Спосіб контролю стрічкового конвеєра за результатами маркшейдерських вимірювань
Номер патенту: 89996
Опубліковано: 12.05.2014
Автори: Феофанов Микола Михайлович, Феофанов Андрій Миколайович

Формула / Реферат
Спосіб контролю стрічкового конвеєра за результатами маркшейдерських вимірювань, який відрізняється тим, що по виробці між привідним і натяжним барабанами конвеєра прокладають теодолітний хід, проводять лінійні і кутові вимірювання на ньому, здійснюють камеральне оброблення проведених вимірювань, виконують графічні побудування в заданому масштабі, встановлюють величини відхилень конвеєра від прямолінійного положення у горизонтальній і вертикальній площинах.
Текст
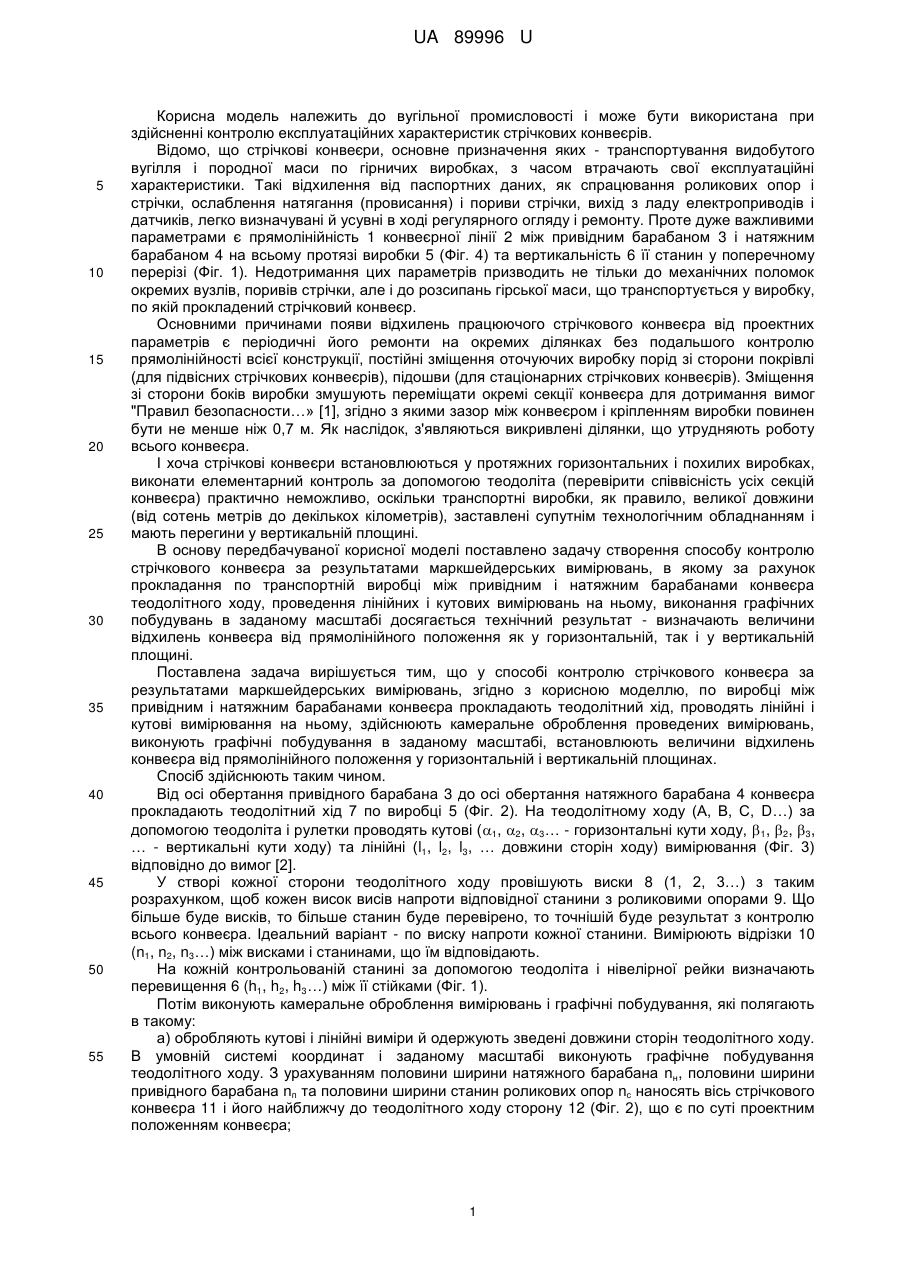
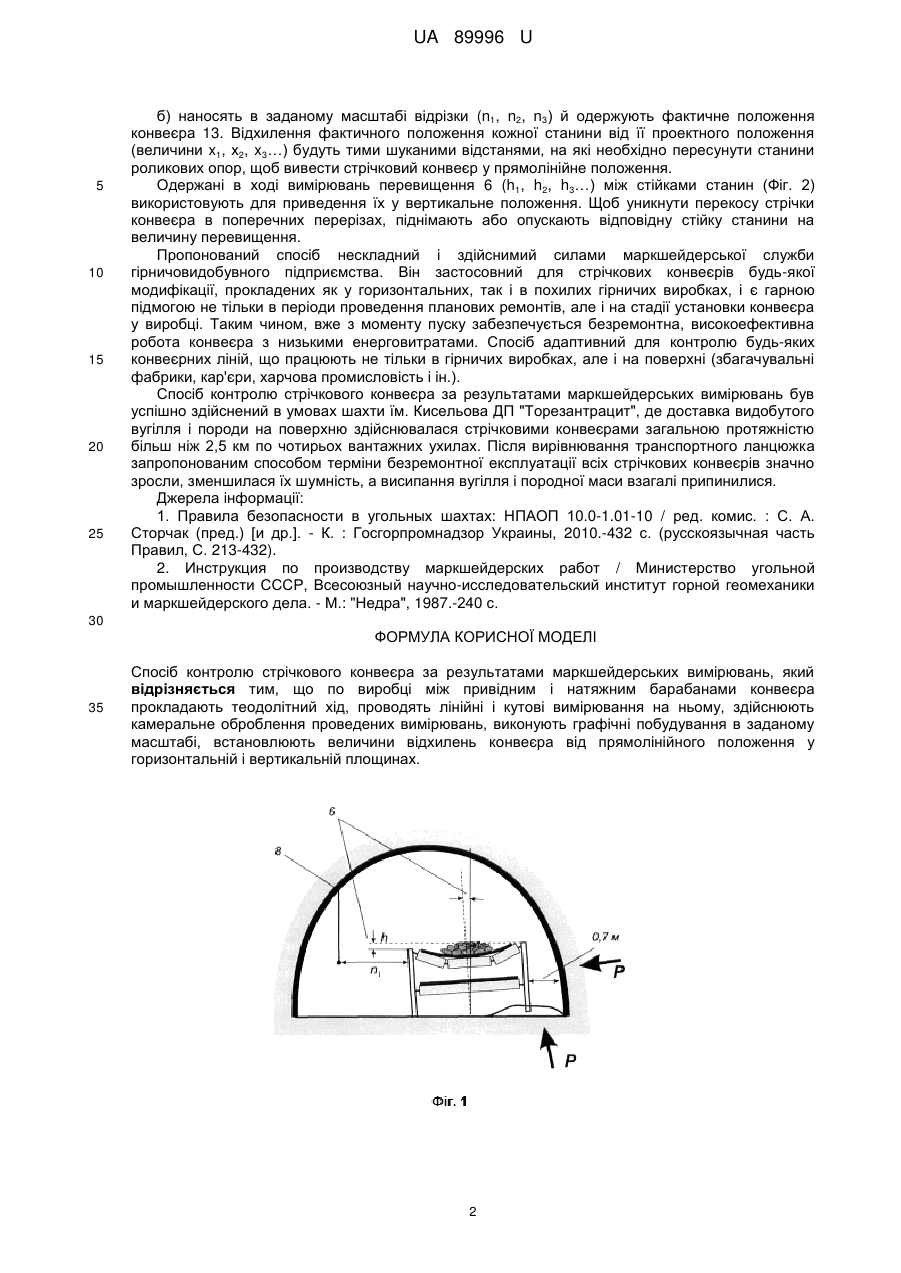
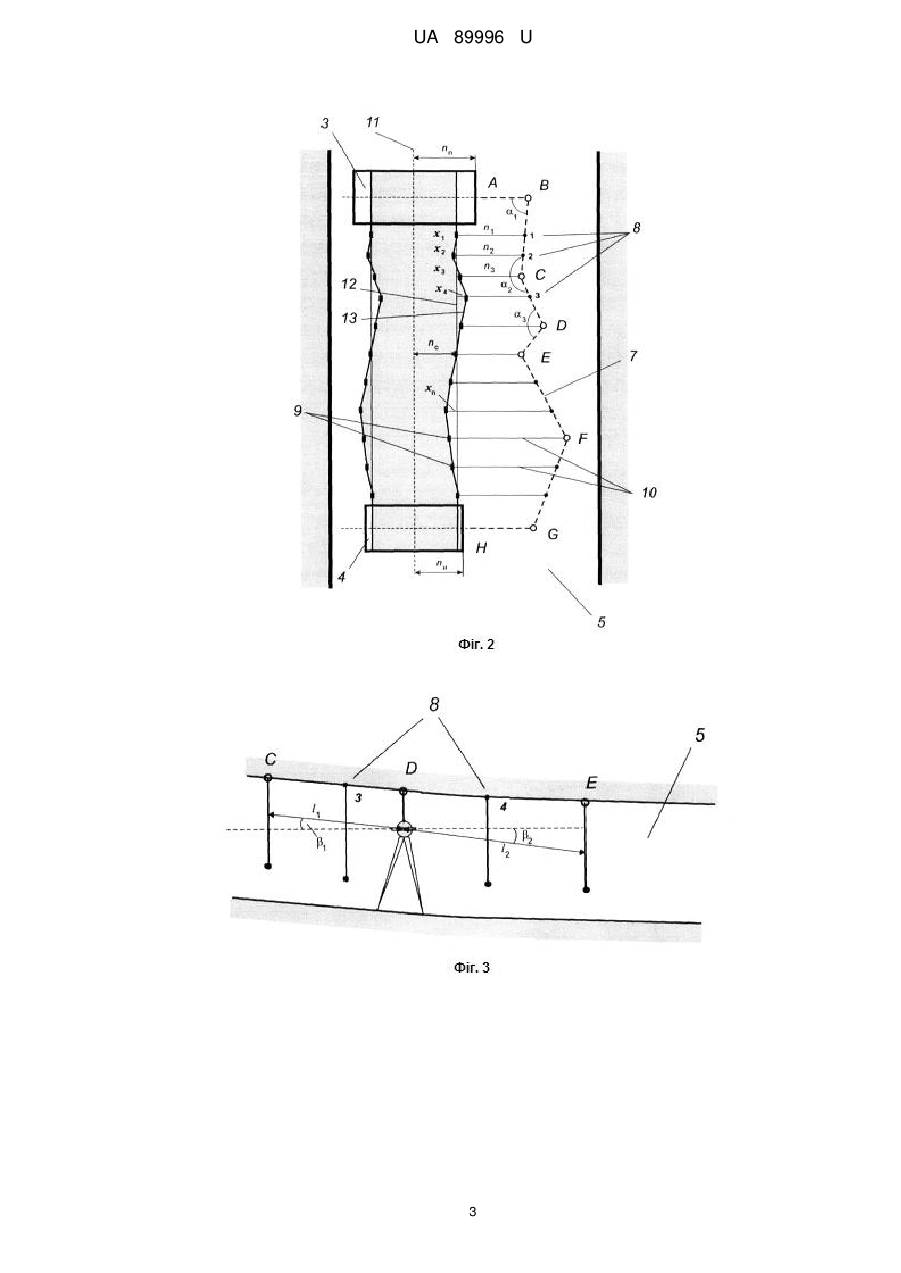
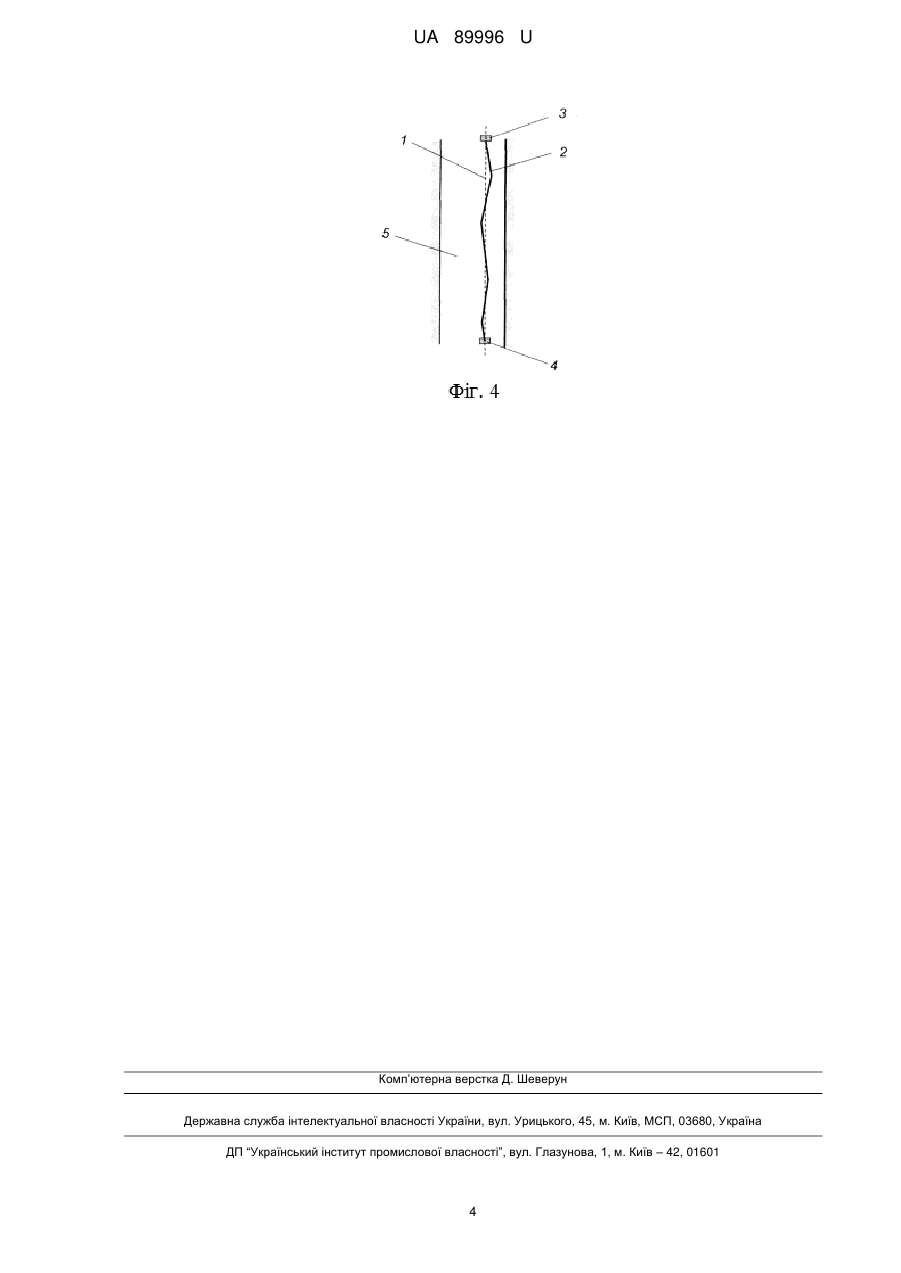
Реферат: Спосіб контролю стрічкового конвеєра за результатами маркшейдерських вимірювань, у якому по виробці між привідним і натяжним барабанами конвеєра прокладають теодолітний хід, проводять лінійні і кутові вимірювання на ньому, здійснюють камеральне оброблення проведених вимірювань, виконують графічні побудування в заданому масштабі, встановлюють величини відхилень конвеєра від прямолінійного положення у горизонтальній і вертикальній площинах. UA 89996 U (12) UA 89996 U UA 89996 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до вугільної промисловості і може бути використана при здійсненні контролю експлуатаційних характеристик стрічкових конвеєрів. Відомо, що стрічкові конвеєри, основне призначення яких - транспортування видобутого вугілля і породної маси по гірничих виробках, з часом втрачають свої експлуатаційні