Спосіб вибору в’язкопружних демпфуючих середовищ при фрезеруванні лопаток моноколіс гтд
Номер патенту: 88682
Опубліковано: 25.03.2014
Автори: Логомінов Віктор Олексійович, Мозговий Володимир Федорович, Кондратюк Едуард Васильович, Гермашев Антон Ігорович, Козлова Олена Борисівна

Формула / Реферат
Спосіб вибору в'язкопружних демпфуючих середовищ, при якому простір між тонкостінними пластинами заповнюють в'язкопружним демпфуючим середовищем, який відрізняється тим, що об'єктом дослідження є модель, при цьому тонкостінні пластини імітують лопатки ГТД, в'язкопружне демпфуюче середовище є твердим, дослідження виконують для декількох різних в'язкопружних демпфуючих середовищ, модель з заповненим простором між тонкостінними пластинами встановлюється на вимірювальному стенді, після чого здійснюють обробку фрезеруванням досліджуваної тонкостінної пластини моделі та записують віброграму її коливань, по записаному сигналу оцінюють величину віброзміщення ![]() в момент зрізання припуску зубом фрези та логарифмічний дикримент загасання вільних коливань пластини d під час холостого ходу між різами двох сусідніх зубів фрези, а вибір в'язкопружного демпфуючого середовища виконують з умови мінімального віброзміщення
в момент зрізання припуску зубом фрези та логарифмічний дикримент загасання вільних коливань пластини d під час холостого ходу між різами двох сусідніх зубів фрези, а вибір в'язкопружного демпфуючого середовища виконують з умови мінімального віброзміщення ![]() та максимального логарифмічного дикрименту загасання вільних коливань пластини d.
та максимального логарифмічного дикрименту загасання вільних коливань пластини d.
Текст
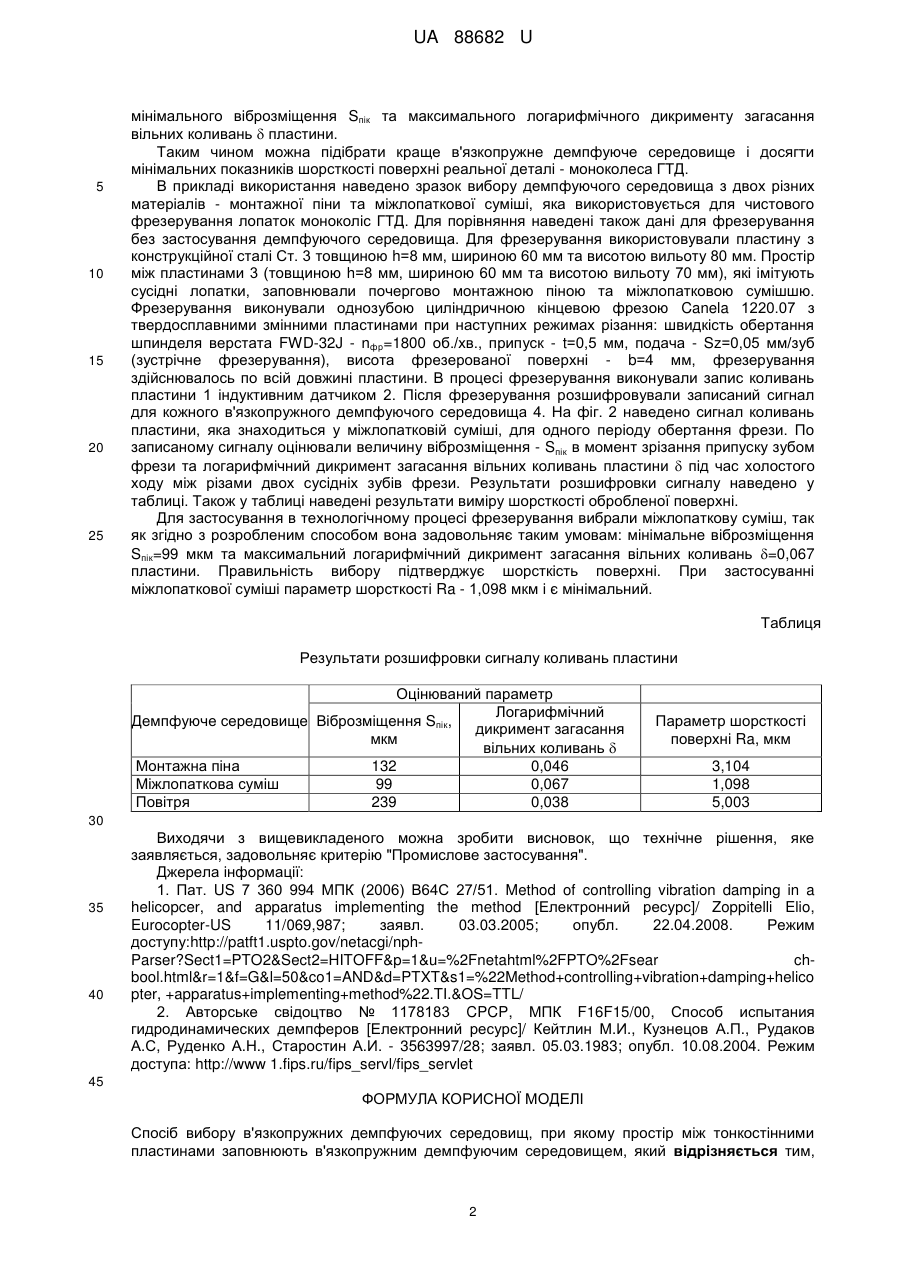
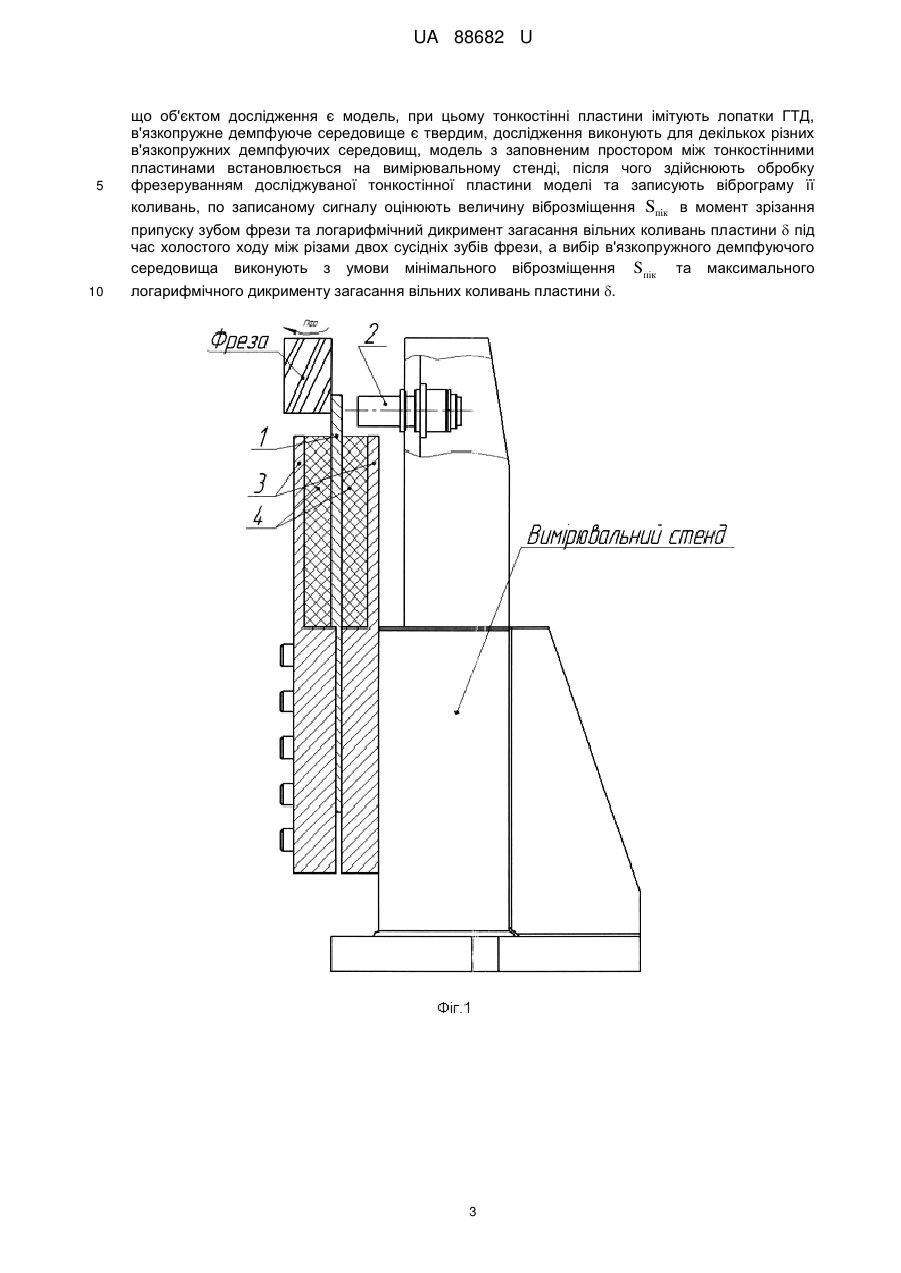
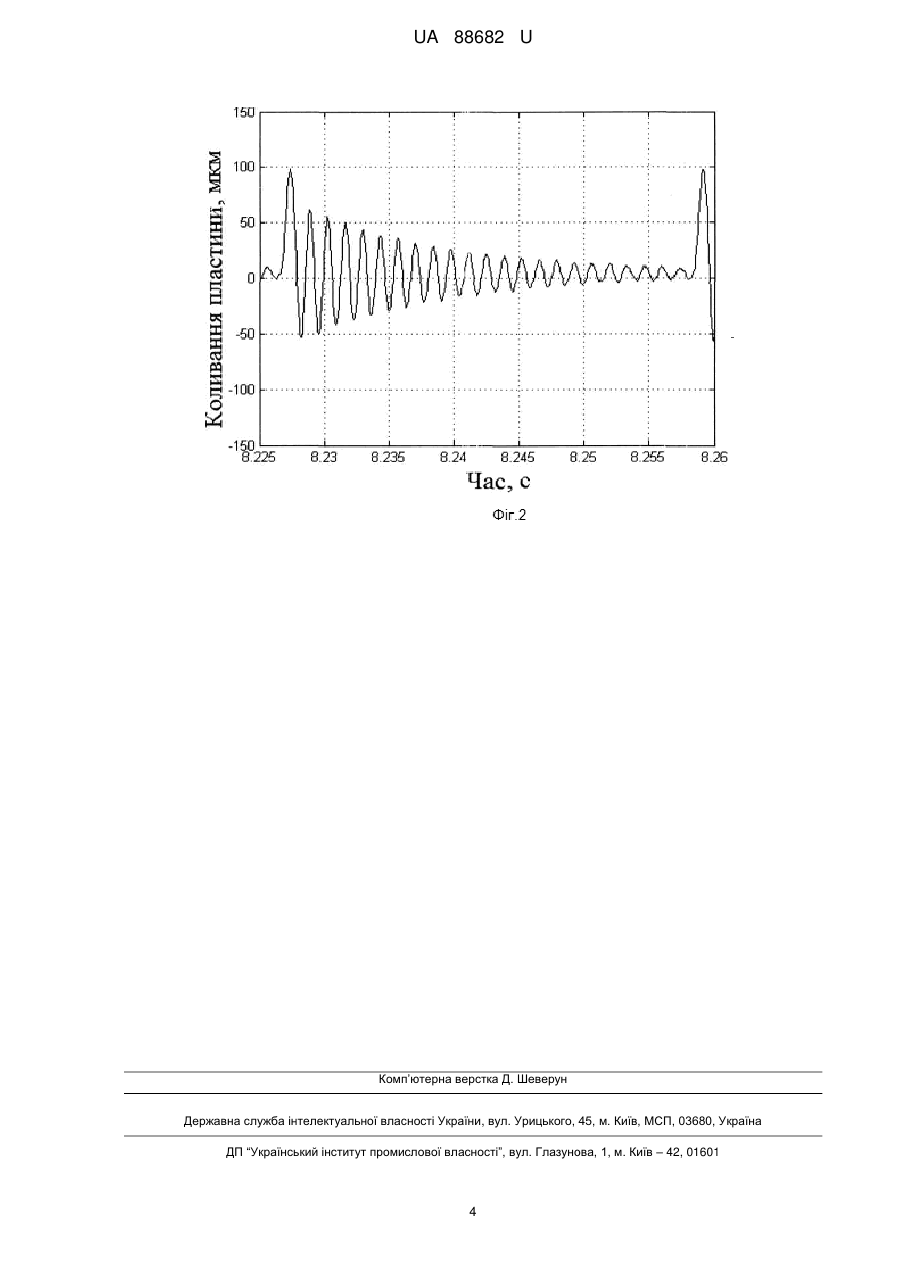
Реферат: Спосіб вибору в'язкопружних демпфуючих середовищ, при якому простір між тонкостінними пластинами заповнюють в'язкопружним демпфуючим середовищем, при якому об'єктом дослідження є модель, при цьому тонкостінні пластини імітують лопатки ГТД, в'язкопружне демпфуюче середовище є твердим, дослідження виконують для декількох різних в'язкопружних демпфуючих середовищ, модель з заповненим простором між тонкостінними пластинами встановлюється на вимірювальному стенді, після чого здійснюють