Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу
Номер патенту: 88720
Опубліковано: 10.11.2009
Автори: Матвієнко Володимир Миколайович, Зеленський Віктор Євгенович, Бойко Володимир Семенович, Лук'янчиков Олександр Миколайович, Степнов Ксенофонт Ксенофонтович, Матвієнков Сергій Анатольович, Гапонов Борис Петрович
Формула / Реферат
Установка для відновлення і зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, що містить наплавлювальний апарат з металоконструкціями для його переміщення, самохідний візок, механізм кріплення та обертання циліндричних деталей, яка відрізняється тим, що масивна сталева деталь циліндричної форми, що наплавляють, розташована в спеціальному термостатичному кожусі, у верхній частині якого передбачено пилогазовловлювач та технологічні вікна для розміщення полегшеного наплавлювального апарата, при цьому переміщення його здійснюють за допомогою спеціального самохідного візка, на якому встановлено підкасетники для кріплення касет збільшеного об'єму з електродними матеріалами та бункер збільшеного об'єму з флюсом, а в нижній частині спеціального термостатичного кожуха розташовано систему газоповітряних пальників інжекторного типу та бункер для збору шлакової кірки, причому полегшений наплавлювальний апарат має індивідуальне переміщення відносно спеціального самохідного візка.
Текст
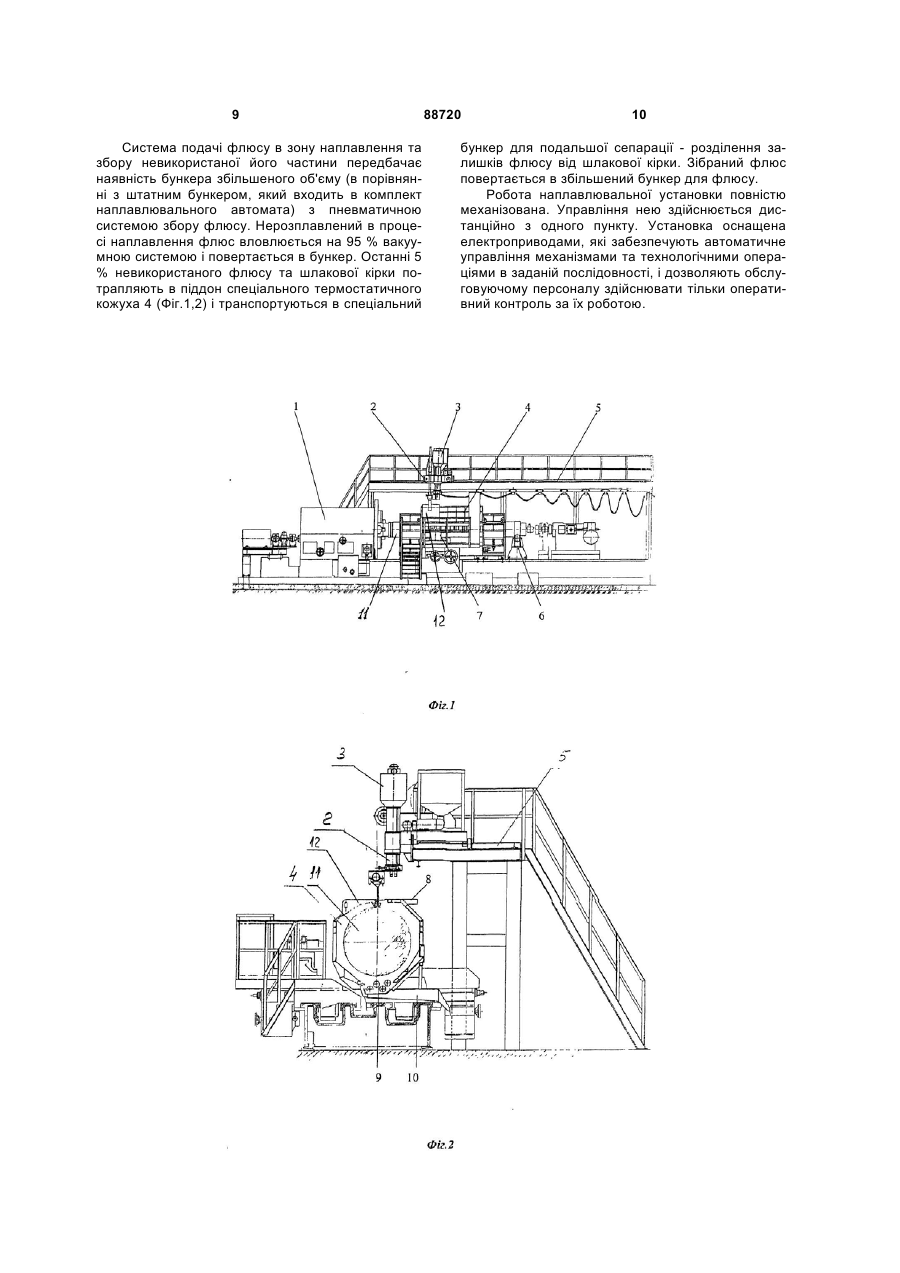
Установка для відновлення і зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, що містить наплавлю C2 1 3 В.В. Сварочно-наплавочная установка. Журнал «Зварювальне виробництво», 1984р., №1., стор. 36-37]. Установка складається із стенду-обертача на основі станини токарно-гвинторізного верстата, зварювальної головки, джерела живлення, люнету відкритого виконання, знімного столу та робочого майданчика. До недоліків даної установки слід віднести відсутність засобів супутнього підігріву деталей, які наплавляють, та пристроїв для створення оптимальних умов збереження заданого температурного режиму процесу наплавлення, а це не забезпечує високу якість наплавленого металу. Відсутність оснащення для видалення та уловлювання шлакової кірки в процесі наплавлення під флюсом затрудняє обслуговування даної установки. Відома установка Р901, яка призначена для автоматичного наплавлення під флюсом сталевих валків листопрокатних та сортопрокатних станів, блюмінгів та слябінгів [див. книгу Чвертко A.M. «Установки і верстати для електродугової зварки електродуги і наплавлення», Київ, Техніка, 1974р. стор. 240]. Вона складається з наплавлювального апарату типу А-384, передньої та задньої бабок, кільцевого індуктора з візком для його переміщення, флюсового апарату, самохідного візка. Дана установка може забезпечувати наплавлення прокатних валків діаметром 600-1200 мм, завдовжки 2000-6000 мм, вагою до 30 т (прийнята за прототип). При роботі даної наплавлювальної установки виникають проблеми, пов'язані в першу чергу з необхідністю підбору відповідного кільцевого індуктора для підігріву валка необхідного діаметру. При цьому підігрів індуктором зони визначеної ширини (рівної ширині індуктора) не забезпечує рівномірного прогрівання всієї поверхні, яку наплавляють, по довжині бочки валка, що впливає на термічні умови формування металу, який наплавляється, з високими експлуатаційними характеристиками. Нагрів валка перед наплавленням до необхідної температури (400-500°С) здійснюється поза установкою, що істотно затрудняє процес транспортування валка в такому стані та його кріплення на верстаті. Крім того самохідний візок, на якому розміщується флюсова апаратура, має ручне маршеве переміщення, а це затрудняє експлуатацію установки. Відсутність