Спосіб виготовлення елементів полюса перемикача з вакуумованою перемикальною камерою та зовнішньою ізоляційною оболонкою та елемент полюса перемикача
Формула / Реферат
1. Спосіб виготовлення елементів полюса перемикача з вакуумованою перемикальною камерою та зовнішньою ізоляційною оболонкою, призначених для перемикачів середньої та високої напруги, який відрізняється тим, що зовнішню ізоляційну оболонку виготовляють методом лиття під тиском синтетичних матеріалів шляхом облицювання вакуумованої камери, при цьому лиття пластмаси під тиском здійснюють при тиску принаймні 80 бар і при температурі близько 160 ºC, причому для узгодження коефіцієнтів розширення ізоляційної оболонки та матеріалу вакуумованої перемикальної камери синтетичний матеріал перед його литтям під тиском змішують з наповнювачами, такими як крупинки, кульки, порожнисті кульки або волокна з керамічних матеріалів або скла.
2. Спосіб за п. 1, який відрізняється тим, що ізоляційну оболонку виготовляють із термопласту.
3. Спосіб за п. 1, який відрізняється тим, що ізоляційну оболонку виготовляють із термореактивної пластмаси.
4. Спосіб за п. 1, який відрізняється тим, що ізоляційну оболонку виготовляють із еластичного синтетичного матеріалу.
5. Спосіб за пп. 2 або 3, який відрізняється тим, що перед нанесенням синтетичного матеріалу на конструктивну деталь або вузол її (його) покривають оболонкою компенсаційного шару.
6. Спосіб за пп. 2, 3 або 4, який відрізняється тим, що в ділянці одного або кількох граничних шарів для забезпечення добрих зчепних властивостей застосовують речовину, яка підвищує міцність зчеплення.
7. Спосіб за пп. 1, 2 або 3, який відрізняється тим, що граничні поверхні легують способом занурення, напилення, покриття лаком або плазмовим способом для забезпечення зчеплення.
8. Спосіб за одним із попередніх пунктів, який відрізняється тим, що ізоляційну оболонку конструктивної деталі перемикача виготовляють принаймні із двох шарів синтетичного матеріалу, нанесених послідовно один за одним.
9. Спосіб за одним із попередніх пунктів, який відрізняється тим, що на конструктивну деталь або відповідно вакуумовану камеру спочатку наносять шар еластичного матеріалу, потім цей шар облицьовують ізоляцією методом екструзії, після чого наносять інші шари синтетичного матеріалу.
10. Елемент полюса перемикача, виготовлений способом за п. 1, з вакуумованою перемикальною камерою та ізоляційною оболонкою для перемикачів середньої та високої напруги, причому зовнішня ізоляційна оболонка складається з одного шару, нанесеного на вакуумовану камеру методом лиття синтетичних матеріалів під тиском.
11. Елемент полюса перемикача за п. 10, який відрізняється тим, що принаймні один шар зовнішньої ізоляційної оболонки утворений термопластом.
12. Елемент полюса перемикача за п. 10, який відрізняється тим, що принаймні один шар зовнішньої ізоляційної оболонки утворений термореактом.
13. Елемент полюса перемикача за п. 10, який відрізняється тим, що принаймні один шар зовнішньої ізоляційної оболонки утворений еластичним матеріалом.
14. Елемент полюса перемикача за одним із пп. 10-13, який відрізняється тим, що ізоляційна оболонка конструктивної деталі перемикача складається принаймні з двох розташованих один на одному шарів синтетичного матеріалу.
Текст
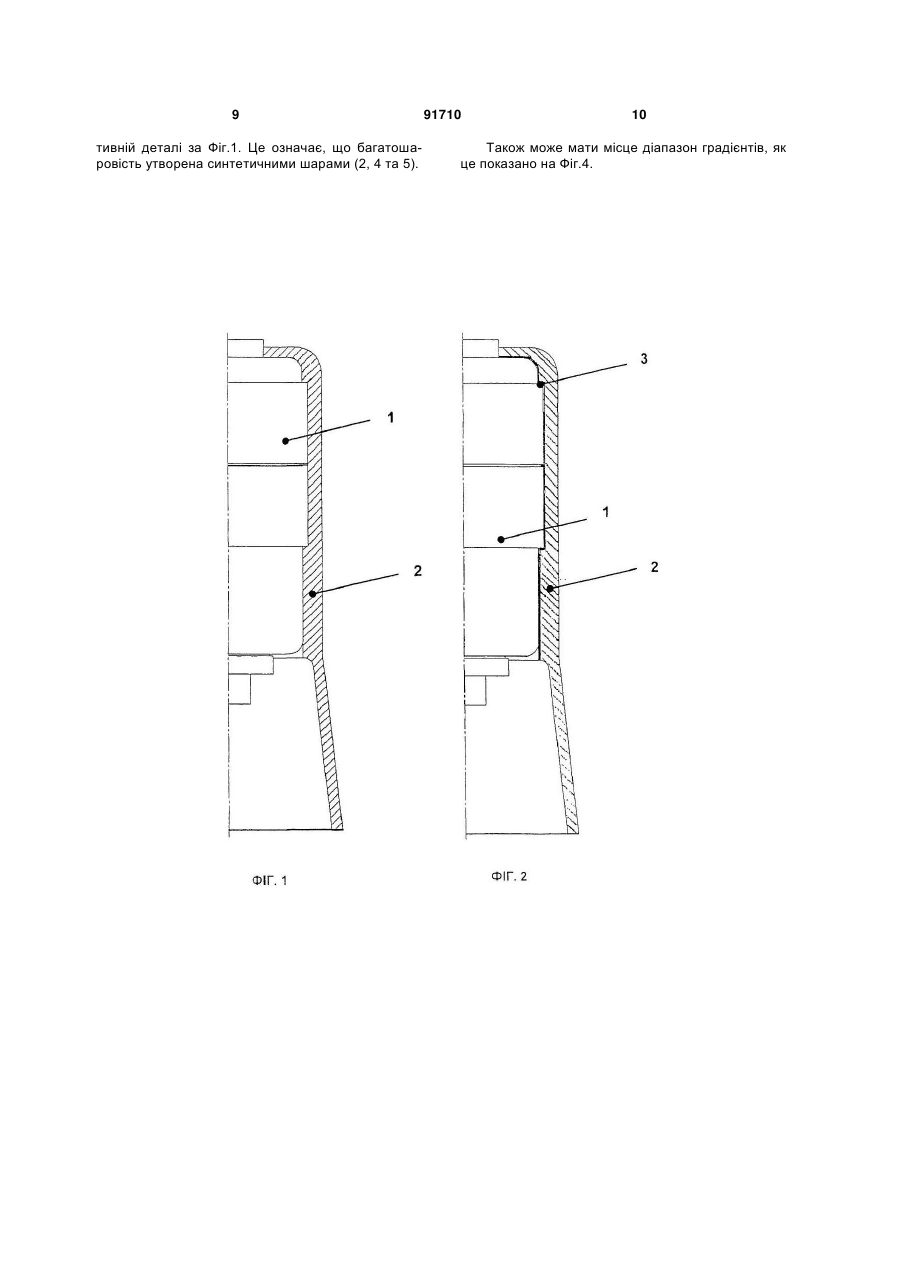
