Шихтований магнітопровід індукційного апарата і спосіб його виготовлення
Номер патенту: 92225
Опубліковано: 11.10.2010
Автори: Шумра Пьотр Лукіч, Кочєтков Андрєй Александровіч, Лєус Юрій Васільєвіч, Стабровскій Лєнгін Наполєоновіч
Формула / Реферат
1. Шихтований магнітопровід індукційного апарата, який має не менше трьох вертикальних стрижнів і двох горизонтальних ярем, зібраних із пакетів стальних пластин в замкнутий контур, із пошаровим зміщенням в зоні їх стику, при цьому пластини горизонтальних ярем виконані із вирубаними V-подібними кутами на глибину, меншу ширини цих пластин в зоні їх стику з пластинами внутрішньоконтурних вертикальних стрижнів, розташованих між крайніми вертикальними стрижнями, причому пластини внутрішніх вертикальних стрижнів обмежені V-подібними кутами, що відповідають нахилу вирубаних V-подібних кутів горизонтальних ярем, який відрізняється тим, що вершини V-подібних кутів пластин внутрішньоконтурних вертикальних стрижнів відсічені.
2. Магнітопровід, по п. 1, який відрізняється тим, що крайні вертикальні стрижні і горизонтальні ярма мають трапецієподібну форму зі скосами 45° в крайніх кутах.
3. Магнітопровід, по п.2, який відрізняється тим, що вершини V-подібних кутів платівок внутрішньоконтурних вертикальних стрижнів відсічені по прямій лінії.
4. Спосіб виготовлення шихтованого магнітопроводу індукційного апарата, який включає штампування пластин крайніх, внутрішньоконтурних стрижнів і горизонтальних ярем із смуг електротехнічної сталі з отриманням попередньо заданих форм, детальне сортування й шихтування пластин в замкнутий магнітопровід з пошаровим їх зміщенням в пакетах в зоні стику пластин вертикальних стрижнів і горизонтальних ярем, який відрізняється тим, що штампують пластини внутрішньоконтурних вертикальних стрижнів, утворюючи з двох кінців V- подібні кути із відсіченими вершинами.
Текст
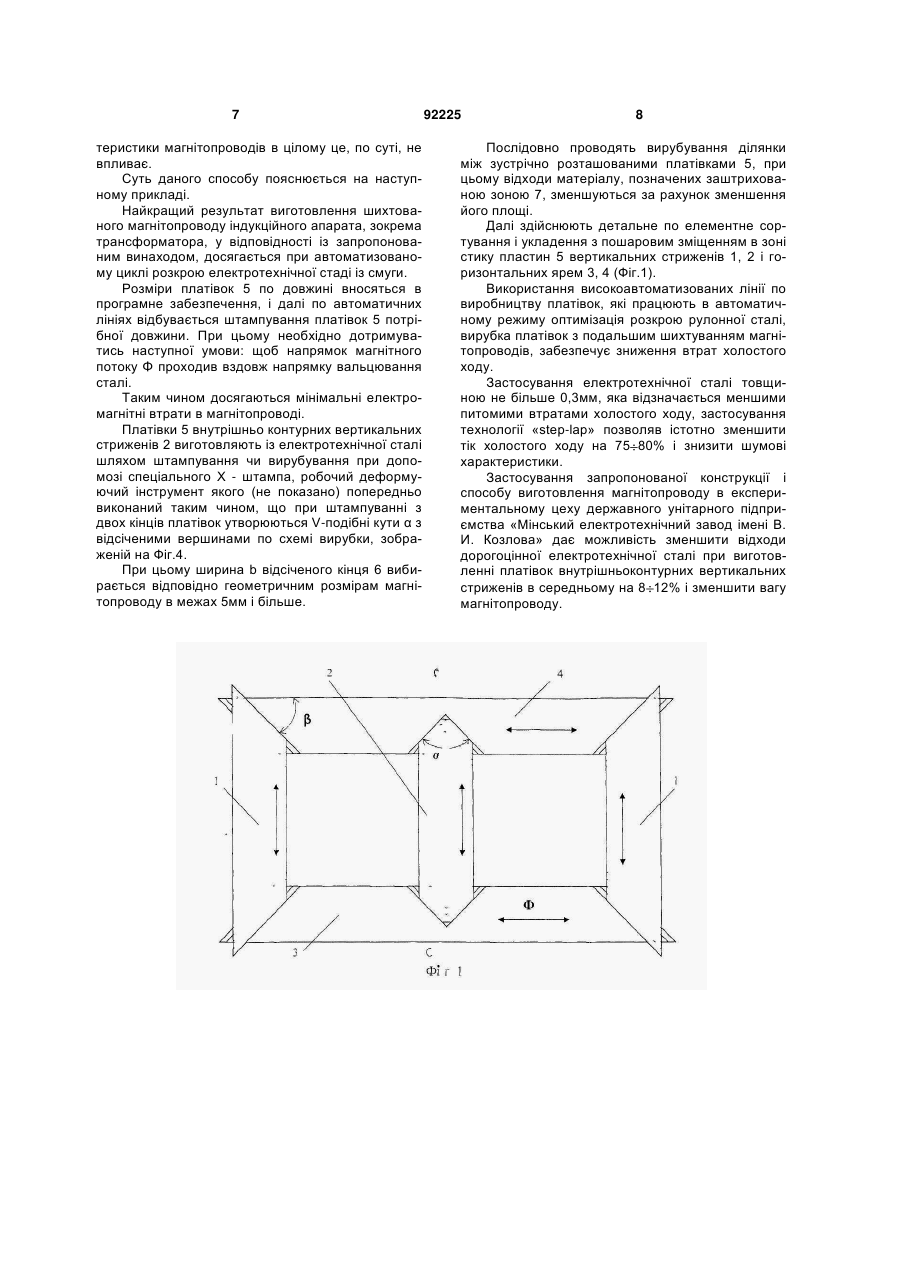
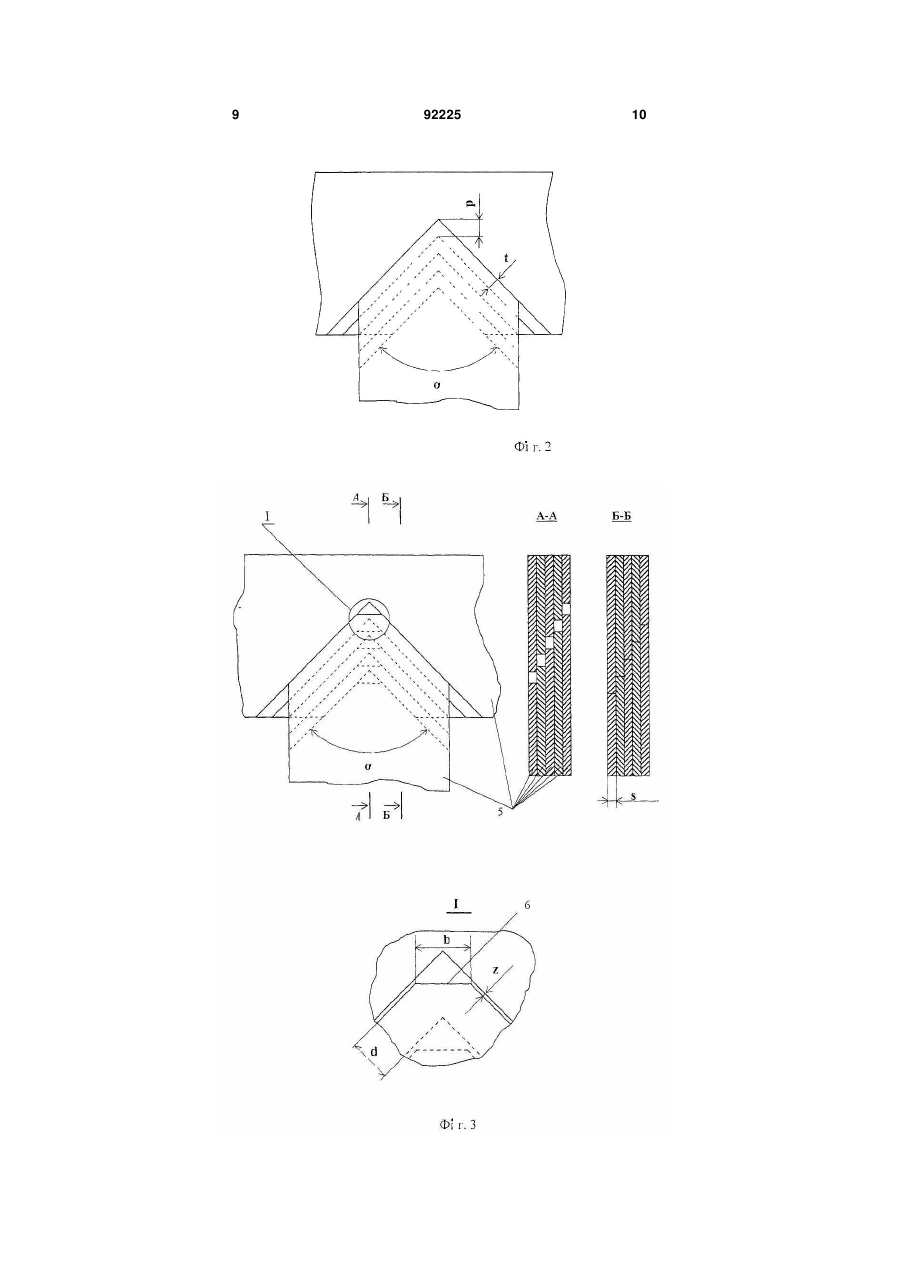
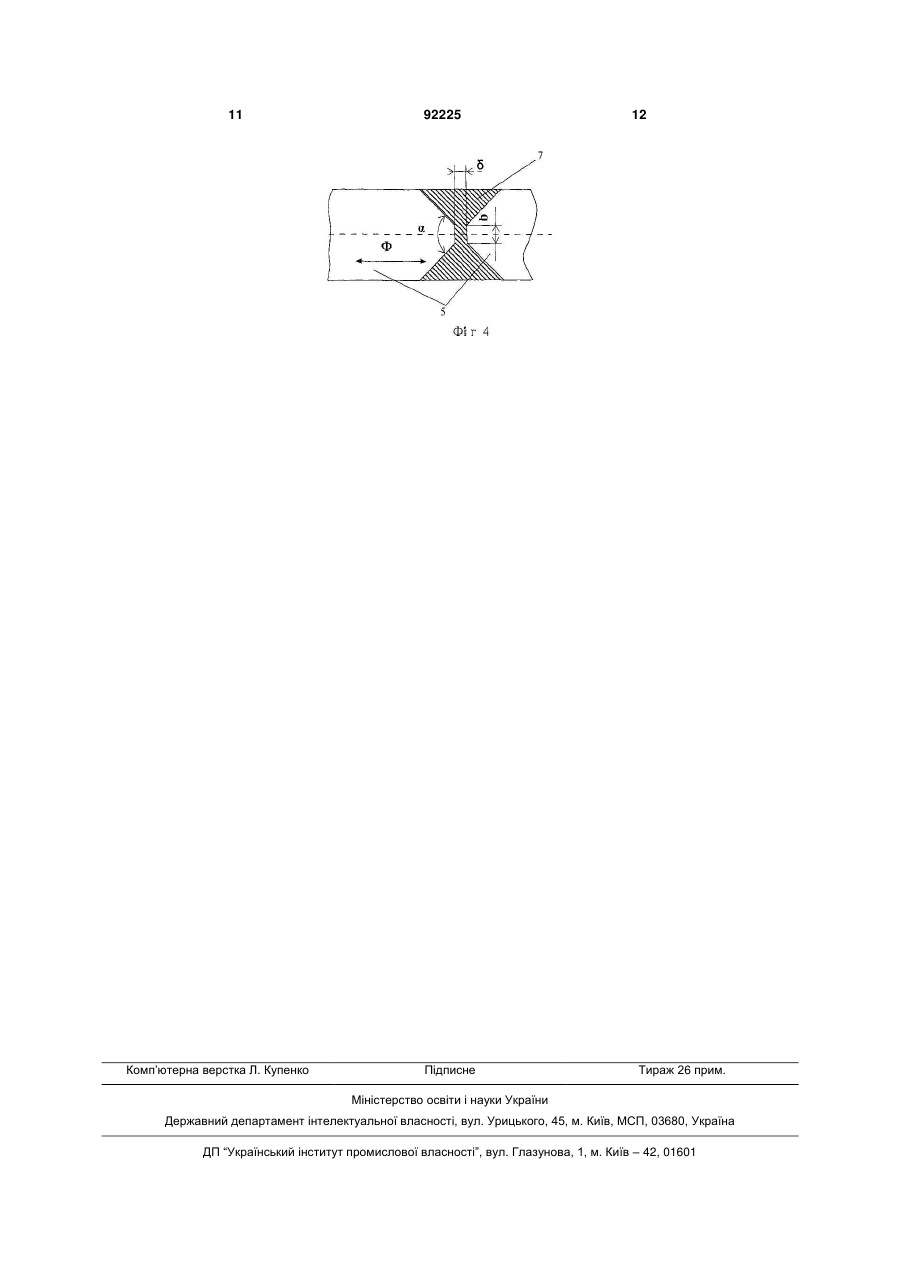
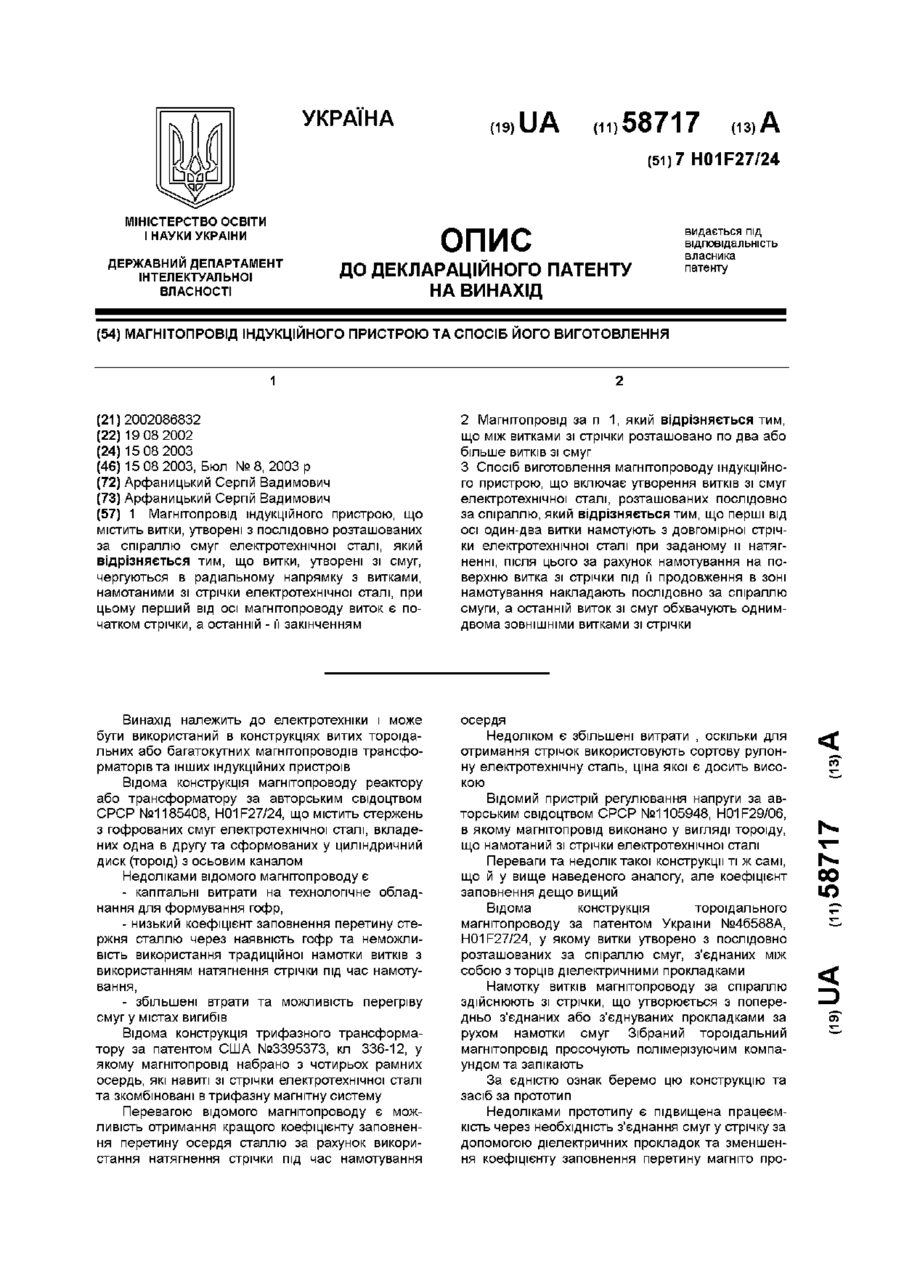
1. Шихтований магнітопровід індукційного апарата, який має не менше трьох вертикальних стрижнів і двох горизонтальних ярем, зібраних із пакетів стальних пластин в замкнутий контур, із пошаровим зміщенням в зоні їх стику, при цьому C2 2 (19) 1 3 Відомий шихтованій магнітопровід індукційного апарата, який складається із трьох вертикальних стриженів і двох горизонтальних ярем, зібраних із пакета платив, які в свою чергу складаються із однакових груп шарів, які мають однаковий набір