механізованого пристосування для видалення та збору шлакової кірки в процесі наплавлення також затрудняє обслуговування установки. Значна маса самохідного візка з розміщеними на ній флюсовою апаратурою та стаціонарним наплавлювальним апаратом знижує його маневреність, стабільність переміщення уздовж зони наплавлення, що обмежує технічні можливості установки в цілому. В основу винаходу поставлено задачу - удосконалити установку для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, шляхом додаткових дій над об'єктом та умов їх здійснення, що дозволить забезпечити можливість отримання наплавленого шару металу високої якості та поліпшити умови експлуатації установки. 88720 4 Поставлена задача вирішується тим, що установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, яка містить наплавлювальний апарат з металоконструкціями для його переміщення, самохідний візок, механізм кріплення та обертання циліндричних деталей, згідно винаходу, масивна сталева деталь циліндричної форми, яку наплавляють, розташована в спеціальному термостатичному кожусі, у верхній частині якого передбачено пилогазовловлювач та технологічні вікна для розміщення полегшеного наплавлювального апарату, при цьому переміщення його здійснюється за допомогою спеціального самохідного візка, на якому встановлено підкасетники для кріплення касет збільшеного об'єму з електродними матеріалами та бункер збільшеного об'єму з флюсом, а в нижній частині спеціального термостатичного кожуха розташовано систему газоповітряних пальників інжекторного типу та бункер для збору шлакової кірки, причому полегшений наплавлювальний апарат має індивідуальне переміщення відносно спеціального самохідного візка. Згідно винаходу конструкція установки передбачає необхідний комплекс оснащення для реалізації технологічного процесу відновлення та зміцнення тіл обертання, а саме термостатичний кожух з системою пилогазовловлювання, технологічні вікна для можливості переміщення наплавлювального апарату відносно поверхні, яку наплавляють, і система газоповітряних пальників інжекторного типу, а також мобільний маневрений полегшений наплавлювальний апарат, що забезпечує високу якість формування металу, який наплавляється. Технологічний процес відновлення деталей вимагає строгого дотримання умов, необхідних для отримання шару металу заданої якості. Тому використовується відповідне устаткування, робота якого забезпечує задане точне переміщення полегшеного наплавлювального апарату; стабільну подачу стрічкового електроду та флюсу; заданий температурний режим підігріву масивної сталевої деталі циліндричної форми, яку наплавляють; своєчасне видалення шлакової кірки, частині флюсу, що не розплавився, зварювального аерозолю із зони наплавлення та продуктів згорання газу при підігріві деталі. Запропонована конструкція установки має ряд переваг: - спеціальний термостатичний кожух (термокожух) забезпечує в процесі наплавлення, стабілізацію температурного режиму нагріву масивної сталевої деталі циліндричної форми, систему газоповітряних пальників інжекторного типу по всьому її об'єму, захист від охолодження потоками холодного повітря, а також локалізацію продуктів горіння і пилогазових виділень при наплавленні та збір шлакової кірки. Спеціальний термостатичний кожух з системою газоповітряних пальників інжекторного типу забезпечує можливість швидкого попереднього нагріву масивної сталевої деталі циліндричної форми до необхідної температури та необхідною швидкістю безпосередньо на установ 5 ці. Тому вона встановлюється в холодному стані, а це істотно полегшує обслуговування установки. У спеціальному термостатичному кожусі можна здійснювати і