Спосіб виготовлення перукарських ножиць, а також перукарські ножиці


Формула / Реферат
1. Спосіб виготовлення перукарських ножиць (1), згідно з яким на полотнах (23, 33) ножиць розміщують різальні кромки (24, 34) із твердого сплаву, який включає такі стадії:
- виготовлення заготовки для половин (2, 3) ножиць, причому кожна половина (2, 3) має полотно (23, 33), ручку (22, 32) і кільце (21, 31),
- попереднє деформування полотен (23, 33) з певною кривизною у напрямку, протилежному різальним кромкам (24, 34),
- нанесення твердосплавного матеріалу у формі наплавленого валика (5) на обернені одна до іншої торцеві поверхні полотен (23, 33) ножиць для утворення твердосплавних шарів для різальних кромок (24, 34), причому попередньо виконане деформування полотен (23, 33) внаслідок дії тепла при зварюванні в основному компенсується,
- шліфування наплавленого валика (5) для формування різальної кромки (24, 34), з'єднання і рихтування половин (2, 3) ножиць,
- демонтування і гартування половин (2, 3) ножиць,
- обробка поверхонь половин (2, 3) ножиць,
- складання половин (2, 3) ножиць і
- рихтування у загартованому стані.
2. Спосіб за п. 1, який відрізняється тим, що перед деформуванням полотен (23, 33) ножиць здійснюють вибірку матеріалу на їх обернених одна до іншої торцевих поверхнях, призначених для різальних кромок (24, 34).
3. Спосіб за п. 1 або 2, який відрізняється тим, що наплавлення твердосплавного матеріалу здійснюють методом дугового зварювання неплавким вольфрамовим електродом у середовищі інертного газу.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що наплавлення твердосплавного матеріалу здійснюють за допомогою охолодженого зварювального кондуктора.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що при рихтуванні перукарських ножиць (1) у загартованому стані здійснюють підготовку ударами молотка.
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що обробку поверхні половин (2, 3) ножиць здійснюють методом тонкого шліфування за одну чи кілька технологічних операцій, причому внутрішні поверхні полотен (23, 33) і різальних кромок (24, 34) оброблюють корковим кругом із використанням полірувальної пасти.
7. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що обробку поверхні половин (2, 3) ножиць здійснюють методом матування внутрішніх поверхонь полотен (23, 33) і різальних кромок (24, 34) із застосуванням круга Scotch.
8. Перукарські ножиці (1), що складаються із шарнірно з'єднаних між собою замком (4) двох половин (2, 3), кожна з яких має полотно (23, 33) з різальною кромкою (24, 34), ручку (22, 32) і кільце (21, 31), які відрізняються тим, що різальні кромки виконані у вигляді розміщених на обернених одна до іншої торцевих поверхнях полотен (23, 33) елементів, методом шліфування сформованих із валиків суцільного твердосплавного матеріалу, методом наплавлення нанесених по всій товщині полотен (23, 33).
9. Перукарські ножиці за п. 8, які відрізняються тим, що полотна (23, 33) і різальні кромки (24, 34) мають тонко шліфовані внутрішні поверхні.
10. Перукарські ножиці за п. 8 або 9, які відрізняються тим, що полотна (23, 33) і різальні кромки (24, 34) мають матовані внутрішні поверхні.
11. Перукарські ножиці за будь-яким із пп. 8-10, які відрізняються тим, що твердий матеріал різальних кромок (24, 34) є сплавом на основі кобальту, наприклад, сплавом, що містить 30 % хрому, 12 % вольфраму, 2,5 % вуглецю, решта - кобальт, і має твердість HRC в діапазоні від 51 до 58.
Текст
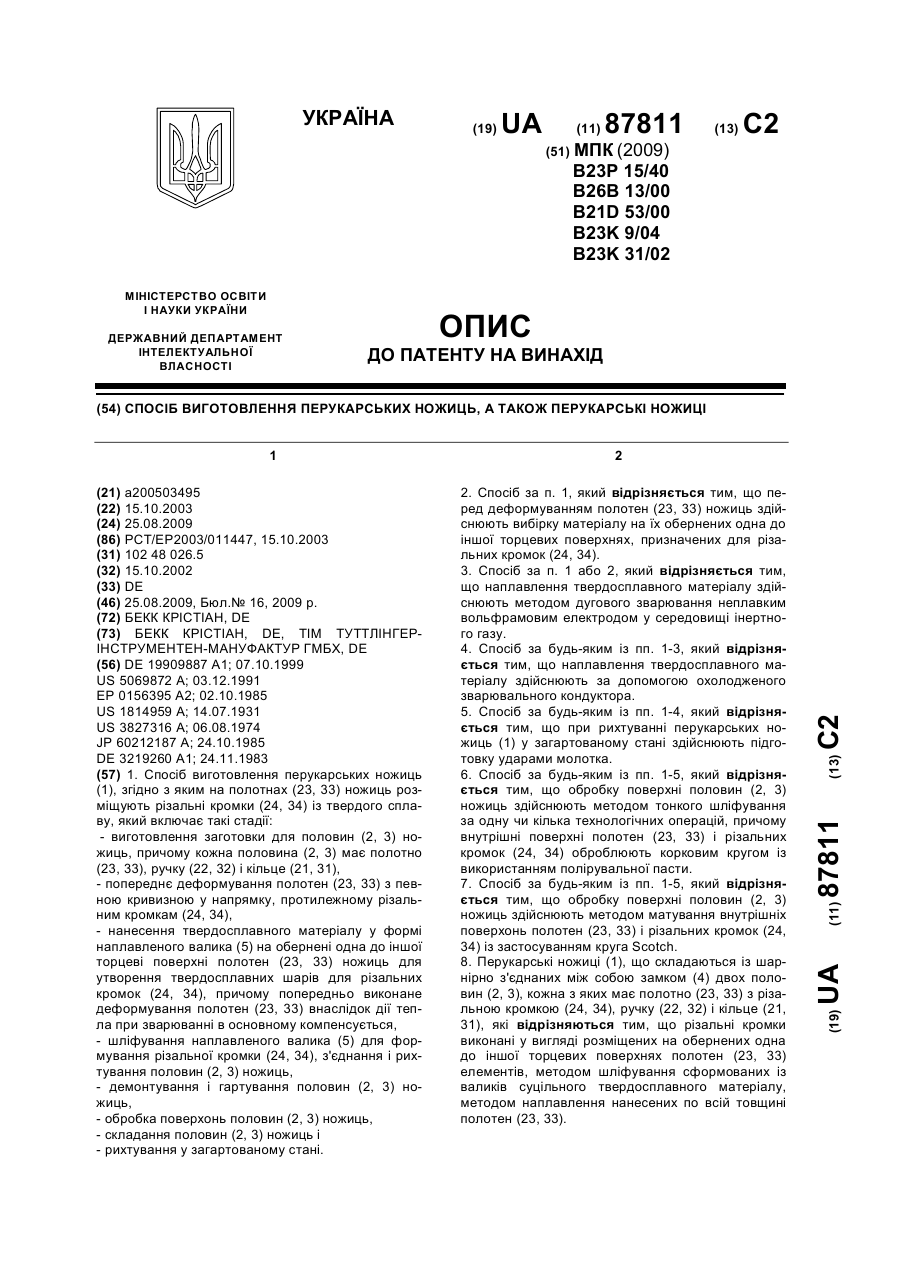
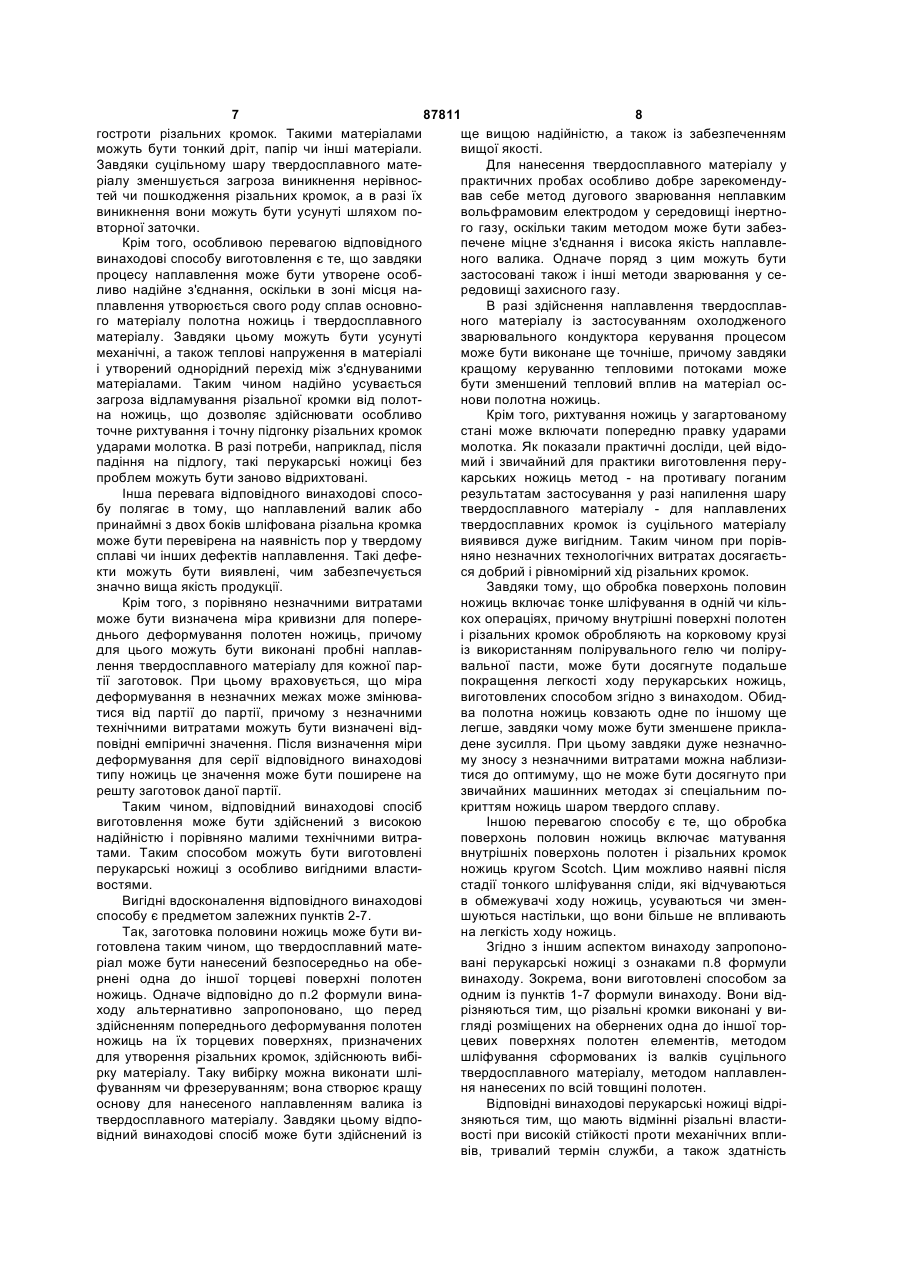
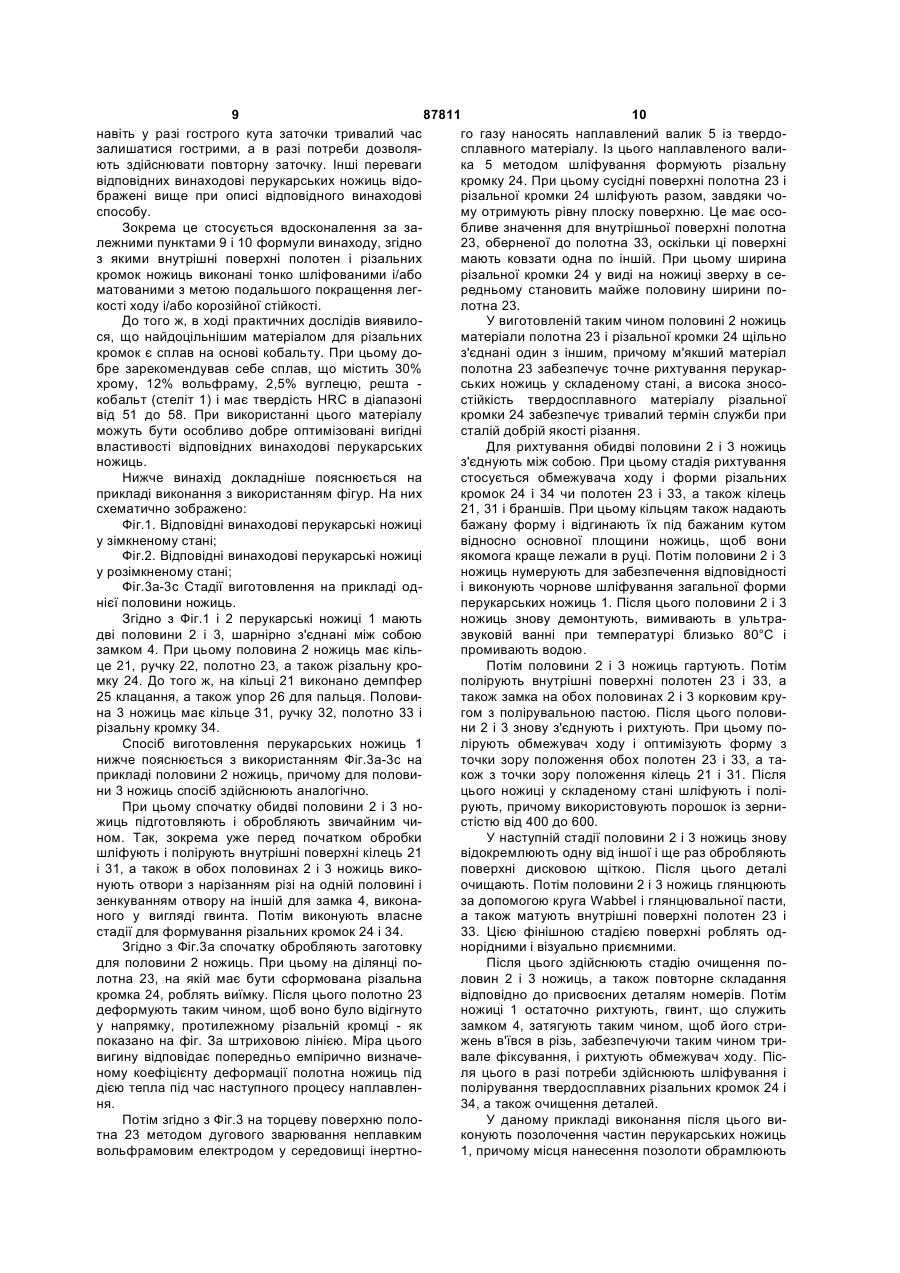
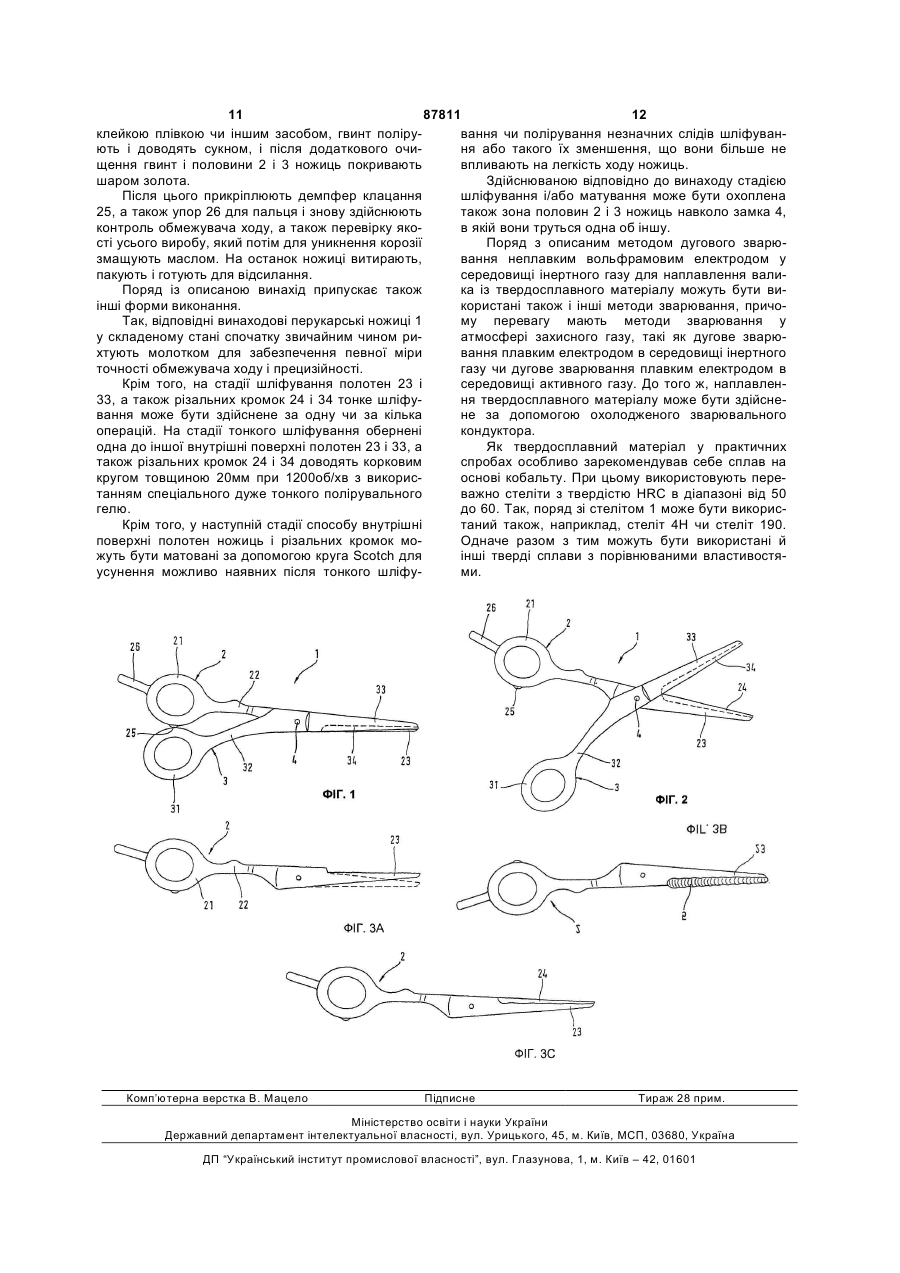
1. Спосіб виготовлення перукарських ножиць (1), згідно з яким на полотнах (23, 33) ножиць розміщують різальні кромки (24, 34) із твердого сплаву, який включає такі стадії: - виготовлення заготовки для половин (2, 3) ножиць, причому кожна половина (2, 3) має полотно (23, 33), ручку (22, 32) і кільце (21, 31), - попереднє деформування полотен (23, 33) з певною кривизною у напрямку, протилежному різальним кромкам (24, 34), - нанесення твердосплавного матеріалу у формі наплавленого валика (5) на обернені одна до іншої торцеві поверхні полотен (23, 33) ножиць для утворення твердосплавних шарів для різальних кромок (24, 34), причому попередньо виконане деформування полотен (23, 33) внаслідок дії тепла при зварюванні в основному компенсується, - шліфування наплавленого валика (5) для формування різальної кромки (24, 34), з'єднання і рихтування половин (2, 3) ножиць, - демонтування і гартування половин (2, 3) ножиць, - обробка поверхонь половин (2, 3) ножиць, - складання половин (2, 3) ножиць і - рихтування у загартованому стані. 