Спосіб та пристрій для встановлення відносно заготовки щонайменше одного роликового сегмента напрямного пристрою для заготовки, виготовленої методом безперервного розливання
Номер патенту: 88241
Опубліковано: 25.09.2009
Автори: Классен Ханс Езау, Вейєр Аксель, Штольп Крістіан
Формула / Реферат
1. Спосіб встановлення відносно заготовки щонайменше одного роликового сегмента (110) напрямного пристрою (100) для слябової заготовки, яка відливається, причому роликовий сегмент має верхню і нижню роликоопори (114, 112), які підтримують відповідно щонайменше один ролик (116, 118) для направлення заготовки (200) між роликами, і, причому, правій і лівій стороні роликового сегмента (110), при розгляді в напрямку переміщення матеріалу, наданий відповідно щонайменше один встановлювальний елемент (121-124) для встановлення обох роликоопор (114, 112) відносно одна одної, в якому передбачене індивідуальне керування окремими встановлювальними елементами (124-124),
який відрізняється тим, що реєструють фактичний профіль заготовки, що включає висоти (Нr, Нl) правої і лівої бокової грані заготовки (200) і порівнюють його із заданим профілем, що включає задану однакову висоту (Нзад.) для правої і лівої бокової грані; і
окремі встановлювальні елементи (121-124) роликового сегмента (116) відповідно до одержаного при порівнянні відхилення регульованих величин від заданих значень встановлюють індивідуально таким чином, що фактичний профіль приводиться у відповідність із заданим профілем з вирівнюванням висот правої і лівої бокової грані заготовки (200).
2. Спосіб за п. 1, який відрізняється тим, що згадане встановлення здійснюють в ділянці заготовки (200), яка ще не затверділа по всьому поперечному перерізу при проходженні через роликовий сегмент (110).
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що індивідуальне встановлення встановлювальних елементів (121-124) здійснюють в одному або декількох роликових сегментах (110) напрямного пристрою (100) для заготовки.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що за допомогою керування здійснюють вирівнювання висоти (Нr, Нl) до однакової заданої висоти (Нзад.).
5. Спосіб за п. 1, який відрізняється тим, що висоти (Нr, Нl) бокових граней заготовки або її фактичний профіль реєструють на виході щонайменше одного роликового сегмента напрямного пристрою (100) для заготовки, переважно щонайменше на виході з останнього роликового сегмента (100-N) напрямного пристрою для заготовки.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що можливу різницю у висотах (Нr, Нl) бокових граней заготовки (200) розраховують на основі заміряних співвідношень сил і/або тиску переважно в ділянці встановлювальних елементів (121-124).
7. Напрямний пристрій (100) для направлення заготовки (200) після виходу з розливного пристрою (300), який включає в себе:
щонайменше роликовий сегмент (100-n) з верхньою і нижньою роликоопорою (112, 114), причому роликоопори мають відповідно щонайменше по одному ролику (116, 118) для направлення заготовки (200) між роликами після виходу з розливного пристрою;
щонайменше відповідно один встановлювальний елемент (121-124) на правій і лівій стороні роликового сегмента (110) при розгляді в напрямку переміщення матеріалу, для встановлення верхньої і нижньої роликоопори (112, 114) відносно одна одної, і
регулюючий пристрій (130) для керування встановлювальними елементами (121-124),
який відрізняється тим, що
