Спосіб виготовлення ливарної одноразової моделі
Номер патенту: 92226
Опубліковано: 11.10.2010
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Формула / Реферат
1. Спосіб виготовлення ливарної одноразової моделі з пінопластів, порядок виконання якого полягає у виготовленні окремих елементів включно з деталями ливникової системи, а потім збиранні їх в єдину конструкцію, який відрізняється тим, що елементи виготовляють плоскими, а потім згортають їх в трубчасті або інші просторові конструкції, причому в плоских елементах перед згортанням їх в місці вигину виконують клиноподібні вибірки паралельні осі, навколо якої проводять це згортання, і розташовані клиноподібні вибірки з боку увігнутої поверхні цих елементів після згортання, при цьому залишають мінімальну товщину тіла елементів принаймні до 0,1-4,0 мм на глибині кожної вибірки.
2. Спосіб за п. 1, який відрізняється тим, що плоскі елементи виготовляють поступовим нарощуванням з окремих елементів безперервно і згортають ці нарощені елементи в трубчасту конструкцію.
3. Спосіб за п. 1, який відрізняється тим, що при виготовленні вказаної моделі з плоских елементів у вигляді двовимірних ґрат, геометрично подібних, збільшених пропорційно в масштабі і по будові однакових з кристалічними ґратками, які застосовують для наочного представлення внутрішньої структури кристала як способу його зображення за допомогою каркасної сітки, вузли якої співпадають з центрами частинок, при цьому ділянки між вузлами ґрат моделі виконані у вигляді перегородок, які з'єднують в цих вузлах, а плоскі елементи згортають у форму, найбільш близьку до циліндра.
4. Спосіб за п. 1, який відрізняється тим, що ливникову систему виконують в місці зімкнення кінців згорнутого плоского елемента у вигляді потовщення, розташованого уздовж всієї моделі
5. Спосіб за п. 1, який відрізняється тим, що згортають плоскі елементи так, що в поперечному розрізі при S-подібному вигині одержують конструкцію з двох стикованих труб у вигляді цифри 8.
6. Спосіб за п. 1, який відрізняється тим, що всередину трубчастої конструкції ливарної одноразової моделі поміщають принаймні одну перегородку, яка може бути виконана у вигляді двовимірних ґрат одного матеріалу з матеріалом трубчастої конструкції.
7. Спосіб за п. 1, який відрізняється тим, що стінки трубчастої конструкції вказаної моделі із згорнутих елементів виконують непроникними для формувальної суміші, а торці трубчастої конструкції закривають кришками, також непроникними для формувальної суміші, або стінки і кришки цієї моделі покривають синтетичною плівкою, що не допускає попадання формувальної суміші всередину трубчастої конструкції моделі.
8. Спосіб за п. 1, який відрізняється тим, що на стінку плоского елемента наклеюють синтетичну плівку або сітку, а на глибині вибірки плоского елемента зберігають товщину до 5-6 мм.
9. Спосіб за п. 1, який відрізняється тим, сума кутів клиноподібних вибірок рівна 360°, а при згортанні сторони клинів вибірок змикають так, що зменшення товщини плоского елемента за рахунок виконання вибірок не зменшує товщину стінки цього елемента в згорнутому вигляді.
10. Спосіб за п. 3, який відрізняється тим, що плоскі елементи виконують у вигляді гексагональних двовимірних ґрат з комірками у вигляді рівностороннього шестикутника, а згортають їх в конструкції, подібні до конструкції вуглецевої нанотрубки.
11. Спосіб за п. 6, який відрізняється тим, що шляхом розміщення всередині трубчастої конструкції перегородки розпирають або стягують нею зсередини трубчасту конструкцію і змінюють її зовнішній розмір, при цьому деформують і згинають частини двовимірних ґрат, а в місці вигину на них виконують клиноподібні вибірки з боку утворення увігнутої поверхні.
12. Спосіб за п. 10, який відрізняється тим, що згортають плоскі елементи так, що дві протилежні перегородки кожної комірки гексагональних двовимірних ґрат розташовують перпендикулярно осі, навколо якої проводять згортання.