2 (19) 1 3 87811 4 9. Перукарські ножиці за п. 8, які відрізняються 11. Перукарські ножиці за будь-яким із пп. 8-10, які тим, що полотна (23, 33) і різальні кромки (24, 34) відрізняються тим, що твердий матеріал різальмають тонко шліфовані внутрішні поверхні. них кромок (24, 34) є сплавом на основі кобальту, 10. Перукарські ножиці за п. 8 або 9, які відрізнянаприклад, сплавом, що містить 30 % хрому, 12 % ються тим, що полотна (23, 33) і різальні кромки вольфраму, 2,5 % вуглецю, решта - кобальт, і має (24, 34) мають матовані внутрішні поверхні. твердість HRC в діапазоні від 51 до 58. Винахід стосується способу виготовлення перукарських ножиць згідно з п.1 формули винаходу, а також перукарських ножиць згідно з обмежувальною частиною п.8 формули винаходу. Ножиці складаються зазвичай із двох половин, шарнірно з'єднаних між собою замком, причому обидві половини ножиць і, отже, також різальні кромки часто виготовляють із нержавіючих чи стійких до корозії стальних сплавів. Одначе недоліком таких ножиць є те, що вони після порівняно короткого часу користування втрачають гостроту різальних кромок. Відомо, що з цієї причини в зоні різальних кромок наносять твердосплавний шар. Завдяки цьому може бути значно подовжений термін служби ножиць, причому завдяки міцності твердого сплаву різальні кромки довше залишаються гострими. З іншого боку, твердий сплав є порівняно крихким, тому технологічно операція рихтування ножиць виконується з більшими труднощами, ніж у разі звичайних половин ножиць із стальних сплавів. При надто інтенсивній обробці і викликаному цим деформуванні на різальних кромках можуть виникати тріщини і сколи. При цьому рівномірність і легкість ходу обох половин ножиць залежить від якомога краще узгодженого рихтування. Тому на практиці у разі використання твердих сплавів для виготовлення ножиць надають перевагу концентруванню такого матеріалу в зоні різальних кромок. Крім того, на практиці відомі різноманітні види ножиць, які хоча і ґрунтуються на єдиному основному принципі, все ж в залежності від області застосування мають задовольняти досить чітко відмінним вимогам. Так, у разі звичайних побутових ножиць виходять із того, що вони мають бути дешевими у виготовленні та із задовільним результатом різати папір, тканину чи подібні матеріали. Поряд з цим існують, наприклад, хірургічні ножиці, за допомогою яких у ході операції мають бути виконані націлені розрізи у тканинах тіла, які важко піддаються різанню. Для цього такі ножиці мають зазвичай довгі ручки при коротких різальних кромках з метою досягнення сприятливих відношень плечей важелів, а також мають бути виготовлені із матеріалів, що мають особливо високу корозійну стійкість і витримують стерилізацію. Із практики відомі також хірургічні ножиці, у яких для забезпечення добрих різальних властивостей також у разі твердих чи стійких органічних матеріалів впродовж усієї тривалості однієї чи кількох операцій на полотно ножиць наносять різальні кромки із твердих сплавів або на полотнах закріплюють твердосплавні пластинки, на яких виконано різальні кромки. Застосування кромок із твердого сплаву в цій галузі добре зарекомендувало себе тому, що хірур гічні ножиці в зоні різальних кромок зазнають значної фрикційної корозії, оскільки після стерилізації з гігієнічних міркувань ножиці не можуть бути змащені. Одначе, оскільки під час операцій мають бути виконані лише окремі розрізи, несприятливі фрикційні умови роботи кромок хірургічних ножиць на практиці з урахуванням сприятливих співвідношень плеч важелів мають другорядне значення. На противагу цьому для перукарських ножиць легкість ходу має виняткове значення, оскільки вони є важливим робочим інструментом для перукарки чи перукаря. Протягом робочого дня вони використовуються у великому обсязі і ними із дня в день виконують сотні чи навіть тисячі окремих різальних рухів. Для забезпечення приємної роботи з такими ножицями навіть зважаючи на високу частоту різальних рухів полотна ножиць мають бути відрихтовані особливо точно і мати незначне тертя, щоб кожен окремий різальний рух