обробку фрезеруванням досліджуваної тонкостінної пластини моделі та записують віброграму її коливань, по записаному сигналу оцінюють величину віброзміщення Sпiк в момент зрізання припуску зубом фрези та логарифмічний дикримент загасання вільних коливань пластини під час холостого ходу між різами двох сусідніх зубів фрези, а вибір в'язкопружного демпфуючого середовища виконують з умови мінімального віброзміщення Sпiк та максимального логарифмічного дикрименту загасання вільних коливань пластини . UA 88682 U (12) UA 88682 U UA 88682 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі технології машинобудування, конкретно - стосується способу вибору в'язкопружних демпфуючих середовищ при фрезеруванні лопаток моноколіс ГТД. Вібрації є негативним фактором при обробці тонкостінних деталей, таких як моноколеса ГТД. Одним із методів боротьби з ними є застосування в'язкопружних демпфуючих середовищ, якими заповнюється простір між лопатками перед чистовим фрезеруванням. Відомий метод регулювання демпфування вібрацій на гелікоптері [1], який полягає у вимірі подовження демпфера; посилення виміряного сигналу з датчика і фільтрацію шумів; зміну власної частоти лопаті відповідно опору руху лопаті від силового впливу, накладеного приводом ротора; аналіз в режимі реального часу частоти власних коливань і регулювання загасання як функції згаданого аналізу. Прототипом вибрано відомий метод випробування гідродинамічних демпферів, які працюють на малов'язких рідинах або газах (1), що полягає в тому, що ротор демпфера приводять в обертальний і коливальний рух, подають рідину або газ в щілину між корпусом демпфера і його ротором і з переміщення ротора визначають коефіцієнт демпфування. У даних методах проводять дослідження демпферів на реальній деталі, що підвищує собівартість дослідження. Також в умовах, які приведені у прототипі та аналогу, неможливо досліджувати тверді в'язкопружні демпфуючі середовища та проводити обробку фрезеруванням. В основу корисної моделі поставлено задачу розробки способу вибору в'язкопружних демпфуючих середовищ при фрезеруванні лопаток моноколіс ГТД. Вирішення цієї задачі вирішується тим, що спосіб вибору в'язкопружних демпфуючих середовищ, при якому простір між тонкостінними пластинами, заповнюють в'язкопружним демпфуючим