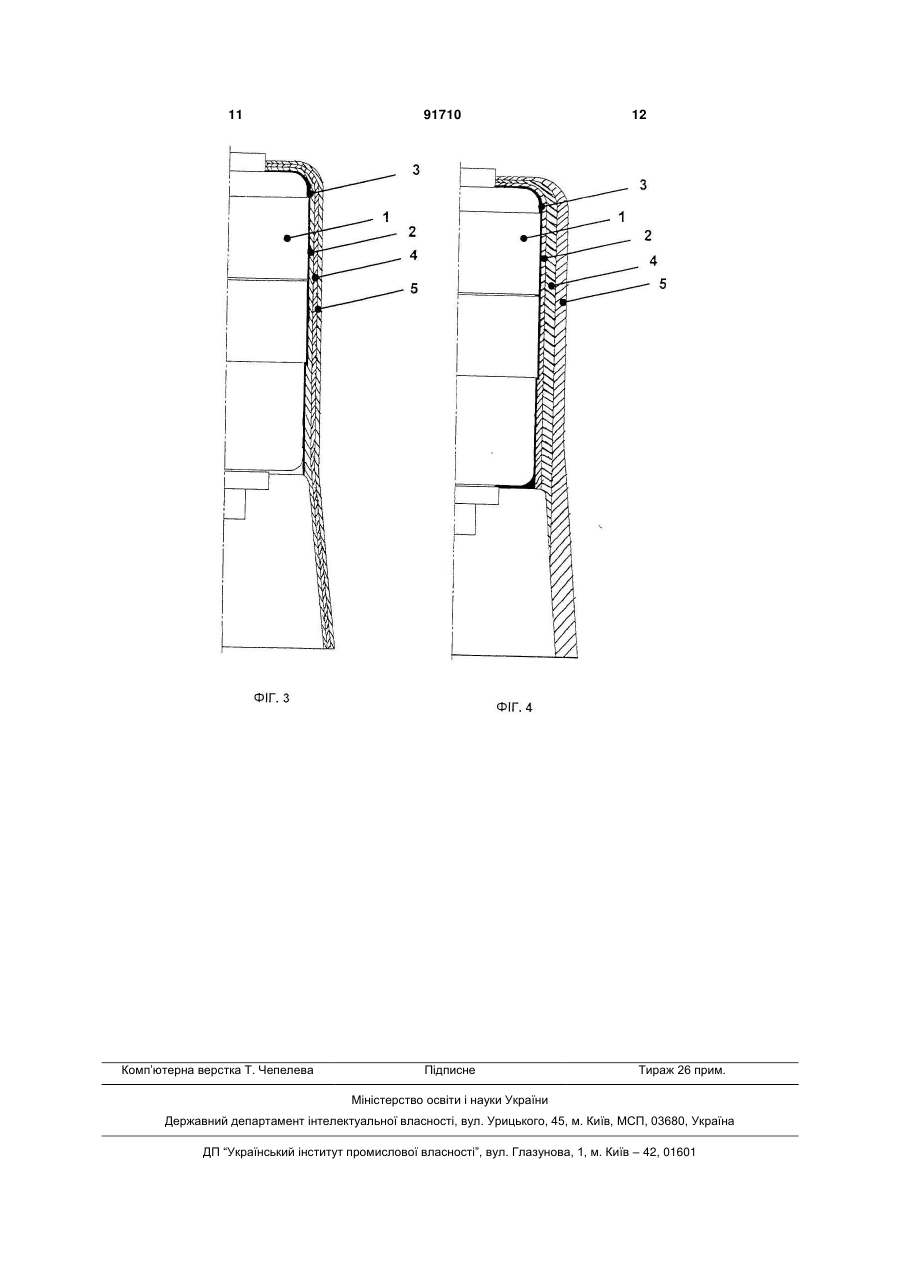
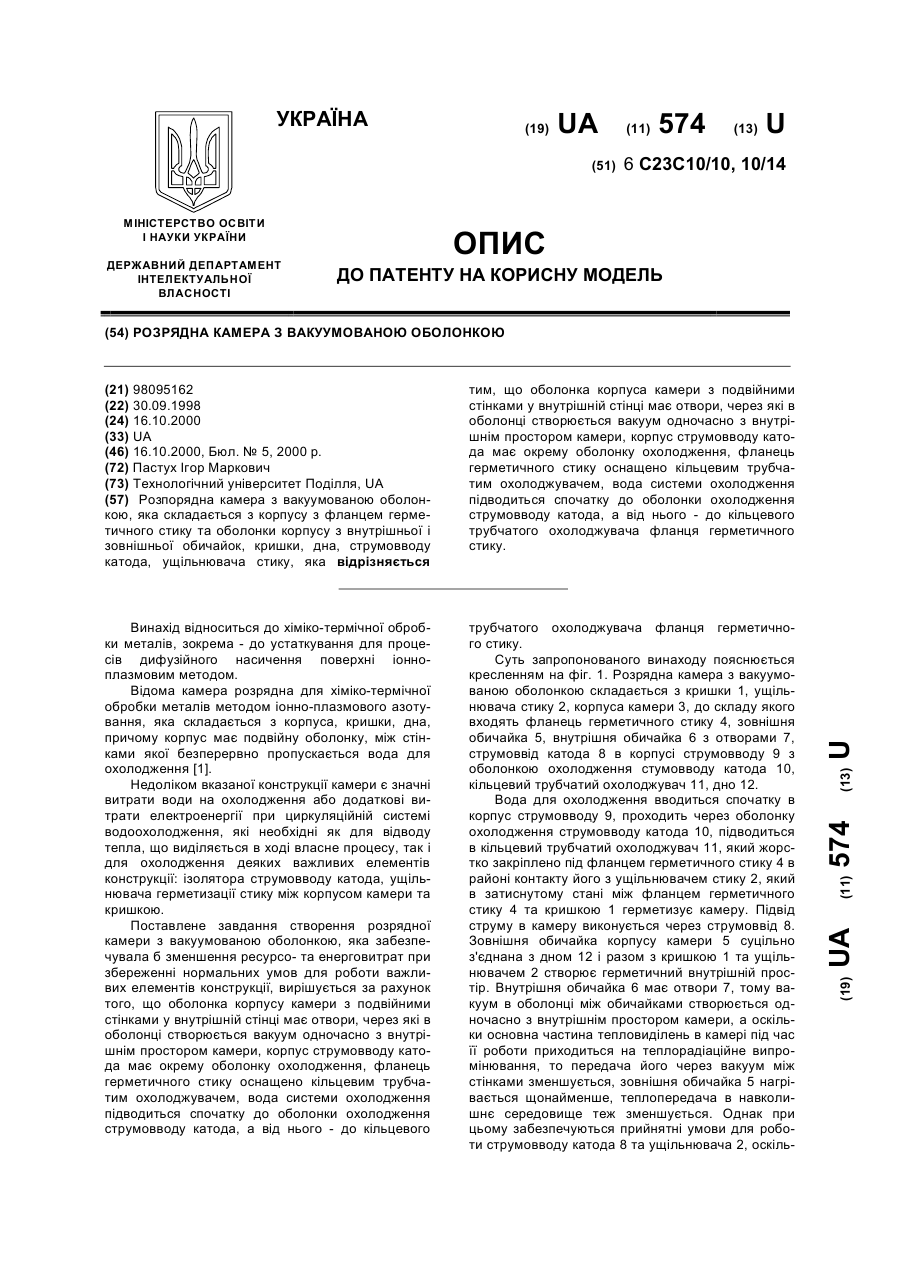
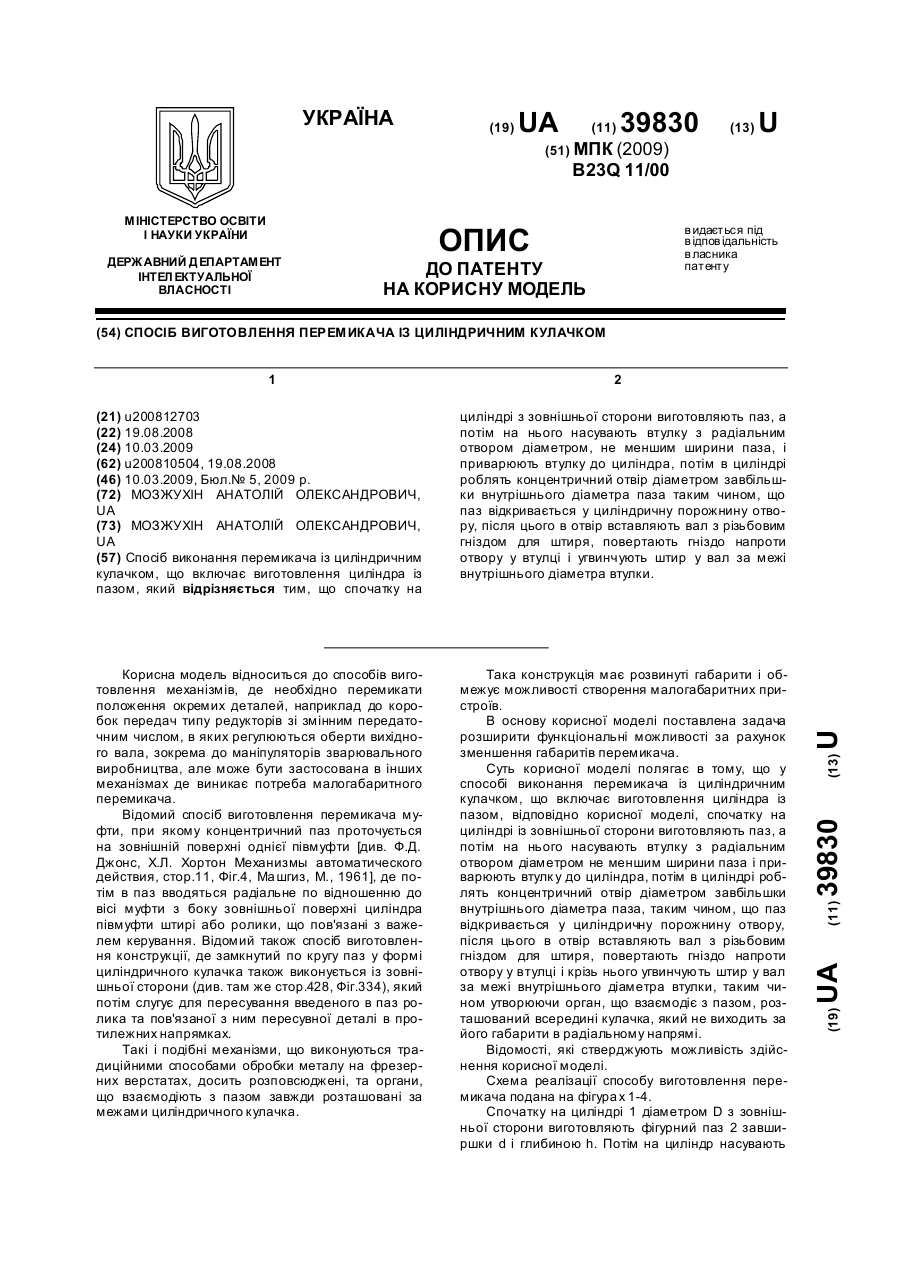
1. Спосіб виготовлення елементів полюса перемикача з вакуумованою перемикальною камерою та зовнішньою ізоляційною оболонкою, призначених для перемикачів середньої та високої напруги, який відрізняється тим, що зовнішню ізоляційну оболонку виготовляють методом лиття під тиском синтетичних матеріалів шляхом облицювання вакуумованої камери, при цьому лиття пластмаси під тиском здійснюють при тиску принаймні 80 бар і при температурі близько 160 ºC, причому для узгодження коефіцієнтів розширення ізоляційної оболонки та матеріалу вакуумованої перемикальної камери синтетичний матеріал перед його литтям під тиском змішують з наповнювачами, такими як крупинки, кульки, порожнисті кульки або волокна з керамічних матеріалів або скла. 2. Спосіб за п. 1, який відрізняється тим, що ізоляційну оболонку виготовляють із термопласту. 3. Спосіб за п. 1, який відрізняється тим, що ізоляційну оболонку виготовляють із термореактивної пластмаси. 4. Спосіб за п. 1, який відрізняється тим, що ізоляційну оболонку виготовляють із еластичного синтетичного матеріалу. 5. Спосіб за пп. 2 або 3, який відрізняється тим, що перед нанесенням синтетичного матеріалу на конструктивну деталь або вузол її (його) покривають оболонкою компенсаційного шару. 2 (19) 1 3 Винахід стосується способу виготовлення елементів полюсів перемикача для перемикачів та розподільчих пристроїв низької, середньої та високої напруги, та самого елемента полюса перемикача згідно з обмежувальною частиною пунктів 1 та 11 формули винаходу. До елементів полюсів перемикачів або виготовлених із синтетичних матеріалів блоків конструктивних елементів вищеозначеного типу належать вакуумовані перемикальні камери, закладені в ізолюючий матеріал або скоріше залиті ним. Самі вакуумовані перемикальні камери (VK) виготовлені переважно з керамічного матеріалу (ізолятора) і зазвичай мають циліндричну форму, а їх кінці частіше за все закриті металевими кришками. З маневреної сторони або з маневрених сторін на кришці розміщено сильфон, який дозволяє рух одного або навіть обох контактних елементів назустріч подачі струму всередині вакуумованої перемикальної камери. Подачу струму здійснюють через приводну штангу таким чином, що контактні елементи всередині вакууму в VK можуть бути відкритими або закритими. Як було згадано, всередині вакуумованої перемикальної камери існує вакуумна атмосфера, яка дозволяє якомога швидше гасити електричну дугу, що виникає при вмиканні та вимиканні. Ці вакуумовані перемикальні камери зазвичай заливають дюропластичною сумішшю епоксидних смол, яка сприяє підвищенню діелектричної зовнішньої міцності вакуумованої перемикальної камери та бере на себе механічні функції. Крім того, вакуумована перемикальна камера може мати покриття з еластичного гумового матеріалу з тою самою метою підвищення діелектричної зовнішньої міцності. Однак керамічний ізолятор вакуумованої перемикальної камери та застосовувана для заливки епоксидна смола мають значну різницю в коефіцієнтах теплового розширення, в результаті чого у тому випадку, коли вакуумовані перемикальні камери вводять безпосередньо в епоксидну смолу, така епоксидна оболонка в умовах відповідних навантажень, що виникають при різниці температур, схильна