Спосіб шліфування біметалевих плоских поверхонь
Номер патенту: 91735
Опубліковано: 10.07.2014
Автори: Алексеєнко Дмитро Михайлович, Алексєєв Олександр Миколайович


Формула / Реферат
Спосіб шліфування біметалевих плоских поверхонь з використанням комбінованого шліфувального круга при поданні його вздовж оброблюваної поверхні, що полягає у виконанні одночасної обробки поверхні виробу з можливістю позиціювання внутрішнього круга відносно зовнішнього круга в залежності від умов шліфування, який відрізняється тим, що позиціювання внутрішнього круга відносно зовнішнього круга здійснюють в осьовому напрямку відносно загальної осі обертання, при тому загальну вісь обертання зміщують відносно оброблюваної поверхні з боку ділянки поверхні з найбільшою твердістю на величину різниці зовнішнього радіуса внутрішнього круга і ширини ділянки оброблюваної поверхні з найбільшою твердістю, причому внутрішній круг пружно зміщується вздовж осі зусиллям, яке забезпечує мінімальну відносну випереджуючу обробку поверхні, що характеризується формуванням окремої менш шорсткої поверхні.
Текст
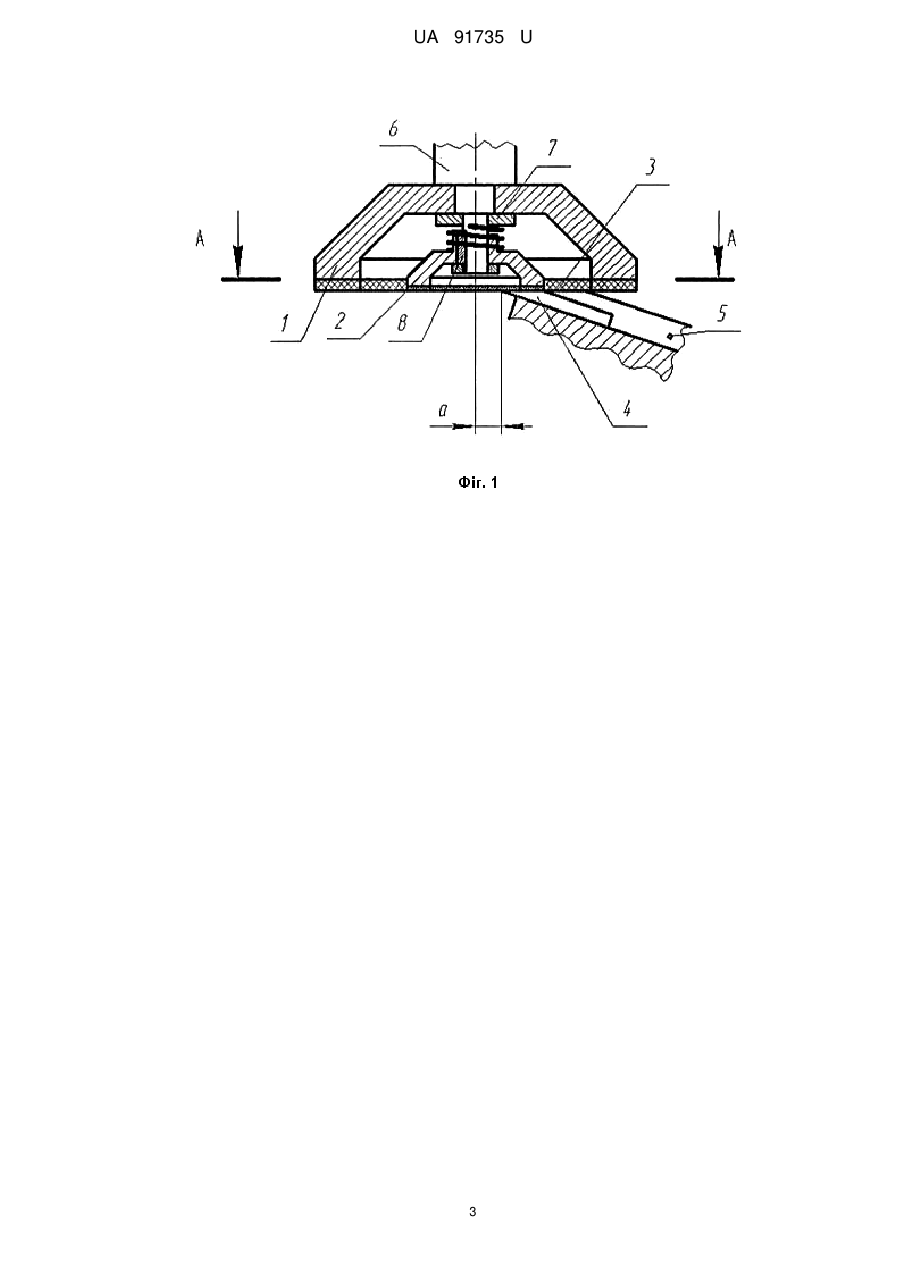
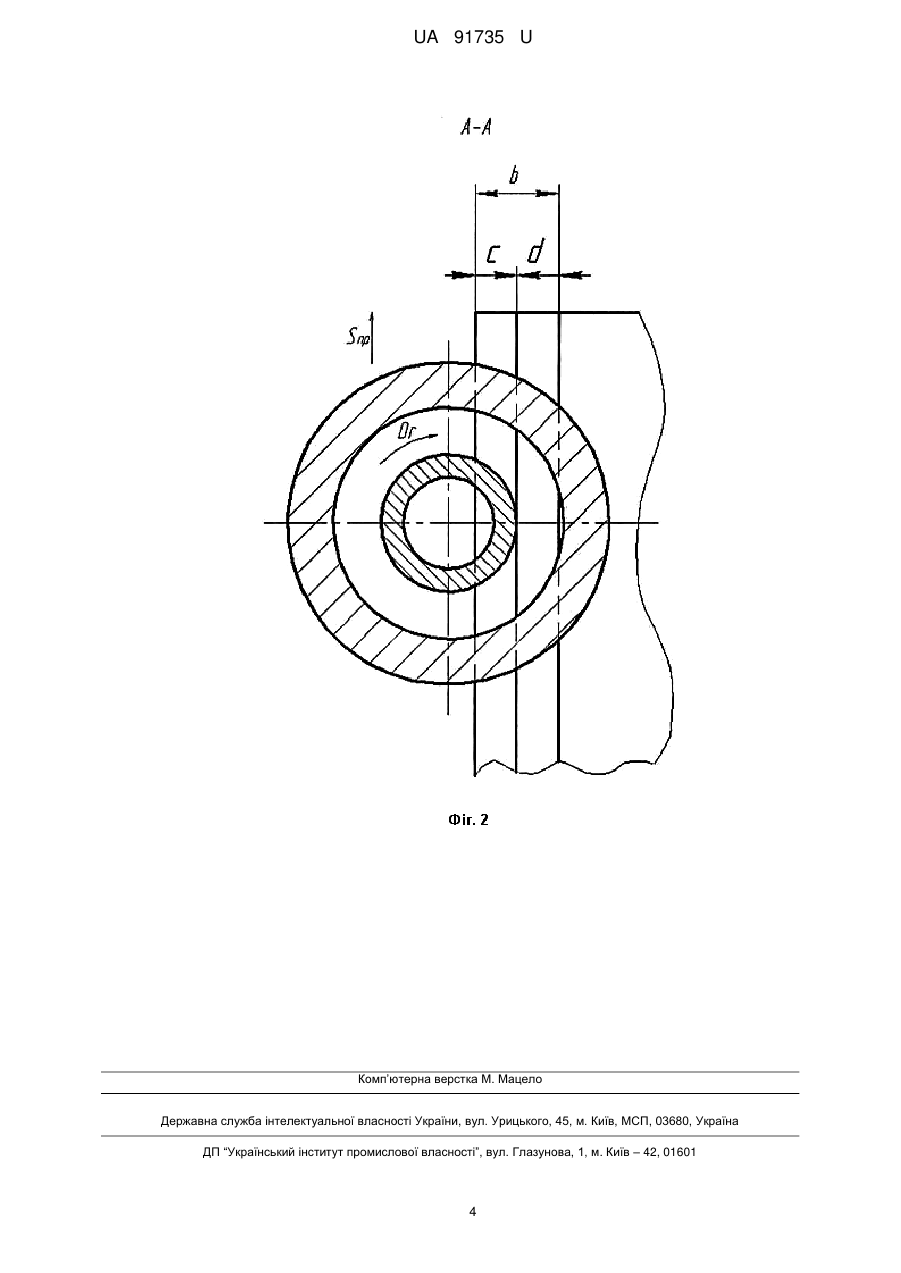
Реферат: UA 91735 U UA 91735 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металообробки, зокрема може бути використана при обробці спряжених плоских поверхонь з різними механічними властивостями на верстатах шліфувальної групи. Найближчим аналогом є спосіб шліфування з використанням комбінованого шліфувального круга, що полягає у виконанні одночасної обробки з можливістю позиціювання внутрішнього круга відносно зовнішнього круга в залежності від умов шліфування (патент України № 12518 U, МПК В24В 1/00, 2006). Однак даний спосіб не дозволяє здійснювати раціональну одночасну обробку спряжених ділянок з різними механічними властивостями матеріалів плоскої поверхні біметалевої деталі. Наприклад, при обробці поверхні, що складається з однієї частини, виконаної із загартованої інструментальної сталі і другої частини із конструкційної сталі, де ширина ділянки поверхні із конструкційної сталі суттєво більша ширини ділянки із загартованої інструментальної сталі, раціональні умови обробки загальної поверхні не можуть бути реалізовані за сумісної обробки обох ділянок поверхні із-за невідповідності характеристик шліфувальних кругів для кожної із ділянок окремо. В основу