термічну обробку вже наплавленої масивної сталевої деталі циліндричної форми; - конструкція спеціального самохідного візка забезпечує автономне, мобільне переміщення полегшеного наплавлювального апарату в автоматичному режимі, за рахунок можливості його руху відносно спеціального самохідного візка, а також за рахунок розміщення на ньому, а не на наплавлювальному апараті, касет збільшеного об'єму з електродним матеріалом і бункера збільшеного об'єму з флюсом; - стабільний та плавний рух полегшеного наплавлювального апарату без ривків та коливань, відносно зони наплавлення, при виконанні заданої складної техніки наплавлення, шляхом зміни траєкторії руху мундштука відносно поверхні масивної сталевої деталі циліндричної форми, яку наплавляють, для отримання шару металу з особливими властивостями (різної твердості, зносостійкості, тріщиностійкості та ін.) робить істотний вплив на кінцевий результат - якість формування наплавленого шару металу та його працездатність; - розміщення на спеціальному самохідному візку касет збільшеного об'єму з електродними матеріалами (дротом, стрічкою) та бункера збільшеного об'єму для флюсу забезпечує безперервність ведення процесу багатошарового, багатопрохідного наплавлення, практично без зупинок для перезарядки касет та поповнення бункера флюсом. Запропонована установка оснащена всім комплексом устаткування та апаратурою, яке необхідно для реалізації технології дугового механізованого наплавлення під флюсом, а також спеціальним устаткуванням та пристосуваннями, які забезпечують дотримання вимог технології наплавлення, правил техніки безпеки і охорони навколишнього середовища. Велика маса та габарити деталей циліндричної форми створюють певні труднощі для організації їх нагріву перед наплавленням, супутнього підігріву, а також подальшої термічної обробки. В зв'язку з цим нагрів масивної сталевої деталі циліндричної форми доцільно проводити безпосередньо на запропонованій установці в спеціальному термостатичному кожусі, використовуючи природний газ низького тиску (0,8-1,5 атм) як теплоносій. Система газоповітряних пальників інжекторного типу має напівавтоматичне управління для досягнення і підтримки температури попереднього та супутнього підігріву, яку розміщено під масивною сталевою деталлю циліндричної форми уздовж поверхні, яку наплавляють, і може нагрівати її зі швидкістю 25-50°С/ч до заданої температури. Для забезпечення високої маневреності полегшеного наплавлювального апарату (полегшена наплавлювальна головка без касет з електродними матеріалами і без бункера з флюсом) передбачає його індивідуальне переміщення відносно спеціального самохідного візка в визначених межах. Обмежені розміри та вага наплавлювальної головки полегшеного наплавлювального апарату забезпечує її мобільність для виконання складної 88720 6 техніки наплавлення зносостійкого шару металу по заданій траєкторії переміщення електроду. Наприклад, для виконання наплавлення шару металу з особливими властивостями (різної зносостійкості, твердості та ін.) потрібно здійснювати зміну траєкторії руху мундштука відносно зони наплавлення. В даному випадку така компоновка обладнання має перевагу в порівнянні з установками подібного призначення, коли розміщення наплавлювального апарату здійснюється на консолі велосипедного візка, поворотної колони і іншому масивному механічному устаткуванні, яке передбачає сумісний рух з наплавлювальним апаратом. Основним недоліком такого розміщення є нестабільний рух апарату в процесі наплавлення з коливаннями та ривками, що робить істотний вплив на якість формування наплавленого шару металу. Суть запропонованого винаходу пояснюється кресленнями, де