передбачений пристрій (140) визначення профілю для реєстрації поперечного перерізу заготовки (200) всередині напрямного пристрою для заготовки як фактичного профілю, в тому числі можливої різниці між висотами (Нr, Нl) правої і лівої бокової грані заготовки, причому регулюючий пристрій (130) виконаний для керування встановлювальними елементами (121-124) таким чином, щоб фактичний профіль був приведений у відповідність із заданим профілем з однаковими висотами (Нr, Нl) на правій і лівій боковій грані заготовки (200).
8. Напрямний пристрій (100) за п. 7, який відрізняється тим, що пристрій (130) виконаний у вигляді керуючого або регулюючого пристрою для керування окремими встановлювальними елементами (121-124) роликоопор таким чином, щоб права і ліва бокові грані заготовки (200) прокатувалися до однакової заданої висоти (Нзад.).
9. Напрямний пристрій (100) за п. 7 або 8, який відрізняється тим, що роликовий сегмент (110) має відповідно в своїх чотирьох кутових ділянках по одному встановлювальному елементу (121-124).
10. Напрямний пристрій (100) за будь-яким з пп. 7-9, який відрізняється тим, що встановлювальні елементи (121-124) виконані відповідно у вигляді гідравлічних циліндрів.
11. Напрямний пристрій (100) за будь-яким з пп. 7-10, який відрізняється тим, що додатково передбачений вимірювальний пристрій (150), який переважно інтегрований у встановлювальні елементи (121-124), для реєстрації співвідношень сил або тиску між обома роликоопорами (112, 114) роликового сегмента.
Текст
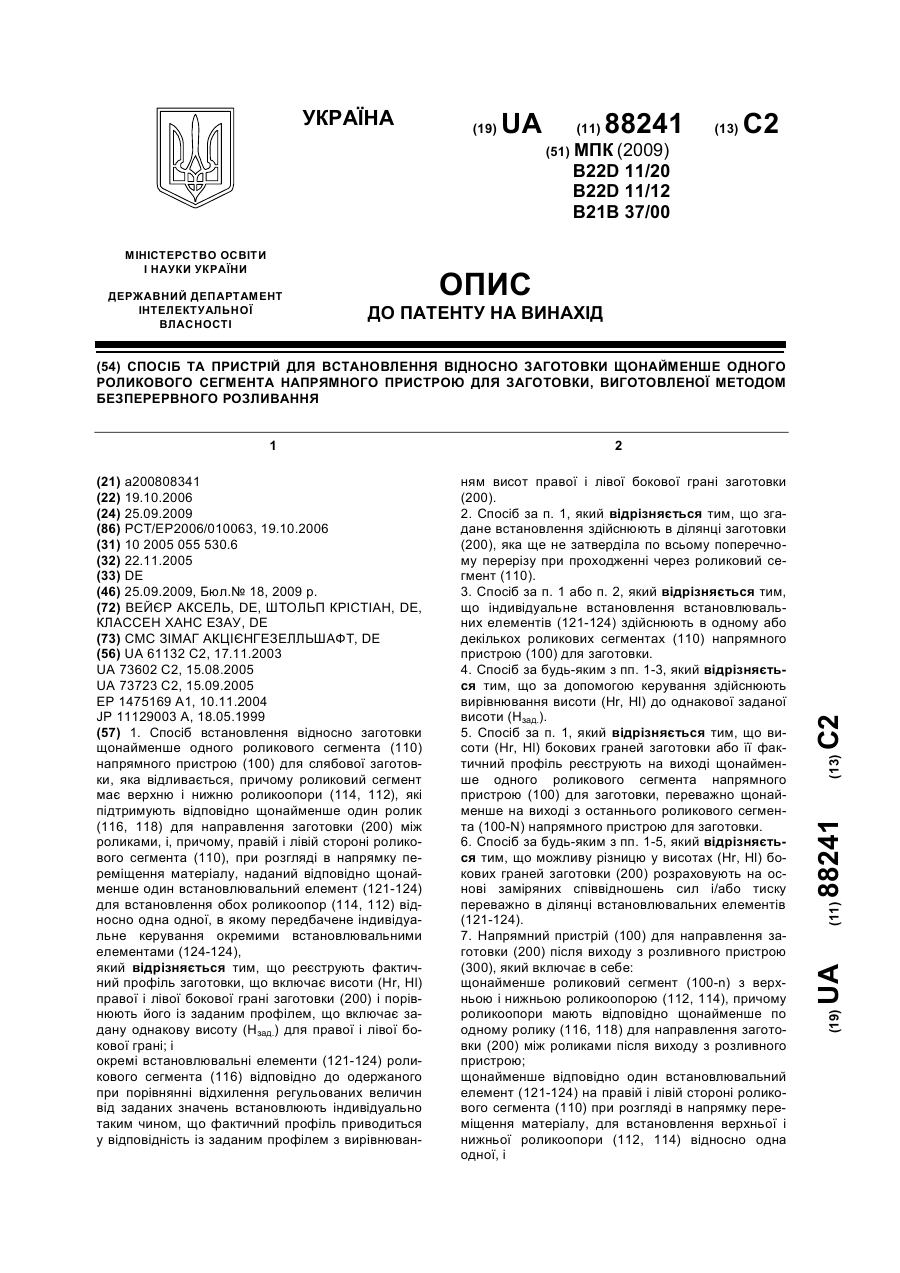
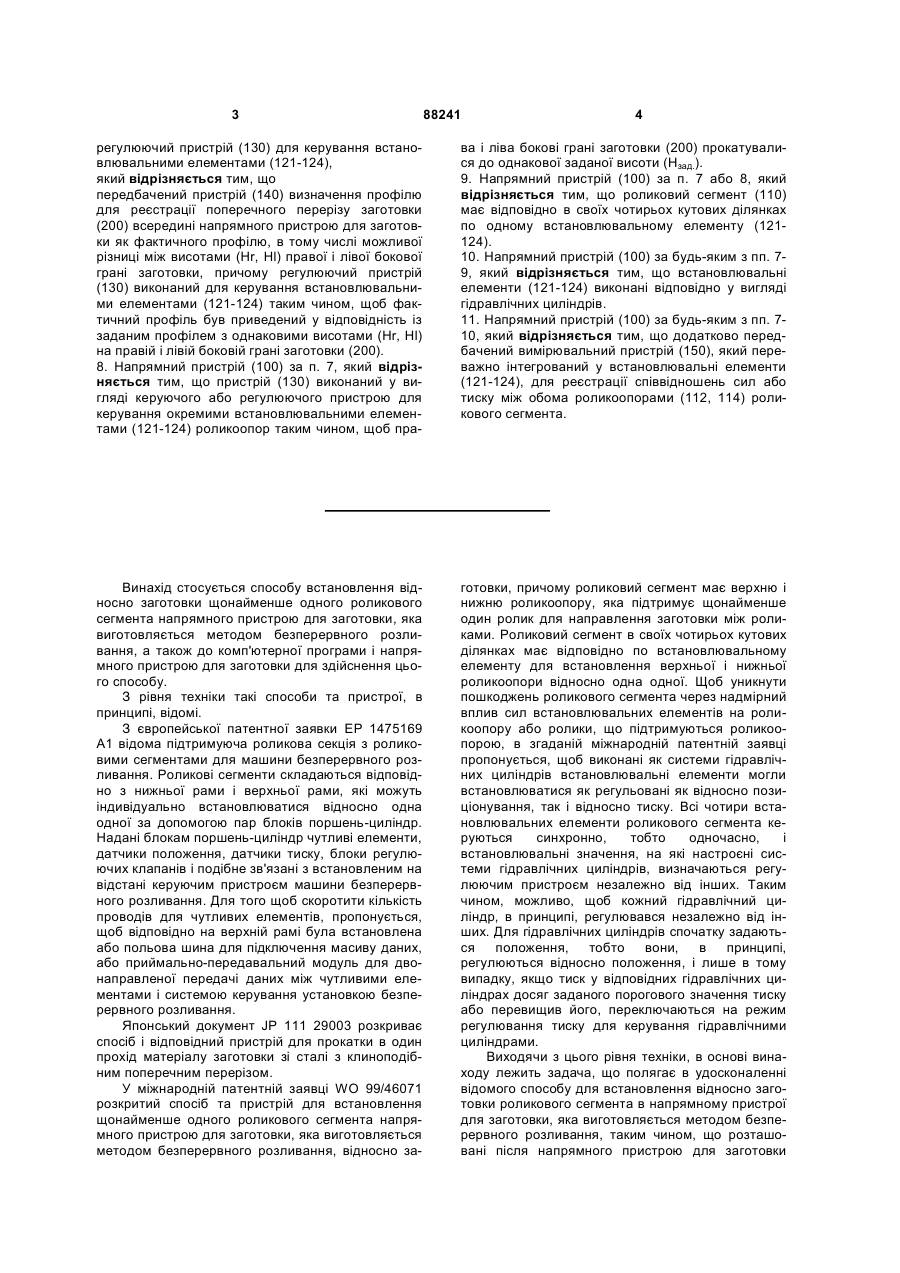
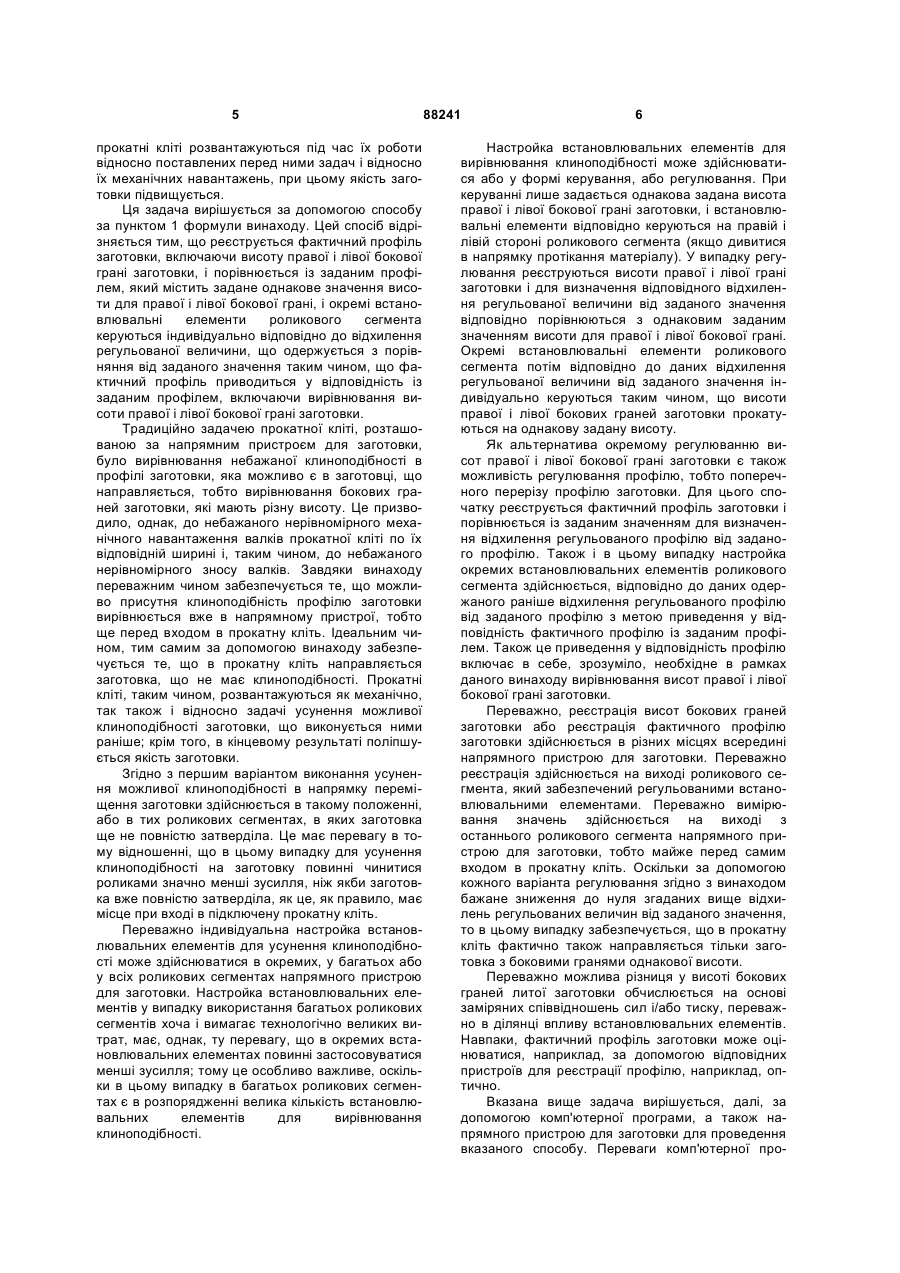
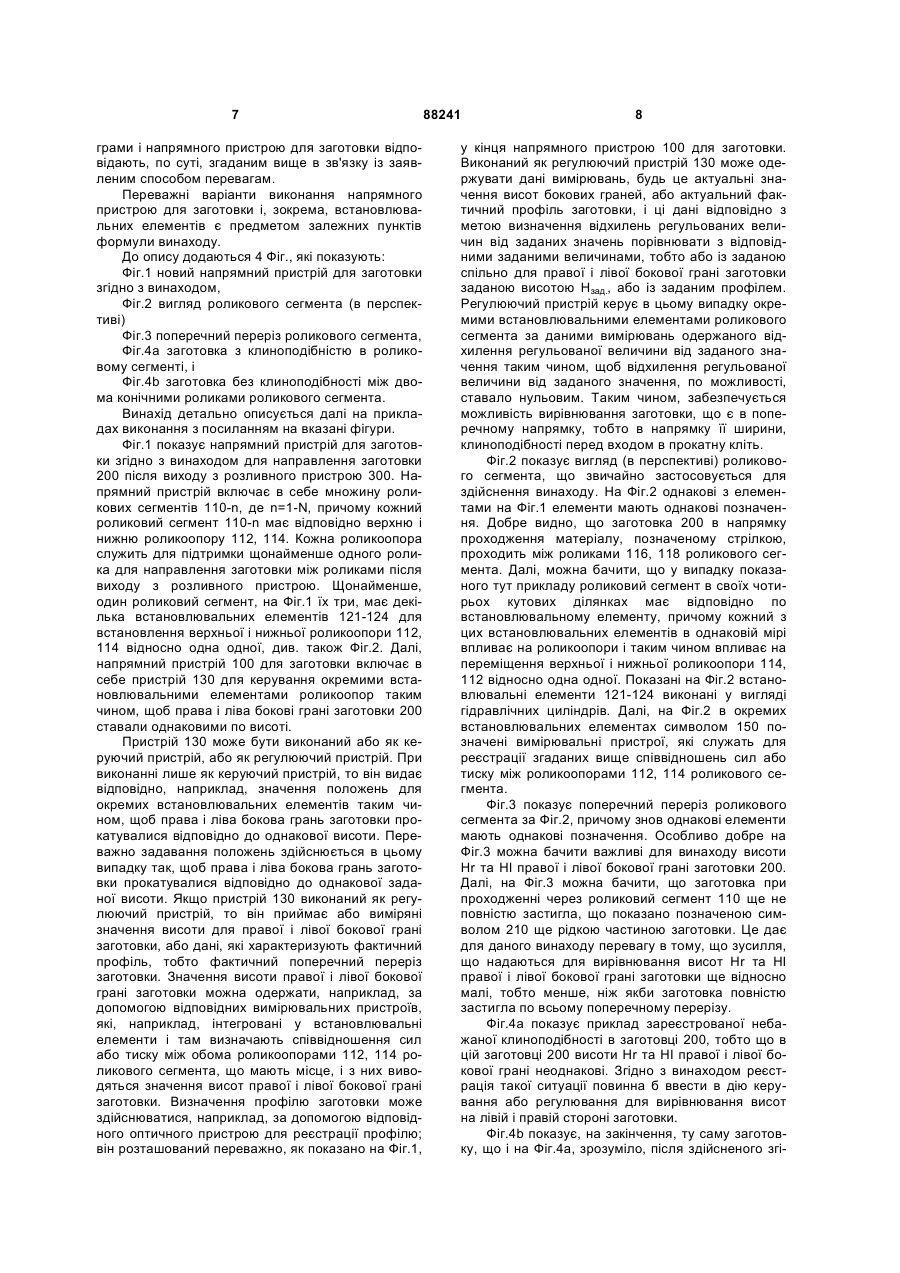
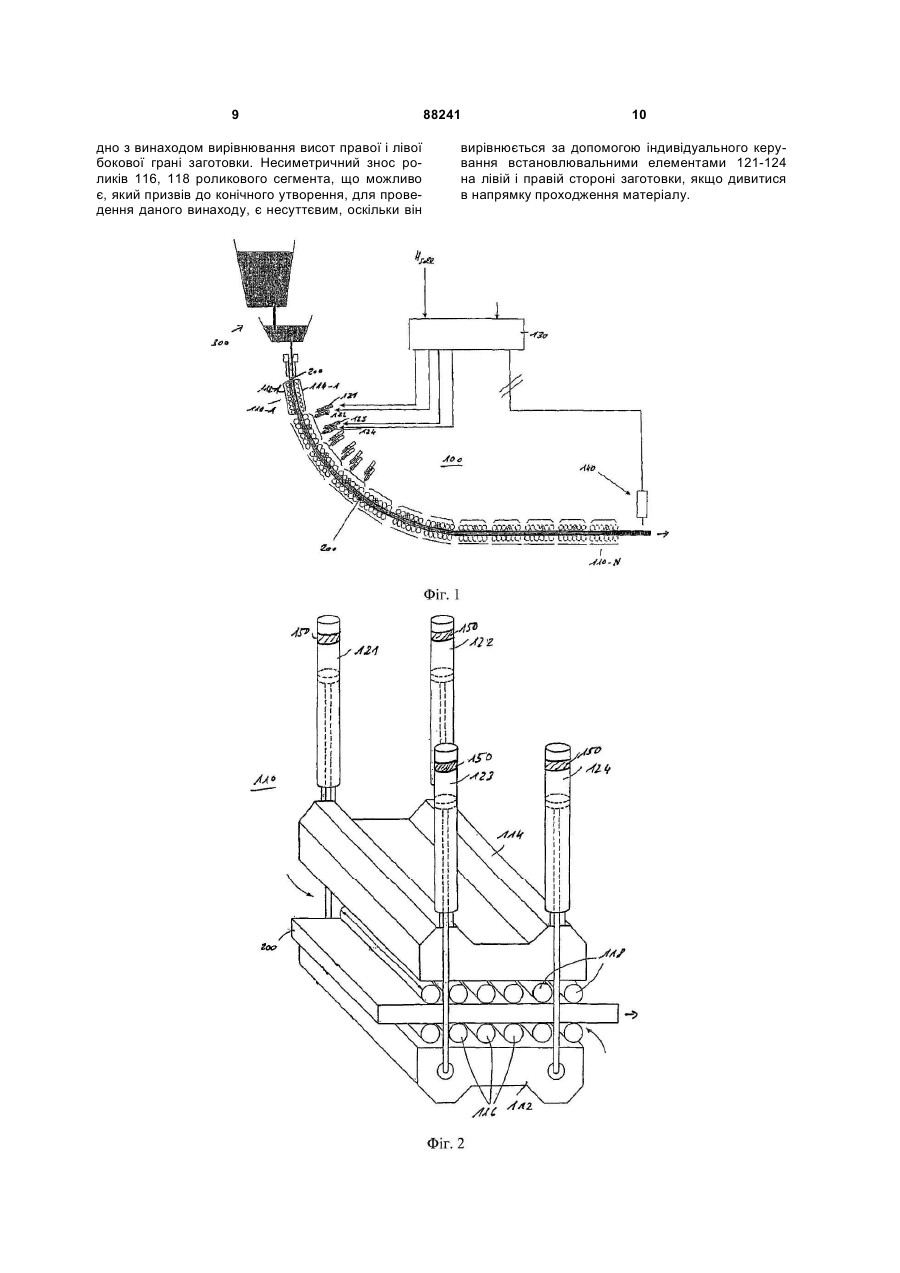
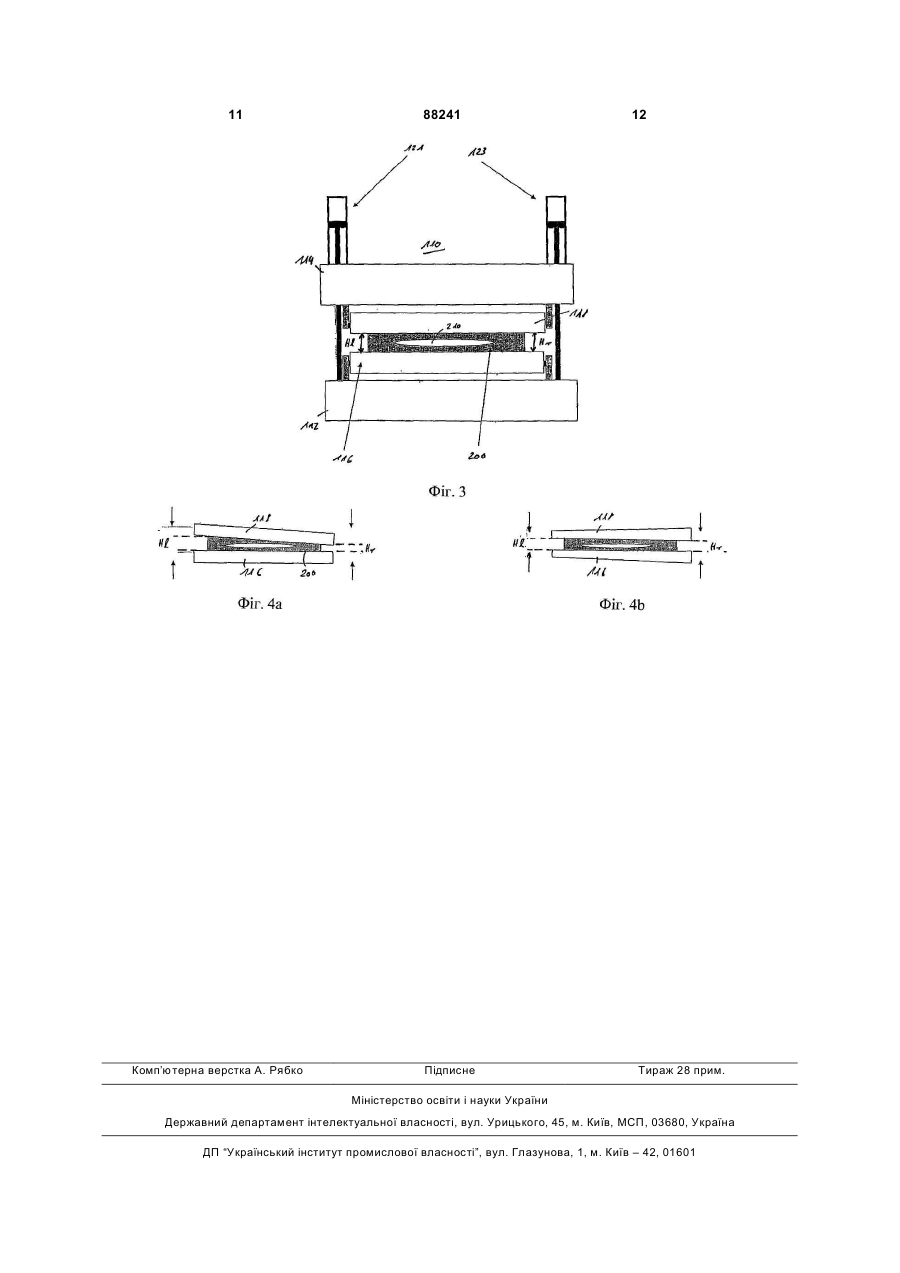
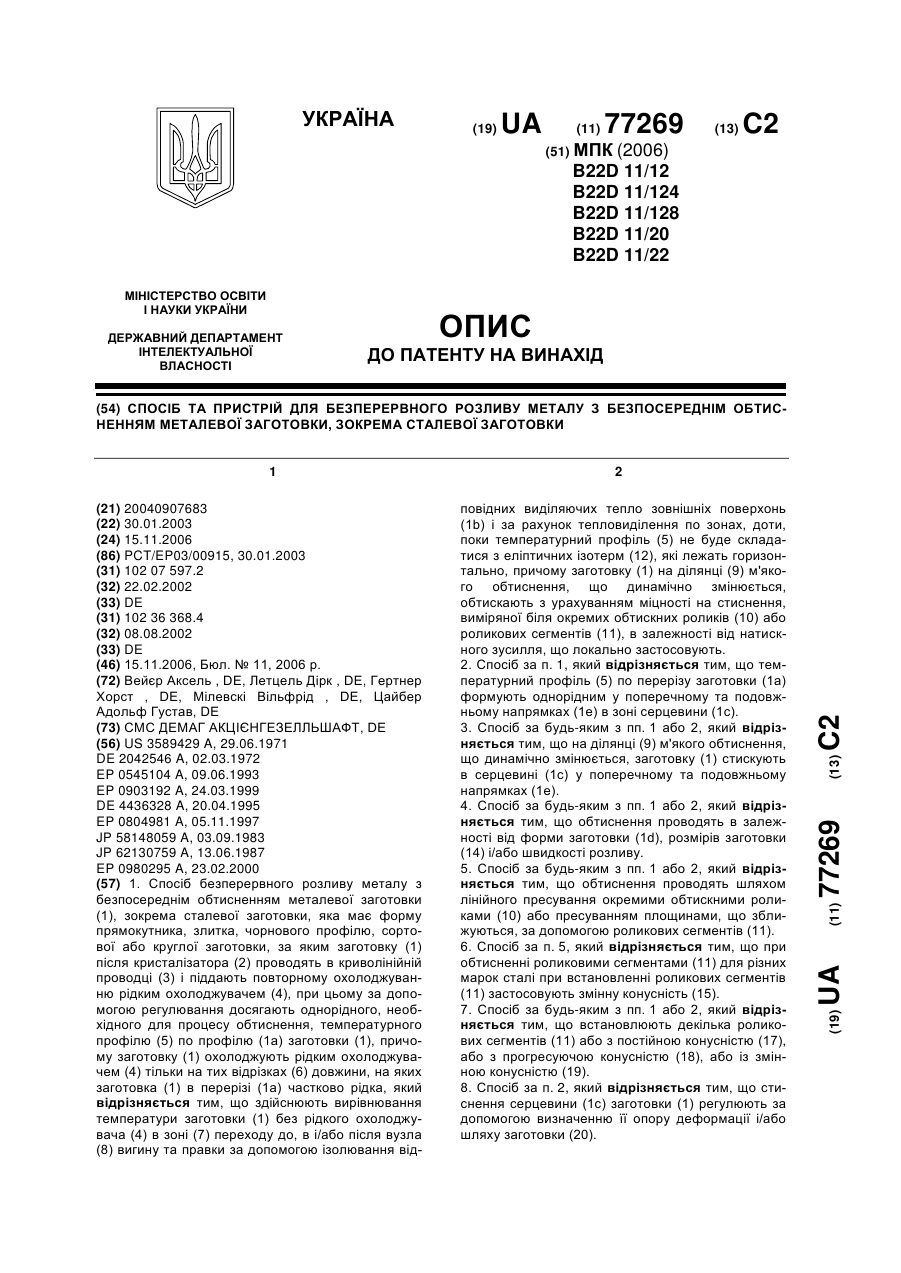
1. Спосіб встановлення відносно заготовки щонайменше одного роликового сегмента (110) напрямного пристрою (100) для слябової заготовки, яка відливається, причому роликовий сегмент має верхню і нижню роликоопори (114, 112), які підтримують відповідно щонайменше один ролик (116, 118) для направлення заготовки (200) між роликами, і, причому, правій і лівій стороні роликового сегмента (110), при розгляді в напрямку переміщення матеріалу, наданий відповідно щонайменше один встановлювальний елемент (121-124) для встановлення обох роликоопор (114, 112) відносно одна одної, в якому передбачене індивідуальне керування окремими встановлювальними елементами (124-124), який відрізняється тим, що реєструють фактичний профіль заготовки, що включає висоти (Нr, Нl) правої і лівої бокової грані заготовки (200) і порівнюють його із заданим профілем, що включає задану однакову висоту (Нзад.) для правої і лівої бокової грані; і окремі встановлювальні елементи (121-124) роликового сегмента (116) відповідно до одержаного при порівнянні відхилення регульованих величин від заданих значень встановлюють індивідуально таким чином, що фактичний профіль приводиться у відповідність із заданим профілем з вирівнюван 2 (19) 1 3 88241 4 регулюючий пристрій (130) для керування встановлювальними елементами (121-124), який відрізняється тим, що передбачений пристрій (140) визначення профілю для реєстрації поперечного перерізу заготовки (200) всередині напрямного пристрою для заготовки як фактичного профілю, в тому числі можливої різниці між висотами (Нr, Нl) правої і лівої бокової грані заготовки, причому регулюючий пристрій (130) виконаний для керування встановлювальними елементами (121-124) таким чином, щоб фактичний профіль був приведений у відповідність із заданим профілем з однаковими висотами (Нr, Нl) на правій і лівій боковій грані заготовки (200). 8. Напрямний пристрій (100) за п. 7, який відрізняється тим, що пристрій (130) виконаний у вигляді керуючого або регулюючого пристрою для керування окремими встановлювальними елементами (121-124) роликоопор таким чином, щоб пра ва і ліва бокові грані заготовки (200) прокатувалися до однакової заданої висоти (Нзад.). 