корисної моделі поставлена задача, що полягає в удосконаленні способу шліфування плоских поверхонь шляхом здійснення одночасної обробки комбінованим шліфувальним кругом з можливістю позиціювання внутрішнього круга відносно зовнішнього круга в осьовому напрямку, що забезпечує підвищення продуктивності, якості обробки та розширення технологічних можливостей. Поставлена задача вирішується тим, що у способі шліфування плоских поверхонь з використанням комбінованого шліфувального круга при поданні його вздовж оброблюваних поверхонь, який полягає у виконанні одночасної обробки поверхонь виробу з можливістю позиціювання внутрішнього круга відносно зовнішнього круга в залежності від умов шліфування, згідно з корисною моделлю, позиціювання внутрішнього круга відносно зовнішнього круга здійснюють в осьовому напрямку відносно спільної осі обертання, при тому спільну вісь обертання зміщують відносно оброблюваної поверхні з боку ділянки поверхні з найбільшою твердістю на величину різниці зовнішнього радіуса внутрішнього круга і ширини ділянки оброблюваної поверхні з найбільшою твердістю, причому внутрішній круг пружно зміщується вздовж осі з зусиллям, що забезпечує мінімальну відносну випереджуючу обробку поверхні, що характеризується формуванням окремої менш шорсткої поверхні. Використання способу шліфування плоских поверхонь в сукупності з усіма суттєвими ознаками, включаючи відмінні, дозволяє найбільш раціонально обробити поверхню з ділянками різних механічних властивостей, підвищити продуктивність і якість обробки за рахунок виключення припікань, а також розширити технологічні можливості операцій у випадках утруднення сумісної обробки. Найбільш актуальним є питання запобігання можливому шаржуванню найбільш відповідальної поверхні, а також випадків взаємного виключення застосування для однієї з поверхонь рекомендованого інструмента для спільної обробки. Пояснюється це наступним. У випадку жорсткого з'єднання двох кругів в осьовому напрямку однозначно для різних характеристик кругів і оброблюваних матеріалів буде спостерігатись нерівномірний знос, і у випадку переважання зносу одного з них поставлена задача буде недосяжна. Якщо виходити із фактичного призначення кожного із кругів, то чорнова обробка зовнішнім кругом передбачає часткове знімання більш твердого матеріалу спільно з кругом, призначеним виключно для обробки