на Фіг.1 представлена конструкція установки для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, а на Фіг.2 представлено поперечний переріз установки. Установка складається з наступних основних частин: верстат вальцетокарний -1 (Фіг.1); спеціальний самохідний візок - 2 (Фіг.1,2); полегшений наплавлювальний апарат - 3 (Фіг.1,2); спеціальний термостатичний кожух - 4 (Фіг.1,2); естакада - 5 (Фіг.1) з направляючими для переміщення спеціального самохідного візка 2 (Фіг.1,2); люнет - 6 (Фіг.1), необхідний для підтримки масивної сталевої деталі циліндричної форми 11 (Фіг.1,2) в процесі наплавлення; робочий майданчик для оператора - 7 (Фіг.1) з огородженням, пультом управління і коркознімачем; пилогазовловлювач 8 (Фіг.2); система газоповітряних пальників інжекторного типу - 9 (Фіг.2); бункер для збору флюсу та шлакової кірки - 10 (Фіг.2), масивна сталева деталь циліндричної форми - 11 (Фіг.1,2), технологічні вікна -12 (Фіг.1,2), розташовані на термостатичному кожусі - 4 (Фіг.1,2). Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу працює таким чином. Масивну сталеву деталь циліндричної форми 11 (Фіг.1,2) розміщують у верстаті вальцетокарному 1 (Фіг.1). Лівий торець масивної сталевої деталі циліндричної форми 11 (Фіг.1,2) фіксують за допомогою кулачків планшайби обертача (передньої бабки верстата вальцетокарного 1 (Фіг.1), на кресленні не вказано) для передачі крутного моменту приводу обертання, із швидкістю наплавлення. Правий торець масивної сталевої деталі циліндричної форми 11 (Фіг.1,2) центрують пінолю задньої бабки верстата вальцетокарного 11 (Фіг.1,2) і (або) встановлюють на люнет 6 (Фіг.1). Для компенсації теплового подовження масивної сталевої деталі циліндричної форми 11 (Фіг.1,2) піноль задньої бабки верстата вальцетокарного 1 (Фіг.1) забезпечено відповідним компенсатором. Потім зверху розміщують кришку термостатичного кожуха 4 (Фіг.1,2), яка перед завантаженням масивної сталевої деталі циліндричної форми 11 (Фіг.1,2) була знята. Включають обертання масивної сталевої деталі циліндричної форми 11 (Фіг.1,2) та запалю 7 ють систему газоповітряних пальників інжекторного типу 9 (Фіг.2), пристрій який забезпечує рівномірний нагрів поверхні, яку наплавляють, по всій її площині та об'єму в процесі безперервного обертання масивної сталевої деталі циліндричної форми 11 (Фіг.1,2). Оскільки система газоповітряних пальників інжекторного типу 9 (Фіг.2) розташована знизу масивної сталевої деталі циліндричної форми 11 (Фіг1,2), яку наплавляють, вона не заважає процесу наплавлення, як це відбувається при використанні для нагріву індукторів. Після нагріву масивної сталевої деталі циліндричної форми 11 (Фіг.1,2) до необхідної температури відкривають технологічні вікна 12 (Фіг.1,2) на спеціальному термостатичному кожусі 4 (Фіг.1,2), вводять в зону наплавлення мундштук полегшеного наплавлювального апарату 3 (Фіг.1,2) та починають процес наплавлення робочої поверхні масивної сталевої деталі циліндричної форми 11 (Фіг.1,2). Продукти згорання газоповітряної суміші та зварювального аерозолю, які утворюються в процесі наплавлення, уловлюються пилогазовловлювачем 8 (Фіг.2), який приєднано до центральної загальнообмінної вентиляції цеху. В якості механізму розміщення та переміщення полегшеного наплавлювального апарату 3 (Фіг.1,2) передбачено спеціальний самохідний візок 2 (Фіг.1,2), на якій встановлено (окрім полегшеного наплавлювального апарату 3 (Фіг.1,2)) підкасетники для кріплення касет збільшеного об'єму для наплавлювального матеріалу, бункер збільшеного об'єму для флюсу (на кресленнях не вказано). Це необхідно для підвищення продуктивності запропонованої установки за