9. Напрямний пристрій (100) за п. 7 або 8, який відрізняється тим, що роликовий сегмент (110) має відповідно в своїх чотирьох кутових ділянках по одному встановлювальному елементу (121124). 10. Напрямний пристрій (100) за будь-яким з пп. 79, який відрізняється тим, що встановлювальні елементи (121-124) виконані відповідно у вигляді гідравлічних циліндрів. 11. Напрямний пристрій (100) за будь-яким з пп. 710, який відрізняється тим, що додатково передбачений вимірювальний пристрій (150), який переважно інтегрований у встановлювальні елементи (121-124), для реєстрації співвідношень сил або тиску між обома роликоопорами (112, 114) роликового сегмента. Винахід стосується способу встановлення відносно заготовки щонайменше одного роликового сегмента напрямного пристрою для заготовки, яка виготовляється методом безперервного розливання, а також до комп'ютерної програми і напрямного пристрою для заготовки для здійснення цього способу. З рівня техніки такі способи та пристрої, в принципі, відомі. З європейської патентної заявки ЕР 1475169 А1 відома підтримуюча роликова секція з роликовими сегментами для машини безперервного розливання. Роликові сегменти складаються відповідно з нижньої рами і верхньої рами, які можуть індивідуально встановлюватися відносно одна одної за допомогою пар блоків поршень-циліндр. Надані блокам поршень-циліндр чутливі елементи, датчики положення, датчики тиску, блоки регулюючих клапанів і подібне зв'язані з встановленим на відстані керуючим пристроєм машини безперервного розливання. Для того щоб скоротити кількість проводів для чутливих елементів, пропонується, щоб відповідно на верхній рамі була встановлена або польова шина для підключення масиву даних, або приймально-передавальний модуль для двонаправленої передачі даних між чутливими елементами і системою керування установкою безперервного розливання. Японський документ JP 111 29003 розкриває спосіб і відповідний пристрій для прокатки в один прохід матеріалу заготовки зі сталі з клиноподібним поперечним перерізом. У міжнародній патентній заявці WO 99/46071 розкритий спосіб та пристрій для встановлення щонайменше одного роликового сегмента напрямного пристрою для заготовки, яка виготовляється методом безперервного розливання, відносно за готовки, причому роликовий сегмент має верхню і нижню роликоопору, яка підтримує щонайменше один ролик для направлення заготовки між роликами. Роликовий сегмент в своїх чотирьох кутових ділянках має відповідно по встановлювальному елементу для встановлення верхньої і нижньої роликоопори відносно одна одної. Щоб уникнути пошкоджень роликового сегмента через надмірний вплив сил встановлювальних елементів на роликоопору або ролики, що підтримуються роликоопорою, в згаданій міжнародній патентній заявці пропонується, щоб виконані як системи гідравлічних циліндрів встановлювальні елементи могли встановлюватися як регульовані як відносно позиціонування, так і відносно тиску. Всі чотири встановлювальних елементи роликового сегмента керуються синхронно, тобто одночасно, і встановлювальні значення, на які настроєні системи гідравлічних циліндрів, визначаються регулюючим пристроєм незалежно від інших. Таким чином, можливо, щоб кожний гідравлічний циліндр, в принципі, регулювався незалежно від інших. Для гідравлічних циліндрів спочатку задаються положення, тобто вони, в принципі, регулюються відносно положення, і лише в тому випадку, якщо тиск у відповідних гідравлічних циліндрах досяг заданого порогового значення тиску або перевищив його, переключаються на режим регулювання тиску для керування