Текст
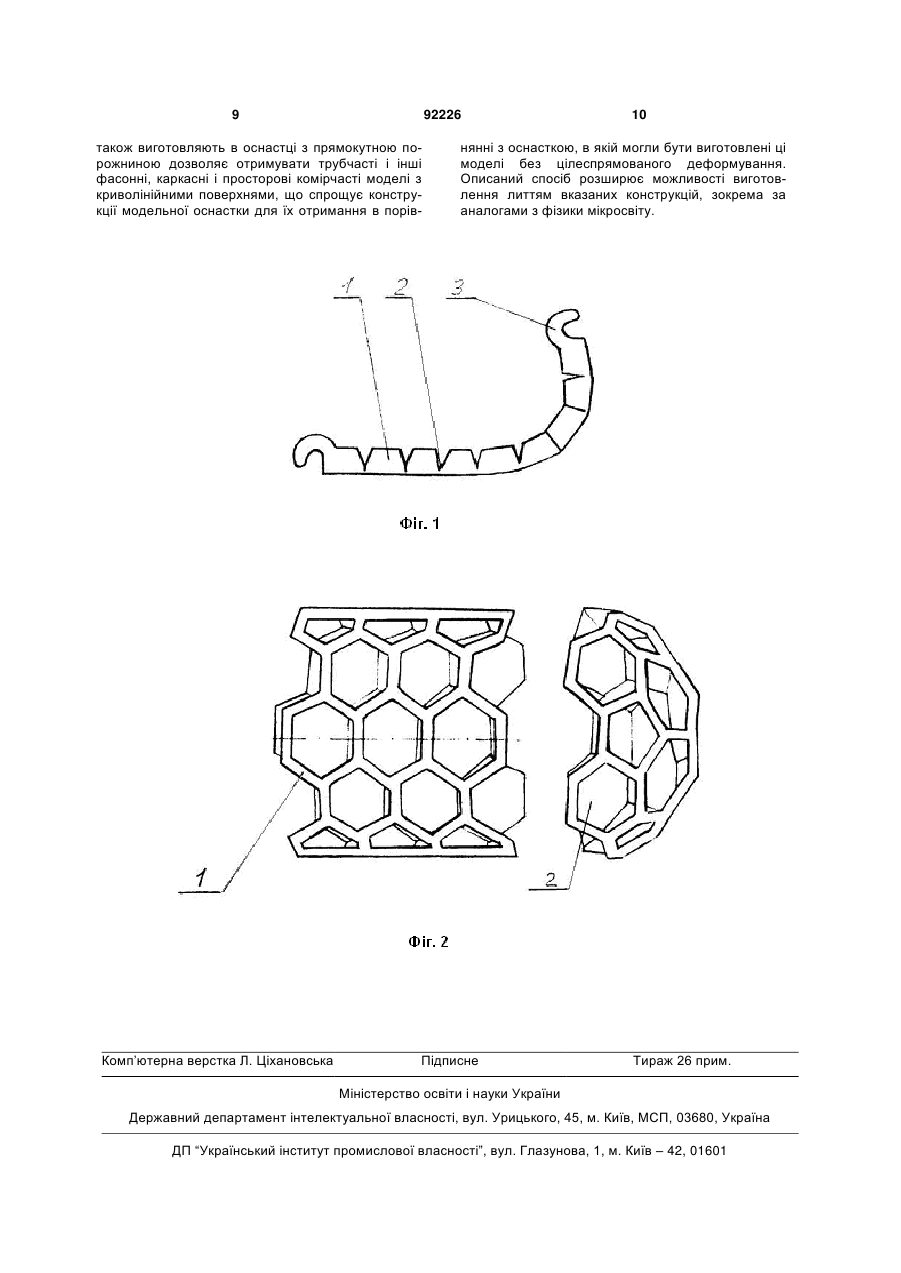
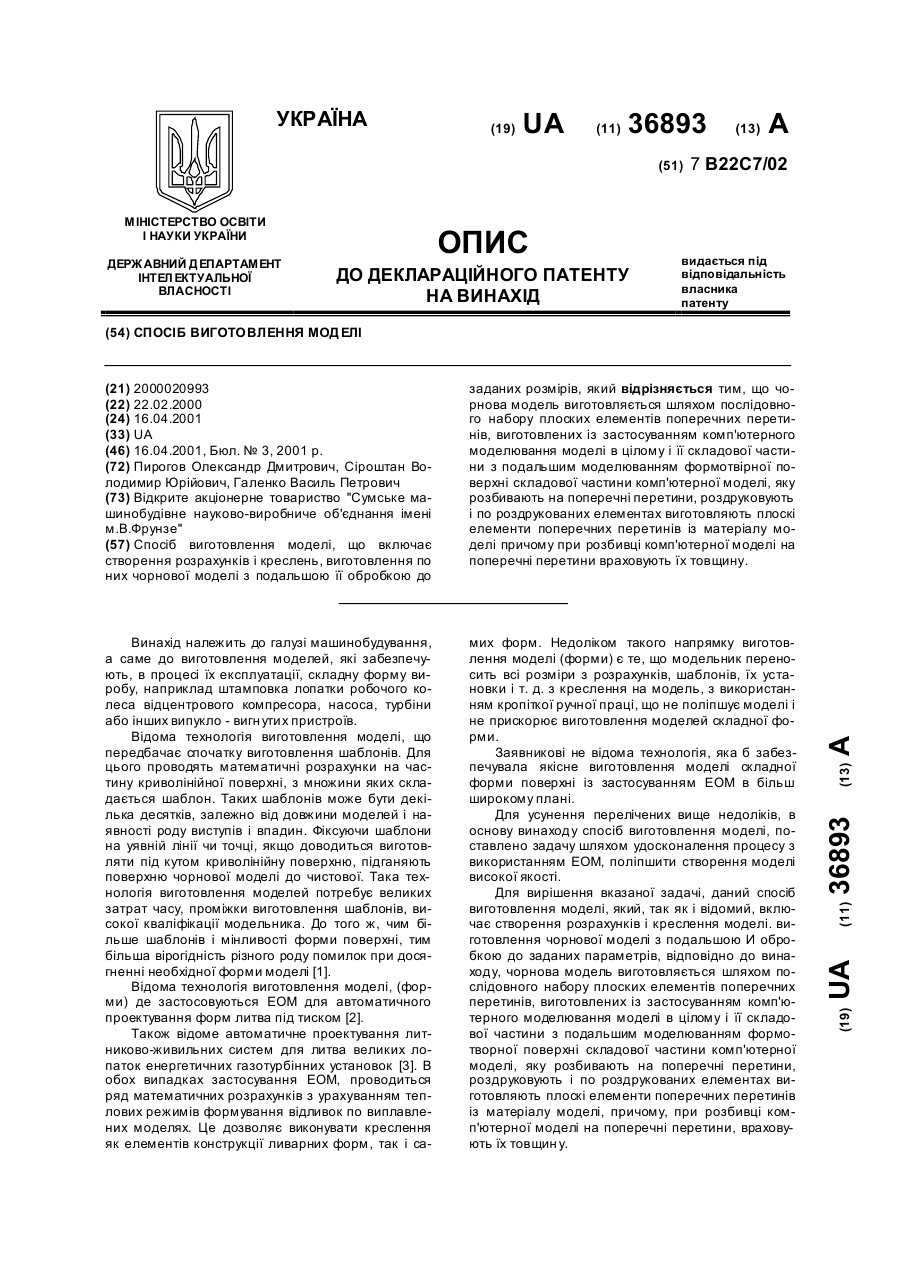
1. Спосіб виготовлення ливарної одноразової моделі з пінопластів, порядок виконання якого полягає у виготовленні окремих елементів включно з деталями ливникової системи, а потім збиранні їх в єдину конструкцію, який відрізняється тим, що елементи виготовляють плоскими, а потім згортають їх в трубчасті або інші просторові конструкції, причому в плоских елементах перед згортанням їх в місці вигину виконують клиноподібні вибірки паралельні осі, навколо якої проводять це згортання, і розташовані клиноподібні вибірки з боку увігнутої поверхні цих елементів після згортання, при цьому залишають мінімальну товщину тіла елементів принаймні до 0,1-4,0 мм на глибині кожної вибірки. 2. Спосіб за п. 1, який відрізняється тим, що плоскі елементи виготовляють поступовим нарощуванням з окремих елементів безперервно і згортають ці нарощені елементи в трубчасту конструкцію. 3. Спосіб за п. 1, який відрізняється тим, що при виготовленні вказаної моделі з плоских елементів у вигляді двовимірних ґрат, геометрично подібних, 2 (19) 1 3 92226 4 трукції, подібні до конструкції вуглецевої нанотрубки. 11. Спосіб за п. 6, який відрізняється тим, що шляхом розміщення всередині трубчастої конструкції перегородки розпирають або стягують нею зсередини трубчасту конструкцію і змінюють її зовнішній розмір, при цьому деформують і згинають частини двовимірних ґрат, а в місці вигину на них виконують клиноподібні вибірки з боку утворення увігнутої поверхні. 12. Спосіб за п. 10, який відрізняється тим, що згортають плоскі елементи так, що дві протилежні перегородки кожної комірки гексагональних двовимірних ґрат розташовують перпендикулярно осі, навколо якої проводять згортання. Винахід відноситься до ливарного виробництва, зокрема до способів виготовлення одноразових моделей, по яких отримують литі трубчасті, каркасні і комірчасті конструкції і матеріали. Відоме виготовлення сталевої піни чи піноподібних каркасних виливків з відкритими порами литтям за одноразовими моделями [X. Моуала и др. Стальная пена с открытыми порами - изготовление и свойства. Металлургия машиностроения, 2006, №6, с.29-33, а також патент UA 87782, МПК8 B22C7/00, опубл.2009, бюл.15]. Комірчасті матеріали розширюють існуючий спектр властивостей, оскільки вони на - 50-90% легші за компактні матеріали, а сталева піна має мінімальну пористість 80%, проте використання пінополіуретанової піни як ливарної моделі з розміром пор не вище 2,5мм сильно обмежує розміри і стабільність цих розмірів в отримуваній металевій піні, а збирання просторової конструкції з багатьох дрібних елементів - занадто трудомістка операція. Виготовляти пінополіуретанову комірчасту модель складно в умовах ливарного цеху, тим більше з розміром пор більше вищезгаданого, що обмежує можливості отримання металевого комірчастого матеріалу, не дозволяє збільшити розміри його комірок і загальні розміри до просторових каркасних конструкцій, а також виготовляти ці конструкції із заданими розмірами і формою комірок. Останнім часом ряд перспективних напрямів в матеріалознавстві та нанотехнології пов'язують з фулеренами і виявленими в 1991 році довгими, циліндричними вуглецевими утвореннями, що отримали назву нанотрубок. Ці і інші схожі структури називають терміном "вуглецеві каркасні структури" [И.