платівок; в цей набір входять по одній платівці двох крайніх і внутрішнього вертикальних стриженів, двох платівок верхнього ярма і двох платівок нижнього ярма, платівки крайніх стриженів і ярем мають трапецієподібну форму із скосами в крайніх кутах в 45° (см. патент DE 3725702, Η 01 F 27/24, 1989). Недоліком даного магнітопроводу, з точки зору оптимізації конструкції являється те, що внутрішньоконтурний вертикальний стержень виготовлений з асиметричними, відносно вертикальної осі симетрії магнітопроводу, кінцями, тому кожна із двох платівок горизонтальних ярем мають свій типорозмір, пакет містить два шари платівок, а рознесення лінії стиків по кутах в дві площини досягається шляхом перевороту одного шару відносно іншого. Для забезпечення необхідних характеристик технологія виготовлення даного магнітопроводу потребує використання відповідно чотирьох або шести типорозмірів платівок горизонтальних ярем в кожному пакеті. Така конструкція потребує підвищеної трудомісткості і складної технології її виготовлення. Найближчим до запропонованого з'являється є шихтований магнітопровід індукційного апарата, який має не менше трьох вертикальних стриженів і двох горизонтальних ярем, зібраних в замкнутий контур із пакетів стальних платівок з пошаровим зміщенням в зоні їх стику, при цьому платівки горизонтальних ярем виконані із вирубаними Vподібними кутами на глибину, меншу ширини даних платівок, в місцях їх стику з платівками вертикальних внутрішньо контурних стриженів, розташованим між крайніми вертикальними стриженями, при цьому платівки внутрішніх вертикальних стриженів обмежені V-подібними кутами, що відповідають нахилу зрубаних V- подібних кутів горизонтальних ярем (патент ЕР0962949, H01F27/245; H01F41/02, 1999 - прототип). Даний винахід має стабільно високі технологічні характеристики при спрощеній технології виготовлення, проте при вирубуванні косих кутів платівок внутрішньоконтурних вертикальних стриженів відбувається неминуче підвищення розтрат електротехнічної сталі, зумовлене технологією їх виготовлення. Пошуки шляхів зниження втрат холостого ходу при шихтуванні магнітопроводів індукційних апаратів із косими стиками, наприклад, по технологи «step-lap», зумовили використання більш високоякісної трансформаторної сталі із орієнтованою структурою, що в першу чергу вимагало зниження затрат на виробництво, в тому числі витратних матеріалів, при виготовленні таких магнітопроводів. При виготовленні даного магнітопроводу, який складається із трьох вертикальних стриженів (двох крайніх, одного внутрішнього) і двох ярем, пошарово зібраних із пакетів платив, причому платівки 92225 4 крайніх стриженів і ярем мають форму трапеції зі скосом 45° в крайніх кутах, з платівками внутрішнього вертикального стриженя, які мають V-подібні кінцеві ділянки і висоту, більшу висоти платівок крайніх стриженів, неминуче відбувається підвищення витрат електротехнічної сталі (пат. RU 2266583, Η 01F 27/245, 2005). Наявність сильно виступаючих платівок внутрішньоконтурного вертикального стриженя магнітопроводу погіршує його габаритні показники. Окрім того, шлях магнітного потоку по верхньому і нижньому ярмах, спряжений із переходом через ділянку вклиненого по всій ширині горизонтальних ярем внутрішньоконтурного вертикального стриженя, по якому магнітний потік змушений проходити практично перпендикулярно лінії вальцювання, що неминуче спричинить додаткові втрати в магнітопроводі. Для зменшення розмірів платівок внутрішньоконтурного вертикального стриженя кінчики платівок в даному магнітопроводі зрізують. При цьому ефективність використання матеріалу значно знижується, оскільки збільшується кількість його відходу на одиницю маси деталі. Найближчим до запропонованого являється спосіб виготовлення шихтованого магнітопроводу індукційного апарата, який включає штампування платівок вертикальних крайніх і внутрішньоконтурних стриженів і горизонтальних ярем із смуг електротехнічної сталі з отриманням попередньо заданими форм, детальне сортування і шихтування платівок в замкнутий магнітопровід із їх пошаровим зміненням в пакетах в зоні стику платівок вертикальних стриженів і горизонтальних ярем (патент JP 6044535, H01F27/245; H01F41/02. 1988 прототип). Використання високоавтоматизованих лінії по виробництву платівок, що працюють в автоматичному режиму оптимізація розкроювання рулонної сталі і вирубування платівок заданих форм, шихтування магнітопроводів по технології «step-lap», а також використання електротехнічної сталі, забезпечує зниження втрат холостого ходу і допустимі шумові характеристики. Проте вирубування платівок вертикальних внутрішньоконтурних стриженів з кінцевими ділянками V-подібної форми призводить до значних відходів дорогоцінного матеріалу, зумовлених технологією виготовлення платівок. Задачею винаходів являється створення магнітопроводу індукційного апарата, що має зменшену масу і розміри, стабільно високі технічні характеристики при спрощеній технології виготовлення і зменшенні затрати витратних матеріалів. Поставлена задача досягається