гідравлічними циліндрами. Виходячи з цього рівня техніки, в основі винаходу лежить задача, що полягає в удосконаленні відомого способу для встановлення відносно заготовки роликового сегмента в напрямному пристрої для заготовки, яка виготовляється методом безперервного розливання, таким чином, що розташовані після напрямного пристрою для заготовки 5 прокатні кліті розвантажуються під час їх роботи відносно поставлених перед ними задач і відносно їх механічних навантажень, при цьому якість заготовки підвищується. Ця задача вирішується за допомогою способу за пунктом 1 формули винаходу. Цей спосіб відрізняється тим, що реєструється фактичний профіль заготовки, включаючи висоту правої і лівої бокової грані заготовки, і порівнюється із заданим профілем, який містить задане однакове значення висоти для правої і лівої бокової грані, і окремі встановлювальні елементи роликового сегмента керуються індивідуально відповідно до відхилення регульованої величини, що одержується з порівняння від заданого значення таким чином, що фактичний профіль приводиться у відповідність із заданим профілем, включаючи вирівнювання висоти правої і лівої бокової грані заготовки. Традиційно задачею прокатної кліті, розташованою за напрямним пристроєм для заготовки, було вирівнювання небажаної клиноподібності в профілі заготовки, яка можливо є в заготовці, що направляється, тобто вирівнювання бокових граней заготовки, які мають різну висоту. Це призводило, однак, до небажаного нерівномірного механічного навантаження валків прокатної кліті по їх відповідній ширині і, таким чином, до небажаного нерівномірного зносу валків. Завдяки винаходу переважним чином забезпечується те, що можливо присутня клиноподібність профілю заготовки вирівнюється вже в напрямному пристрої, тобто ще перед входом в прокатну кліть. Ідеальним чином, тим самим за допомогою винаходу забезпечується те, що в прокатну кліть направляється заготовка, що не має клиноподібності. Прокатні кліті, таким чином, розвантажуються як механічно, так також і відносно задачі усунення можливої клиноподібності заготовки, що виконується ними раніше; крім того, в кінцевому результаті поліпшується якість заготовки. Згідно з першим варіантом виконання усунення можливої клиноподібності в напрямку переміщення заготовки здійснюється в такому положенні, або в тих роликових сегментах, в яких заготовка ще не повністю затверділа. Це має перевагу в тому відношенні, що в цьому випадку для усунення клиноподібності на заготовку повинні чинитися роликами значно менші зусилля, ніж якби заготовка вже повністю затверділа, як це, як правило, має місце при вході в підключену прокатну кліть. Переважно індивідуальна настройка встановлювальних елементів для усунення клиноподібності може здійснюватися в окремих, у багатьох або у всіх роликових сегментах напрямного пристрою для заготовки. Настройка встановлювальних елементів у випадку використання багатьох роликових сегментів хоча і вимагає технологічно великих витрат, має, однак, ту перевагу, що в окремих встановлювальних елементах повинні застосовуватися менші зусилля; тому це особливо важливе, оскільки в цьому випадку в багатьох роликових сегментах є в розпорядженні велика кількість встановлювальних елементів для вирівнювання клиноподібності. 