середовищем, при цьому об'єктом дослідження є модель, тонкостінні пластини імітують лопатки ГТД, в'язкопружне демпфуюче середовище є твердим, дослідження виконують для декількох різних в'язкопружних демпфуючих середовищ, модель з заповненим простором між тонкостінними пластинами встановлюється на вимірювальному стенді, після чого здійснюють обробку фрезеруванням досліджуваної тонкостінної пластини моделі та записують віброграму її коливань, по записаному сигналу оцінюють величину віброзміщення Sпiк в момент зрізання припуску зубом фрези та логарифмічний дикримент загасання вільних коливань пластини під час холостого ходу між різами двох сусідніх зубів фрези, а вибір в'язкопружного демпфуючого середовища виконують з умови мінімального віброзміщення Sпiк та максимального логарифмічного дикрименту загасання вільних коливань пластини . Використання моделі є багаторазовим, що суттєво знижує собівартість методу. Метод дозволяє вибирати в'язкопружні демпфуючі середовища, що вже існують, та проводити роботу з їх вдосконалення, що дає можливість покращувати шорсткість поверхні моноколіс ГТД та виробляти тільки гідні деталі. Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей - шляхом заміни об'єкта дослідження та введення додаткових операцій розроблено спосіб вибору в'язкопружних демпфуючих середовищ при фрезеруванні лопаток моноколіс ГТД. Це забезпечує усій заявленій сукупності ознак відповідність критерію "новизна" та приводить до нових технічних результатів. Аналоги, які містять ознаки, що відрізняються від прототипу, не знайдені, рішення явним чином не випливає з рівня техніки. Створена модель, що імітує частину моноколеса ГТД, є ключовою для виконання ідеї способу і пояснюється на схемі (фіг. 1). Модель складається: з двох складових частин, кожна з яких містить пластину - 3, яка імітує сусідню лопатку. Між цими частинами пристосування встановлюється пружний елемент пластина - 1, що імітує пружну систему лопатки під час її обробки. Коливання пластини - 1 вимірюється індуктивним датчиком - 2. Пристосування кріпиться до вимірювального стенду. Спосіб працює наступним чином. Простір між пластиною - 1, яка імітує лопатку моноколеса ГТД, та пластинами - 3, які імітують сусідні лопатки моноколеса ГТД, заповнюють в'язкопружним демпфуючим