міг бути виконаний із незначним зусиллям. Із практики відомо, що для виконання цієї вимоги слід виконати перехрещення полотен ножиць таким чином, щоб обидві різальні кромки при виконанні різального руху якомога точніше завжди дотикалися одна до іншої у одній точці, яка при подальшому замиканні половинок ножиць переміщується до їх вістря. Таке перехрещення полотен ножиць досягається, з одного боку шляхом їх скручування навколо поздовжньої осі, а також з іншого боку шляхом згинання їх у напрямку одне до іншого. При цьому таке рихтування звичайних перукарських ножиць виконують у загартованому і згвинченому стані, причому рівномірність ходу обох різальних кромок оптимізують легкими ударами молотка. Звичайно, такий підхід має обмеження, оскільки кромки при надто інтенсивній обробці і, як наслідок, деформуванні схильні до пошкодження. Тому в разі звичайних перукарських ножиць оптимізація рівномірності і антифрикційних властивостей обох частин ножиць обмежена. До того ж, виконані таким чином ножиці потребують значних витрат при виготовлені і тому є дуже дорогими. Крім того, вони дуже чутливі, оскільки навіть одноразове падіння на підлогу може призвести до деформування полотен, що навіть у разі незначного деформування може призвести до значного погіршення антифрикційних властивостей обох різальних кромок. Після цього обходження з такими перукарськими ножицями значною мірою утруднюється, тому, як правило, навіть після зазнання одноразового удару внаслідок погіршеної точності ходу вони більше не можуть бути повноцінно використані. Приклад перукарських ножиць з різальними кромками із твердого сплаву наведений в DE 199 5 87811 6 09 887 А1. В ньому твердий сплав методом термідля утворення твердосплавних шарів для різальчного напилення наносять шаром на матеріал осних кромок, причому попередньо виконане дефонови і перешліфовують для отримання необхідної рмування полотен дії тепла при зварюванні в осповерхні ковзання і якісних різальних кромок. Зановному компенсується, шліфування вдяки нанесенню такого зносостійкого шару твернаплавленого валика для формування різальної дого сплаву різальні кромки зазнають меншого кромки, з'єднання і рихтування половин ножиць, зносу і тупляться не так швидко, як звичайні перудемонтування і гартування половин ножиць, оброкарські ножиці. Вони забезпечують також менший бка поверхонь половин ножиць, складання полоопір при змиканні половинок ножиць, завдяки чому вин ножиць і рихтування у загартованому стані. зусилля, що його прикладає користувач, також При цьому згідно з винаходом передбачено, протягом тривалого часу залишається незначним. що, не зважаючи на високі вимоги до якості полоТакі перукарські ножиці з твердосплавними різатен перукарських ножиць, твердосплавний матерільними кромками дозволяють навіть різати інші ал для різальних кромок може бути нанесений матеріали, такі як папір чи йому подібні, без настуметодом наплавлення, якщо при цьому врахувати пного погіршення різальної здатності щодо волосдеформування заготовки внаслідок дії тепла при ся. процесі наплавлення. Згідно з винаходом це здійОдначе деформування внаслідок механічного снено шляхом попереднього деформування половпливу, наприклад при падінні ножиць на підлогу, тен ножиць, причому таке попереднє деформув разі відомих із DE 199 09 887 А1 перукарських вання може бути здійснено надійно, оскільки ножиць з твердосплавними різальними кромками наплавлений шов наноситься на усю торцеву попризводить до того, що вони, як правило, більше верхню полотна ножиць, завдяки чому потік тепла не можуть бути застосовані, оскільки з'єднання і, тим самим, викривлення поширюється лише у напиленого твердосплавного шару з металом осодному напрямку. Таким чином, викривлення загонови має недостатню стійкість, щоб витримувати товки під дією тепла при наплавленні може бути додаткову обробку. Якщо твердосплавний шар і не попередньо визначене. Це попереднє деформузруйнувався безпосередньо від удару, то механічвання в основному компенсується викривленням ний вплив при повторному рихтуванні полотен у під час процесу наплавлення, завдяки чому у мабільшості випадків призводить до відшарування теріалі полотна ножиць не залишається напрутвердосплавного шару. жень, а після охолодження половини ножиць пеНедостатня адгезія нанесеного напиленням ребувають у стані, придатному для формування твердосплавного шару до основного