до утворення тріщин. Крім того, процес виготовлення орієнований на матеріал ливарної смоли, що застосовується для заливки. Терміни виготовлення (тривалість циклу) кожної окремої деталі, що виготовляється, наприклад, способом вакуумної заливки або способом желювання під тиском тривають у відповідності до затвердіння деталі та її виймання. Для запобігання можливому виникненню тріщин з рівня техніки відоме рішення, яке передбачає розміщення між поверхнею вакуумованих перемикальних камер та оболонкою із епоксидної смоли так званого поглинаючого шару або компенсаційного шару з метою вирівнювання цієї різниці в коефіцієнтах теплового розширення. Для цього здебільшого застосовують еластомери, такі як гума або ебонітові матеріали, які мають форму манжети, або були попередньо виготовлені залив 91710 4 кою і розміщені поверх вакуумованих перемикальних камер до того, як вони будуть поміщені у відповідну ливарну форму і облиті епоксидною смолою (частіше за все з наповнювачем). При цьому одночасно згадане компенсаційне покриття також вливають в утворюваний комбінований матеріал. Цей сам по собі вигідний спосіб виготовлення запобігає виникненню тріщин на оболонці із епоксидної смоли, які можуть виникнути після заливки або відповідно внаслідок зміни температур. Однак виготовлення оболонки із епоксидної смоли залишається надзвичайно дорогим. Тому перед винаходом стоїть задача покращити спосіб виготовлення елементів полюсів перемикача для вакуумованих перемикальних камер настільки, щоб сам процес виготовлення був простішим, а виготовлений таким способом елемент полюсів перемикача відповідав всім технічним вимогам і був представлений в розпорядження фахівців. Поставлену задачу стосовно способу такого різновиду вирішують згідно з винаходом за допомогою відрізняльних ознак пункту 1 формули винаходу. Інші доцільні форми виконання винаходу відображені у залежних пунктах 2-10 формули винаходу. Стосовно елемента полюсів перемикача поставлену задачу вирішують згідно з винаходом за допомогою відрізняльних ознак пункту 11 формули винаходу. Інші доцільні форми виконання винаходу відображені в інших залежних пунктах формули винаходу. Суть винаходу стосовно способу полягає в тому, що зовнішню ізоляційну оболонку виготовляють способом лиття синтетичних матеріалів під тиском, а саме облицюванням вакуумованої перемикальної камери шляхом екструзії. При цьому специфіка полягає в застосуванні технології лиття під тиском. Вона суттєво відрізняється від технології заливки епоксидною смолою. При заливці епоксидною смолою зазвичай застосовують тиск, який належить до порядку величин вище 80 бар. Температура процесу становить близько 160°С. Досі за таких умов, особливо при такому тиску, уникали екструзійного облицювання вакуумованої перемикальної камери з тих причин, що, по-перше, виготовлені переважно із керамічного матеріалу вакуумовані перемикальні камери не могли б витримати такого тиску і, по-друге, принаймні в вакуумованих перемикальних камерах потім не могла б більше існувати достатня вакуумна атмосфера. Однак серйозні міркування та, особливо, практичні досліди засвідчили, що всупереч технічним прогнозам це є можливим. В результаті відкриваються різноманітні технологічні можливості. Серед інших і те, що загалом забезпечувані синтетичним матеріалом ізоляційні та діелектричні