рахунок забезпечення безперервності протікання процесу наплавлення, особливо при відновленні масивних сталевих деталей циліндричної форми 11 (Фіг.1,2), при реалізації процесу наплавлення декількома електродами. Для розміщення та переміщення спеціального самохідного візка 2 (Фіг.1,2) передбачено естакаду 5 (Фіг.1,2) з направляючими, яку розташовано уздовж верстата вальцетокарного 1 (Фіг.1) із заднього його боку на опорах, які стоять окремо. Для забезпечення безпечних умов роботи обслуговуючого персоналу робочий майданчик естакади 5 (Фіг.1,2) забезпечено сходами, настилом з рифленого металу та леєрною огорожею висотою 950 мм. Привід переміщення спеціального самохідного візка 2 (Фіг.1,2) уздовж осі масивної сталевої деталі циліндричної форми 11 (Фіг.1,2) забезпечує відповідну швидкість його переміщення при наплавленні по гвинтовій лінії, а також маршеву швидкість. Спеціальний термостатичний кожух 4 (Фіг.1,2), завдяки своєї конструкції, створює оптимальні умови праці наплавщика - захищає його від теплового випромінювання масивної сталевої деталі циліндричної форми 11 (Фіг.1,2), яку нагрівають, та системи газоповітряних пальників інжекторного типу 9 (Фіг.2), від зварювального аерозолю та продуктів згоряння газоповітряної суміші, а саму масивну сталеву деталь циліндричної форми 11 88720 8 (Фіг.1,2), яку наплавляють, від протягів, від перепадів температури навколишнього середовища, особливо в зимовий час, що зрештою позитивно впливає на результат наплавлення. В процесі наплавлення регульована система газоповітряних пальників інжекторного типу 9 (Фіг.2) забезпечує безперервний процес супутнього підігріву масивної сталевої деталі циліндричної форми 11 (Фіг.1,2), яку наплавляють. Для видалення з поверхні, яка наплавляється, шлакової кірки передбачено коркознімач, який розміщено на передньому супорті верстата вальцетокарного 1 (Фіг.1), коркознімач переміщується синхронно з полегшеним наплавлювальним апаратом 3 (Фіг.1,2). Синхронно з ним переміщується і робочий майданчик для оператора 7 (Фіг.1), який розташовано на передньому супорті верстата вальцетокарного 1 (Фіг.1). На ньому розташовано пульт управління установкою в цілому, а саме процесом наплавлення, облегшеним наплавлювальним апаратом 3 (Фіг.1,2), головним приводом верстата вальцетокарного 1 (Фіг.1), переміщенням супорта з коркознімачем, обертанням валка зі швидкістю наплавлення; переміщенням спеціального самохідного візка 2 (Фіг.1,2) і полегшеного наплавлювального апарату 3 (Фіг.1,2) уздовж осі масивної сталевої деталі циліндри форми 11 (Фіг.1,2); підйомом та опусканням штанги полегшеного наплавлювального апарату 3 (Фіг.1,2) з наплавлювальною приставкою; переміщенням супорта синхронно з полегшеним наплавлювальним апаратом 3 (Фіг.1,2) для управління процесом наплавлення і видалення шлакової кірки з поверхні, яку наплавляють. Для цієї мети на робочому майданчику для оператора 7 (Фіг.1) передбачено розміщення регульованого коркознімача. На пульті управління передбачено прилади контролю та регулювання основних параметрів режиму наплавлення та температури підігріву. Контроль за необхідною товщиною шару, який наплавляють, здійснюють спеціальним пристроєм (на кресленнях не вказано), також розташованим на робочому майданчику для оператора 7 (Фіг.1). Після завершення наплавлення шару металу заданої товщини, полегшений наплавлю вальний апарат 3 (Фіг.1,2) виводиться із зони наплавлення, технологічні вікна 12 (Фіг.1,2) на спеціальному термостатичному кожусі 4 (Фіг.1,2) закриваються. Починається процес термічної обробки масивної сталевої деталі циліндрової форми 11 (Фіг.1,2), яку наплавляють. Після завершення термічної обробки масивна стальна деталь циліндричної форми 11 (Фіг.1,2), яку наплавляють, віддаляють з верстата вальцетокарного 1 (Фіг.1). Конструкція запропонованої установки передбачає можливість механічної обробки масивної сталевої деталі циліндричної форми 11 (Фіг.1,2) перед і після наплавлення. Для цього необхідно встановити різцетримач на передньому супорті верстата вальцетокарного 1 (Фіг.1) замість коркознімача. У нижній частині спеціального термостатичного кожуха 4 (Фіг.1,2) розташовано бункер для збору шлакової кірки та флюсу 10 (Фіг.2). 