матеріалу є різальних кромок шляхом шліфування. Виготовлепричиною того, що уже перше рихтування таких ні таким способом полотна ножиць мають різальні відомих перукарських ножиць пов'язане з проблекромки, утворені із суцільних твердосплавних мами. При цьому слід підходити з максимальною елементів, що простягаються по всій товщині пообережністю, щоб утримати процент браку у прилотна. Тому можливе багаторазове заточування пустимих межах. На цій підставі зазвичай змирятаких різальних кромок. ються з певними втратами з урахуванням якості Завдяки цьому відповідні винаходові ножиці кінцевого продукту, з тим, щоб утримувати витрати залишаються гострими протягом тривалого часу, на виробництво у певних рамках. можуть бути додатково заточені, і при цьому маКрім того, недоліком перукарських ножиць з ють легкий хід, оскільки елементи із таких твердих напиленими твердосплавними кромками згідно з сплавів мають незначне зусилля тертя при відносDE 199 09 887 А1 є також те, що, як правило, заному переміщенні. При бажанні відповідні винахоточування різальних кромок шляхом шліфування дові перукарські ножиці можуть бути заточені під можливе лише один раз, оскільки при цьому напидуже гострим кутом, завдяки чому утворюються лений матеріал видаляється і після цього різальні різальні кромки з гостротою бритви. Тоді як у разі кромки будуть утворені лише менш стійким матерізальних кромок із м'яких матеріалів вершина ріалом основи. кута різання зазнає значного зносу, що веде до Тому в основі винаходу лежить задача розрошвидкого затуплення, згідно з винаходом - завдяки бки способу виготовлення легкохідних перукарсьзастосуванню різальних кромок, виконаних із суціких ножиць з тривалим терміном служби і механічльного твердого сплаву, - надійно усувається виною міцністю при можливості багаторазового кришування маленьких частинок при набіганні заточування різальних кромок. Іншою задачею є кромок одна на одну. В разі звичайних перукарсьрозробка таких перукарських ножиць. ких ножиць це призводить до непридатності, оскіСтосовно способу ця задача вирішена ознакальки дефектне місце внаслідок утвореного заглими п.1 формули винаходу. Крім того, задача виріблення чи нерівності пошкоджує іншу різальну шена стосовно перукарських ножиць ознаками п.8 кромку. Ця проблема значною мірою усувається у формули винаходу. відповідних винаходові перукарських ножицях з Відповідний винаходові спосіб виготовлення твердосплавними різальними кромками. перукарських ножиць згідно з п.1 передбачає такі Крім того, відповідні винаходові перукарські стадії: виготовлення заготовки для половин ноножиці відрізняються тим, що різальні кромки зажиць, причому кожна половина має полотно, ручку знають незначного зносу, чим забезпечується триі кільце, попереднє деформування полотен з певвалий термін служби при сталій якості різання. До ною кривизною у напрямку, протилежному різальтого ж, суцільний шар твердого сплаву в меншій ним кромкам, нанесення твердосплавного матерімірі зазнає корозії, що також сприяє подовженню алу у формі наплавленого валика на обернені терміну служби. При цьому такими ножицями моодна до іншої торцеві поверхні полотен ножиць жуть бути розрізані сторонні матеріали без втрати 7 87811 8 гостроти різальних кромок. Такими матеріалами ще вищою надійністю, а також із забезпеченням можуть бути тонкий дріт, папір чи інші матеріали. вищої якості. Завдяки суцільному шару твердосплавного матеДля нанесення твердосплавного матеріалу у ріалу зменшується загроза виникнення нерівноспрактичних пробах особливо добре зарекомендутей чи пошкодження різальних кромок, а в разі їх вав себе метод дугового зварювання неплавким виникнення вони можуть бути усунуті шляхом повольфрамовим електродом у середовищі інертновторної заточки. го газу, оскільки таким методом може бути забезКрім того, особливою перевагою відповідного печене міцне з'єднання і висока якість наплавлевинаходові способу виготовлення є те, що завдяки ного валика. Одначе поряд з цим можуть бути процесу наплавлення може бути утворене особзастосовані також і інші методи зварювання у селиво надійне з'єднання, оскільки в зоні місця наредовищі захисного газу. плавлення утворюється свого роду сплав основноВ разі здійснення наплавлення твердосплавго матеріалу полотна ножиць і твердосплавного ного матеріалу із застосуванням охолодженого матеріалу. Завдяки цьому можуть бути усунуті