властивості є оптимальними. Однак особливо вигідними являються показники теплового розширення синтетичних матеріалів, 5 таким чином оброблених та застосованих. Внаслідок цього утворена шляхом лиття під тиском оболонка вакуумованої перемикальної камери якнайкраще відповідає всім вимогам, більш того, тепер регульовані параметри матеріалів є надзвичайно варіабельними і пристосовуваними до технічних умов. Запропоноване впровадження цих технологій відкриває до того ж і деякі можливості розширення спектру застосовуваних матеріалів. Тепер тут можна використовувати безліч відомих термопластичних матеріалів. В даному аспекті це становить значну відмінність від заливки епоксидною смолою, оскільки тут йдеться про спеціальну термореактивну пластмасу. Поняття термопласту охоплює всі сучасні синтетичні матеріали, здатні до лиття під тиском. Внаслідок того, що винахід поширюється також на термопластичні матеріали, ізоляційні оболонки вакуумованих перемикальних камер тепер можуть бути набагато краще технічно пристосовані до всіх можливих умов в індивідуальному порядку. Епоксидна смола цього не забезпечує зовсім або може забезпечити лише в дуже обмежених рамках. Крім того, при названому способі можна застосовувати термореактивну пластмасу. При цьому згідно з винаходом наголос робиться на технології лиття під тиском. Не те саме, що заливка епоксидною смолою традиційним способом. Запропонований спосіб також дозволяє застосовувати для вказаної мети синтетичні матеріали, що мають еластичність гуми. Крім того, при запропонованому способі можна передбачити занурення деталі або вузла в синтетичний матеріал, який оточує їх компенсаційною оболонкою. Інша доцільна форма виконання винаходу свідчить, що для забезпечення добрих адгезійних (зчепних) властивостей в області одного або кількох граничних шарів застосовують речовину, яка підвищує міцність зчеплення. Вона забезпечує тривале взаємне зчеплення поверхонь, що є особливо важливим для ізоляції з точки зору діелектрики. Доброго зчеплення можна також досягти шляхом того, що граничні поверхні легують способом занурення, напилення, покриття лаком або плазмовим способом, внаслідок чого на граничних поверхнях виникає відповідно добре зчеплення. В іншій доцільній формі виконання винаходу передбачено, що ізоляційна оболонка елемента перемикача складається принаймні з двох синтетичних шарів, нанесених один за одним. Таким чином виникає комбінований матеріал, який можна належним чином пристосувати до особливих вимог. Цього можна досягти дуже просто завдяки запропонованій даним винаходом технології лиття пластмаси під тиском. В іншій доцільній формі виконання винаходу передбачено, що спочатку шар з матеріалу, що має еластичність гуми, наносять на конструктивну деталь або вакуумовану камеру, які оприскані синтетичним матеріалом, після чого наносять інші шари синтетичного матеріалу. 