Спосіб відновлення та підвищення властивостей робочого шару деталей
Номер патенту: 92472
Опубліковано: 26.08.2014
Автори: Телятников Володимир Володимирович, Рибалко Іван Миколайович, Мальцев Тарас Віталійович, Гончаренко Олександр Олексійович, Марков Олександр Вікторович, Сідашенко Олександр Іванович, Тіхонов Олександр Всеволодович, Скобло Тамара Семенівна, Сайчук Олександр Васильович

Формула / Реферат
1. Спосіб відновлення та підвищення властивостей робочого шару деталей, що здійснюють наплавленням, який відрізняється тим, що процес реновації дефектних і зношених зон деталей з вуглецевих і низьковуглецевих сталей попередньо піддають зачистці, а потім відновлюють вуглецевим або низьковуглецевим дротом, близьким за хімічним складом до матеріалу деталі, і для підвищення твердості і зчеплення цього шару з основним металом вводять наноалмази.
2. Спосіб за п. 1 який відрізняється тим, що частка введених наноалмазів не повинна перевищувати 0,2-0,3 % від маси використовуваного дроту.
3. Спосіб за п. 1 який відрізняється тим, що наноалмази вводять спільно з дротом, на який наносять чарунки і заповнюють їх порошком.
Текст
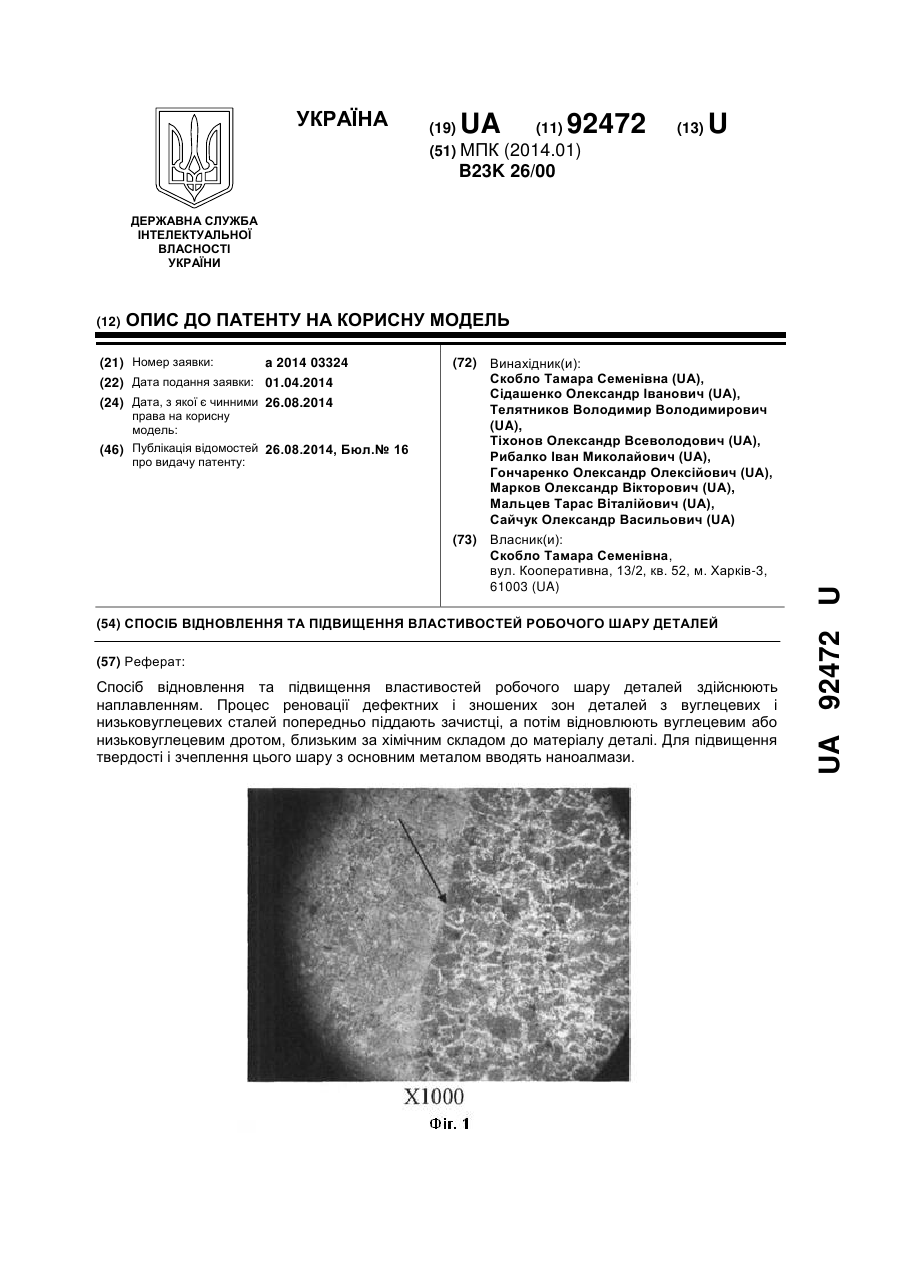
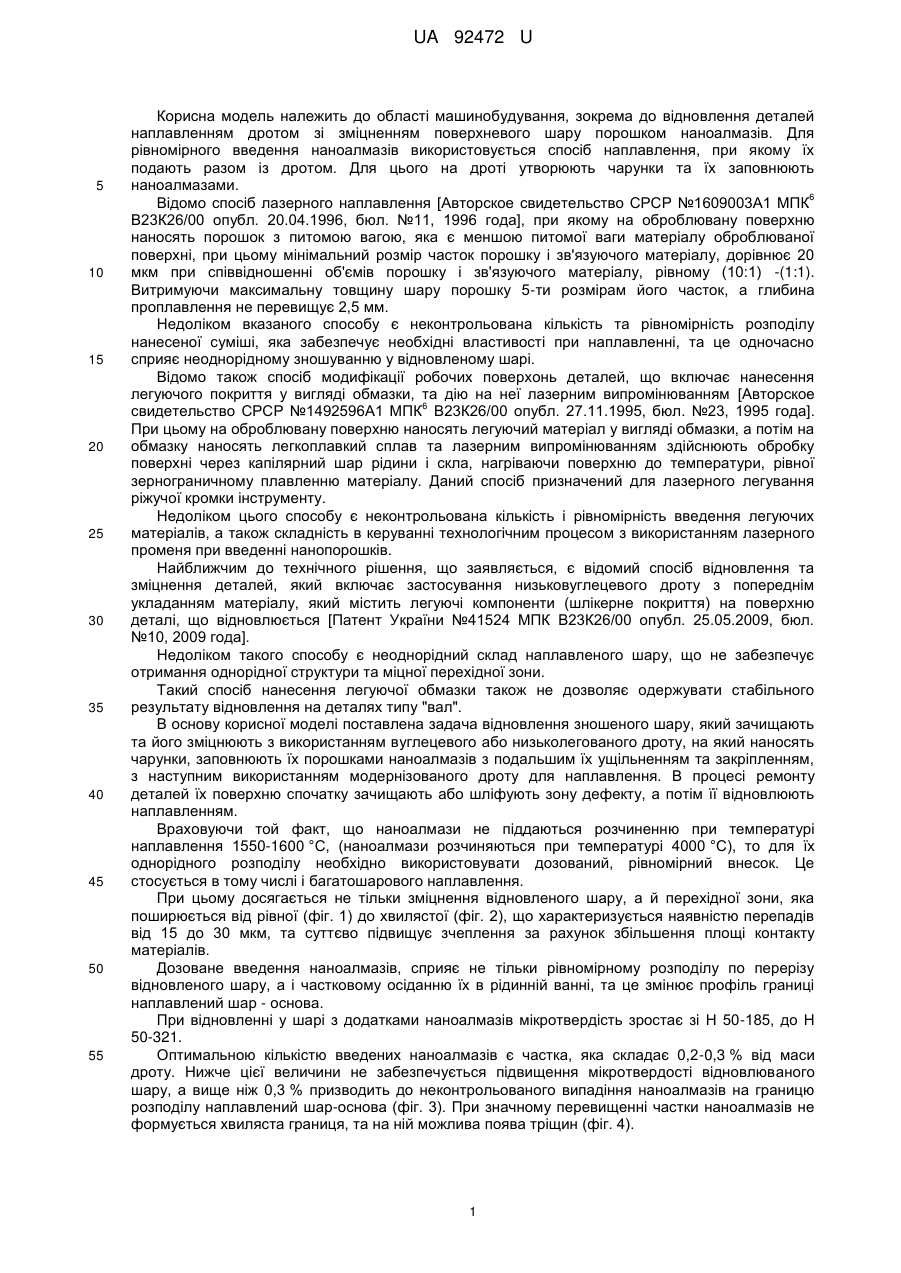
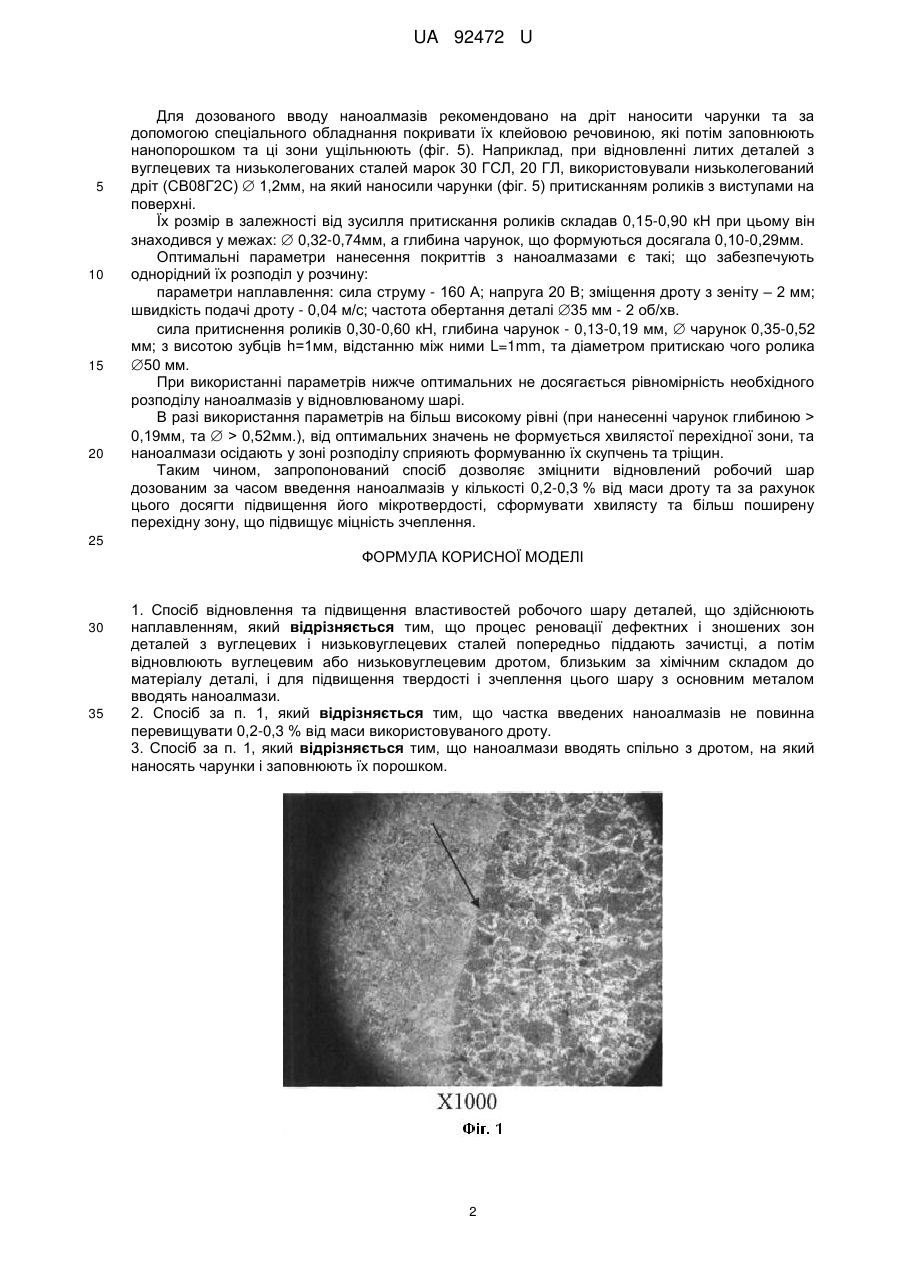
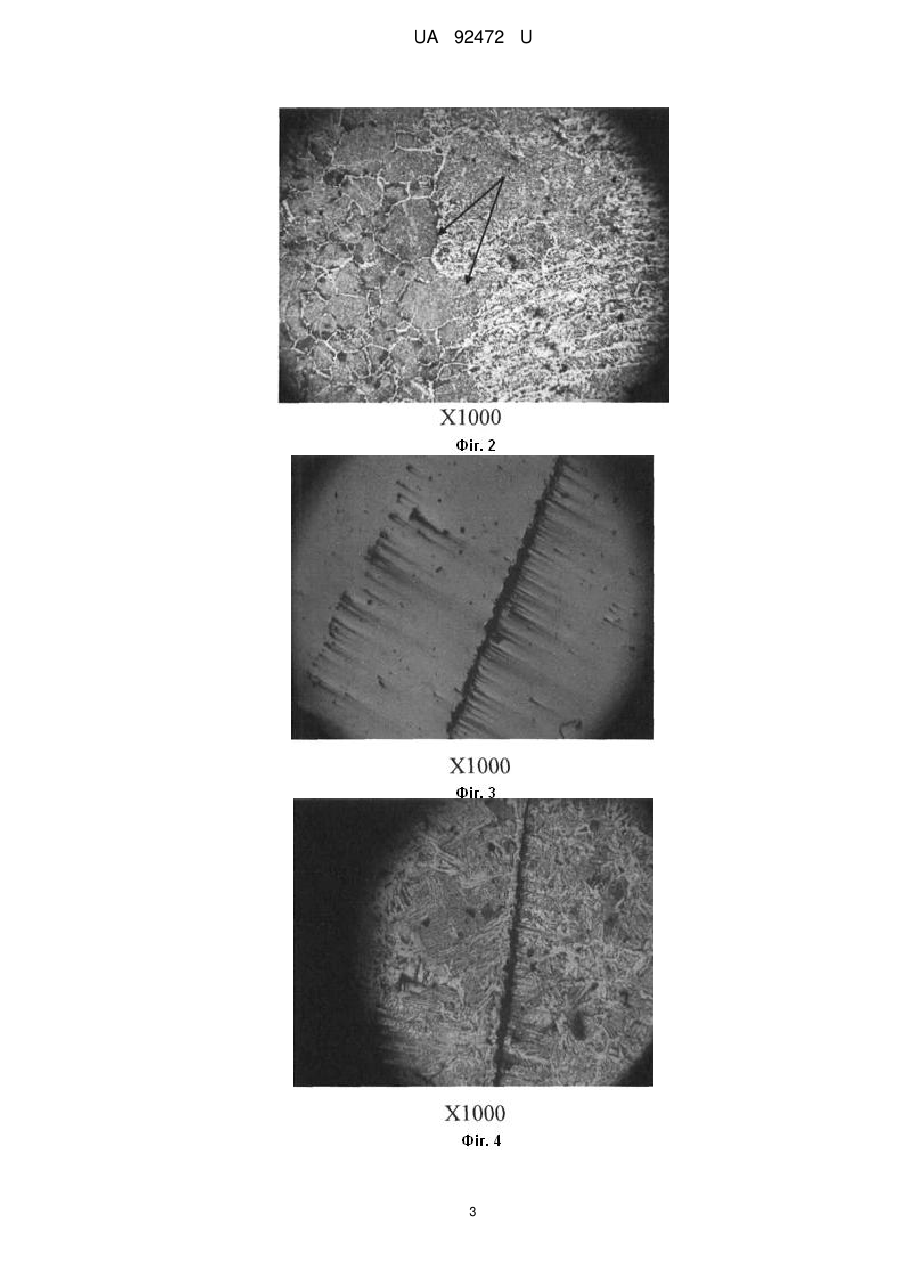
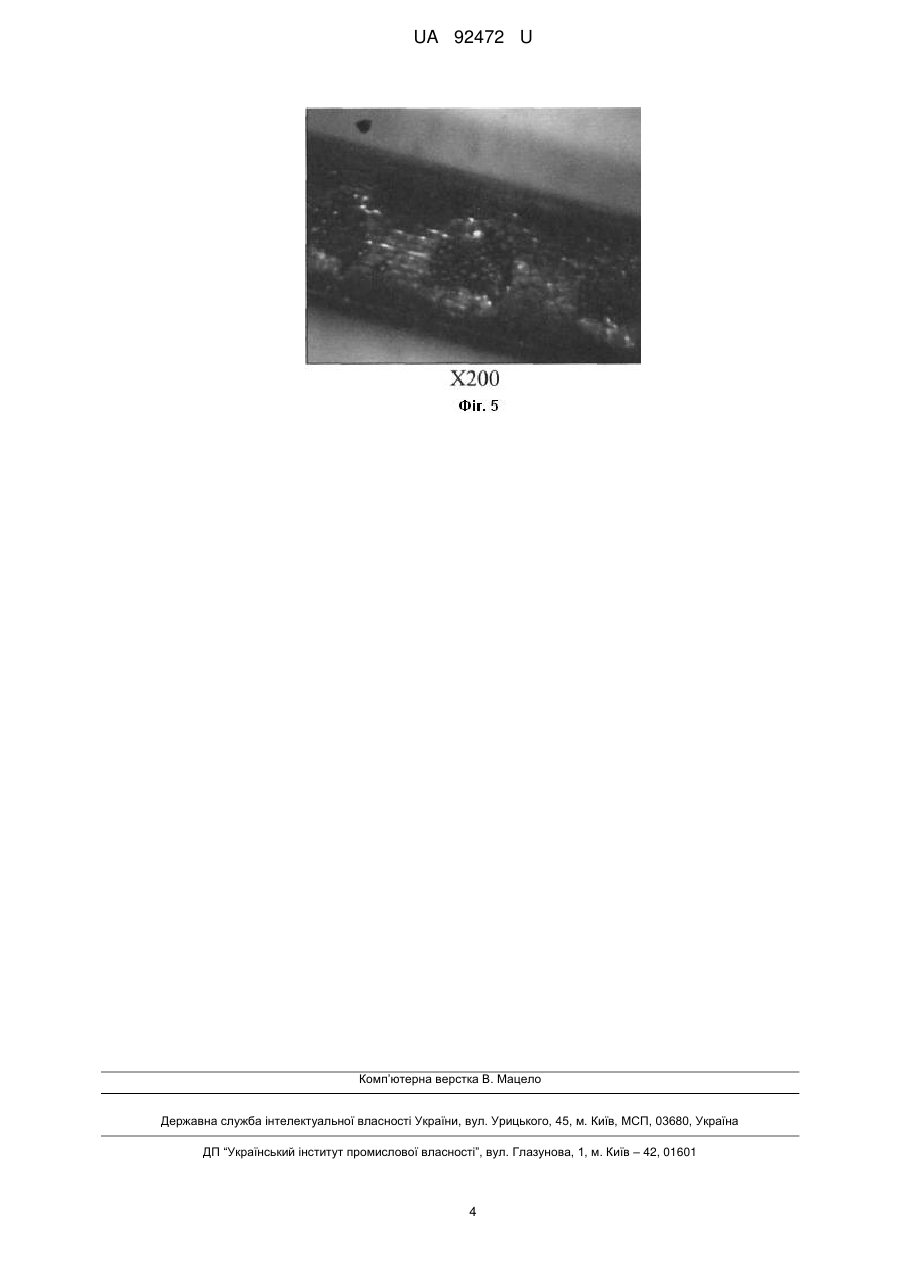