88241 6 Настройка встановлювальних елементів для вирівнювання клиноподібності може здійснюватися або у формі керування, або регулювання. При керуванні лише задається однакова задана висота правої і лівої бокової грані заготовки, і встановлювальні елементи відповідно керуються на правій і лівій стороні роликового сегмента (якщо дивитися в напрямку протікання матеріалу). У випадку регулювання реєструються висоти правої і лівої грані заготовки і для визначення відповідного відхилення регульованої величини від заданого значення відповідно порівнюються з однаковим заданим значенням висоти для правої і лівої бокової грані. Окремі встановлювальні елементи роликового сегмента потім відповідно до даних відхилення регульованої величини від заданого значення індивідуально керуються таким чином, що висоти правої і лівої бокових граней заготовки прокатуються на однакову задану висоту. Як альтернатива окремому регулюванню висот правої і лівої бокової грані заготовки є також можливість регулювання профілю, тобто поперечного перерізу профілю заготовки. Для цього спочатку реєструється фактичний профіль заготовки і порівнюється із заданим значенням для визначення відхилення регульованого профілю від заданого профілю. Також і в цьому випадку настройка окремих встановлювальних елементів роликового сегмента здійснюється, відповідно до даних одержаного раніше відхилення регульованого профілю від заданого профілю з метою приведення у відповідність фактичного профілю із заданим профілем. Також це приведення у відповідність профілю включає в себе, зрозуміло, необхідне в рамках даного винаходу вирівнювання висот правої і лівої бокової грані заготовки. Переважно, реєстрація висот бокових граней заготовки або реєстрація фактичного профілю заготовки здійснюється в різних місцях всередині напрямного пристрою для заготовки. Переважно реєстрація здійснюється на виході роликового сегмента, який забезпечений регульованими встановлювальними елементами. Переважно вимірювання значень здійснюється на виході з останнього роликового сегмента напрямного пристрою для заготовки, тобто майже перед самим входом в прокатну кліть. Оскільки за допомогою кожного варіанта регулювання згідно з винаходом бажане зниження до нуля згаданих вище відхилень регульованих величин від заданого значення, то в цьому випадку забезпечується, що в прокатну кліть фактично також направляється тільки заготовка з боковими гранями однакової висоти. Переважно можлива різниця у висоті бокових граней литої заготовки обчислюється на основі заміряних співвідношень сил і/або тиску, переважно в ділянці впливу встановлювальних елементів. Навпаки, фактичний профіль заготовки може оцінюватися, наприклад, за допомогою відповідних пристроїв для реєстрації профілю, наприклад, оптично. Вказана вище задача вирішується, далі, за допомогою комп'ютерної програми, а також напрямного пристрою для заготовки для проведення вказаного способу. Переваги комп'ютерної про 7 грами і напрямного пристрою для заготовки відповідають, по суті, згаданим вище в зв'язку із заявленим способом перевагам. Переважні варіанти виконання напрямного пристрою для заготовки і, зокрема, встановлювальних елементів є предметом залежних пунктів формули винаходу. До опису додаються 4 Фіг., які показують: Фіг.1 новий напрямний пристрій для заготовки згідно з винаходом, Фіг.2 вигляд роликового сегмента (в перспективі) Фіг.3 поперечний переріз роликового сегмента, Фіг.4а заготовка з клиноподібністю в роликовому сегменті, і Фіг.4b заготовка без клиноподібності між двома конічними роликами роликового сегмента. Винахід детально описується далі на прикладах виконання з посиланням на вказані фігури. Фіг.1 показує напрямний пристрій для заготовки згідно з винаходом для направлення заготовки 200 після виходу з розливного пристрою 300. Напрямний пристрій включає в себе множину роликових сегментів 110-n, де n=1-N, причому кожний роликовий сегмент 110-n має відповідно верхню і нижню роликоопору 112, 114. Кожна роликоопора служить для підтримки щонайменше одного ролика для направлення заготовки