П. Иванов. Современная физика в задачах. http://rc.nsu.ru/text/metodics/ivanov5.html]. Не дивлячись на крихкість і навіть ажурність, що здається, нанотрубки виявилися на рідкість міцним матеріалом каркасної комірчастої конструкції. Отримувати подібні конструкції аналогічно вказаним з мікросвіту зручно способом лиття, проте поки таких технологій немає, оскільки відомими способами для цього складно виготовити ливарні моделі. Найбільш близьким за технічною суттю і ефектом, що досягається, є спосіб отримання газифікованої моделі шляхом збірки з елементів, що повторюються (нормалізованих), при вирізуванні їх з блоків [Литье по газифицируемым моделям. Монография под ред. Ю.А. Степанова. М., Машиностроение, 1976. С.43]. Описані способи збірки моде лей для отримання монолітних виливків. Моделі для лиття трубчастих, каркасних комірчастих структур не передбачені при згортанні елементів моделей в трубчасті конструкції. А якщо виготовляти такі моделі без згортання, то для цього знадобиться складна оснастка, зокрема, з криволінійною поверхнею роз'єму. Мета винаходу - спрощення конструкції модельної оснастки для отримання трубчастих моделей. Поставлена мета досягається тим, що в способі виготовлення ливарної одноразової моделі з пінопластів, порядок виконання якого полягає у виготовленні окремих елементів, включно з деталями ливникової системи, а потім зібрання їх в єдину конструкцію, згідно винаходу, елементи виготовляють плоскими, а потім згортають їх в трубчасті або інші просторові конструкції, причому в плоских елементах перед згортанням в місці вигину виконують клиноподібні вибірки, паралельні осі, навколо якої проводять це згортання, і розташовані клиноподібні вибірки з боку увігнутої поверхні елементу після згортання, при цьому залишають мінімальну товщину тіла елементу 0,1-4мм на глибині кожної вибірки. Крім того, плоский елемент можуть виготовляти поступовим нарощуванням з окремих елементів безперервно і згортати в трубчасту конструкцію, що визначена, як безперервна. А також при виготовленні каркасних моделей з плоских елементів у вигляді двовимірних ґрат геометрично подібних, збільшених пропорційно в масштабі і по будові однакових з кристалічними решітками, які застосовують для наочного представлення внутрішньої структури кристала як способу його зображення за допомогою каркасної сітки, вузли якої співпадають з центрами частинок, при цьому ділянки між вузлами ґрат моделі виконують у вигляді перегородок, які з'єднуються в цих вузлах, плоскі елементи можуть згортати у форму, найбільш близьку до циліндра. Крім того, модель ливникової системи можуть виконувати в місці зімкнення кінців згорнутого елементу у вигляді потовщення, розташованого уздовж всієї моделі, а також згортати плоскі елементи так, що в поперечному розрізі при S-подібному вигині отримують конструкцію з двох стикуючих труб в поперечному розрізі у вигляді цифри 8, або всередину трубчастої конструкції можуть поміщати принаймні одну перегородку, яка може бути виконана у вигляді двовимірних ґрат з одного з трубчастою конструкцією матеріалу. Крім того, стінки трубчастої конструкції із згорнутих елементів можуть виконувати 5 непроникними для формувальної суміші, а торці трубчастої конструкції закривати кришками також непроникними для формувальної суміші або стінки і кришки покривати синтетичною