Пристрій для обробки отворів у полімерних композиційних матеріалах
Номер патенту: 88454
Опубліковано: 11.03.2014
Автори: Степаненко Сергій Олександрович, Адаменко Юрій Іванович, Пасічник Віталій Анатолійович, Бесарабець Юрій Йосипович
Формула / Реферат
Пристрій для обробки отворів у полімерних композитах, що вміщує різально-направляючу втулку та ступінчастий різальний інструмент, який відрізняється тим, що ступінь інструменту більшого діаметра виконаний у вигляді двох відкидних ножів, розташованих в одній поздовжній площині в пазу корпуса, а оброблення отворів меншого та більшого діаметрів здійснюється за правого обертання інструменту.
Текст
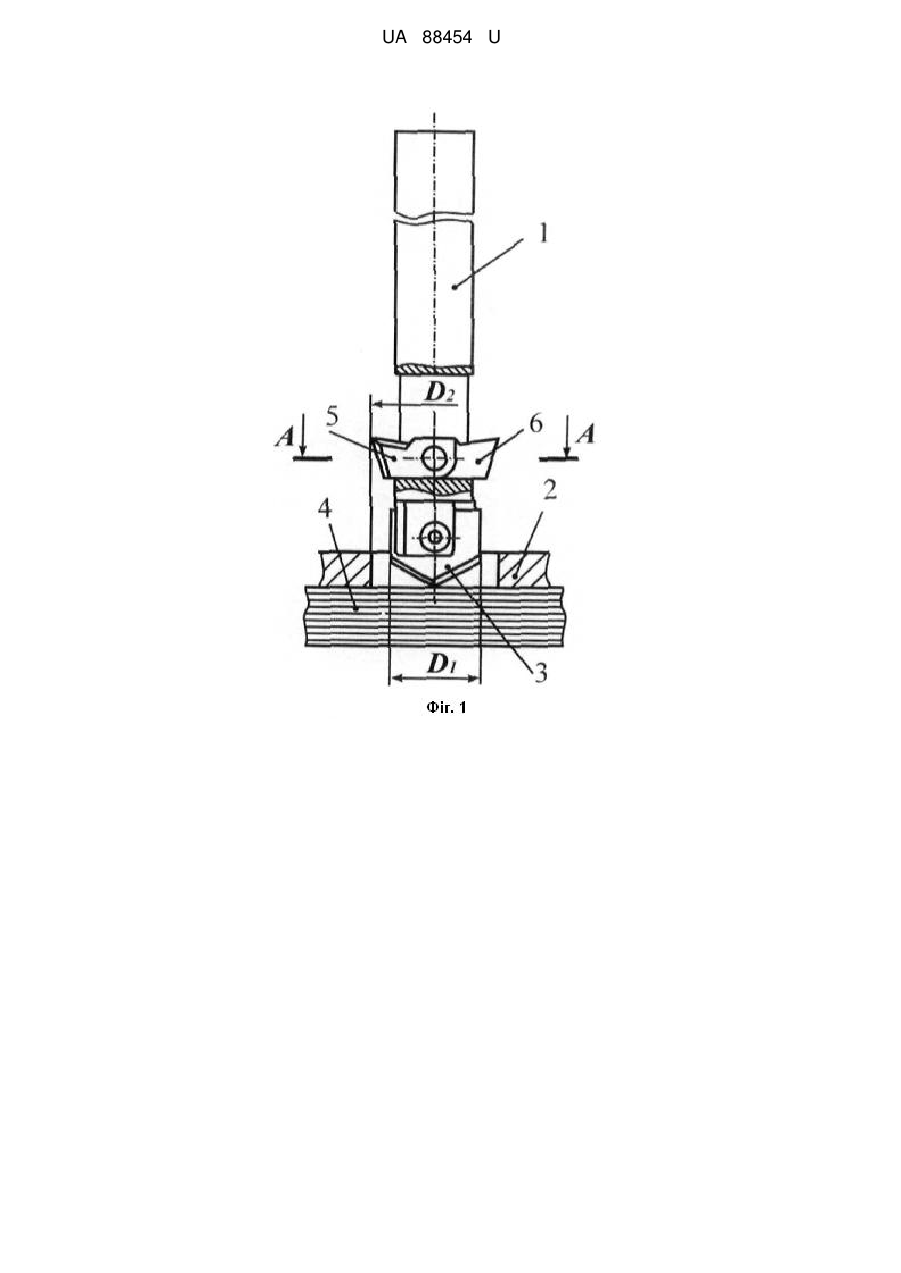
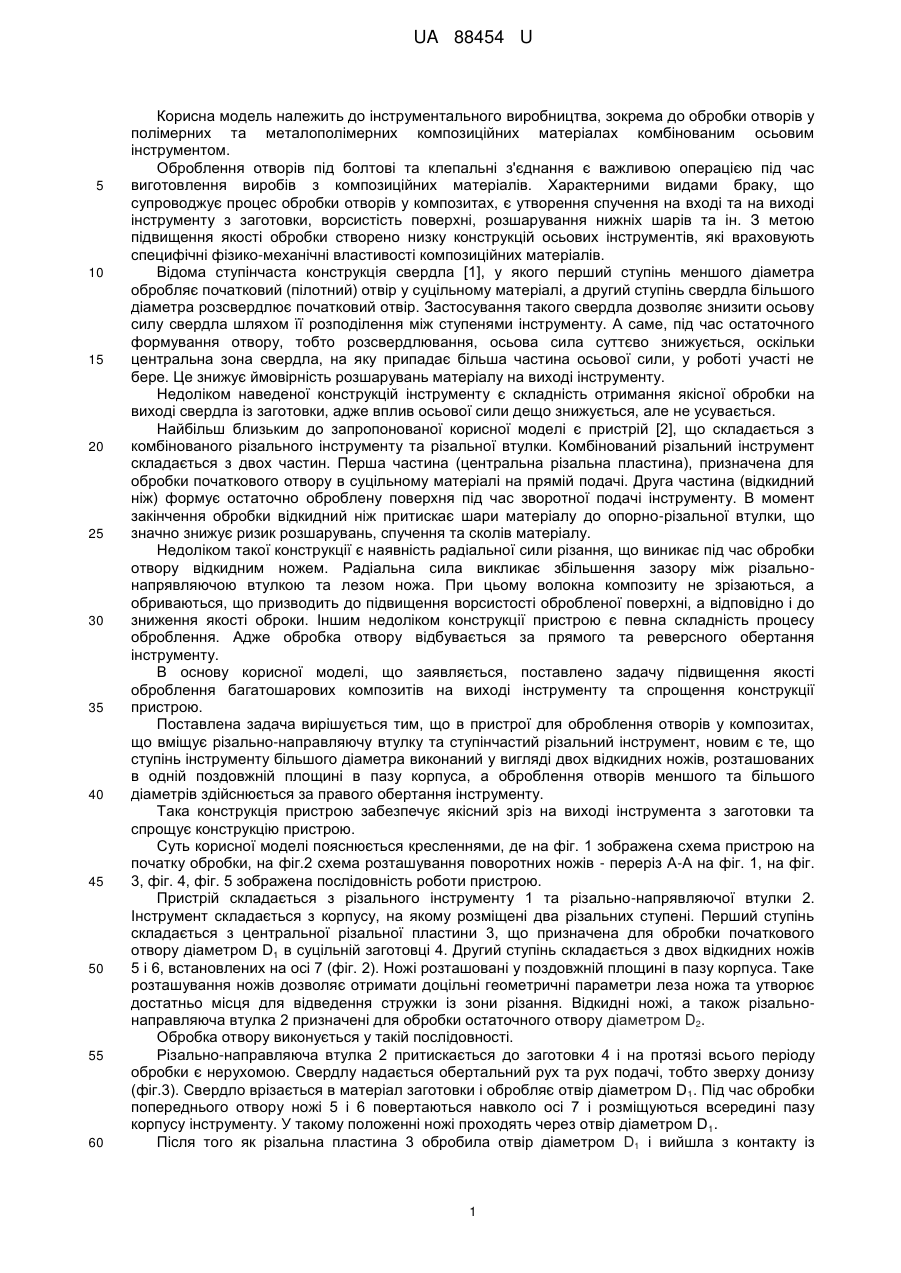
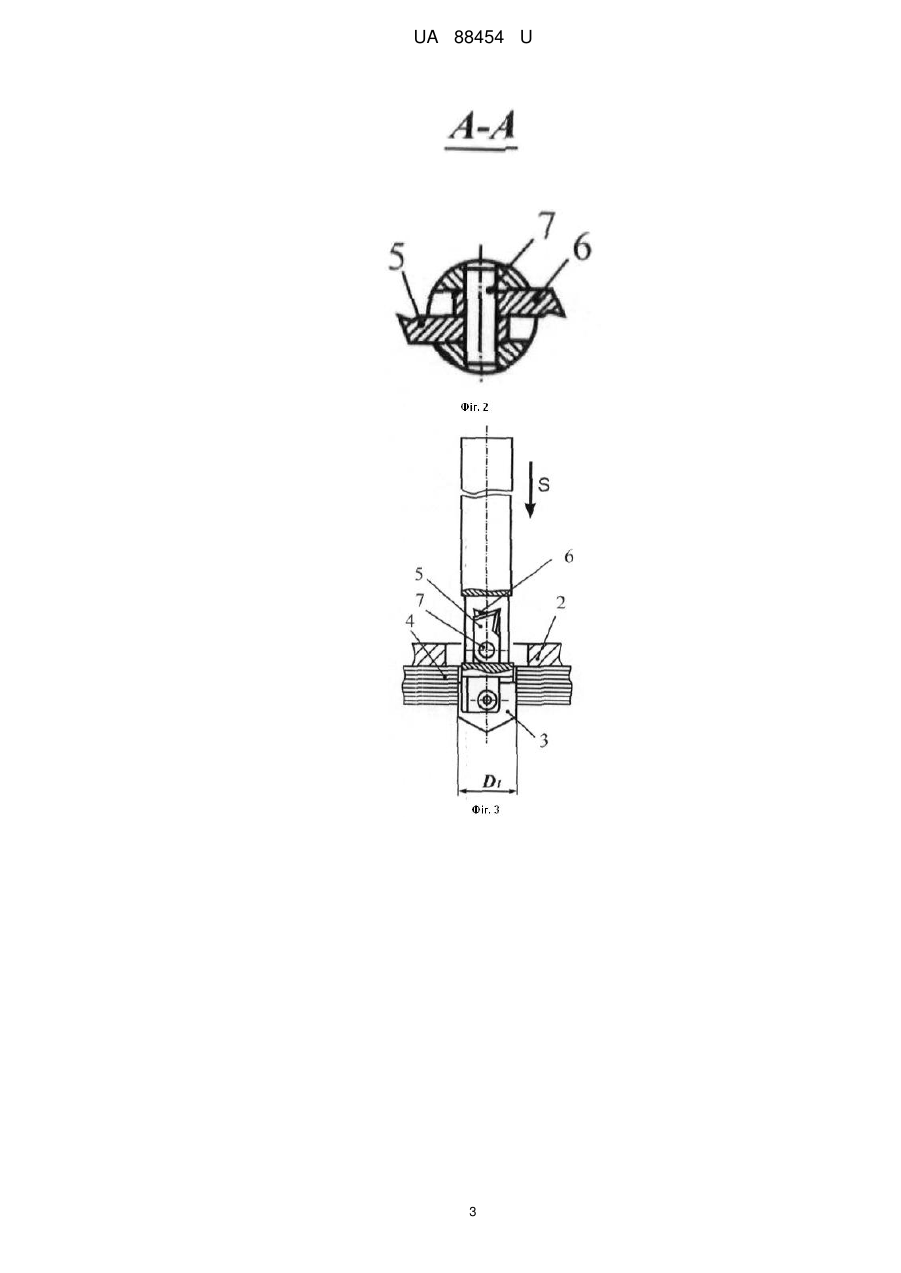
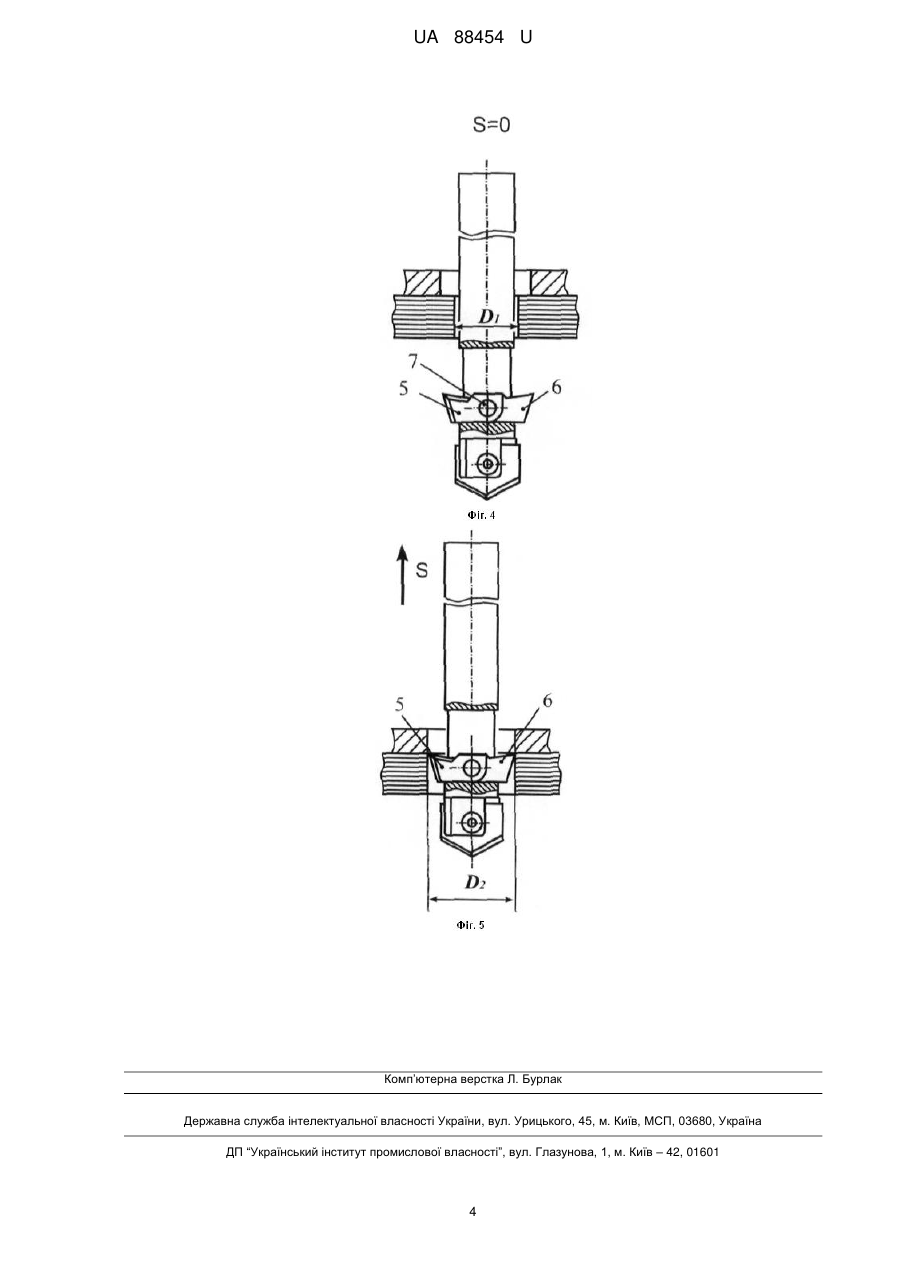
Реферат: Пристрій для обробки отворів у полімерних композитах, що вміщує різально-направляючу втулку та ступінчастий різальний інструмент, причому ступінь інструменту більшого діаметра виконаний у вигляді двох відкидних ножів, розташованих в одній поздовжній площині в пазу корпуса, а оброблення отворів меншого та більшого діаметрів здійснюється за правого обертання інструменту. UA 88454 U (12) UA 88454 U UA 88454 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до інструментального виробництва, зокрема до обробки отворів у полімерних та металополімерних композиційних матеріалах комбінованим осьовим інструментом. Оброблення отворів під болтові та клепальні з'єднання є