Пристрій для видалення покриття й спосіб його використання
Номер патенту: 94114
Опубліковано: 11.04.2011
Автори: Лаш Керстін, Баерч, Ханспетер, Рейхер Торстен, Вурцер Манфред, Еггер Свен, Раух Удо
Формула / Реферат
1. Пристрій для видалення покриття, який містить
- бак (2) для утримування рідкого електроліту,
- тримач (5), встановлений з можливістю обертання відносно осі обертання, що проходить через внутрішню частину бака (2), і який має муфту (7) для встановлення опори (15) для виробів,
- приводний пристрій (8), який має робоче з'єднання з муфтою (7) для її обертання,
- електрод, розміщений всередині бака (2) й на відстані від його внутрішньої поверхні, причому електрод виконаний з можливістю підключення до полюса пристрою подачі струму, і поверхня електрода повернута до осі обертання так, що всі її частини знаходяться приблизно на однаковій відстані від осі обертання,
- причому муфта (7) виконана з можливістю підключення до ще одного полюса пристрою подачі струму.
2. Пристрій за п. 1, який відрізняється тим, що вісь обертання є вертикальною.
3. Пристрій за п. 1 або 2, який відрізняється тим, що муфта (7) розміщена над баком (2) або у його верхній частині.
4. Пристрій за п. 3, який відрізняється тим, що тримач (5) виконаний з можливістю виймання з бака (2).
5. Пристрій за п. 1, який відрізняється тим, що внутрішня стінка бака (2) виконана з електроізоляційного матеріалу.
6. Пристрій за будь-яким із пп. 1-5, який відрізняється тим, що всередині бака (2) додатково розміщений ультразвуковий генератор (14).
7. Пристрій за будь-яким із пп. 1-6, який відрізняється тим, що всередині бака (2) додатково розміщений пристрій для нагрівання й охолодження (13).
8. Спосіб використання пристрою для видалення покриття за будь-яким з пп. 1-7, який відрізняється тим, що опору (15) для виробів принаймні здебільшого з електропровідного матеріалу встановлюють на муфту (7), причому опору (15) для виробів навантажують виробами (18), з яких необхідно видалити покриття, середину бака заповнюють рідким електролітом і для видалення покриття прикладають різні потенціали електродів принаймні повторно-короткочасно за допомогою пристрою подачі струму до муфти (7) і через неї до опори (15) для виробів як одного електрода, з одного боку, і до поверхні електрода, з іншого боку, при цьому опору (15) для виробів практично повністю занурюють в електроліт, повертають, повертаючи муфту (7) за допомогою приводного пристрою (8).
9. Спосіб за п. 8, який відрізняється тим, що як опору (15) для виробів використовують опору для виробів, яку використовували до того у пристрої для нанесення покриття.
10. Спосіб за п. 8, який відрізняється тим, що перед видаленням покриття опору (15) для виробів, яку навантажили неправильно покритими виробами (18), виймають з пристрою для нанесення покриття і вставляють у пристрій для видалення покриття.
11. Спосіб за п. 8, який відрізняється тим, що після видалення покриття опору (15) для виробів, яку навантажили виробами (18), виймають з пристрою для видалення покриття і вставляють у пристрій для нанесення покриття, де на вироби (18) повторно може наноситись покриття.
12. Спосіб за п. 11, який відрізняється тим, що між видаленням покриття й передачею у пристрій для нанесення покриття опору (15) для виробів, яку навантажили виробами (18), піддають принаймні одній обробці, наприклад, промивці, обприскуванню, сушінню.