91710 6 В подальшій доцільній формі виконання винаходу передбачено, що для приведення у відповідність коефіцієнтів розширення ізоляційної оболонки та матеріалу вакуумованої перемикальної камери синтетичну речовину перед й литтям під тиском збагачують наповнювачами (присадками), такими як крупинки, кульки, порожнисті кульки або волокна з керамічних матеріалів або скла. За допомогою цих присадок можна дуже простим чином формувати властивості матеріалу. З точки зору технології особливо вигідно, коли елементи полюсів перемикача заливають термореактивною пластмасою, здатною для лиття під тиском. Якщо обираються відповідні синтетичні матеріали (також з наповнювачами - крупинками і/або волокнами), то вони також можуть мати коефіцієнт теплового розширення, близький до застосовуваного металу тобто керамічного матеріалу. До синтетичних матеріалів, що здатні бути застосованими при литті підтиском, належать сипучі матеріали, мокрі глезерні маси та ін.. При цьому несподівано виявилося, що згідно з винаходом вакуумована перемикальна камера, яка переважно складається із керамічного матеріалу, може бути покрита оболонкою в умовах лиття під тиском синтетичних матеріалів. Параметри, які мають місце при литті під тиском, означають набагато вищі навантаження на вакуумовану перемикальну камеру. При цьому, на відміну від заливки епоксидною смолою, навантаження тиском становить понад 100бар. Однак цілий ряд дослідів засвідчив несподіваний результат - це може відбуватися, не викликаючи руйнування вакуумованої перемикальної камери. При застосуванні подібних пластмас виявилось, що, на відміну від застосування епоксидної смоли, внаслідок близькості коефіцієнтів теплового розширення можна навіть обирати дуже тонкий компенсаційний шар для забезпечення міцного в діелектричному відношенні стику (наприклад речовину, яка підвищує міцність зчеплення). Однак в найпростішому випадку не обирають ніякого компенсаційного шару. Тепер температурні навантаження не викликають тріщин на литій оболонці. Заливочну масу з вищезгаданих дюропластичних матеріалів, здатних до лиття під тиском, можна напилювати безпосередньо на вакуумовану перемикальну камеру або на дуже тонкий компенсаційний шар, що знаходиться на поверхні оброблюваного вузла. Серед безумовно відомих способів лиття під тиском розуміють рівною мірою також спеціальні способи, такі як пресування, литтєве пресування або лиття під тиском. В якості застосовуваних матеріалів можна використовувати гранулят, палички, тістоподібні або навіть рідкі маси. Для виготовлення деталі окрім «одношарового» можна здійснювати також «багатошарове» облицювання екструзією або обливанням. Синтетичні матеріали мусять до того ж мати коефіцієнт теплового розширення близький до коефіцієнта застосованого металу або керамічного матеріалу, також за умови використання наповнювачів, наприклад часток, кульок, порожнистих кульок і/або волокон. 7 При обливанні вакуумованої перемикальної камери матеріалом, який має еластичність гуми, процес виготовлення пристосовують до відповідного матеріалу. Терміни виготовлення (тривання циклу) кожного елемента, наприклад, способом ручної заливки, способом заливки у вакуумі або при низькому тиску, тривають у відповідності з твердінням деталі та її вийманням. Вигідним є також застосування матеріалів, які мають еластичність гуми, безпосередньо при способі лиття під тиском. Якщо обирають відповідні матеріали (також з наповнювачами - крупинками, кульками, порожнистими кульками і/або волокнами), вони можуть окрім підвищення діелектричної зовнішньої міцності елемента приймати на себе й механічні функції. До матеріалів, придатних до обробки литтям під тиском, відносяться, наприклад, силіконові матеріали та ін. Для забезпечення добрих зчепних властивостей можуть бути застосовані згадані