Реферат: Спосіб відновлення та підвищення властивостей робочого шару деталей здійснюють наплавленням. Процес реновації дефектних і зношених зон деталей з вуглецевих і низьковуглецевих сталей попередньо піддають зачистці, а потім відновлюють вуглецевим або низьковуглецевим дротом, близьким за хімічним складом до матеріалу деталі. Для підвищення твердості і зчеплення цього шару з основним металом вводять наноалмази. UA 92472 U (12) UA 92472 U UA 92472 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області машинобудування, зокрема до відновлення деталей наплавленням дротом зі зміцненням поверхневого шару порошком наноалмазів. Для рівномірного введення наноалмазів використовується спосіб наплавлення, при якому їх подають разом із дротом. Для цього на дроті утворюють чарунки та їх заповнюють наноалмазами. 6 Відомо спосіб лазерного наплавлення [Авторское свидетельство СРСР №1609003А1 МПК В23К26/00 опубл. 20.04.1996, бюл. №11, 1996 года], при якому на оброблювану поверхню наносять порошок з питомою вагою, яка є меншою питомої ваги матеріалу оброблюваної поверхні, при цьому мінімальний розмір часток порошку і зв'язуючого матеріалу, дорівнює 20 мкм при співвідношенні об'ємів порошку і зв'язуючого матеріалу, рівному (10:1) -(1:1). Витримуючи максимальну товщину шару порошку 5-ти розмірам його часток, а глибина проплавлення не перевищує 2,5 мм. Недоліком вказаного способу є неконтрольована кількість та рівномірність розподілу нанесеної суміші, яка забезпечує необхідні властивості при наплавленні, та це одночасно сприяє неоднорідному