між роликами після виходу з розливного пристрою. Щонайменше, один роликовий сегмент, на Фіг.1 їх три, має декілька встановлювальних елементів 121-124 для встановлення верхньої і нижньої роликоопори 112, 114 відносно одна одної, див. також Фіг.2. Далі, напрямний пристрій 100 для заготовки включає в себе пристрій 130 для керування окремими встановлювальними елементами роликоопор таким чином, щоб права і ліва бокові грані заготовки 200 ставали однаковими по висоті. Пристрій 130 може бути виконаний або як керуючий пристрій, або як регулюючий пристрій. При виконанні лише як керуючий пристрій, то він видає відповідно, наприклад, значення положень для окремих встановлювальних елементів таким чином, щоб права і ліва бокова грань заготовки прокатувалися відповідно до однакової висоти. Переважно задавання положень здійснюється в цьому випадку так, щоб права і ліва бокова грань заготовки прокатувалися відповідно до однакової заданої висоти. Якщо пристрій 130 виконаний як регулюючий пристрій, то він приймає або виміряні значення висоти для правої і лівої бокової грані заготовки, або дані, які характеризують фактичний профіль, тобто фактичний поперечний переріз заготовки. Значення висоти правої і лівої бокової грані заготовки можна одержати, наприклад, за допомогою відповідних вимірювальних пристроїв, які, наприклад, інтегровані у встановлювальні елементи і там визначають співвідношення сил або тиску між обома роликоопорами 112, 114 роликового сегмента, що мають місце, і з них виводяться значення висот правої і лівої бокової грані заготовки. Визначення профілю заготовки може здійснюватися, наприклад, за допомогою відповідного оптичного пристрою для реєстрації профілю; він розташований переважно, як показано на Фіг.1, 88241 8 у кінця напрямного пристрою 100 для заготовки. Виконаний як регулюючий пристрій 130 може одержувати дані вимірювань, будь це актуальні значення висот бокових граней, або актуальний фактичний профіль заготовки, і ці дані відповідно з метою визначення відхилень регульованих величин від заданих значень порівнювати з відповідними заданими величинами, тобто або із заданою спільно для правої і лівої бокової грані заготовки заданою висотою Нзад., або із заданим профілем. Регулюючий пристрій керує в цьому випадку окремими встановлювальними елементами роликового сегмента за даними вимірювань одержаного відхилення регульованої величини від заданого значення таким чином, щоб відхилення регульованої величини від заданого значення, по можливості, ставало нульовим. Таким чином, забезпечується можливість вирівнювання заготовки, що є в поперечному напрямку, тобто в напрямку її ширини, клиноподібності перед входом в прокатну кліть. Фіг.2 показує вигляд (в перспективі) роликового сегмента, що звичайно застосовується для здійснення винаходу. На Фіг.2 однакові з елементами на Фіг.1 елементи мають однакові позначення. Добре видно, що заготовка 200 в напрямку проходження матеріалу, позначеному стрілкою, проходить між роликами 116, 118 роликового сегмента. Далі, можна бачити, що у випадку показаного тут прикладу роликовий сегмент в своїх чотирьох кутових ділянках має відповідно по встановлювальному елементу, причому кожний з цих встановлювальних елементів в однаковій мірі впливає на роликоопори і таким чином впливає на переміщення верхньої і нижньої роликоопори 114, 112 відносно одна одної. Показані на Фіг.2 встановлювальні елементи 121-124 виконані у вигляді гідравлічних циліндрів. Далі, на Фіг.2 в окремих встановлювальних елементах символом 150 позначені вимірювальні пристрої, які служать для реєстрації згаданих вище співвідношень сил або тиску між роликоопорами 112, 114 роликового