загартованої ділянки. Спільне шліфування слід розглядати як деякий рівноважний процес, що забезпечує еквідистантний знос обох кругів на рівні середньої висоти виступання різальних зерен внутрішнього круга. Тобто зусилля притискання внутрішнього круга з пружною схемою шліфування встановлюється таким, при якому з'являються сліди обробки від внутрішнього круга на загартованій поверхні. Раціональною умовою шліфування необхідно вважати момент появи стійких (виражених) характерних слідів обробки внутрішнього круга з виключенням його переважання в швидкості знімання припуску з метою недопущення формування уступу на межі між ділянками поверхні з різними фізикомеханічними властивостями. У разі випереджуючого знімання припуску може утворюватися уступ з пониженням у бік осі обертання і розташування різальної кромки, наявність якого неприпустима, особливо при заточуванні різального інструмента. Спосіб пояснюється кресленням, на якому зображено: - на фіг. 1 - комбінований шліфувальний круг для здійснення способу: - на фіг. 2 - переріз А-А на фіг. 1. Комбінований шліфувальний круг містить зовнішній круг 1, внутрішній круг 2, які взаємодіють з оброблюваною поверхнею 3 ширшої "b" біметалевої пластини зі спряженими ділянками 1 UA 91735 U 5 10 15 20 25 30 35 40 ширшою "с" частини 4 из загартованої сталі і частини 5 шириною "d" із конструкційної сталі, оправку 6, регульований пружний елемент 7, шпонку 8. Спосіб здійснюють наступним чином. Попередньо шліфувальні круги 1 і 2 встановлюють на оправку 6, яка приводиться в обертання електродвигуном (на фіг. не показаний). При шліфуванні плоскої поверхні 3 біметалевої пластини з частиною 4 із загартованої інструментальної сталі 9ХС і частини 5 із конструкційної сталі використовують шліфувальні круги 1 і 2 з різними розмірами і характеристиками. Оброблювану поверхню 3 біметалевої пластини установлюють відносно до загальної осі обертання комбінованого шліфувального круга таким чином, щоб лінія контакту різних матеріалів співпадала з зовнішнім діаметром внутрішнього круга 2, що забезпечується розташуванням загальної осі обертання з боку частини 4 з найбільшою твердістю на відстані різниці зовнішнього радіуса R внутрішнього круга 2 і ширини "с" частини 4. Внутрішній круг 2 пружно контактує з частиною 4 під дією регульованого пружного елемента 7 з можливістю осьового переміщення вздовж шпонки 