зварювального кондуктора керування процесом механічні, а також теплові напруження в матеріалі може бути виконане ще точніше, причому завдяки і утворений однорідний перехід між з'єднуваними кращому керуванню тепловими потоками може матеріалами. Таким чином надійно усувається бути зменшений тепловий вплив на матеріал осзагроза відламування різальної кромки від полотнови полотна ножиць. на ножиць, що дозволяє здійснювати особливо Крім того, рихтування ножиць у загартованому точне рихтування і точну підгонку різальних кромок стані може включати попередню правку ударами ударами молотка. В разі потреби, наприклад, після молотка. Як показали практичні досліди, цей відопадіння на підлогу, такі перукарські ножиці без мий і звичайний для практики виготовлення перупроблем можуть бути заново відрихтовані. карських ножиць метод - на противагу поганим Інша перевага відповідного винаходові спосорезультатам застосування у разі напилення шару бу полягає в тому, що наплавлений валик або твердосплавного матеріалу - для наплавлених принаймні з двох боків шліфована різальна кромка твердосплавних кромок із суцільного матеріалу може бути перевірена на наявність пор у твердому виявився дуже вигідним. Таким чином при порівсплаві чи інших дефектів наплавлення. Такі дефеняно незначних технологічних витратах досягаєтькти можуть бути виявлені, чим забезпечується ся добрий і рівномірний хід різальних кромок. значно вища якість продукції. Завдяки тому, що обробка поверхонь половин Крім того, з порівняно незначними витратами ножиць включає тонке шліфування в одній чи кільможе бути визначена міра кривизни для поперекох операціях, причому внутрішні поверхні полотен днього деформування полотен ножиць, причому і різальних кромок обробляють на корковому крузі для цього можуть бути виконані пробні наплавіз використанням полірувального гелю чи полірулення твердосплавного матеріалу для кожної парвальної пасти, може бути досягнуте подальше тії заготовок. При цьому враховується, що міра покращення легкості ходу перукарських ножиць, деформування в незначних межах може змінювавиготовлених способом згідно з винаходом. Обидтися від партії до партії, причому з незначними ва полотна ножиць ковзають одне по іншому ще технічними витратами можуть бути визначені відлегше, завдяки чому може бути зменшене приклаповідні емпіричні значення. Після визначення міри дене зусилля. При цьому завдяки дуже незначнодеформування для серії відповідного винаходові му зносу з незначними витратами можна наблизитипу ножиць це значення може бути поширене на тися до оптимуму, що не може бути досягнуто при решту заготовок даної партії. звичайних машинних методах зі спеціальним поТаким чином, відповідний винаходові спосіб криттям ножиць шаром твердого сплаву. виготовлення може бути здійснений з високою Іншою перевагою способу є те, що обробка надійністю і порівняно малими технічними витраповерхонь половин ножиць включає матування тами. Таким способом можуть бути виготовлені внутрішніх поверхонь полотен і різальних кромок перукарські ножиці з особливо вигідними властиножиць кругом Scotch. Цим можливо наявні після востями. стадії тонкого шліфування сліди, які відчуваються Вигідні вдосконалення відповідного винаходові в обмежувачі ходу ножиць, усуваються чи зменспособу є предметом залежних пунктів 2-7. шуються настільки, що вони більше не впливають Так, заготовка половини ножиць може бути вина легкість ходу ножиць. готовлена таким чином, що твердосплавний матеЗгідно з іншим аспектом винаходу запропоноріал може бути нанесений безпосередньо на обевані перукарські ножиці з ознаками п.8 формули рнені одна до іншої торцеві поверхні полотен винаходу. Зокрема, вони виготовлені способом за ножиць. Одначе відповідно до п.2 формули винаодним із пунктів 1-7 формули винаходу. Вони відходу альтернативно запропоновано, що перед різняються тим, що різальні кромки виконані у виздійсненням попереднього деформування полотен гляді розміщених на обернених одна до іншої торножиць на їх торцевих поверхнях, призначених цевих поверхнях полотен елементів, методом для утворення різальних кромок, здійснюють вибішліфування сформованих із валків суцільного рку матеріалу. Таку вибірку можна виконати шлітвердосплавного матеріалу, методом наплавленфуванням чи фрезеруванням; вона створює кращу ня нанесених по всій товщині полотен. основу для нанесеного наплавленням валика