речовини, що підвищують міцність зчеплення. Можливості для цього створені введенням домішок в граничні поверхні шляхом занурення, після чого на граничних поверхнях виникає відповідно добре зчеплення. Це суттєво спрощує процес виготовлення. Результат стає наочним при порівнянні запропонованих даним винаходом технологічних операцій з операціями, відомими із рівня техніки. При здійсненні запропонованого способу підготовану відповідним чином вакуумовану перемикальну камеру кладуть у форму для лиття під тиском, після чого наносять термореактивну пластмасу або синтетичний матеріал, який має еластичність гуми, безпосередньо на відповідний елемент. Термін твердіння виготовлюваної за цим способом конструктивної деталі порівняно з терміном виготовлення конструктивної деталі із епоксидної смоли є коротшим. При способі з застосуванням епоксидної смоли потрібно додавати численні основні компоненти, а саме смолу, засіб для твердіння, наповнювач, прискорювач, речовину для надання гнучкості та барвник, які лише в повному складі утворюють литтєву смолу і в нагрітому стані взаємно реагують (принаймні частина з них). Необхідно, щоб смолу, засіб для твердіння, наповнювач, який може бути як органічним, так і неорганічним, домішували у реактивну суміш при вакуумі та при відповідній температурі, а також при додаванні прискорювача та, при необхідності, присадки. Для повного хімічного «зшивання» конструктивна деталь мусить витримати остаточне затвердіння, яке може тривати багато годин. На відміну від цього технологія лиття під тиском термореактивної пластмаси або синтетичного матеріалу, який має еластичність гуми, робить цю відому із рівня техніки операцію абсолютно непотрібною, тим не менше в результаті отримує елемент полюса, що має всі вищезгадані властивості і до того ж є стійким проти зміни температури, так само, як елемент полюса з оболонкою із епоксидної смоли та з компенсаційним шаром. Загалом всі переваги запропонованого способу полягають у тому, що тепер можна працювати з набагато меншою товщиною стінок, що збільшена ступінь свободи при формоутворенні конструктив 91710 8 них деталей, що при відповідно обраній незначній товщині стінок можна забезпечити зниження ваги конструктивних деталей, внаслідок чого знижується і загальне витрачання матеріалу. Технологія лиття під тиском синтетичних матеріалів обумовлює точність розмірів та високий стандарт заходів по забезпеченню якості при виготовленні конструктивних деталей значно краще, ніж технологія заливки епоксидною смолою. В процесі виготовлення можна реалізувати короткі терміни робочого циклу, що приводить до підвищення продуктивності. Це гарантує заощадження витрат на кожну деталь при виготовленні блоків із синтетичних конструктивних деталей. Цей процес легко може бути автоматизованим за умови запровадження наявних стандартних компонентів. Наведені переваги втілені в елементі полюса перемикача згідно з винаходом. Винахід зображено на кресленнях і детальніше описано нижче. На кресленнях зображено: Фіг.1 - Переріз елемента полюса з вакуумованою перемикальною камерою; Фіг.2 - Те саме з компенсаційним шаром; Фіг.3 - Те саме з багатошаровим синтетичним покриттям; Фіг.4 - Те саме з градієнтним діапазоном. Фіг.1 схематично зображує вакуумовану перемикальну камеру. Контактні елементи та привідні конструктивні деталі і