тим, що в відомому шихтованому магнітопроводи індукційного апарата, який має не менше трьох вертикальних стриженів і двох горизонтальних ярем, зібраних із пакетів стальних платив в замкнутий контур, із пошаровим зміщенням в зоні їх стику, при цьому пластини горизонтальних ярем виконані із вирубаними V-подібними кутами на глибину меншу ширини цих платівок в зоні їх стику з платівками внутрішньоконтурних вертикальних стриженів, розташованих між крайніми вертикальними стри 5 женями, при чому платівки внутрішніх вертикальних стриженів обмежені V-подібними кутами, що відповідають нахилу вирубаних V-подібних кутів горизонтальних ярем, вершини V-подібних кутів платівок внутрішньоконтурний вертикальних стриженів відсічені. Крайні вертикальні стрижені і горизонтальні ярма мають трапецієподібну форму зі скосами 45° в крайніх кутах. Вершини V-подібних кутів платівок внутрішньоконтурних вертикальних стриженів відсічені по прямій лінії. В відомому способі виготовлення шихтованого магнітопроводу індукційного апарата, включаючи штампування платівок крайніх, внутрішньоконтурних стриженів і горизонтальних ярем із смуг електротехнічної сталі, із отриманням попередньо заданих форм, детальне сортування и шихтування платівок в замкнутий магнітопровід з пошаровим їх зміщенням в пакетах в зоні стику платівок вертикальних стриженів і горизонтальних ярем, штампування пластин внутрішньоконтурних вертикальних стриженів виконують при допомозі інструмента, робочі деформуючі частини якого створюють з двох кінців V-подібні кути із відсіченими вершинами. Виготовлення платівок внутрішньоконтурних вертикальних стриженів із відсіченими вершинами V-подібних кутів дозволяє значно зменшити розтрати дорогоцінного матеріалу, зменшити вагу магнітопроводу в цілому і забезпечити при цьому його високі технічні характеристики. Забезпечення штампування пластин внутрішньоконтурних вертикальних стриженів, при допомозі інструменту, робочі деформуючі частини котрого попередньо виконані з допомогою інструменту, робочі деформуючі частини котрого утворюють в двох кінцях V-подібні кути з відсіченими вершинами, дозволяє зменшити площу відходу електротехнічної сталі, що вирубується, і, відповідно, значно зменшити її витрати. Винахід пояснюється малюнками. На Фіг.1 зображений загальний вигляд шихтованого магнітопроводу індукційного апарата и схема його шихтування по технологи «step-lap» з відсіченими вершинами у V-подібних кутах платівок внутрішньоконтурного вертикального стриженя; Фіг.2 - схема пошарового зміщення