плівкою, що не допускає попадання формувальної суміші всередину трубчастої конструкції. Також на стінку плоского елементу можуть наклеювати синтетичну плівку або сітку і на глибині вибірки зберігають товщину до 5-6мм. Крім того, сума кутів клиноподібних вибірок може дорівнювати 360°, а при згортанні сторони клинів вибірок можуть змикати так, що зменшення товщини плоского елементу за рахунок виконання вибірок не зменшує товщину стінки елементу в згорнутому виді. Також плоскі елементи можуть виконувати у вигляді гексагональних двовимірних ґрат з комірками у вигляді рівностороннього шестикутника, а згортати їх в конструкції подібні до конструкції вуглецевої нанотрубки. Крім того, шляхом розміщення всередині трубчастої конструкції перегородки можуть розпирати або стягувати нею зсередини трубчасту конструкцію і змінювати її зовнішній розмір, при цьому деформувати і згинати частини двовимірних ґрат, а в місці вигину на них виконувати клиноподібні вибірки з боку утворення увігнутої поверхні. А також можуть згортати плоскі елементи так, що дві протилежні перегородки кожної комірки гексагональних двовимірних ґрат розташовують перпендикулярно осі, навколо якої проводять згортання. При цьому плоскі елементи моделі отримують в прес-формах з плоскою лінією роз'єму, які зручно використовувати на модельних автоматах. Особливістю багатьох пінопластів, спечених (склеєних) з гранул, зокрема пінополістиролу, є те, що вироби з них в тонких перетинах завтовшки 0,1-4мм можуть при вигинанні не ламатися, а мають при цьому обмежену здібність до деформації без руйнування. У товщих перетинах при вигині виникає тріщина частіше по стику гранул, а вказана гранична товщина залежить від величини спечених гранул, якості спікання і матеріалу гранул. Якщо плоский елемент отримують в прес-формі з клиноподібними вибірками, то товщина 0,1мм заповнюється дрібними гранулами пінополістиролу, а товщина до 4мм швидко пропікається і міцно склеюється з гранул, дозволяючи згинати елемент на невеликий гострий кут,що гарантовано не перевищує границі міцності на вигин матеріалу. Також клиноподібні вибірки нескладно вирізати при виготовленні моделі з блочного пінопласту, що має чи не найлегшу здатність до механічної обробки з твердих нееластичних промислових матеріалів. Значно легше це виконати на плоских ґратчастих моделях, порівняно з суцільними, що підлягають деформуванню. Перевищення цього розміру веде до появи тріщин, які можуть з'явитися, якщо не при безпосередньо згортанні стінки, то при складуванні, транспортуванні або монтуванні згорнутого елементу з іншими деталями моделі. Міцність на вигин елементу зростає в 2,5-3 рази при обклеюванні сіткою або плівкою, наприклад за допомогою клею ПВА, з боку, яка стає опуклою при згортанні елементу, що дозволяє збільшити вказану товщину до 5-6мм. 92226 6 На Фіг.1 показаний при вигляді збоку приклад вигинання плоского елементу з правого боку. Цей елемент у вигляді пластини з сегментами 1 і клиноподібними вибірками (вирізами) 2 при згортанні закріплюють замком 3, наприклад, подібним до системи "виступ-паз". Плоский елемент моделі, яка газифікується, можуть виготовляти безперервно, наприклад, як вказано в способі [Патент Росії 2029653, В22С9/02, опубл. 