та знаходять значення Le використовуючи властивість електричного ланцюга змінного струму у момент часу (t0), коли струм електрода рівний нулю (іе(t0)=0), падіння напруги на активних опорах рівне нулю: uR(t0)=uР(t0)+uД(t0)=0, при цьому uе(t0) дорівнює е.р.с. самоіндукції: ue(t0)=uL(t0)=Le(ie(to))', де, (ie(t0))' - похідна функції струму електрода; отже, у момент часу (t0) індуктивність знаходимо по формулі: Le=ue(t0)/(ie(t0))'. 2. Провівши серію вимірів фактичної довжини електрода з фіксацією індуктивності і величини вертикального підйому (ходу) електрода щодо нижнього граничного положення електродотримача знаходять коефіцієнти рівняння залежності між довжиною та індуктивністю електрода: He=k1Lе2+k2Lе+k3. 3. Відстань від торця електрода до дна вуглецевої вогнетривкої футерівки ванни печі визначається за виразом: Нед=Нв+Нт-Не. де, Нв - відстань від дна вуглецевої вогнетривкої футерівки ванни печі до нижнього граничного положення електродотримача (Фіг.1), Нт - величина вертикального підйому (ходу) електрода щодо нижнього граничного положення електродотримача, мм. Приклад конкретного випробування Дослідження вищевказаного способу проводилися на феросплавній електропечі при виплавці феросилікомарганцю з використанням індустріального комп'ютера з вмонтованим швидкодіючим АЦП типу L-783. Через пристрій зв'язку з об'єктом (дільники напруги), сигнали, а саме: струми електродів, вимірювані в ланцюзі вольтододаткового 5 87794 трансформатора, падіння напруги на ділянці «електрод - струмопровідна вуглецева вогнетривка футерівка ванни» та величини вертикального підйому (ходу) електрода щодо нижнього граничного положення електродотримача подавали на вхід АЦП. Вихідною інформацією був масив даних, що складався з миттєвих значень вхідних сигналів, записаних з частотою 200 значень за період. Після формування масиву, піч зупинялась і робилися 6 контрольні виміри фактичної довжини усіх 6 електродів. Подальший розрахунок здійснювався у табличному редакторі «Excel». Було проведено 3 вимірювання з інтервалом проведення плановопопереджувальних ремонтів (1 місяць) при різній довжині електродів. Результати вимірювань та розрахунків наведено в табл.1. З їх аналізу випливає, що між Le і довжиною електрода Не існує тісний зв'язок. Таблиця 1 Знайдена індуктивність і відповідна їй фактична довжина електродів № вимірювання № електрода 1 2 3 4 5 6 1 2 3 4 5 6 1 2 3 4 5 6 1 2 3 Le мкГн 1,56 1,45 1,50 1,42 1,40 1,43 1,77 1,63 1,60 1,62 1,59 1,65 1,32 1.32 1,28 1,29 1,26 1,42 Коефіцієнти рівняння залежності довжини електрода від індуктивності (He=k1Lе2+k2Lе+k3), значення коефіцієнта детермінації (R2), та характер зв'язку наведено на (Фіг.4). Для визначення якості моделі було проведено четвертий контрольний вимір. Його результати порівнювали з Не розрахованою за допомогою знайдених коефіцієнтів Фактична Не мм 2800 2900 2800 2600 2600 2800 3300 3000 3100 3200 3000 3000 2300 2300 2400 2400 2300 2500 (табл.2). Відносна похибка моделі не перевищує 1%, що є достатнім для оперативного контролю довжини електрода та стабілізації відстані від торця електрода до дна вуглецевої вогнетривкої футерівки ванни електропечі в реальному масштабі часу. Таблиця 2 Знайдена індуктивність і фактична та розрахована довжина електрода № вимірювання № електрода 4 1 2 3 4 5 6 Le Фактична Не мм мкГн 1,58 1,55 1,61 1,55 1,63 1,74 Запропонований спосіб плавки в рудно відновлюваній електропечі, що включає визначення відстані від торця електрода до дна вуглецевої вогнетривкої футерівки ванни в рудовідновлюваних електропечах і грунтується на визначенні індуктивності електрода і її зв'язку з його довжиною та урахуванням величини вертикального підйому 2900 2850 3100 2850 3000 3200 Розрахована Не мм Відносна похибка 2925 2870 3085 2835 3015 3180 0,86% 0,70% -0,48% -0,30% 0,50% -0,63% (ходу) електрода щодо нижнього граничного положення електродотримача є зручними для використання в автоматичній системі контролю тауправління плавкою в рудовідновлювальній електропечі. Таким чином, стабілізація висоти відстані від торця електрода до дна вуглецевої вогнетривкої 7 футеровки ванни в рудовідновлюваних електропечах забезпечує підвищення продуктивності печі та зниження питомої витрати електроенергії при ви 87794 8 робництві ферросилікомарганцю (табл.3). Точність вимірювання в дослідних плавках складала 99,299,6%. Таблиця 3 Опосередковані результати промислових випробувань способу плавки феросилікомарганцю в рудовідновлювальній електропечі Le, Не, Не, Нв, Нт, Нед, П, q, № Підвищення Зменшення мкГн, мм, мм, мм, мм, мм, т/доб, кВт*г/т п/п П, % q, % (замір) (замір) (замір) (проект) (замір) (розрахунок) (замір) (розрахунок) 1 1,63 3095 3084 3600 790 1295 308 +2,5 4065 -2,8 2 1,50 2910 2923 3600 600 1290 307 +2,2 4078 -2,4 Заявлений 3 1,40 2660 2670 3600 360 1300 305 +1,5 