платівок в зоні шихтування внутрішньоконтурних вертикальних стриженів і горизонтальних ярем по технології «step-lap», по прототипу; Фіг.3 - схема шихтування по технологи «steplap» в області з'єднання верхнього горизонтального ярма і внутрішньоконтурного вертикального стриженя, відповідно винаходу; Фіг.4 - схема вирубування платив для внутрішньоконтурних вертикальних стриженів із смуги електротехнічної сталі, відповідно винаходу. Конструкція шихтованого магнітопроводу індукційного апарата, зокрема трансформатора, складається із двох крайніх 1, одного чи декількох внутрішньоконтурних вертикальних стриженів 2, нижнього 3 горизонтального і верхнього 4 горизонтального ярем, зібраних із пакетів плат 5 електро 92225 6 технічної сталі з пошаровим зміщенням в зоні стику платівок 5 вертикальних стриженів 1, 2 і горизонтальних ярем 3, 4 на величину зміщення кроку t в місці повороту магнітного потоку Ф на 90°. Всі платівки горизонтальних ярем 3, 4 в основному трапецієподібні, із ви-рубленими Vподібними кутами, α на глибину меншу, ніж, ширина ярем 3,4. Найкращий результат отримують при α =90° (Фіг.1, 2): де t - величина кроку (зміщення) в напрямку магнітного потоку Φ на 90°; р - величина кроку (зміщення) пошарового зміщення лінії стику платівок 5 (вздовж вертикальної осі О-О). при α =90° величини t і ρ зв'язані між собою формулою (Фіг.2): (1) p = 2t Платівки 5 крайніх 1 стриженів і ярем 3, 4 мають скошені кінці під кутом β, бажано 45°. Платівки 5 в пакетах внутрішньоконтурних вертикальних стриженів 2, обмежених по кінцях Vподібними кутами α, бажано 90°, що відповідають нахилу вирубаних V-подібних кутів α горизонтальних ярем 3, 4, але з відсіченими вершинами. В варіанті виконання вершини V-подібних кутів α платівок 5 внутрішньоконтурних вертикальних стриженів 2 відсічені по прямій лінії 6 (Фіг.1, 3). Пристрій функціонує наступним чином. Головний магнітний потік Φ замикається в замкнутому магнітопроводі. При переході потоку із стриженя 2 в ярмо 3 або 4, чи в зворотному напрямку, потік зустрічаючи певний обов'язковий повітряний проміжок z (Фіг.3), переходить із одного шару в інший (суміжний) шар, що і являється суттю системи «step-lap». Перехід потоку в суміжний шар відбувається в зоні перекриття d. Аналогічний процес відбувається і при переході потоку Φ із крайніх стриженів 1 в ярмо 3 і 4 і назад. При схемі шихтування по технологи «step-lap», величина проміжку z в зіткненні двох країв великого значення не має (Фіг.3). Вертикальні стрижені 1, 2 і горизонтальні ярма 3, 4 