сегмента. Фіг.3 показує поперечний переріз роликового сегмента за Фіг.2, причому знов однакові елементи мають однакові позначення. Особливо добре на Фіг.3 можна бачити важливі для винаходу висоти Нr та НІ правої і лівої бокової грані заготовки 200. Далі, на Фіг.3 можна бачити, що заготовка при проходженні через роликовий сегмент 110 ще не повністю застигла, що показано позначеною символом 210 ще рідкою частиною заготовки. Це дає для даного винаходу перевагу в тому, що зусилля, що надаються для вирівнювання висот Нr та НІ правої і лівої бокової грані заготовки ще відносно малі, тобто менше, ніж якби заготовка повністю застигла по всьому поперечному перерізу. Фіг.4а показує приклад зареєстрованої небажаної клиноподібності в заготовці 200, тобто що в цій заготовці 200 висоти Нr та НІ правої і лівої бокової грані неоднакові. Згідно з винаходом реєстрація такої ситуації повинна б ввести в дію керування або регулювання для вирівнювання висот на лівій і правій стороні заготовки. Фіг.4b показує, на закінчення, ту саму заготовку, що і на Фіг.4а, зрозуміло, після здійсненого згі 9 дно з винаходом вирівнювання висот правої і лівої бокової грані заготовки. Несиметричний знос роликів 116, 118 роликового сегмента, що можливо є, який призвів до конічного утворення, для проведення даного винаходу, є несуттєвим, оскільки він 88241 10 вирівнюється за допомогою індивідуального керування встановлювальними елементами 121-124 на лівій і правій стороні заготовки, якщо дивитися в напрямку проходження матеріалу. 11 Комп’ютерна верстка А. Рябко 88241 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for positioning at least one roll segment of strand guiding unit against strand produced by continuous casting
Автори англійськоюWeyer Axel, Stolp Christian, Klassen Hans Esau
Назва патенту російськоюСпособ и устройство для установки относительно заготовки, по крайней мере, одного роликового элемента направляющего устройства для заготовки, изготовленной методом непрерывной разливки
Автори російськоюВейер Аксель, Штольп Кристиан, Классен Ханс Эзау
МПК / Мітки
МПК: B22D 11/20, B21B 37/00, B22D 11/12
Мітки: одного, встановлення, безперервного, виготовленої, розливання, сегмента, щонайменше, відносної, заготовки, роликового, напрямного, спосіб, пристрій, пристрою, методом
Код посилання
<a href="https://ua.patents.su/6-88241-sposib-ta-pristrijj-dlya-vstanovlennya-vidnosno-zagotovki-shhonajjmenshe-odnogo-rolikovogo-segmenta-napryamnogo-pristroyu-dlya-zagotovki-vigotovleno-metodom-bezperervnogo-rozlivann.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для встановлення відносно заготовки щонайменше одного роликового сегмента напрямного пристрою для заготовки, виготовленої методом безперервного розливання</a>
Спосіб та пристрій для безперервного розливу металу з безпосереднім обтисненням металевої заготовки, зокрема сталевої заготовки
Номер патенту: 77269
Опубліковано: 15.11.2006
Автори: Гертнер Хорст, Летцель Дірк, Мілевскі Вілфрід, Цайбер Адольф-Густав, Вейєр Аксель
МПК: B22D 11/12, B22D 11/22, B22D 11/128, B22D 11/20, B22D 11/124
Мітки: заготовки, безперервного, спосіб, металевої, пристрій, зокрема, безпосереднім, сталевої, металу, розливу, обтисненням
Формула / Реферат:
1. Спосіб безперервного розливу металу з безпосереднім обтисненням металевої заготовки (1), зокрема сталевої заготовки, яка має форму прямокутника, злитка, чорнового профілю, сортової або круглої заготовки, за яким заготовку (1) після кристалізатора (2) проводять в криволінійній проводці (3) і піддають повторному охолоджуванню рідким охолоджувачем (4), при цьому за допомогою регулювання досягають однорідного, необхідного для процесу...