1995, Бюл. №6], шляхом складання з частин і нарощування моделі в процесі формування в облицювальний вогнетривкий піщаний шар рухомого кристалізатора. Слід лише перед формовкою в пісок його постійно згортати в безперервну трубчасту конструкцію, яку також можна скріпляти вищезгаданим замком уздовж осі, навколо якої проводять згортання. Термін "безперервна модель" застосовується аналогічно до назви безперервного лиття на безперервному конвеєрі із замкнутої гнучкої стрічки, згідно згаданого патенту РФ. Враховуючи високі механічні показники відкритих наукою нанотрубок, в якості наступного приклада на Фіг.2 показаний елемент конструкції моделі, побудований по аналогії з ними. Нанотрубка виглядає як згорнутий в трубку плоский шар атомів графіту, названий графеном, який с шаром атомів вуглецю, сполучених за допомогою sp-2 зв'язків в гексагональну двовимірну кристалічну решітку (ґрати). Перегородки 1 сітчастої трубки складають ґрати з правильних шестикутників (ближня зігнута стінка сітчастої трубки показана подвійними лініями, а дальня - однією лінією), товщина перегородок визначається здатністю розплавленого металу їх залити і способом живлення цим металом, зазвичай вона складає 5мм і більше. Справа на Фіг.2 показана сітчаста перегородка 2 зігнутої форми, що нагадує по вигляду закінчення нанотрубки або частину фулерена, а сама сітчаста трубка виконана у формі, найбільш близькій до циліндра. Наведений на Фіг.2 приклад показує найбільш перспективний напрям застосування способу збирання моделей згортанням для виготовлення з простих плоских елементів просторових (складнофасонних) переважно ґратчастих i каркасних тонкостінних металевих виливків, що використовуються як металеві несучі конструкції, наприклад, в будівництві в якості декоративних чи протиударних тонкостінних огорож, для армування бетонних виробів, а також як металеві електропровідні конструкції для заземлення як елемент електробезпеки будівель та споруд, в електрохімічній галузі як електрод, теплообмінник чи каталізатор з великою площею поверхні, що занурюється в рідке чи газове середовище, рухається крізь нього, чи 1ф1льтрувальний та загороджувальний елемент, що створює своїми металевими сіткоподібними станками крупнопористу чи ґратчасту структуру для очищення рідин та газів, а також в ливарному виробництві як арматура, внутрішні холодильники, фасонні затравки для виливків та зливків, як матеріал для виготовлення біметалевих чи композитних виробів з об'ємним розташуванням одного металу в іншому металі чи матеріалі, та ін. Класи 7 чним прикладом ґратчастої просторової конструкції, що має вісь обертання i декоративні зменшені копії якої (та інші їй подібні) можна виливати за моделями з плоских деталей, деформованих згортанням, є Ейфелева башта. Цей приклад наводиться в підручниках з біоніки як типовий варіант наслідування конструктивних властивостей біологічних об'єктів при виготовленні рукотворних. Ґратчаста структура найбільш технологічна для лиття за моделями, що газифікуються в формах з сипкого піску, який вакуумується, на відміну від суцільних, наприклад трубчастих, моделей. Ґратчасті моделі дозволяють легко i рівномірно вакуумувати пісок, частково обхвачений i зосереджений з внутрішньої сторони ґратчастої (наприклад, трубчастої) моделі, тоді як в трубчастих суцільних моделях всередині труби пісок значно важче рівномірно провакуумувати, особливо довгомірних, i неможливо це зробити при напівбезперервному чи безперервному