складають разом, як суцільну конструкцію, причому пластини 5 вертикальних стрижені 1, 2 і горизонтальних ярем 3, 4 окремих шарів складають в формі сплетіння (Фіг.1). Проміжки z між платівками 5 в місцях з'єднання горизонтальних ярем 3, 4 і внутрішньоконтурних вертикальних стриженів 2 виявляються розташованими в паралельних шарах, віддалених одна від іншої на величину перекриття d. Величина перекриття d вибирається в залежності від допустимої величини магнітної індукції Φ перпендикулярного платівкам направлення, яке виникає при переході магнітного потоку із одного шару в інший (сумежний) шар. Добре відомо, що має значення не величина проміжку z, а співвідношення d/s (де s - товщина платівки), яке має бути не менше 2,5. При зрізаній вершині V-подібних кутів α платівки 5 в результаті появи збільшеного повітряного проміжку в зоні вістря платівки (Фіг.3) оптимальне співвідношення d/s не с обов'язковим, та оскільки це відбувається на невеликій площі, то на харак 7 теристики магнітопроводів в цілому це, по суті, не впливає. Суть даного способу пояснюється на наступному прикладі. Найкращий результат виготовлення шихтованого магнітопроводу індукційного апарата, зокрема трансформатора, у відповідності із запропонованим винаходом, досягається при автоматизованому циклі розкрою електротехнічної стаді із смуги. Розміри платівок 5 по довжині вносяться в програмне забезпечення, і далі по автоматичних лініях відбувається штампування платівок 5 потрібної довжини. При цьому необхідно дотримуватись наступної умови: щоб напрямок магнітного потоку Φ проходив вздовж напрямку вальцювання сталі. Таким чином досягаються мінімальні електромагнітні втрати в магнітопроводі. Платівки 5 внутрішньо контурних вертикальних стриженів 2 виготовляють із електротехнічної сталі шляхом штампування чи вирубування при допомозі спеціального X - штампа, робочий деформуючий інструмент якого (не показано) попередньо виконаний таким чином, що при штампуванні з двох кінців платівок утворюються V-подібні кути α з відсіченими вершинами по схемі вирубки, зображеній на Фіг.4. При цьому ширина b відсіченого кінця 6 вибирається відповідно геометричним розмірам магнітопроводу в межах 5мм і більше. 