середовищем - 4. Після заповнення простору між пластинами в'язкопружним демпфуючим середовищем - 4 модель закріплюють на вимірювальному стенді і фрезерують пластину 1. Під час обробки записують сигнал коливання пластини - 1, по якому оцінюють величину віброзміщення Sпiк в момент зрізання припуску зубом фрези та логарифмічний дикримент загасання вільних коливань пластини - під час холостого ходу між різами двох сусідніх зубів фрези, а вибір в'язкопружного демпфуючого середовища виконують з умови 1 UA 88682 U 5 10 15 20 25 мінімального віброзміщення Sпiк та максимального логарифмічного дикрименту загасання вільних коливань пластини. Таким чином можна підібрати краще в'язкопружне демпфуюче середовище і досягти мінімальних показників шорсткості поверхні реальної деталі - моноколеса ГТД. В прикладі використання наведено зразок вибору демпфуючого середовища з двох різних матеріалів - монтажної піни та міжлопаткової суміші, яка використовується для чистового фрезерування лопаток моноколіс ГТД. Для порівняння наведені також дані для фрезерування без застосування демпфуючого середовища. Для фрезерування використовували пластину з конструкційної сталі Ст. 3 товщиною h=8 мм, шириною 60 мм та висотою вильоту 80 мм. Простір між пластинами 3 (товщиною h=8 мм, шириною 60 мм та висотою вильоту 70 мм), які імітують сусідні лопатки, заповнювали почергово монтажною піною та міжлопатковою сумішшю. Фрезерування виконували однозубою циліндричною кінцевою фрезою Canela 1220.07 з твердосплавними змінними пластинами при наступних режимах різання: швидкість обертання шпинделя верстата FWD-32J - nфр=1800 об./хв., припуск - t=0,5 мм, подача - Sz=0,05 мм/зуб (зустрічне фрезерування), висота фрезерованої поверхні - b=4 мм, фрезерування здійснювалось по всій довжині пластини. В процесі фрезерування виконували запис коливань пластини 1 індуктивним датчиком 2. Після фрезерування розшифровували записаний сигнал для кожного в'язкопружного демпфуючого середовища 4. На фіг. 2 наведено сигнал коливань пластини, яка знаходиться у міжлопатковій суміші, для одного періоду обертання фрези. По записаному сигналу оцінювали величину віброзміщення - Sпiк в момент зрізання припуску зубом фрези та логарифмічний дикримент загасання вільних коливань пластини під час холостого ходу між