зношуванню у відновленому шарі. Відомо також спосіб модифікації робочих поверхонь деталей, що включає нанесення легуючого покриття у вигляді обмазки, та дію на неї лазерним випромінюванням [Авторское 6 свидетельство СРСР №1492596А1 МПК В23К26/00 опубл. 27.11.1995, бюл. №23, 1995 года]. При цьому на оброблювану поверхню наносять легуючий матеріал у вигляді обмазки, а потім на обмазку наносять легкоплавкий сплав та лазерним випромінюванням здійснюють обробку поверхні через капілярний шар рідини і скла, нагріваючи поверхню до температури, рівної зернограничному плавленню матеріалу. Даний спосіб призначений для лазерного легування ріжучої кромки інструменту. Недоліком цього способу є неконтрольована кількість і рівномірність введення легуючих матеріалів, а також складність в керуванні технологічним процесом з використанням лазерного променя при введенні нанопорошків. Найближчим до технічного рішення, що заявляється, є відомий спосіб відновлення та зміцнення деталей, який включає застосування низьковуглецевого дроту з попереднім укладанням матеріалу, який містить легуючі компоненти (шлікерне покриття) на поверхню деталі, що відновлюється [Патент України №41524 МПК В23К26/00 опубл. 25.05.2009, бюл. №10, 2009 года]. Недоліком такого способу є неоднорідний склад наплавленого шару, що не забезпечує отримання однорідної структури та міцної перехідної зони. Такий спосіб нанесення легуючої обмазки також не дозволяє одержувати