8 з зусиллям що забезпечує рівновагу розмірного зносу внутрішнього і зовнішнього кругів 2,1 відповідно, яка досягається появою окремої шорсткості на ділянці "с" оброблюваної поверхні 3. Повздовжню подачу здійснюють вздовж кромки оброблюваної поверхні 3. Спосіб може бути реалізований в умовах промислового виробництва з використанням стандартного устаткування, сучасних матеріалів і технологій на будь-якому машинобудівному підприємстві, а також в інших галузях при заточці плоских ножів, наприклад, в деревообробці та поліграфії. Таким чином, одночасна робота обох кругів для формування, наприклад, ріжучої кромки з більшою якістю поверхні в запропонованому розв'язку виключає негативний вплив круга для чорнової обробки, що створює на відповідальній поверхні більшу шорсткість, несприятливі остаточні напруги і навіть появу підпалень. Перевагою запропонованого способу є повна обробка загартованої поверхні кругом однієї раціональної характеристики, що забезпечує найбільшу якість поверхні, а також технологічну можливість виключення чорнової обробки при формуванні ріжучого леза. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб шліфування біметалевих плоских поверхонь з використанням комбінованого шліфувального круга при поданні його вздовж оброблюваної поверхні, що полягає у виконанні одночасної обробки поверхні виробу з можливістю позиціювання внутрішнього круга відносно зовнішнього круга в залежності від умов шліфування, який відрізняється тим, що позиціювання внутрішнього круга відносно зовнішнього круга здійснюють в осьовому напрямку відносно загальної осі обертання, при тому загальну вісь обертання зміщують відносно оброблюваної поверхні з боку ділянки поверхні з найбільшою твердістю на величину різниці зовнішнього радіуса внутрішнього круга і ширини ділянки оброблюваної поверхні з найбільшою твердістю, причому внутрішній круг пружно зміщується вздовж осі зусиллям, яке забезпечує мінімальну відносну випереджуючу обробку поверхні, що характеризується формуванням окремої менш шорсткої поверхні. 2 UA 91735 U 3 UA 91735 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюAlekseienko Dmytro Mykhailovych, Alekseiev Oleksandr Mykolaiovych
Автори російськоюАлексеенко Дмитрий Михайлович, Алексеев Александр Николаевич
МПК / Мітки
МПК: B24B 1/00
Мітки: шліфування, поверхонь, плоских, спосіб, біметалевих
Код посилання