литті при нарощуванні моделей по способу за згаданим патентом РФ. Тому існує метод застосування для трубчастих моделей додаткових пересувних вакуумпроводів з фільтрувальною поверхнею, але він рідко реалізується, бо значно ускладнює лиття і оснастку. Слід зазначити, що виготовлення для ремонтних потреб одноразових трубчастих виливків, при виготовленні їх по дерев'яних моделях та стрижневих ящиках в піщаних формах зі зв'язуючим (ХТС) буде більш ніж на порядок дорожче, ніж виготовлення з пінопластових по ЛГМ - процесу в формах з сухого піску без застосування стрижневих ящиків. Якщо згортання подібних графену плоских елементів в наступному прикладі реалізації способу проводять так, що дві протилежні паралельні перегородки кожного шестикутного осередку гексагональних двовимірних ґрат розташовують перпендикулярно oci, навколо якої проводять згортання, як показано на Фіг.2, ця вicь проходить горизонтально, то така конструкція сітчастої трубки буде в 1,5 рази міцнішою на розрив уздовж цієї oci, ніж у випадку, якщо дві перегородки кожного осередку розташують паралельно цій oci. Розрахунок цього проведений у вищезгаданій роботі [И. П. Иванов. Современная физика в задачах]. Шляхом розміщення всередині трубчастої конструкції перегородки можуть розпирати або стягувати цією перегородкою зсередини трубчасту конструкцію і змінювати її зовнішній розмір, при цьому деформувати і згинати частини стінок, у тому числі і у вигляді двовимірних ґрат, а в місці вигину на них можуть виконувати клиноподібні вибірки з боку утворення увігнутої поверхні. Таким чином змінюють форму і розмір поперечного перетину трубчастої конструкції. На відміну від нанотрубок з мікросвіту плоскі модельні елементи можуть згортати в складніші форми, зокрема, так, що в поперечному розрізі при S-подібному вигині можна отримати конструкцію з двох стикуючих труб в поперечному розрізі у вигляді цифри 8. Зазначеними операціями ми змінюємо, покращуючи для наших потреб, запозичені у природи просторові конструкції, побудувавши їх з плоских елементів, виготовлених з простої оснастки з плоским роз'ємом. 92226 8 Просторові ґратчасті конструкції залежно від варіантів згортання плоских елементів і розміщення клинових вибірок, що полегшують згортання, також можуть виконуватися не тільки трубчастими близькими до форми циліндра, але і інших геометричних форм, наприклад, у формі багатокутника, або аналогічного до будови фулеренів, близьких до кулястої форми. Потовщення на моделі, виконане у вигляді замку 3 (Фіг.1) в зборі, який може бути розміщений уздовж всієї моделі, доцільно використовувати в моделі з пінопласту, що підлягає газифікації, як стояк або колектор ливникової системи і з цією метою виконувати його по розмірах з розрахунків цієї ливникової системи. Це потовщення може формуватися у вигляді подібному до форми циліндра. Наприклад, якщо при формуванні цей замок і вся трубчаста модель розташована вертикально, то до замку повинна примикати ще невелика частина стояка і завершуватися ливниковою чашею або воронкою. Для виконання моделей стояків, без яких не обходиться виробництво практично всіх видів виливків, методом згортання з плоских елементів стінки їх трубчастої конструкції із згорнутих елементів виконують непроникними для формувальної суміші, з якої виготовляють ливарну форму, а торці трубчастої конструкції