стабільного результату відновлення на деталях типу "вал". В основу корисної моделі поставлена задача відновлення зношеного шару, який зачищають та його зміцнюють з використанням вуглецевого або низьколегованого дроту, на який наносять чарунки, заповнюють їх порошками наноалмазів з подальшим їх ущільненням та закріпленням, з наступним використанням модернізованого дроту для наплавлення. В процесі ремонту деталей їх поверхню спочатку зачищають або шліфують зону дефекту, а потім її відновлюють наплавленням. Враховуючи той факт, що наноалмази не піддаються розчиненню при температурі наплавлення 1550-1600 °C, (наноалмази розчиняються при температурі 4000 °C), то для їх однорідного розподілу необхідно використовувати дозований, рівномірний внесок. Це стосується в тому числі і багатошарового наплавлення. При цьому досягається не тільки зміцнення відновленого шару, а й перехідної зони, яка поширюється від рівної (фіг. 1) до хвилястої (фіг. 2), що характеризується наявністю перепадів від 15 до 30 мкм, та суттєво підвищує зчеплення за рахунок збільшення площі контакту матеріалів. Дозоване введення наноалмазів, сприяє не тільки рівномірному розподілу по перерізу відновленого шару, а і частковому осіданню їх в рідинній ванні, та це змінює профіль границі наплавлений шар - основа. При відновленні у шарі з додатками наноалмазів мікротвердість зростає зі Н 50-185, до Н 50-321. Оптимальною кількістю введених наноалмазів є частка, яка