9 Система подачі флюсу в зону наплавлення та збору невикористаної його частини передбачає наявність бункера збільшеного об'єму (в порівнянні з штатним бункером, який входить в комплект наплавлювального автомата) з пневматичною системою збору флюсу. Нерозплавлений в процесі наплавлення флюс вловлюється на 95 % вакуумною системою і повертається в бункер. Останні 5 % невикористаного флюсу та шлакової кірки потрапляють в піддон спеціального термостатичного кожуха 4 (Фіг.1,2) і транспортуються в спеціальний 88720 10 бункер для подальшої сепарації - розділення залишків флюсу від шлакової кірки. Зібраний флюс повертається в збільшений бункер для флюсу. Робота наплавлювальної установки повністю механізована. Управління нею здійснюється дистанційно з одного пункту. Установка оснащена електроприводами, які забезпечують автоматичне управління механізмами та технологічними операціями в заданій послідовності, і дозволяють обслуговуючому персоналу здійснювати тільки оперативний контроль за їх роботою. 11 Комп’ютерна верстка Л.Литвиненко 88720 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for restoration and strengthening massive steel components of cylindrical form by hard-facing metal layer
Автори англійськоюBoiko Volodymyr Semenovych, Matvienkov Serhii Anatoliovych, Stepnov Ksenofont Ksenofontovych, Zelenskyi Viktor Yevhenovych, Matviienko Volodymyr Mykolaiovych, Lukianchykov Oleksandr Mykolaiovych, Haponov Borys Petrovych
Назва патенту російськоюУстановка для восстановления и упрочнения массивных стальных деталей цилиндрической формы наплавкой слоя металла
Автори російськоюБойко Владимир Семенович, Матвиенков Сергей Анатольевич, Степнов Ксенофонт Ксенофонтович, Зеленский Виктор Евгеньевич, Матвиенко Владимир Николаевич, Лукьянчиков Александр Николаевич, Гапонов Борис Петрович
МПК / Мітки
МПК: B23K 9/04
Мітки: металу, сталевих, наплавленням, зміцнення, циліндричної, деталей, форми, установка, відновлення, масивних, шару
Код посилання
<a href="https://ua.patents.su/6-88720-ustanovka-dlya-vidnovlennya-ta-zmicnennya-masivnikh-stalevikh-detalejj-cilindrichno-formi-naplavlennyam-sharu-metalu.html" target="_blank" rel="follow" title="База патентів України">Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу</a>
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу
Номер патенту: 33762
Опубліковано: 10.07.2008
Автори: Степнов Ксенофонт Ксенофонтович, Матвієнко Володимир Миколайович, Зеленський Віктор Євгенович, Матвієнков Сергій Анатольович, Лук'янчиков Олександр Миколайович, Гапонов Борис Петрович, Бойко Володимир Семенович
МПК: B23K 9/04
Мітки: масивних, металу, установка, зміцнення, форми, відновлення, шару, наплавленням, сталевих, циліндричної, деталей
Формула / Реферат:
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, що містить наплавлювальний апарат з металоконструкціями для його переміщення, самохідний візок, механізм кріплення та обертання циліндричних деталей, яка відрізняється тим, що масивна сталева деталь циліндричної форми, що наплавляють, розташована в спеціальному термостатичному кожусі, у верхній частині якого передбачено...