важливою операцією під час виготовлення виробів з композиційних матеріалів. Характерними видами браку, що супроводжує процес обробки отворів у композитах, є утворення спучення на вході та на виході інструменту з заготовки, ворсистість поверхні, розшарування нижніх шарів та ін. З метою підвищення якості обробки створено низку конструкцій осьових інструментів, які враховують специфічні фізико-механічні властивості композиційних матеріалів. Відома ступінчаста конструкція свердла [1], у якого перший ступінь меншого діаметра обробляє початковий (пілотний) отвір у суцільному матеріалі, а другий ступінь свердла більшого діаметра розсвердлює початковий отвір. Застосування такого свердла дозволяє знизити осьову силу свердла шляхом її розподілення між ступенями інструменту. А саме, під час остаточного формування отвору, тобто розсвердлювання, осьова сила суттєво знижується, оскільки центральна зона свердла, на яку припадає більша частина осьової сили, у роботі участі не бере. Це знижує ймовірність розшарувань матеріалу на виході інструменту. Недоліком наведеної конструкцій інструменту є складність отримання якісної обробки на виході свердла із заготовки, адже вплив осьової сили дещо знижується, але не усувається. Найбільш близьким до запропонованої корисної моделі є пристрій [2], що складається з комбінованого різального інструменту та різальної втулки. Комбінований різальний інструмент складається з двох частин. Перша частина (центральна різальна пластина), призначена для обробки