складає 0,2-0,3 % від маси дроту. Нижче цієї величини не забезпечується підвищення мікротвердості відновлюваного шару, а вище ніж 0,3 % призводить до неконтрольованого випадіння наноалмазів на границю розподілу наплавлений шар-основа (фіг. 3). При значному перевищенні частки наноалмазів не формується хвиляста границя, та на ній можлива поява тріщин (фіг. 4). 1 UA 92472 U 5 10 15 20 Для дозованого вводу наноалмазів рекомендовано на дріт наносити чарунки та за допомогою спеціального обладнання покривати їх клейовою речовиною, які потім заповнюють нанопорошком та ці зони ущільнюють (фіг. 5). Наприклад, при відновленні литих деталей з вуглецевих та низьколегованих сталей марок 30 ГСЛ, 20 ГЛ, використовували низьколегований дріт (СВ08Г2С) 1,2мм, на який наносили чарунки (фіг. 5) притисканням роликів з виступами на поверхні. Їх розмір в залежності від зусилля притискання роликів складав 0,15-0,90 кН при цьому він знаходився у межах: 0,32-0,74мм, а глибина чарунок, що формуються досягала 0,10-0,29мм. Оптимальні параметри нанесення покриттів з наноалмазами є такі; що забезпечують однорідний їх розподіл у розчину: параметри наплавлення: сила струму - 160 А; напруга 20 В; зміщення дроту з зеніту – 2 мм; швидкість подачі дроту - 0,04 м/с; частота обертання деталі 35 мм - 2 об/хв. сила притиснення роликів 0,30-0,60 кН, глибина чарунок - 0,13-0,19 мм, чарунок 0,35-0,52 мм; з висотою зубців h=1мм, відстанню між ними L=1mm, та діаметром