характеристики. Такі відхилення від паспортних даних, як спрацювання роликових опор і стрічки, ослаблення натягання (провисання) і пориви стрічки, вихід з ладу електроприводів і датчиків, легко визначувані й усувні в ході регулярного огляду і ремонту. Проте дуже важливими параметрами є прямолінійність 1 конвеєрної лінії 2 між привідним барабаном 3 і натяжним барабаном 4 на всьому протязі виробки 5 (Фіг. 4) та вертикальність 6 її станин у поперечному перерізі (Фіг. 1). Недотримання цих параметрів призводить не тільки до механічних поломок окремих вузлів, поривів стрічки, але і до розсипань гірської маси, що транспортується у виробку, по якій прокладений стрічковий конвеєр. Основними причинами появи відхилень працюючого стрічкового конвеєра від проектних параметрів є періодичні його ремонти на окремих ділянках без подальшого контролю прямолінійності всієї конструкції, постійні зміщення оточуючих виробку порід зі сторони покрівлі (для підвісних стрічкових конвеєрів), підошви (для стаціонарних стрічкових конвеєрів). Зміщення зі сторони боків виробки змушують переміщати окремі секції конвеєра для дотримання вимог "Правил безопасности…» [1], згідно з якими зазор між конвеєром і кріпленням виробки повинен бути не менше ніж 0,7 м. Як наслідок, з'являються викривлені ділянки, що утрудняють роботу всього конвеєра. І хоча стрічкові конвеєри встановлюються у протяжних горизонтальних і похилих виробках, виконати елементарний контроль за допомогою теодоліта (перевірити співвісність усіх секцій конвеєра) практично неможливо, оскільки транспортні виробки, як правило, великої довжини (від сотень метрів до декількох кілометрів), заставлені супутнім технологічним обладнанням і