привідні штанги не зображені. Вакуумовану перемикальну камеру та з'єднувальні контакти кладуть у форму для лиття під тиском, фіксують і потім наносять покриття під тиском. При цьому з метою посилення граничної поверхні та для кращого зчеплення вакуумовану перемикальну камеру оснащують речовиною, що підвищує міцність зчеплення, з'єднувальними речовинами або домішками, які шляхом проникання вглиб до граничної поверхні вакуумованої перемикальної камери та в синтетичний матеріал створюють відповідне механічне та зчепне з'єднання. Наприкінці процесу лиття під тиском відкривають форму і виймають готовий елемент полюса перемикача. На Фіг.1 зображено креслення полюсного елемента, який складається із вакуумованої перемикальної камери (1) та литої оболонки (2). Лита оболонка (2) в поперечному перерізі демонструє термореактивну пластмасу або матеріал, що має еластичність гуми, які під тиском наносяться на конструктивну деталь (1), що знаходиться у формі. Фіг.2 показує наявний на зображеній вакуумованій перемикальній камері (1) компенсаційний шар, нанесений на оброблювану конструктивну деталь описаним вище способом. На компенсаційний шар (3) наносять під тиском термореактивний синтетичний матеріал або синтетичний матеріал, який має еластичність гуми. На Фіг.1 зображено полюсний елемент,який поряд з вакуумованою перемикальною камерою (1) покритий багатьма шарами синтетичного матеріалу. Вакуумована перемикальна камера може мати покриття з компенсаційного шару (3). Однак існує можливість відсутності покриття на конструк 9 тивній деталі за Фіг.1. Це означає, що багатошаровість утворена синтетичними шарами (2, 4 та 5). 91710 10 Також може мати місце діапазон градієнтів, як це показано на Фіг.4. 11 Комп’ютерна верстка Т. Чепелева 91710 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing circuit-breaker parts with vacuum interrupter chamber and outer insulation and circuit-breaker part
Автори англійськоюClaus Oliver, Hench Dietmar
Назва патенту російськоюСпособ изготовления элементов полюса переключателя с вакуумированной переключающей камерой и внешней изоляционной оболочкой и элемент полюса переключателя
Автори російськоюКлаус Оливер, Генч Дитмар
МПК / Мітки
МПК: B29C 45/14, H01H 33/66
Мітки: вакуумованою, спосіб, полюса, виготовлення, оболонкою, перемикача, ізоляційною, елемент, камерою, перемикальною, елементів, зовнішньою
Код посилання
<a href="https://ua.patents.su/6-91710-sposib-vigotovlennya-elementiv-polyusa-peremikacha-z-vakuumovanoyu-peremikalnoyu-kameroyu-ta-zovnishnoyu-izolyacijjnoyu-obolonkoyu-ta-element-polyusa-peremikacha.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення елементів полюса перемикача з вакуумованою перемикальною камерою та зовнішньою ізоляційною оболонкою та елемент полюса перемикача</a>
Розрядна камера з вакуумованою оболонкою
Номер патенту: 574
Опубліковано: 16.10.2000
Автор: Пастух Ігор Маркович
МПК: C23C 10/10, C23C 10/14
Мітки: оболонкою, камера, вакуумованою, розрядна
Формула / Реферат:
Розпорядна камера з вакуумованою оболонкою, яка складається з корпусу з фланцем герметичного стику та оболонки корпусу з внутрішньої і зовнішньої обичайок, кришки, дна, струмовводу катода, ущільнювача стику, яка відрізняється тим, що оболонка корпуса камери з подвійними стінками у внутрішній стінці має отвори, через які в оболонці створюється вакуум одночасно з внутрішнім простором камери, корпус струмовводу катода має окрему оболонку...