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 31445
Опубліковано: 15.12.2000
Автори: Тивончук Петро Опанасович, Роговський Іван Леонідович
МПК: B23K 9/16
Мітки: деталей, сталевого, спосіб, чавунних, шару, відновлення, наплавленням
Формула / Реферат:
1. Спосіб відновлення чавунних деталей наплавленням сталевого шару, що вміщує попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів в зварювальну ванну за допомогою подаючого зубчастого ролика.2. Спосіб відновлення чавунних деталей наплавленням по п.1, який відрізняється...
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 26293
Опубліковано: 10.09.2007
Автори: Аулін Віктор Васильович, Калита Микола Миколайович, Капелюшний Федір Михайлович, Жулай Олександр Юрійович
МПК: B23P 6/00
Мітки: чавунних, спрацьованої, пристрій, нерівномірним, сталевих, деталей, відновлення, висоті, циліндричної, зносом, внутрішньої, поверхні, переважно
Формула / Реферат:
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, який складається з джерела нагрівання, джерела охолодження, механізму обертання і переміщення гільзи, який відрізняється тим, що джерело нагрівання виконане у вигляді ніхромової спіралі, навитої на керамічному осерді з різним розподілом кількості...
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей
Номер патенту: 16058
Опубліковано: 17.07.2006
Автори: Аулін Віктор Васильєвич, Калита Микола Миколайович, Капелюшний Федір Михайлович
МПК: B23P 6/02
Мітки: спрацьованої, чавунних, сталевих, спосіб, поверхні, циліндричної, внутрішньої, переважно, відновлення, деталей
Формула / Реферат:
1. Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, що включає створення градієнта температур в стінці деталі за рахунок впливу на деталь джерел нагрівання і охолодження, який відрізняється тим, що градієнт температур створюють у стінці деталі рівномірно та в один момент часу за допомогою, наприклад, електроконтактного нагрівання з...
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 24912
Опубліковано: 25.07.2007
Автори: Капелюшний Федір Михайлович, Аулін Віктор Васильович, Калита Микола Миколайович, Жулай Олександр Юрійович
МПК: B23P 6/02
Мітки: внутрішньої, нерівномірним, циліндричної, чавунних, спрацьованої, спосіб, переважно, деталей, висоті, зносом, відновлення, сталевих, поверхні
Формула / Реферат:
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей типу гільз циліндрів двигунів внутрішнього згоряння, шляхом створення різного по величині градієнта температур у відповідності з величиною зносу в даному перерізі деталі під впливом джерела нагрівання та охолодження, який відрізняється тим, що різний по величині градієнт температур по твірній внутрішньої...
Попередній патент: Антагоністи рецепторів гістаміну-3
Наступний патент: Комплексна домішка для бетонів і будівельних розчинів “реламікс-м”
Випадковий патент: Спосіб прогнозу наслідків у хворих з гіпертонічним внутрішньомозковим крововиливом у мозочок у гострому періоді