притискаю чого ролика 50 мм. При використанні параметрів нижче оптимальних не досягається рівномірність необхідного розподілу наноалмазів у відновлюваному шарі. В разі використання параметрів на більш високому рівні (при нанесенні чарунок глибиною > 0,19мм, та > 0,52мм.), від оптимальних значень не формується хвилястої перехідної зони, та наноалмази осідають у зоні розподілу сприяють формуванню їх скупчень та тріщин. Таким чином, запропонований спосіб дозволяє зміцнити відновлений робочий шар дозованим за часом введення наноалмазів у кількості 0,2-0,3 % від маси дроту та за рахунок цього досягти підвищення його мікротвердості, сформувати хвилясту та більш поширену перехідну зону, що підвищує міцність зчеплення. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 1. Спосіб відновлення та підвищення властивостей робочого шару деталей, що здійснюють наплавленням, який відрізняється тим, що процес реновації дефектних і зношених зон деталей з вуглецевих і низьковуглецевих сталей попередньо піддають зачистці, а потім відновлюють вуглецевим або низьковуглецевим дротом, близьким за хімічним складом до матеріалу деталі, і для підвищення твердості і зчеплення цього шару з основним металом вводять наноалмази. 2. Спосіб за п. 1, який відрізняється тим, що частка введених наноалмазів не повинна перевищувати 0,2-0,3 % від маси використовуваного дроту. 3. Спосіб за п. 1, який відрізняється тим, що наноалмази вводять спільно з дротом, на який наносять чарунки і заповнюють їх порошком. 