мають перегини у вертикальній площині. В основу передбачуваної корисної моделі поставлено задачу створення способу контролю стрічкового конвеєра за результатами маркшейдерських вимірювань, в якому за рахунок прокладання по транспортній виробці між привідним і натяжним барабанами конвеєра теодолітного ходу, проведення лінійних і кутових вимірювань на ньому, виконання графічних побудувань в заданому масштабі досягається технічний результат - визначають величини відхилень конвеєра від прямолінійного положення як у горизонтальній, так і у вертикальній площині. Поставлена задача вирішується тим, що у способі контролю стрічкового конвеєра за результатами маркшейдерських вимірювань, згідно з корисною моделлю, по виробці між привідним і натяжним барабанами конвеєра прокладають теодолітний хід, проводять лінійні і кутові вимірювання на ньому, здійснюють камеральне оброблення проведених вимірювань, виконують графічні побудування в заданому масштабі, встановлюють величини відхилень конвеєра від прямолінійного положення у горизонтальній і вертикальній площинах. Спосіб здійснюють таким чином. Від осі обертання привідного барабана 3 до осі обертання натяжного барабана 4 конвеєра прокладають теодолітний хід 7 по виробці 5 (Фіг. 2). На теодолітному ходу (А, В, С, D…) за допомогою теодоліта і рулетки проводять кутові (1, 2, 3… - горизонтальні кути ходу, 1, 2, 3, … - вертикальні кути ходу) та лінійні (l1, l2, l3, … довжини сторін ходу) вимірювання (Фіг. 3) відповідно до вимог [2]. У створі кожної сторони теодолітного ходу провішують виски 8 (1, 2, 3…) з таким розрахунком, щоб кожен висок висів напроти відповідної станини з роликовими опорами 9. Що більше буде висків, то більше