початкового отвору в суцільному матеріалі на прямій подачі. Друга частина (відкидний ніж) формує остаточно оброблену поверхня під час зворотної подачі інструменту. В момент закінчення обробки відкидний ніж притискає шари матеріалу до опорно-різальної втулки, що значно знижує ризик розшарувань, спучення та сколів матеріалу. Недоліком такої конструкції є наявність радіальної сили різання, що виникає під час обробки отвору відкидним ножем. Радіальна сила викликає збільшення зазору між різальнонапрявляючою втулкою та лезом ножа. При цьому волокна композиту не зрізаються, а обриваються, що призводить до підвищення ворсистості обробленої поверхні, а відповідно і до зниження якості оброки. Іншим недоліком конструкції пристрою є певна складність процесу оброблення. Адже обробка отвору відбувається за прямого та реверсного обертання інструменту. В основу корисної моделі, що заявляється, поставлено задачу підвищення якості оброблення багатошарових композитів на виході інструменту та спрощення конструкції пристрою. Поставлена задача вирішується тим, що в пристрої для оброблення отворів у композитах, що вміщує різально-направляючу втулку та ступінчастий різальний інструмент, новим є те, що ступінь інструменту більшого діаметра виконаний у вигляді двох відкидних ножів, розташованих в одній поздовжній площині в пазу корпуса, а оброблення отворів меншого та більшого діаметрів здійснюється за правого обертання інструменту. Така конструкція пристрою забезпечує якісний зріз на виході інструмента з заготовки та спрощує конструкцію пристрою. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображена схема пристрою на початку обробки, на фіг.2 схема розташування поворотних ножів - переріз А-А на фіг. 1, на фіг. 3, фіг. 4, фіг. 5 зображена послідовність роботи пристрою. Пристрій складається з різального інструменту 1 та різально-напрявляючої втулки 2. Інструмент складається з корпусу, на якому розміщені два різальних ступені. Перший ступінь складається з центральної різальної пластини 3, що призначена для обробки початкового отвору діаметром D1 в суцільній заготовці 4. Другий ступінь складається з двох відкидних ножів 5 і 6, встановлених на осі 7 (фіг. 2). Ножі розташовані у поздовжній площині в пазу корпуса. Таке розташування ножів дозволяє отримати доцільні геометричні параметри леза ножа та утворює достатньо місця для відведення стружки із зони різання. Відкидні ножі, а також різальнонаправляюча втулка 2 призначені для обробки остаточного отвору діаметром D2. Обробка отвору виконується у такій послідовності. Різально-направляюча втулка 2 притискається до заготовки 4 і на протязі всього періоду обробки є нерухомою. Свердлу надається обертальний рух та рух подачі, тобто зверху донизу (фіг.3). Свердло врізається в матеріал заготовки і обробляє отвір діаметром D 1. Під час обробки попереднього отвору ножі 5 і 6 повертаються навколо осі 7 і розміщуються всередині пазу корпусу інструменту. У такому положенні ножі проходять через отвір діаметром D 1. Після