різами двох сусідніх зубів фрези. Результати розшифровки сигналу наведено у таблиці. Також у таблиці наведені результати виміру шорсткості обробленої поверхні. Для застосування в технологічному процесі фрезерування вибрали міжлопаткову суміш, так як згідно з розробленим способом вона задовольняє таким умовам: мінімальне віброзміщення Sпiк=99 мкм та максимальний логарифмічний дикримент загасання вільних коливань =0,067 пластини. Правильність вибору підтверджує шорсткість поверхні. При застосуванні міжлопаткової суміші параметр шорсткості Ra - 1,098 мкм і є мінімальний. Таблиця Результати розшифровки сигналу коливань пластини Оцінюваний параметр Логарифмічний Демпфуюче середовище Віброзміщення Sпiк, дикримент загасання мкм вільних коливань Монтажна піна 132 0,046 Міжлопаткова суміш 99 0,067 Повітря 239 0,038 Параметр шорсткості поверхні Ra, мкм 3,104 1,098 5,003 30 35 40 Виходячи з вищевикладеного можна зробити висновок, що технічне рішення, яке заявляється, задовольняє критерію "Промислове застосування". Джерела інформації: 1. Пат. US 7 360 994 МПК (2006) В64С 27/51. Method of controlling vibration damping in a helicopcer, and apparatus implementing the method [Електронний ресурс]/ Zoppitelli Elio, Eurocopter-US 11/069,987; заявл. 03.03.2005; опубл. 22.04.2008. Режим доступу:http://patft1.uspto.gov/netacgi/nphParser?Sect1=PTO2&Sect2=HITOFF&p=1&u=%2Fnetahtml%2FPTO%2Fsear chbool.html&r=1&f=G&l=50&co1=AND&d=PTXT&s1=%22Method+controlling+vibration+damping+helico pter, +apparatus+implementing+method%22.TI.&OS=TTL/ 2. Авторське свідоцтво № 1178183 CPCP, МПК F16F15/00, Способ испытания гидродинамических демпферов [Електронний ресурс]/ Кейтлин М.И., Кузнецов А.П., Рудаков А.С, Руденко А.Н., Старостин А.И. - 3563997/28; заявл. 05.03.1983; опубл. 10.08.2004. Режим доступа: http://www 1.fips.ru/fips_servl/fips_servlet 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб вибору в'язкопружних демпфуючих середовищ, при якому простір між тонкостінними пластинами заповнюють в'язкопружним демпфуючим середовищем, який відрізняється тим, 2 UA 88682 U 5 що об'єктом дослідження є модель, при цьому тонкостінні пластини імітують лопатки ГТД, в'язкопружне демпфуюче середовище є твердим, дослідження виконують для декількох різних в'язкопружних демпфуючих