станин буде перевірено, то точнішій буде результат з контролю всього конвеєра. Ідеальний варіант - по виску напроти кожної станини. Вимірюють відрізки 10 (n1, n2, n3…) між висками і станинами, що їм відповідають. На кожній контрольованій станині за допомогою теодоліта і нівелірної рейки визначають перевищення 6 (h1, h2, h3…) між її стійками (Фіг. 1). Потім виконують камеральне оброблення вимірювань і графічні побудування, які полягають в такому: а) обробляють кутові і лінійні виміри й одержують зведені довжини сторін теодолітного ходу. В умовній системі координат і заданому масштабі виконують графічне побудування теодолітного ходу. З урахуванням половини ширини натяжного барабана nн, половини ширини привідного барабана nп та половини ширини станин роликових опор nс наносять вісь стрічкового конвеєра 11 і його найближчу до теодолітного ходу сторону 12 (Фіг. 2), що є по суті проектним положенням конвеєра; 1 UA 89996 U 5 10 15 20 25 б) наносять в заданому масштабі відрізки (n1, n2, n3) й одержують фактичне положення конвеєра 13. Відхилення фактичного положення кожної станини від її проектного положення (величини x1, х2, x3…) будуть тими шуканими відстанями, на які необхідно пересунути станини роликових опор, щоб вивести стрічковий конвеєр у прямолінійне положення. Одержані в ході вимірювань перевищення 6 (h1, h2, h3…) між стійками станин (Фіг. 2) використовують для приведення їх у вертикальне положення. Щоб уникнути перекосу стрічки конвеєра в поперечних перерізах, піднімають або опускають відповідну стійку станини на величину перевищення. Пропонований спосіб нескладний і здійснимий силами маркшейдерської служби гірничовидобувного підприємства. Він застосовний