із Відповідні винаходові перукарські ножиці відрітвердосплавного матеріалу. Завдяки цьому відпозняються тим, що мають відмінні різальні властивідний винаходові спосіб може бути здійснений із вості при високій стійкості проти механічних впливів, тривалий термін служби, а також здатність 9 87811 10 навіть у разі гострого кута заточки тривалий час го газу наносять наплавлений валик 5 із твердозалишатися гострими, а в разі потреби дозволясплавного матеріалу. Із цього наплавленого валиють здійснювати повторну заточку. Інші переваги ка 5 методом шліфування формують різальну відповідних винаходові перукарських ножиць відокромку 24. При цьому сусідні поверхні полотна 23 і бражені вище при описі відповідного винаходові різальної кромки 24 шліфують разом, завдяки чоспособу. му отримують рівну плоску поверхню. Це має осоЗокрема це стосується вдосконалення за забливе значення для внутрішньої поверхні полотна лежними пунктами 9 і 10 формули винаходу, згідно 23, оберненої до полотна 33, оскільки ці поверхні з якими внутрішні поверхні полотен і різальних мають ковзати одна по іншій. При цьому ширина кромок ножиць виконані тонко шліфованими і/або різальної кромки 24 у виді на ножиці зверху в сематованими з метою подальшого покращення легредньому становить майже половину ширини покості ходу і/або корозійної стійкості. лотна 23. До того ж, в ході практичних дослідів виявилоУ виготовленій таким чином половині 2 ножиць ся, що найдоцільнішим матеріалом для різальних матеріали полотна 23 і різальної кромки 24 щільно кромок є сплав на основі кобальту. При цьому доз'єднані один з іншим, причому м'якший матеріал бре зарекомендував себе сплав, що містить 30% полотна 23 забезпечує точне рихтування перукархрому, 12% вольфраму, 2,5% вуглецю, решта ських ножиць у складеному стані, а висока зносокобальт (стеліт 1) і має твердість HRC в діапазоні стійкість твердосплавного матеріалу різальної від 51 до 58. При використанні цього матеріалу кромки 24 забезпечує тривалий термін служби при можуть бути особливо добре оптимізовані вигідні сталій добрій якості різання. властивості відповідних винаходові перукарських Для рихтування обидві половини 2 і 3 ножиць ножиць. з'єднують між собою. При цьому стадія рихтування Нижче винахід докладніше пояснюється на стосується обмежувача ходу і форми різальних прикладі виконання з використанням фігур. На них кромок 24 і 34 чи полотен 23 і 33, а також кілець схематично зображено: 21, 31 і браншів. При цьому кільцям також надають Фіг.1. Відповідні винаходові перукарські ножиці бажану форму і відгинають їх під бажаним кутом у зімкненому стані; відносно основної площини ножиць, щоб вони Фіг.2. Відповідні винаходові перукарські ножиці якомога краще лежали в руці. Потім половини 2 і 3 у розімкненому стані; ножиць нумерують для забезпечення відповідності Фіг.3а-3с Стадії виготовлення на прикладі оді виконують чорнове шліфування загальної форми нієї половини ножиць. перукарських ножиць 1. Після цього половини 2 і 3 Згідно з Фіг.1 і 2 перукарські ножиці 1 мають ножиць знову демонтують, вимивають в ультрадві половини 2 і 3, шарнірно з'єднані між собою звуковій ванні при температурі близько 80°С і замком 4. При цьому половина 2 ножиць має кільпромивають водою. це 21, ручку 22, полотно 23, а також різальну кроПотім половини 2 і 3 ножиць гартують. Потім мку 24. До того ж, на кільці 21 виконано демпфер полірують внутрішні поверхні полотен 23 і 33, а 25 клацання, а також упор 26 для пальця. Половитакож замка на обох половинах 2 і 3 корковим круна 3 ножиць має кільце 31, ручку 32, полотно 33 і гом з полірувальною пастою. Після цього половирізальну кромку 34. ни 2 і 3 знову з'єднують і рихтують. При цьому поСпосіб виготовлення перукарських ножиць 1 лірують обмежувач ходу і оптимізують форму з нижче пояснюється з використанням Фіг.3а-3с на точки зору положення обох полотен 23 і 33, а таприкладі половини 2 ножиць, причому для половикож з точки зору положення кілець 21 і 31. Після ни 3 ножиць спосіб здійснюють аналогічно. цього ножиці у складеному стані шліфують і поліПри цьому спочатку обидві половини 2 і 3 норують, причому використовують порошок із зернижиць підготовляють і обробляють звичайним чистістю від 400 до 600. ном. Так, зокрема уже перед початком обробки У наступній стадії половини 2 і 3 ножиць знову шліфують і полірують внутрішні поверхні кілець 21 відокремлюють одну від іншої і ще раз обробляють і 31, а також в обох половинах 2 і 3 ножиць викоповерхні дисковою щіткою. Після цього деталі нують отвори з нарізанням різі на одній половині і очищають. Потім половини 2 і 3 ножиць глянцюють зенкуванням отвору на іншій для замка 4, виконаза допомогою круга Wabbel і глянцювальної пасти, ного у вигляді гвинта. Потім виконують власне а також матують внутрішні поверхні полотен 23 і стадії для формування різальних кромок 24 і 34. 