середовищ, модель з заповненим простором між тонкостінними пластинами встановлюється на вимірювальному стенді, після чого здійснюють обробку фрезеруванням досліджуваної тонкостінної пластини моделі та записують віброграму її коливань, по записаному сигналу оцінюють величину віброзміщення Sпiк в момент зрізання припуску зубом фрези та логарифмічний дикримент загасання вільних коливань пластини під час холостого ходу між різами двох сусідніх зубів фрези, а вибір в'язкопружного демпфуючого середовища виконують з умови мінімального віброзміщення Sпiк та максимального 10 логарифмічного дикрименту загасання вільних коливань пластини . 3 UA 88682 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюLohominov Viktor Oleksiiovych, Mozhovyi Volodymyr Fedorovych, Kondratiuk Eduard Vasyliovych
Автори російськоюЛогоминов Виктор Алексеевич, Мозговой Владимир Федорович, Кондратюк Эдуард Васильевич
МПК / Мітки
МПК: F16F 15/00
Мітки: демпфуючих, гтд, вибору, лопаток, фрезеруванні, середовищ, в'язкопружних, моноколіс, спосіб
Код посилання
<a href="https://ua.patents.su/6-88682-sposib-viboru-vyazkopruzhnikh-dempfuyuchikh-seredovishh-pri-frezeruvanni-lopatok-monokolis-gtd.html" target="_blank" rel="follow" title="База патентів України">Спосіб вибору в’язкопружних демпфуючих середовищ при фрезеруванні лопаток моноколіс гтд</a>
Пристрій формування та реєстрації солітонів для діагностики середовищ періодичної структури та спосіб діагностики структурованих середовищ
Номер патенту: 37309
Опубліковано: 15.05.2001
Автори: Бєлінський Іван Васильович, Гржибовський Віталій Владиславович, Лемешко Володимир Антонович, Даниленко В'ячеслав Андрійович
МПК: G01V 3/00, G01L 11/00, H03K 5/13, G01N 33/24
Мітки: структури, солітонів, середовищ, структурованих, періодичної, діагностики, формування, спосіб, реєстрації, пристрій
Формула / Реферат:
1. Пристрій формування та реєстрації солітонів для діагностики середовищ періодичної структури, який містить послідовно і співвісно встановлені генератор солітонів, що складається з випромінювача поодиноких імпульсів, з'єднаного з ним штока, з можливістю дії останнього через розгінний елемент на ланцюг, що є сукупністю одновісно упорядкованих в прямолінійному хвилеводі елементів з геометричними параметрами періодичної структури...