4105 -1,8 спосіб 4 1,31 2440 2425 3600 140 1300 304 +1,2 4118 -1,5 5 1,66 3050 3050 3600 745 1295 309 +2,8 4052 -3,1 Базовий спо6 3600 600 1550 300,5 0 4180 0 сіб Випробування Результати промислових випробувань підтверджують ефективність заявленого способу виплавки в рудовідновлювальній електропечі феросилікомарганцю в порівнянні з відомим способом. Так продуктивність електропечі підвищується на 1,22,8%, а витрати електроенергії зменшуються на 1,5-3,1%. Між величиною індуктивності Le і довжиною електрода Не відмічається прямо пропорційна залежність. При збільшенні указаних параметрів величина відстані від торця електрода до дна вуглецевої вогнетривкої футерівки ванни печі Н ед скорочується, при цьому електроди і реакційна зона розміщуються глибоко в шихті, процеси відновлення марганцю і кремнію та ступінь їх переходу в сплав характеризуються значно більшими відсотками, відповідно до чого підвищується продуктивність електропечі і зменшуються питомі витрати електроенергії. Питомі витрати електроенергії, розраховані з урахуванням електричних .характеристик трансформатору печі і електроплавки та фактичної продуктивності печі відповідають практичним показникам плавки феросилікомарганцю (40504070кВт*г/т), що підтверджує достовірність запропонованого способу плавки в рудовідновлювальній електропечі. Похибка розрахунків в порівнянні з вимірюваннями довжини електрода та визначенні відстані від торця електрода до дна вуглецевої вогнетривкої футерівки ванни печі (положення реакційної зони) складає ±0,4-0,8%. Заявлений спосіб забезпечує як точність вимірювань індуктивності електрода, розрахунків дов жини робочого кінця електрода до дна вуглецевої вогнетривкої футерівки ванни печі так і стабілізацію положення та ширини реакційної зони у ванні рудовідновлювальної електропечі при виплавці феросплавів. Прийняті позначення: uе(t) - миттєве значення падіння напруги на ділянці «електрод - струмопровідна подана», В; іе(t) - миттєве значення струму електрода, кА; uR(t) - миттєве значення падіння напруги на активному опорі, В; uL(t) - миттєве значення е.р.с. самоіндукції, В; Le - індуктивність електрода, мкГн; rд - миттєве значення нелінійного опору дуги, мОм; Rp - активний опір розплаву, мОм; Rш - активний опір що шунтує дугу, мОм; Не - довжина електрода від нижнього краю контактної щоки, мм; k1, k2, k3 - коефіцієнти рівняння залежності довжини електрода від індуктивності; Нед - відстань від торця електрода до дна вуглецевої вогнетривкої футерівки ванни печі, мм; Нв - відстань від дна вуглецевої вогнетривкої футерівки ванни печі до нижнього граничного положення електродотримача, мм; Нт - величина вертикального підйому (ходу) електрода щодо нижнього граничного положення електродотримача, мм; Π - продуктивність електропечі, т/добу; q - питома витрата електроенергії, кВт*г/т. 9 87794 10 11 Комп’ютерна верстка А. Рябко 87794 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for melting in ore-reduction electrical furnace
Автори англійськоюKutsin Volodymyr Semenovych, Hasyk Mykhailo Ivanovych, Hladkykh Volodymyr Andriiovych, Kuzmenko Serhii Mykolaiovych, Lapin Yevhen Volodymyrovych, Olshanskyi Volodymyr Illich, Hanotskyi Volodymyr Hryhorovych, Zhurbenko Volodymyr Ivanovych, Ovacharuk Anatolii Mykolaiovych, Halliamov Serhii Borysovych, Kysenko Viktor Fedorovych
Назва патенту російськоюСпособ плавки в рудновосстановительной электропечи
Автори російськоюКуцин Владимир Семенович, Гасик Михаил Иванович, Гладких Владимир Андреевич, Кузьменко Сергей Николаевич, Лапин Евгений Владимирович, Ольшанский Владимир Ильич, Ганоцький Владимир Григорьевич, Журбенко Владимир Иванович, Овчарук Анатолий Николаевич, Галлямов Сергей Борисович, Лысенко Виктор Федорович
МПК / Мітки
МПК: C21B 13/12, C22B 4/00, H05B 7/148, C21B 11/10
Мітки: спосіб, рудовідновлювальній, електропечі, плавки
Код посилання
<a href="https://ua.patents.su/6-87794-sposib-plavki-v-rudovidnovlyuvalnijj-elektropechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб плавки в рудовідновлювальній електропечі</a>
Установка для гарячого заправлення футерівки склепіння електропечі
Номер патенту: 49197
Опубліковано: 16.09.2002
Автори: Борисенко Андрій Володимирович, Красовський Сергій Савелович, Ведмедєв Анатолій Федорович, Морозов Ігор Олександрович
МПК: B21B 39/00
Мітки: установка, електропечі, склепіння, гарячого, заправлення, футерівки
Формула / Реферат:
Установка для гарячого заправлення футерівки склепіння електропечі, що містить конусоподібний корпус, привід, на вихідному валу якого встановлений кидальний механізм, який відрізняється тим, що кидальний механізм виконаний у вигляді напрямних, установлених на внутрішній стінці конусоподібного корпуса під кутом до осі корпуса, при цьому корпус оснащений сегментною кришкою, по периферії якої виконані отвори.