для стрічкових конвеєрів будь-якої модифікації, прокладених як у горизонтальних, так і в похилих гірничих виробках, і є гарною підмогою не тільки в періоди проведення планових ремонтів, але і на стадії установки конвеєра у виробці. Таким чином, вже з моменту пуску забезпечується безремонтна, високоефективна робота конвеєра з низькими енерговитратами. Спосіб адаптивний для контролю будь-яких конвеєрних ліній, що працюють не тільки в гірничих виробках, але і на поверхні (збагачувальні фабрики, кар'єри, харчова промисловість і ін.). Спосіб контролю стрічкового конвеєра за результатами маркшейдерських вимірювань був успішно здійснений в умовах шахти їм. Кисельова ДП "Торезантрацит", де доставка видобутого вугілля і породи на поверхню здійснювалася стрічковими конвеєрами загальною протяжністю більш ніж 2,5 км по чотирьох вантажних ухилах. Після вирівнювання транспортного ланцюжка запропонованим способом терміни безремонтної експлуатації всіх стрічкових конвеєрів значно зросли, зменшилася їх шумність, а висипання вугілля і породної маси взагалі припинилися. Джерела інформації: 1. Правила безопасности в угольных шахтах: НПАОП 10.0-1.01-10 / ред. комис. : С. А. Сторчак (пред.) [и др.]. - К. : Госгорпромнадзор Украины, 2010.-432 с. (русскоязычная часть Правил, С. 213-432). 2. Инструкция по производству маркшейдерских работ / Министерство угольной промышленности СССР, Всесоюзный научно-исследовательский институт горной геомеханики и маркшейдерского дела. - М.: "Недра", 1987.-240 с. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб контролю стрічкового конвеєра за результатами маркшейдерських вимірювань, який відрізняється тим, що по виробці між привідним і натяжним барабанами конвеєра прокладають теодолітний хід, проводять лінійні і кутові вимірювання на ньому, здійснюють камеральне оброблення проведених вимірювань, виконують графічні побудування в заданому масштабі, встановлюють величини відхилень конвеєра від прямолінійного положення у горизонтальній і вертикальній площинах. 2 UA 89996 U 3 UA 89996 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюFeofanov Andrii Mykolaiovych
Автори російськоюФеофанов Андрей Николаевич
МПК / Мітки
МПК: E21F 13/00
Мітки: маркшейдерських, конвеєра, результатами, вимірювань, стрічкового, спосіб, контролю
Код посилання
<a href="https://ua.patents.su/6-89996-sposib-kontrolyu-strichkovogo-konveehra-za-rezultatami-markshejjderskikh-vimiryuvan.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю стрічкового конвеєра за результатами маркшейдерських вимірювань</a>
Пристрій контролю швидкості тягового органа стрічкового конвеєра

Номер патенту: 61399
Опубліковано: 25.07.2011
Автори: Полубєдов Микола Анатолійович, Стаднік Микола Іванович, Мезніков Артур Володимирович, Пономарьов Дмитро Вячеславович, Кудлай Роман Анатолійович
МПК: B65G 43/04
Мітки: пристрій, контролю, швидкості, органа, стрічкового, тягового, конвеєра
Формула / Реферат:
Пристрій контролю швидкості тягового органа стрічкового конвеєра, який містить датчик швидкості стрічки, датчик швидкості барабана, послідовно з'єднані перетворювач сигналу й модуль програмного керування з двома входами, при цьому до виходів модуля програмного керування підключений блок індикації та блок вихідних реле, вхід перетворювача сигналу з'єднаний з виходом датчика швидкості стрічки, а його вихід з'єднаний з входом модуля програмного...