33. Цією фінішною стадією поверхні роблять одЗгідно з Фіг.3а спочатку обробляють заготовку норідними і візуально приємними. для половини 2 ножиць. При цьому на ділянці поПісля цього здійснюють стадію очищення полотна 23, на якій має бути сформована різальна ловин 2 і 3 ножиць, а також повторне складання кромка 24, роблять виїмку. Після цього полотно 23 відповідно до присвоєних деталям номерів. Потім деформують таким чином, щоб воно було відігнуто ножиці 1 остаточно рихтують, гвинт, що служить у напрямку, протилежному різальній кромці - як замком 4, затягують таким чином, щоб його стрипоказано на фіг. За штриховою лінією. Міра цього жень в'ївся в різь, забезпечуючи таким чином тривигину відповідає попередньо емпірично визначевале фіксування, і рихтують обмежувач ходу. Пісному коефіцієнту деформації полотна ножиць під ля цього в разі потреби здійснюють шліфування і дією тепла під час наступного процесу наплавленполірування твердосплавних різальних кромок 24 і ня. 34, а також очищення деталей. Потім згідно з Фіг.3 на торцеву поверхню полоУ даному прикладі виконання після цього витна 23 методом дугового зварювання неплавким конують позолочення частин перукарських ножиць вольфрамовим електродом у середовищі інертно1, причому місця нанесення позолоти обрамлюють 11 87811 12 клейкою плівкою чи іншим засобом, гвинт полірування чи полірування незначних слідів шліфуванють і доводять сукном, і після додаткового очиня або такого їх зменшення, що вони більше не щення гвинт і половини 2 і 3 ножиць покривають впливають на легкість ходу ножиць. шаром золота. Здійснюваною відповідно до винаходу стадією Після цього прикріплюють демпфер клацання шліфування і/або матування може бути охоплена 25, а також упор 26 для пальця і знову здійснюють також зона половин 2 і 3 ножиць навколо замка 4, контроль обмежувача ходу, а також перевірку яков якій вони труться одна об іншу. сті усього виробу, який потім для уникнення корозії Поряд з описаним методом дугового зварюзмащують маслом. На останок ножиці витирають, вання неплавким вольфрамовим електродом у пакують і готують для відсилання. середовищі інертного газу для наплавлення валиПоряд із описаною винахід припускає також ка із твердосплавного матеріалу можуть бути виінші форми виконання. користані також і інші методи зварювання, причоТак, відповідні винаходові перукарські ножиці 1 му перевагу мають методи зварювання у у складеному стані спочатку звичайним чином риатмосфері захисного газу, такі як дугове зварюхтують молотком для забезпечення певної міри вання плавким електродом в середовищі інертного точності обмежувача ходу і прецизійності. газу чи дугове зварювання плавким електродом в Крім того, на стадії шліфування полотен 23 і середовищі активного газу. До того ж, наплавлен33, а також різальних кромок 24 і 34 тонке шліфуня твердосплавного матеріалу може бути здійсневання може бути здійснене за одну чи за кілька не за допомогою охолодженого зварювального операцій. На стадії тонкого шліфування обернені кондуктора. одна до іншої внутрішні поверхні полотен 23 і 33, а Як твердосплавний матеріал у практичних також різальних кромок 24 і 34 доводять корковим спробах особливо зарекомендував себе сплав на кругом товщиною 20мм при 1200об/хв з викорисоснові кобальту. При цьому використовують перетанням спеціального дуже тонкого полірувального важно стеліти з твердістю HRC в діапазоні від 50 гелю. до 60. Так, поряд зі стелітом 1 може бути викорисКрім того, у наступній стадії способу внутрішні таний також, наприклад, стеліт 4Н чи стеліт 190. поверхні полотен ножиць і різальних кромок моОдначе разом з тим можуть бути використані й жуть бути матовані за допомогою круга Scotch для інші тверді сплави з порівнюваними властивостяусунення можливо наявних після тонкого шліфуми. Комп’ютерна верстка В. Мацело Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова,1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of hairdresser's scissors and hairdresser's scissors