2 UA 92472 U 3 UA 92472 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюSkoblo Tamara Semenivna, Sidashenko Oleksandr Ivanovych, Tikhonov Oleksandr Vsevolodovych, Rybalko Ivan Mykolaiovych, Honcharenko Oleksandr Oleksiiovych, Markov Oleksandr Viktorovych, Saichuk Oleksandr Vasyliovych
Автори російськоюСкобло Тамара Семеновна, Сидашенко Александр Иванович, Тихонов Александр Всеволодович, Рыбалко Иван Николаевич, Гончаренко Александр Алексеевич, Марков Александр Викторович, Сайчук Александр Васильевич
МПК / Мітки
МПК: B23K 26/00
Мітки: відновлення, підвищення, деталей, шару, робочого, властивостей, спосіб
Код посилання
<a href="https://ua.patents.su/6-92472-sposib-vidnovlennya-ta-pidvishhennya-vlastivostejj-robochogo-sharu-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення та підвищення властивостей робочого шару деталей</a>
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 31445
Опубліковано: 15.12.2000
Автори: Тивончук Петро Опанасович, Роговський Іван Леонідович
МПК: B23K 9/16
Мітки: спосіб, відновлення, чавунних, деталей, наплавленням, сталевого, шару
Формула / Реферат:
1. Спосіб відновлення чавунних деталей наплавленням сталевого шару, що вміщує попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів в зварювальну ванну за допомогою подаючого зубчастого ролика.2. Спосіб відновлення чавунних деталей наплавленням по п.1, який відрізняється...