того як різальна пластина 3 обробила отвір діаметром D1 і вийшла з контакту із 1 UA 88454 U 5 10 15 заготовкою, рух подачі продовжується до того часу, поки через отвір не пройдуть поворотні ножі 5 і 6 (фіг.4). Під дією сил інерції поворотні ножі повертаються навколо осі 7 і займають робоче положення, притискаючись до опорних поверхонь корпусу. В цей момент пряма подача вимикається та вмикається зворотна подача, тобто знизу вгору. Під час руху догори ножі 5 і 6 формують остаточно оброблений отвір діаметром D2 (фіг.5). Особливістю роботи пристрою є те, що напрямок подачі інструменту змінюється, а напрямок обертання залишається постійним (без реверсу), що спрощує конструкцію пристрою. На виході ножів з контакту з деталлю різальна втулка та інструмент стискають шари матеріалу між собою, що значно підвищує жорсткість заготовки та запобігає появі дефектів. Після виходу інструменту з контакту з деталлю процес обробки отвору завершується. Джерела інформації: 1. PATENT US 2003/0202853 A1 Oct.30, 2003 Step drill for minimization of burrs when drilling, Sung-Lim Ко, Jae-Eun Hang. 2. Патент на корисну модель UA 77455 МПК В23В 51/08 (2006.01), Опубл. 11.02.2013, Бюл. 3. Пристрій для обробки отворів у композитах. Адаменко Ю.І., Бесарабець Ю.И., Корбут Є.В., Грабівський О.В. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Пристрій для обробки отворів у полімерних композитах, що вміщує різально-направляючу втулку та ступінчастий різальний інструмент, який відрізняється тим, що ступінь інструменту більшого діаметра виконаний у вигляді двох відкидних ножів, розташованих в одній поздовжній площині в пазу корпуса, а оброблення отворів меншого та більшого діаметрів здійснюється за правого обертання інструменту. 2 UA 88454 U 3 UA 88454 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюAdamenko Yurii Ivanovych, Besarabets Yurii Yosypovych, Pasichnyk Vitalii Anatoliiovych
Автори російськоюАдаменко Юрий Иванович, Бесарабец Юрий Иосифович, Пасечник Виталий Анатольевич
МПК / Мітки
МПК: B23B 51/08
Мітки: матеріалах, обробки, пристрій, композиційних, полімерних, отворів
Код посилання
<a href="https://ua.patents.su/6-88454-pristrijj-dlya-obrobki-otvoriv-u-polimernikh-kompozicijjnikh-materialakh.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки отворів у полімерних композиційних матеріалах</a>
Спосіб механічної обробки отворів в важкооброблюваних матеріалах
Номер патенту: 44585
Опубліковано: 15.02.2002
Автори: Колот Лідія Петрівна, Смолякова Лілія Євгенівна, Ковалевський Сергій Вадимович
МПК: B23H 5/00
Мітки: важкооброблюваних, отворів, матеріалах, механічної, спосіб, обробки
Формула / Реферат:
1. Спосіб механічної обробки отворів в важкооброблюваних матеріалах, який включає встановлення контакту між деталлю та інструментом, подачу до них електричного струму та надання їм взаємного руху, який відрізняється тим, що температуру в зоні контакту понижають шляхом періодичного припинення подачі електричного струму через період часу t, який дорівнює: ...