Привідний барабан стрічкового конвеєра
Номер патенту: 21219
Опубліковано: 15.03.2007
Автори: Ляхов Євген Вікторович, Щеглов Олег Михайлович, Гринько Павло Анатолійович, Суглобов Володимир Васильйович, Кипреєв Олександр Іванович
МПК: B65G 15/00
Мітки: барабан, конвеєра, стрічкового, привідний
Формула / Реферат:
1. Привідний барабан стрічкового конвеєра, що містить нахилені ділянки, який відрізняється тим, що нахилені ділянки з'єднані між собою вгнутою частиною з меншими діаметрами в її середині з кутом нахилення ділянок до осі барабана конвеєра 6°-10°.2. Привідний барабан стрічкового конвеєра за п. 1, який відрізняється тим, що його робоча поверхня має біконічну форму.
Барабан стрічкового конвеєра

Номер патенту: 45062
Опубліковано: 26.10.2009
Автори: Суглобов Володимир Васильйович, Гринько Павло Анатолійович, Щеглов Олег Михайлович
МПК: B65G 15/00
Мітки: стрічкового, конвеєра, барабан
Формула / Реферат:
Барабан стрічкового конвеєра, робоча поверхня якого утворена спряженими між собою горизонтальною та торцевими нахиленими ділянками, який відрізняється тим, що торцеві нахилені ділянки мають форму кривої другого порядку.
Барабан стрічкового конвеєра
Номер патенту: 62968
Опубліковано: 26.09.2011
Автори: Гринько Павло Анатолійович, Семенюк Володимир Федорович, Щеглов Олег Михайлович
МПК: B65G 15/28
Мітки: стрічкового, конвеєра, барабан
Формула / Реферат:
Барабан стрічкового конвеєра з вгнутою робочою поверхнею, який відрізняється тим, що робоча поверхня створена спряженими між собою дугами, причому радіус дуги середньої частини поверхні перевищує радіус дуг, утворюючих торцеві частини поверхні барабана.
Ролик стрічкового конвеєра
Номер патенту: 84009
Опубліковано: 10.09.2008
Автор: Фодлаш Владимир Данилович
МПК: B65G 39/00
Мітки: конвеєра, ролик, стрічкового
Формула / Реферат:
1. Ролик стрічкового конвеєра, який складається з неметалевого порожнистого циліндра, підшипників, ущільнювальних елементів, який відрізняється тим, що порожнистий неметалевий циліндр виконаний у вигляді стакана з внутрішніми ребрами жорсткості і має неметалеву кришку з виступами, які входять між ребер жорсткості.2. Ролик стрічкового конвеєра за п. 1, який відрізняється тим, що циліндр і кришка виготовлені з негорючого полімерного...
Попередній патент: Спосіб відпрацювання бар’єрного цілика під затоплену технічну свердловину
Наступний патент: Система заправлення бака ракети-носія рідким киснем
Випадковий патент: Обладнання для термоімпульсної обробки виробів