92225 8 Послідовно проводять вирубування ділянки між зустрічно розташованими платівками 5, при цьому відходи матеріалу, позначених заштрихованою зоною 7, зменшуються за рахунок зменшення його площі. Далі здійснюють детальне по елементне сортування і укладення з пошаровим зміщенням в зоні стику пластин 5 вертикальних стриженів 1, 2 і горизонтальних ярем 3, 4 (Фіг.1). Використання високоавтоматизованих лінії по виробництву платівок, які працюють в автоматичному режиму оптимізація розкрою рулонної сталі, вирубка платівок з подальшим шихтуванням магнітопроводів, забезпечує зниження втрат холостого ходу. Застосування електротехнічної сталі товщиною не більше 0,3мм, яка відзначається меншими питомими втратами холостого ходу, застосування технології «step-lap» позволяв істотно зменшити тік холостого ходу на 75 80% і знизити шумові характеристики. Застосування запропонованої конструкції і способу виготовлення магнітопроводу в експериментальному цеху державного унітарного підприємства «Мінський електротехнічний завод імені В. И. Козлова» дає можливість зменшити відходи дорогоцінної електротехнічної сталі при виготовленні платівок внутрішньоконтурних вертикальних стриженів в середньому на 8 12% і зменшити вагу магнітопроводу. 9 92225 10 11 Комп’ютерна верстка Л. Купенко 92225 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLaminated magnetic core for inductance apparatus and a method for manufacturing thereof
Автори англійськоюKochetkov Andriei Aleksandrovich, Leus Yurii Vasilievich, Stabrovskii Lenhin Napolieonovich, Shumra Piotr Lukich
Назва патенту російськоюШихтованный магнитопровод индукционного аппарата и способ его изготовления
Автори російськоюКочетков Андрей Александрович, Леус Юрий Васильевич, Стабровский Ленгин Наполеонович, Шумра Петр Лукич
МПК / Мітки
МПК: H01F 41/02, H01F 27/245
Мітки: магнітопровід, індукційного, спосіб, виготовлення, шихтований, апарата
Код посилання
<a href="https://ua.patents.su/6-92225-shikhtovanijj-magnitoprovid-indukcijjnogo-aparata-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Шихтований магнітопровід індукційного апарата і спосіб його виготовлення</a>
Магнітопровід індукційного пристрою та спосіб його виготовлення
Номер патенту: 58717
Опубліковано: 15.08.2003
Автор: Арфаницький Сергій Вадимович
МПК: H01F 27/24
Мітки: магнітопровід, спосіб, індукційного, пристрою, виготовлення
Формула / Реферат:
1. Магнітопровід індукційного пристрою, що містить витки, утворені з послідовно розташованих за спіраллю смуг електротехнічної сталі, який відрізняється тим, що витки, утворені зі смуг, чергуються в радіальному напрямку з витками, намотаними зі стрічки електротехнічної сталі, при цьому перший від осі магнітопроводу виток є початком стрічки, а останній - її закінченням.2. Магнітопровід за п. 1, який відрізняється тим, що між витками зі...