Пристрій для обробки отворів у композитах
Номер патенту: 77455
Опубліковано: 11.02.2013
Автори: Грабівський Олександр Віталійович, Корбут Євген Валентинович, Бесарабець Юрій Йосипович, Адаменко Юрій Іванович
МПК: B23B 51/08
Мітки: отворів, обробки, пристрій, композитах
Формула / Реферат:
Пристрій для обробки отворів у композитах, що вміщує направляючу втулку та ступінчастий різальний інструмент, який відрізняється тим, що ступінь інструменту меншого діаметра призначений для обробки попереднього отвору при прямій подачі, а ступінь більшого діаметра - для обробки остаточного отвору при зворотній подачі, а направляюча втулка виконана ріжучою.
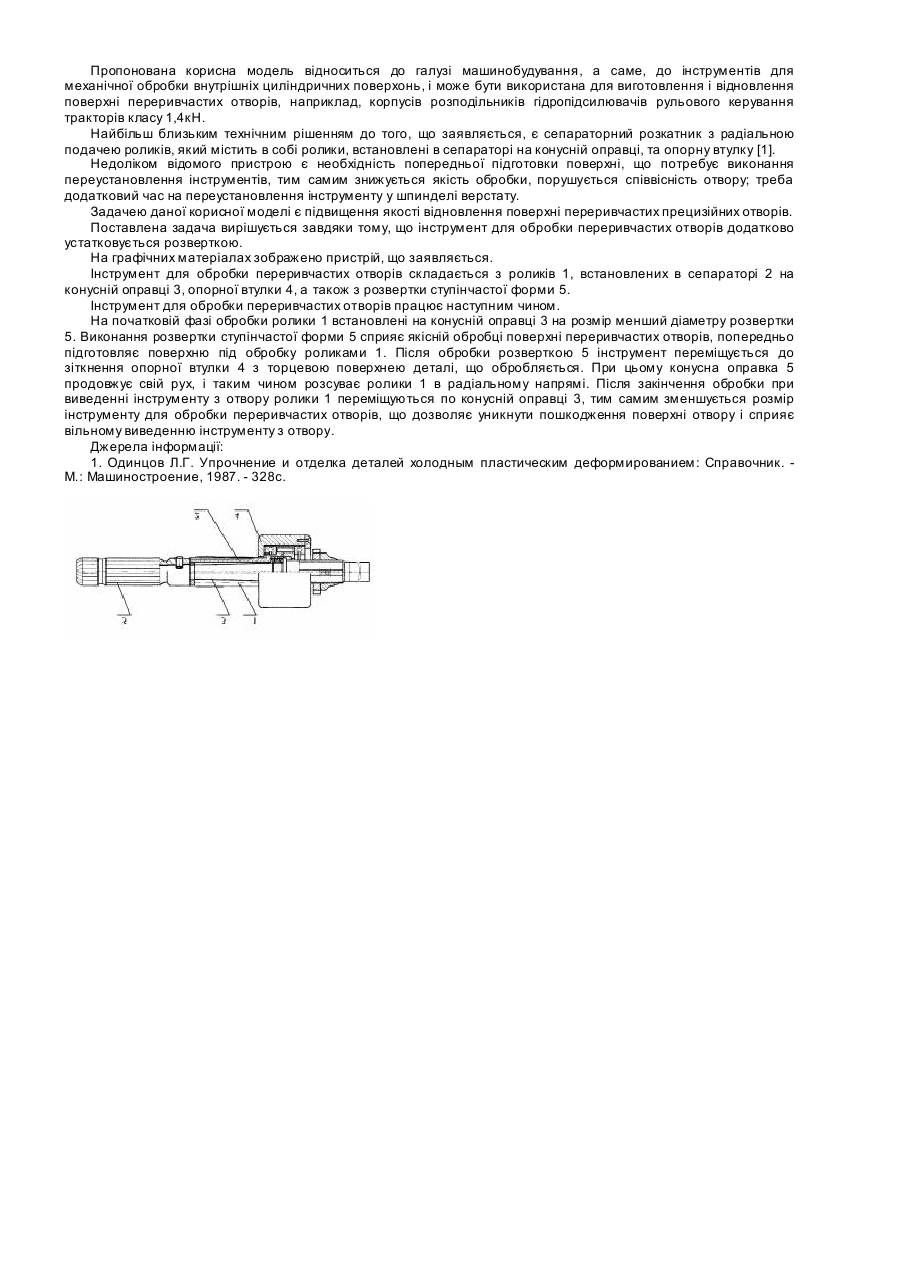
Інструмент для обробки переривчастих отворів
Номер патенту: 23776
Опубліковано: 11.06.2007
Автори: Шепеленко Ігор Віталійович, Кропівний Володимир Миколайович, Чернявський Олександр Васильович, Гранкіна Надія Сергіївна
МПК: B24B 39/00, C21D 7/00
Мітки: отворів, переривчастих, інструмент, обробки
Формула / Реферат:
Інструмент для обробки переривчастих отворів, що складається із роликів, встановлених в сепараторі на конусній оправці, та опорної втулки, який відрізняється тим, що він додатково оснащений розверткою ступінчастої форми.
Спосіб визначення вмісту поліаніліну в композиційних полімерних матеріалах (варіанти)
Номер патенту: 77566
Опубліковано: 15.12.2006