Спосіб виготовлення перемикача із циліндричним кулачком
Номер патенту: 39830
Опубліковано: 10.03.2009
Автор: Мозжухін Анатолій Олександрович
МПК: B23Q 11/00
Мітки: циліндричним, спосіб, виготовлення, кулачком, перемикача
Формула / Реферат:
Спосіб виконання перемикача із циліндричним кулачком, що включає виготовлення циліндра із пазом, який відрізняється тим, що спочатку на циліндрі з зовнішньої сторони виготовляють паз, а потім на нього насувають втулку з радіальним отвором діаметром, не меншим ширини паза, і приварюють втулку до циліндра, потім в циліндрі роблять концентричний отвір діаметром завбільшки внутрішнього діаметра паза таким чином, що паз відкривається у циліндричну...
Комплект ізоляції, що містить трубчастий ущільнювальний елемент, трубопровід з ізоляцією, спосіб виготовлення трубчастих елементів (варіанти) та установка для здійснення способу (варіанти)
Номер патенту: 81227
Опубліковано: 25.12.2007
Автори: ван Локерен Франк, Енсен Флемінг Лунд, Ессен Ерлінг, Ріа Жан-Клод, Деляош Мішель
МПК: B26F 1/38, F16L 59/02
Мітки: трубчастих, способу, трубопровід, комплект, варіанти, елементів, спосіб, ущільнювальний, трубчастий, елемент, ізоляцією, здійснення, установка, ізоляції, виготовлення, містить
Формула / Реферат:
1. Комплект теплоізоляції, що містить повстяний елемент з мінеральної вати, який має трубчасту форму, зв'язаний зшитим зв'язуючим, який відрізняється тим, що повстяний елемент є пружно стискуваним та після зшиття зв’язуючого він стиснутий у напрямку осі трубчастої форми, при цьому комплект містить щонайменше один засіб утримання повстяного елемента у стисненому стані.2. Комплект за п. 1, який відрізняється тим, що перед стисненням...
Елемент кабелю з гумовою оболонкою
Номер патенту: 5119
Опубліковано: 15.02.2005
Автори: Піхтовніков Олександр Володимирович, Коровін Михайло Гаврилович
МПК: H01B 7/00
Мітки: елемент, оболонкою, гумовою, кабелю
Формула / Реферат:
1. Елемент кабелю з гумовою оболонкою, що включає пару скручених ізольованих жил із заповнювачем, розділовий елемент, який відрізняється тим, що ізоляція жил і заповнювач виконані із зшитого поліетилену екструзією, а розділовий елемент виконаний двошаровим у вигляді обмоток синтетичною плівкою підвищеної нагрівостійкості з перекриттям, між якими накладений екран у вигляді повиву або обплетення.2. Елемент кабелю за п. 1, який...
Спосіб виготовлення світлоповертальних елементів
Номер патенту: 80910
Опубліковано: 12.11.2007
Автори: Косско Тетяна Гаврилівна, Косско Ігор Олександрович
МПК: G02B 5/12
Мітки: спосіб, виготовлення, елементів, світлоповертальних
Формула / Реферат:
Спосіб виготовлення світлоповертальних елементів, що включає процес формування на поверхні матеріалу рельєфної мікроструктури, виготовлення металічного штампа, причому формування світлоповертальних елементів здійснюють шляхом інжекційного лиття полімерного матеріалу на металічну поверхню штампа з рельєфною мікроструктурою з подальшою металізацією та покриттям захисним шаром, який відрізняється тим, що як матеріал використовують фоторезист, на...
Попередній патент: Спосіб видобування корисних копалин
Наступний патент: Ступінь газової турбіни
Випадковий патент: Спосіб лікування патологічного стирання зубів