Пристрій для додаткової очистки довгомірної сталевої заготовки від окалини після роликового окалиновідламувача в потоці з волочінням
Номер патенту: 74927
Опубліковано: 15.02.2006
Автори: Єрмакова Оксана Сергіївна, Ломов Ілля Миколайович, Орлович Дмитро Євгенович, Должанський Анатолій Михайлович
МПК: B21C 43/00
Мітки: роликового, пристрій, потоці, окалиновідламувача, сталевої, заготовки, очистки, довгомірної, окалини, додаткової, волочінням
Формула / Реферат:
1. Пристрій для додаткової очистки довгомірної сталевої заготовки від окалини після роликового окалиновідламувача в потоці з волочінням, що включає підпружинену повздовжню камеру з сітчастим дном, що має прямокутний поперечний переріз і співвідношення меншої сторони перерізу і довжини камери менше 1, в торцях якої виконані отвори для входу і виходу заготовки, камера забезпечена кришкою з можливістю регулювання її положення щодо дискретного...
Керуючий і/або регулюючий пристрій для системи опорних роликів в машині для безперервного розливання металів
Номер патенту: 86651
Опубліковано: 12.05.2009
Автори: Вільмес Рональд, Хопп Пауль-Крістіан, Думітріу Бужор, Геєркенс Крістіан, Классен Ханс Езау
МПК: B22D 11/20, B22D 11/128
Мітки: системі, машини, роликів, регулюючий, металів, опорних, безперервного, пристрій, розливання, керуючий
Формула / Реферат:
1. Керуючий і/або регулюючий пристрій системи (2) опорних роликів машини (1) для безперервного розливання металів, зокрема сталевих матеріалів (3), при цьому система опорних роликів складається з декількох роликових сегментів (8), що йдуть один за одним, які виконані з можливістю регульованого встановлення відносно один одного за допомогою нижньої рами, що несе опорні ролики (10), і протилежної верхньої рами (12), і за допомогою парних...
Пристрій, спосіб і прилад для кількісного аналізу щонайменше одного компонента в пробі продукту
Номер патенту: 59428
Опубліковано: 15.09.2003
Автори: Руссо Ален, Кантон Мішель
МПК: G01N 21/64, B01L 3/00, G01N 21/03, G01N 33/53
Мітки: пристрій, компонента, аналізу, спосіб, кількісного, проби, щонайменше, одного, продукту, прилад
Формула / Реферат:
1. Пристрій для якісного і/або кількісного аналізу щонайменше одного компонента в пробі продукту шляхом його мічення і фіксації, що містить контейнер і кришку, з'єднані з утворенням закритого резервуара, який відрізняється тим, що закритий резервуар має вертикальну вісь, а контейнер і кришка мають коаксіальні циліндричні стінки, які при з'єднанні контейнера з кришкою розміщуються попарно одна проти одної, утворюючи щонайменше три концентричні...
Спосіб і пристрій для регулювання щонайменше одного робочого параметра рабочих органів зернозбирального комбайна
Номер патенту: 84269
Опубліковано: 10.10.2008
Автори: Бенке Віллі, Фітцнер Вернер, Баумгартен Йоахім
МПК: A01D 41/127
Мітки: пристрій, одного, робочого, щонайменше, комбайна, органів, параметра, спосіб, регулювання, зернозбирального, рабочих
Формула / Реферат:
1. Спосіб регулювання щонайменше одного робочого параметра робочих органів зернозбирального комбайна, причому робочі органи комбайна утворені молотильними органами, а також розташованими за ними сепараційними органами і щонайменше одним зерноочисним пристроєм, що включає зерноочисні органи, а зерноочисний пристрій функціонально з'єднаний за допомогою щонайменше одного зворотного пристрою з молотильними органами, який відрізняється тим, що до...
Попередній патент: Спосіб одержання однотипного волокна лубоволокнистих культур
Наступний патент: Спосіб оцінки якості випробувань на вогнестійкість будівельних конструкцій
Випадковий патент: Генератор високовольтних імпульсів для пасовищних електроогорож