Автори: Шаповал Галина Сергіївна, Пуд Олександр Аркадійович, Мохамед Табелот, Фатєєва Катерина Юріївна
МПК: G01N 21/00
Мітки: спосіб, визначення, матеріалах, полімерних, композиційних, вмісту, поліаніліну, варіанти
Формула / Реферат:
1. Спосіб визначення вмісту поліаніліну в композиційних полімерних матеріалах шляхом зйомки електронних спектрів поглинання, який відрізняється тим, що попередньо оброблений (дедопований) композиційний матеріал розчиняють в розчині N-метилпіролідону (NMП) протягом 3-8 годин, до розчину додають розчин аскорбінової кислоти для відновлення ПАН до форми лейкоемеральдину, перемішують протягом 5-15 годин, знімають електронний спектр поглинання...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 94657
Опубліковано: 25.05.2011
Автори: Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Мельник Олена Олексіївна, Гавріш Анатолій Павлович
МПК: B24B 5/06, B24B 31/112, B24B 37/02
Мітки: циліндричних, композитів, магнітно-абразивної, обробки, поверхонь, отворів, деталей, спосіб, високолегованих, фінішної
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі, який відрізняється тим, що робочий...
Попередній патент: Пішохідний світлофор-табло
Наступний патент: Спосіб отримання харчового продукту з насіння льону
Випадковий патент: Штам pasteurella multocida №37 серовару в для виготовлення імунобіологічних препаратів