<a href="https://ua.patents.su/6-91735-sposib-shlifuvannya-bimetalevikh-ploskikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування біметалевих плоских поверхонь</a>
Спосіб шліфування плоских поверхонь
Номер патенту: 48173
Опубліковано: 10.03.2010
Автори: Тіптюк Олександр Миколайович, Алексеєнко Дмитро Михайлович
МПК: B24B 1/00
Мітки: шліфування, поверхонь, плоских, спосіб
Формула / Реферат:
Спосіб шліфування плоских поверхонь з використанням комбінованого шліфувального круга при поданні його вздовж оброблюваних поверхонь, що полягає у виконанні одночасної обробки поверхонь виробу з можливістю позиціонування внутрішнього круга відносно зовнішнього круга в залежності від умов шліфування, який відрізняється тим, що позиціонування внутрішнього круга відносно зовнішнього круга здійснюють в радіальному напрямку, при тому вісь...
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Вяльцев Микола Васильович, Бєлов Сергій Геннадійович, Гусєв Володимир Владиленович, Молчанов Олександр Дмитрієвич
МПК: B24B 9/06
Мітки: поверхонь, плоских, спосіб, шліфування
Формула / Реферат:
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Ніколенко Олег Миколайович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: спосіб, випуклих, поверхонь, шліфування, криволінійних, обертання
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування плоских поверхонь і пристрій для його здійснення
Номер патенту: 79543
Опубліковано: 25.06.2007
Автори: Сурду Микола Васильович, Телегін Олексій Васильович
МПК: B24B 7/00
Мітки: спосіб, поверхонь, шліфування, пристрій, плоских, здійснення
Формула / Реферат:
1. Спосіб шліфування плоских поверхонь, який полягає в тому, що абразивний інструмент установлюють під кутом до оброблюваної поверхні і надають йому обертання навколо першої осі, співпадаючої з віссю абразивного інструмента, який відрізняється тим, що абразивному інструменту додатково надають обертання навколо другої осі, перпендикулярної до оброблюваної поверхні і пересічної з віссю абразивного інструмента, і переносне обертання навколо...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: торцевих, спосіб, циліндричних, шліфування, поверхонь
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Попередній патент: Провід для повітряних електромереж
Наступний патент: Апарат для витягування ретенованого ікла
Випадковий патент: Глушник шуму