закривають кришками також непроникними для формувальної суміші або стінки і кришки покривають синтетичною плівкою, що не допускає попадання формувальної суміші всередину трубчастої конструкції. Таким чином формують близьку за формою до циліндра модель стояка або колектора ливникової системи, по якій заливають метал, а також до моделі якої кріплять дрібні моделі виливків при збірці їх в блоки або кущі. Якщо сума кутів на вістрі кожного клина клиноподібних вибірок, що входять в глибину плоского елемента і зменшують при цьому його товщину, рівна 360°, то при згортанні в замкнуту систему сторони всіх клинових вибірок змикаються так, що в зборі утворюють суцільне тіло на товщину сегменту 1 (Фіг.1), і зменшення товщини плоского елементу за рахунок вибірок не зменшує товщину стінки елементу в згорнутому вигляді. Промислова придатність способу підтверджена застосуванням пінопластових моделей, отриманих за допомогою згортання, при виготовленні методом ЛГМ виливків корпуса насоса (для перекачування гірничої пульпи) із зносостійкої марки сталі, фото моделі показано в статті [В.С. Дорошенко. Пространственные литые конструкции, получаемые в объеме песка. Металл и литье Украины. - 2009.- № 7-8. - С. 45-52]. Технологія виготовлення деталей литого сталевого ґратчастого армувального каркасу для бетонного фундаменту площадки, призначеної для випробування міцності на удар конструкцій вагою кілька тонн, також включала використання ґратчастих пінопластових моделей, отриманих способом часткової деформації Описаний спосіб згортання плоских модельних елементів, при отриманні їх в прес-формах з плоским роз'ємом, або з плоских блоків пінопласту, що 9 92226 також виготовляють в оснастці з прямокутною порожниною дозволяє отримувати трубчасті і інші фасонні, каркасні і просторові комірчасті моделі з криволінійними поверхнями, що спрощує конструкції модельної оснастки для їх отримання в порів Комп’ютерна верстка Л. Ціхановська 10 нянні з оснасткою, в якій могли бути виготовлені ці моделі без цілеспрямованого деформування. Описаний спосіб розширює можливості виготовлення литтям вказаних конструкцій, зокрема за аналогами з фізики мікросвіту. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing one-time pattern
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюСпособ изготовления литейной одноразовой модели
Автори російськоюШинський Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
Мітки: одноразової, спосіб, ливарної, моделі, виготовлення
Код посилання
<a href="https://ua.patents.su/5-92226-sposib-vigotovlennya-livarno-odnorazovo-modeli.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ливарної одноразової моделі</a>
Спосіб виготовлення моделі
Номер патенту: 36893
Опубліковано: 16.04.2001
Автори: Галенко Василь Петрович, Пирогов Олександр Дмитрович, Сіроштан Володимир Юрійович
МПК: B22C 7/00
Мітки: виготовлення, спосіб, моделі
Формула / Реферат:
Спосіб виготовлення моделі, що включає створення розрахунків і креслень, виготовлення по них чорнової моделі з подальшою її обробкою до заданих розмірів, який відрізняється тим, що чорнова модель виготовляється шляхом послідовного набору плоских елементів поперечних перетинів, виготовлених із застосуванням комп'ютерного моделювання моделі в цілому і її складової частини з подальшим моделюванням формотвірної поверхні складової частини...