Автори англійськоюBECK, Christian
Назва патенту російськоюСпособ изготовления парикмахерских ножниц, а также парикмахерские ножницы
Автори російськоюБекк Кристиан
МПК / Мітки
МПК: B26B 13/00, B21D 53/00, B23K 31/02, B23P 15/40, B23K 9/04
Мітки: ножиць, виготовлення, спосіб, перукарські, також, перукарських, ножиці
Код посилання
<a href="https://ua.patents.su/6-87811-sposib-vigotovlennya-perukarskikh-nozhic-a-takozh-perukarski-nozhici.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення перукарських ножиць, а також перукарські ножиці</a>
Лігатурні ножиці

Номер патенту: 37787
Опубліковано: 15.05.2001
Автори: Сажин Анатолій Олександрович, Каліновський Дмитро Костянтинович, Ніканоров Юрій Олексійович, Матрос-Таранець Ігор Миколайович
МПК: A61B 17/3201
Формула / Реферат:
Лігатурні ножиці, що містять в собі встановлені за віссю дві схрещені бранші з рольними кромками на внутрішніх поверхнях закруглених робочих кінців, які відрізняються тим, що на одній з різальних кромок знаходяться три напівкруглі отвори з різними радіусами кривизни співвісно діаметру лігатур та шин для вміщення останніх під час їх зрізування.
Платформа для промислових установок, зокрема, для видалячів окалини високого тиску, резервних ножиць і маятникових ножиць на прокатних станах або т. п.
Номер патенту: 85868
Опубліковано: 10.03.2009
Автори: Мюллер Гюнтер, Хайнфлінг Фолькер, Грінсберг Клаус, Боймер Клаус
МПК: B23Q 1/00, B21B 31/00
Мітки: окалини, станах, промислових, ножиць, прокатних, тиску, зокрема, маятникових, установок, резервних, високого, платформа, видалячів
Формула / Реферат:
1. Платформа (1) для промислових установок, зокрема, для видалячів окалини високого тиску (3а), резервних ножиць і маятникових ножиць на прокатних станах або т. п. із зібраними, за необхідності, в пучки підвідними, відвідними і/або розподільними трубопроводами (11), які в робочому положенні можуть зв'язуватися з нерухомими трубопроводами відповідної машини (3), яка відрізняється тим, що вона призначена для розташування в безпосередній...
Гідравлічні ножиці

Номер патенту: 50929
Опубліковано: 15.11.2002
Автори: Вінников Максим Олександрович, Роганов Лев Леонідович, Тарасов Олександр Федорович
МПК: B23D 15/00
Мітки: ножиці, гідравлічні
Формула / Реферат:
1. Гідравлічні ножиці, що містять основу, нерухомі, з'єднані колонами поперечини, що утворюють станину, рухливу поперечину, притиск матеріалу, що розділяється, приводи рухливої поперечини і притиску, ножі для різання, які відрізняються тим, що рухлива поперечина має виступ на боковій поверхні зі сторони подачі матеріалу, що розділяється, ширина виступу не менше величини подачі при різанні, відстань від виступу до ножа - не менше половини...
Дискові ножиці
Номер патенту: 4860
Опубліковано: 15.02.2005
Автор: Боровік Павло Володимирович
МПК: B23D 19/00
Формула / Реферат:
Дискові ножиці, які містять дискові різальні ножі, при цьому нижній дисковий ніж має циліндричну форму, які відрізняються тим, що верхній дисковий ніж має в середній частині ножа проточку, виконану з можливістю утворення конструктивного елемента у частині диска, що ріже, у вигляді прямокутної трапеції, яка в основі, що контактує з матеріалом, має ширину b = (0,1÷0,4)H, де H - товщина матеріалу, який розрізають, висоту h =...
Термоформувальна установка для виготовлення формованих виробів із пластмасової плівки, а також спосіб їх виготовлення
Номер патенту: 77509
Опубліковано: 15.12.2006
Автори: Шльоссер Хельмут, Ассельборн Петер
МПК: B29C 51/30, B29C 51/26, B29C 51/00
Мітки: плівки, також, спосіб, термоформувальна, формованих, виготовлення, установка, виробів, пластмасової
Формула / Реферат:
1. Термоформувальна установка (1) для виготовлення формованих виробів із пластмасової плівки (50), таких як чашки, пляшки, кришки, упаковки для продуктів харчування чи подібних виробів, що має оснащену двоелементним формувальним інструментом (20) технологічну позицію пластичного формоутворення, причому двоелементний формувальний інструмент (20) має регульовано закріплюваний верхній інструментальний стіл (28) з верхнім інструментом (30), в...
Попередній патент: Спосіб ідентифікації об’єктів керування електроприводів
Наступний патент: Композиція солей амфетаміну уповільненого вивільнення
Випадковий патент: Автоматизована система контролю навколишнього середовища