Вузол ущільнення електродного отвору в склепінні електропечі
Номер патенту: 29168
Опубліковано: 17.06.2002
Автори: Омельченко Володимир Іванович, Дербинський Борис Васильович, Ламонов Павло Олексійович, Карпов Володимир Петрович, Анохін Юрій Олександрович
МПК: F27D 1/02
Мітки: вузол, електродного, ущільнення, електропечі, склепінні, отвору
Формула / Реферат:
Вузол ущільнення електродного отвору в склепінні електропечі, що містить у собі вогнетривку гільзу з центральним отвором для електрода, встановлену в отворі, виконаному в склепінні електропечі, який відрізняється тим, що отвір у склепінні електропечі, а також зовнішня поверхня вогнетривкої гільзи виконані конічними з однаковою конусністю, при цьому вершини конусів вказаних конічних поверхонь зорієнтовані в бік робочого простору...
Спосіб виплавки силікомарганцю у рудовідновлювальній печі
Номер патенту: 74286
Опубліковано: 15.11.2005
Автори: Куліш Сергій Миколайович, Кравченко Павло Олександрович, Вишняков Володимир Дмитрович, Голов Юрій Олександрович, Капелянов Володимир Якович, Биков Генадій Іванович, Сезоненко Олег Миколайович, Куліш Андрій Миколайович
МПК: C22C 33/04, C22B 4/00
Мітки: печі, силікомарганцю, виплавки, спосіб, рудовідновлювальній
Формула / Реферат:
Спосіб виплавки силікомарганцю у рудовідновлювальній печі, який включає завантажування у ванну печі шихтових матеріалів, подачу напруги на електроди, виплавляння сплаву з заданим електричним режимом, випуск розплаву з печі, який відрізняється тим, що в процесі виплавляння сплаву ведуть корекцію завантажуваної під електроди шихти у вигляді суміші вуглецевмісної речовини та кварциту таким чином, щоб зрівняти теплову потужність під електродами:...
Пристрій для підведення струму до дугової електропечі
Номер патенту: 37515
Опубліковано: 15.05.2001
Автори: Годецький Євген Васильович, Петров Борис Федорович, Коротя Олександр Сільвестрович, Підгорний Володимир Іванович
МПК: H05B 7/11
Мітки: підведення, дугової, пристрій, електропечі, струму
Формула / Реферат:
Пристрій для підведення струму до дугової електропечі, який складається з електрода, хомута, який охоплює електрод і щоки з пневмопружинним затисскачем, який відрізняється тим, що уздовж електрода виконана площина, яка направлена до щоки контактною поверхнею плоскої форми, при цьому площа контактної поверхні “електрод-щока” повинна бути не менша за площу поперечного перерізу електрода.
Спосіб виробництва феросплавів у рудовідновлювальній печі
Номер патенту: 78450
Опубліковано: 15.03.2007
Автори: Куліш Андрій Миколайович, Кондаков Едуард Вікторович, Куліш Сергій Миколайович, Вишняков Володимир Дмитрович, Сезоненко Олег Миколайович, Капелянов Володимир Якович, Беспалов Олег Леонідович
МПК: C22B 4/00, C22C 33/04
Мітки: спосіб, печі, виробництва, рудовідновлювальній, феросплавів
Формула / Реферат:
Спосіб виробництва феросплавів у рудовідновлювальній печі, який включає завантаження шихтових матеріалів у ванну печі, виплавку сплаву за заданими електричним та тепловим режимами, які корегують переміщенням електродів та перемиканням ступенів напруги трансформатора, при цьому зрівнюють теплові режими під кожним електродом, виходячи зі значень температури на кожусі печі проти електродів на відстані 0,30 – 0,35 висоти ванни печі від її поду,...
Попередній патент: 3-аміно-1,1,1-трифторопропан-2-сульфонат натрію
Наступний патент: Рідкоскляна композиція
Випадковий патент: Стенд для виготовлення гратчастого прогону