Спосіб виготовлення ливарної форми
Номер патенту: 37896
Опубліковано: 15.05.2001
Автори: Козак Володимир Володимирович, Смирнов Борис Миколайович, Стеценко Іван Дмитрович
МПК: B22C 9/00
Мітки: форми, ливарної, виготовлення, спосіб
Текст:
...винаходом, що пропонується, є вибір оптимального питомого тиску моделі на формовочну суміш, що забезпечує суттєве покращення якості ливарних форм та виливків. Суть запропонованого технічного рішення полягає в тому, що вагу моделі разом з підмодельною плитою встановлюють в строго визначених межах. Верхня межа запобігає створенню надмірних питомих тисків на РСС (вище 0,12 МПа), здатних ліквідувати її рідкотекучість. Нижня межа (0,08 МПа)...
Спосіб виготовлення двошарової ливарної форми
Номер патенту: 33474
Опубліковано: 15.02.2001
Автори: Стеценко Іван Дмитрович, Соценко Олександр Васильович, Козак Володимир Володимирович, Смирнов Борис Миколайович
МПК: B22C 9/00
Мітки: ливарної, двошарової, форми, виготовлення, спосіб
Текст:
...шляхом напилення сухого лротипригарного матеріалу в момент паузи на попередньо сформований облицювальний шар з наступним вдавлюванням цього матеріалу в поверхню форми під час другого этапу занурення моделі. При цьому протипригарний матеріал проникає в облицювальний шар,заповнюючи пори, що виникли в РСС після спадання піни. При затвердінні суміші утворюється надійний зв"язок між протипригарними матеріалами та облицювальним шаром. Таким...
Спосіб виготовлення тонкої литої стрічки з використанням двовалкової ливарної машини і машина для його здійснення

Номер патенту: 88544
Опубліковано: 26.10.2009
Автори: Едвардс Джім, Блейд Уолтер
МПК: B22D 11/06, B22D 11/16
Мітки: використанням, машини, стрічки, машина, двовалкової, виготовлення, тонкої, спосіб, здійснення, ливарної, литої
Формула / Реферат:
1. Спосіб виготовлення тонкої литої стрічки безперервним литтям, що включає:монтаж двовалкової ливарної машини, що має пару ливарних валків, з утворенням зазору між зазначеними валками;монтаж такого приводу вказаної двовалкової ливарної машини, що придатний для роздільного обертання вказаних ливарних валків і підтримання регульованого кута між зазначеними ливарними валками;монтаж такої системи подавання металу, що...
Установка для виготовлення ливарної форми
Номер патенту: 40450
Опубліковано: 16.07.2001
Автори: Стеценко Іван Дмитрович, Козак Володимир Володимирович, Грищенко Микола Миколайович, Смирнов Борис Миколайович
МПК: B22C 17/00, B22C 19/00, B22C 25/00, B22C 15/00
Мітки: установка, ливарної, форми, виготовлення
Формула / Реферат:
Установка для виготовлення ливарної форми, яка включає підмодельну плиту з моделлю та конічно-циліндричними направляючими стержнями з одного боку і штирями для спарювання з кокілем, наповненим рідкою самотвердіючою сумішшю, та упорами з іншого боку, а також траверси з отворами, в яких розташовані направляючі стержні, яка відрізняється тим, що довжина циліндричної частини направляючого стержня дорівнює відстані між площиною роз’єма кокіля і...