Спосіб розділення багатофазних середовищ
Номер патенту: 7006
Опубліковано: 15.06.2005
Автор: Уряднікова Інга Вікторівна
МПК: B01D 11/04
Мітки: багатофазних, середовищ, розділення, спосіб
Формула / Реферат:
Спосіб розділення багатофазних середовищ, який включає змішування двох закручених потоків, який відрізняється тим, що з метою підвищення ефективності роботи шляхом виключення утворення застійних зон, кожний з потоків додатково закручується по всій довжині в перерізах, кратних 1,5 від ширини зони взаємодії струменів, а самі потоки сходяться під кутом у 45°.
Спосіб очищення текучих середовищ
Номер патенту: 7583
Опубліковано: 15.06.2005
Автор: Малахіда Валерій Семенович
Мітки: текучих, очищення, середовищ, спосіб
Формула / Реферат:
Спосіб очищення текучих середовищ, що включає подання текучої рідини або газу, які очищують, до циліндричної ємності, яка має отвори для входу та виходу потоку текучого середовища, у порожнині якої встановлюють пристрій для закручування потоку середовища, виконаний у вигляді Г-подібної пластини, частина якої жорстко прикріплена до внутрішньої поверхні ємності вздовж її твірної циліндричної поверхні, довжину В частини пластини, що розташована...
Фазовий спосіб визначення відстані до межі поділу середовищ
Номер патенту: 38265
Опубліковано: 17.03.2003
Автори: Іващенко Григорій Олексійович, Скрипник Юрій Олексійович, Здоренко Валерій Георгійович
МПК: G01B 17/00, G01B 17/02
Мітки: визначення, фазовий, поділу, відстані, середовищ, спосіб, межі
Формула / Реферат:
Фазовий спосіб визначення відстані до межі поділу середовищ, який полягає в тому, що встановлюють електроакустичні випромінювач і приймач на фіксованій відстані один від іншого, збуджують випромінювач безперервними електричними коливаннями, що приймають за опорні, приймають приймачем відбиті від межі поділу середовищ ультразвукові коливання, вимірюють частоту та різницю фаз електричних коливань на виході приймача і опорних коливань, змінюють...
Міжлопатна площадка для опорного диска лопаток вентилятора турбореактивного двигуна і опорний диск лопаток
Номер патенту: 77742
Опубліковано: 15.01.2007
Автори: Керіо Мішель, Жаклін, Лежар Клод, Робер, Луї
Мітки: міжлопатна, опорного, вентилятора, площадка, диск, диска, лопаток, турбореактивного, двигуна, опорний
Формула / Реферат:
1. Міжлопатна площадка (3) для опорного диска (1) лопаток (2) вентилятора турбореактивного двигуна, яка відрізняється тим, що містить відбивну частину (4), з нижньою стороною (5), обладнаною першою кріпильною лапкою (6), що містить перший отвір (7) для проходження першої кріпильної шпильки (8), і другою кріпильною лапкою (9), що містить другий (10) і третій (11) отвори для проходження другої (12) і третьої (13) кріпильних шпильок, при цьому...