Спосіб відновлення протекторних властивостей захисного шару бетону
Номер патенту: 84093
Опубліковано: 10.09.2008
Автори: Коваль Петро Миколайович, Колесник Денис Юрійович
МПК: C04B 40/00, C04B 24/42, C09D 143/00, C04B 41/45
Мітки: шару, протекторних, бетону, відновлення, властивостей, захисного, спосіб
Формула / Реферат:
1. Спосіб відновлення протекторних властивостей захисного шару бетону, який включає нанесення на поверхню конструкцій розчинів кремнієорганічних сполук, який відрізняється тим, що поверхню конструкцій послідовно обробляють розчином лужної водорозчинної кремнієорганічної сполуки, яка містить ПАР, і потім гідрофобізують розчином кремнієорганічної смоли в органічному розчиннику, причому розчин лужної водорозчинної кремнієорганічної сполуки, яка...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40491
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: спосіб, наплавленням, деталей, шаруватим, зношених, відновлення
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, при цьому перший шар - "адгезійний", із твердістю та структурою, близькими до матеріалу основи; другий шар - "робочий", із заданою твердістю та фізико-механічними...
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу
Номер патенту: 33762
Опубліковано: 10.07.2008
Автори: Зеленський Віктор Євгенович, Лук'янчиков Олександр Миколайович, Степнов Ксенофонт Ксенофонтович, Матвієнко Володимир Миколайович, Матвієнков Сергій Анатольович, Гапонов Борис Петрович, Бойко Володимир Семенович
МПК: B23K 9/04
Мітки: зміцнення, деталей, відновлення, установка, наплавленням, масивних, циліндричної, шару, металу, форми, сталевих
Формула / Реферат:
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, що містить наплавлювальний апарат з металоконструкціями для його переміщення, самохідний візок, механізм кріплення та обертання циліндричних деталей, яка відрізняється тим, що масивна сталева деталь циліндричної форми, що наплавляють, розташована в спеціальному термостатичному кожусі, у верхній частині якого передбачено...
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу
Номер патенту: 88720
Опубліковано: 10.11.2009
Автори: Степнов Ксенофонт Ксенофонтович, Зеленський Віктор Євгенович, Матвієнков Сергій Анатольович, Матвієнко Володимир Миколайович, Гапонов Борис Петрович, Бойко Володимир Семенович, Лук'янчиков Олександр Миколайович
МПК: B23K 9/04
Мітки: форми, деталей, установка, відновлення, зміцнення, наплавленням, сталевих, циліндричної, металу, шару, масивних
Формула / Реферат:
Установка для відновлення і зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, що містить наплавлювальний апарат з металоконструкціями для його переміщення, самохідний візок, механізм кріплення та обертання циліндричних деталей, яка відрізняється тим, що масивна сталева деталь циліндричної форми, що наплавляють, розташована в спеціальному термостатичному кожусі, у верхній частині якого передбачено...
Попередній патент: Спосіб мікровентиляції в металопластикових (металодерев’яних) енергозберігаючих вікнах
Наступний патент: Декоративний світильник на світлодіодах
Випадковий патент: Модуль вітроенергетичної установки фірми нб