Магнітопровід індукційного пристрою та спосіб його виготовлення
Номер патенту: 46630
Опубліковано: 15.03.2005
Автор: Арфаницький Сергій Вадимович
МПК: H01F 27/24
Мітки: пристрою, магнітопровід, спосіб, індукційного, виготовлення
Формула / Реферат:
1. Магнітопровід індукційного пристрою, який містить стрижень під обмотки у вигляді пакета шарів електротехнічної сталі, паралельних його осі, та ярмо, намотане із стрічки електротехнічної сталі, який відрізняється тим, що поздовжні крайки шарів стрижня примикають до радіальної площини ярма, перекриваючи поздовжні крайки шарів його витків у радіальному напрямку.2. Магнітопровід за п. 1, який відрізняється тим, що стрижень виконаний у...
Магнітопровід індукційного апарата
Номер патенту: 29264
Опубліковано: 10.01.2008
Автори: Шуляк Володимир Миколайович, Орлов Ігор Іванович, Богаєнко Микола Володимирович, Попков Володимир Сергійович
МПК: H02K 44/00, H02K 41/025
Мітки: індукційного, магнітопровід, апарата
Формула / Реферат:
Магнітопровід індукційного апарата, що має зубцеву зону, виконану з чергуванням зубців і пазів, що сформовані осердями, на бокових поверхнях яких уздовж шихтовки розташовані фігурні пази, ярмо і корпус, на вертикальних полицях якого з внутрішнього боку закріплені напрямні, що мають форму і розміри фігурних пазів осердь, що спрямовані уздовж корпусу і розміщені в пазах осердь, який відрізняється тим, що корпус виконаний у вигляді порожнистого...
Магнітопровід індукційного апарата
Номер патенту: 86147
Опубліковано: 25.03.2009
Автори: Попков Володимир Сергійович, Шуляк Володимир Миколайович, Богаєнко Микола Володимирович, Орлов Ігор Іванович
МПК: H02K 41/025, H02K 44/00
Мітки: магнітопровід, індукційного, апарата
Формула / Реферат:
Магнітопровід індукційного апарата, що має зубцеву зону, виконану з чергуванням зубців і пазів, що сформовані осердями, на бокових поверхнях яких уздовж шихтовки розташовані фігурні пази, ярмо і корпус, на вертикальних полицях якого з внутрішнього боку закріплені напрямні, що мають форму і розміри фігурних пазів осердь, що спрямовані уздовж корпусу і розміщені в пазах осердь, який відрізняється тим, що корпус виконаний в вигляді порожнистого...
Магнітопровід індукційного апарата
Номер патенту: 80061
Опубліковано: 10.08.2007
Автори: Орлов Ігор Іванович, Шуляк Володимир Миколайович, Богаєнко Микола Володимирович, Попков Володимир Сергійович
МПК: H02K 41/025, H02K 44/00
Мітки: індукційного, магнітопровід, апарата
Формула / Реферат:
Магнітопровід індукційного апарата, що має зубцеву зону, виконану з чергуванням зубців і пазів, ярмо і корпус, який відрізняється тим, що пази магнітопроводу сформовані осердями, ширина яких дорівнює довжині пазів, товщина - ширині пазів, а висота - висоті ярма магнітопроводу, на бокових поверхнях якого уздовж шихтовки розташовані фігурні пази; зубці виконані у вигляді осердь, висота яких більше висоти осердь, що формує пази магнітопроводу,...
Попередній патент: Магнітна мазь для лікування запальних захворювань глотки та мигдаликів
Наступний патент: Спосіб виготовлення ливарної одноразової моделі
Випадковий патент: Система зворотного осмосу