Текст
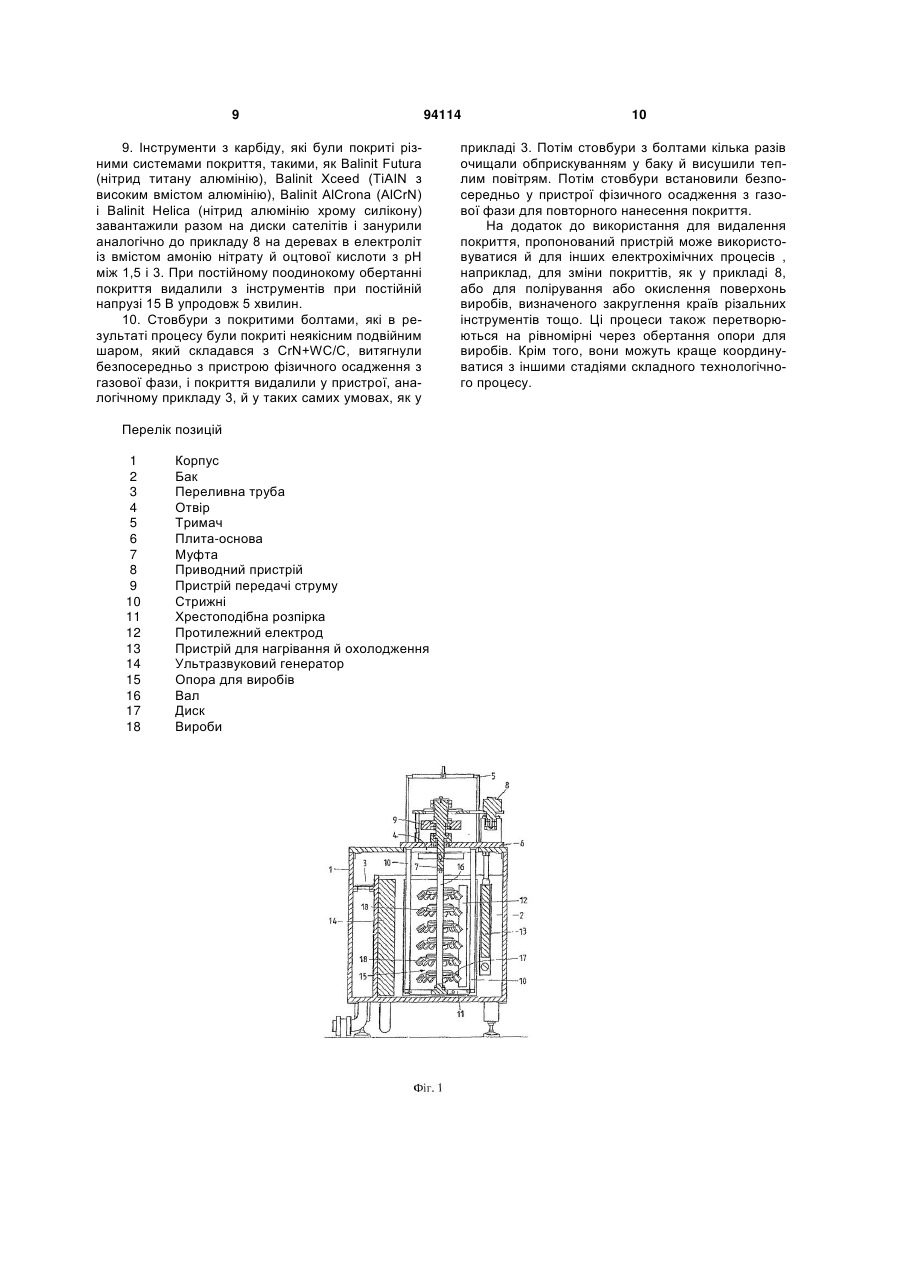
1. Пристрій для видалення покриття, який містить - бак (2) для утримування рідкого електроліту, - тримач (5), встановлений з можливістю обертання відносно осі обертання, що проходить через внутрішню частину бака (2), і який має муфту (7) для встановлення опори (15) для виробів, - приводний пристрій (8), який має робоче з'єднання з муфтою (7) для її обертання, - електрод, розміщений всередині бака (2) й на відстані від його внутрішньої поверхні, причому електрод виконаний з можливістю підключення до полюса пристрою подачі струму, і поверхня електрода повернута до осі обертання так, що всі її частини знаходяться приблизно на однаковій відстані від осі обертання, - причому муфта (7) виконана з можливістю підключення до ще одного полюса пристрою подачі струму. 2. Пристрій за п. 1, який відрізняється тим, що вісь обертання є вертикальною. 3. Пристрій за п. 1 або 2, який відрізняється тим, що муфта (7) розміщена над баком (2) або у його верхній частині. 4. Пристрій за п. 3, який відрізняється тим, що тримач (5) виконаний з можливістю виймання з бака (2). 5. Пристрій за п. 1, який відрізняється тим, що внутрішня стінка бака (2) виконана з електроізоляційного матеріалу. 2 (19) 1 3 Винахід відноситься до пристрою для видалення покриття й способу його використання. Пристрої для видалення покриття використовуються для звільнення опор виробів, які використовуються в установках для нанесення покриття й неминуче також покриваються в них, від їх покриття й для того, щоб зробити їх ізнов придатними для використання, а також для видалення покриття зі зношених або неправильно покритих виробів і, таким чином, підготовки їх до повторного нанесення покриття. Сьогодні для видалення покриття з опор виробів здебільшого використовують механічні способи, особливо піскоструминну очистку. З цією метою опори виробів необхідно демонтувати. Після обробки пісок необхідно ретельно видалити, наприклад, здуванням. Однак запобігти залишкам часто неможливо, що згодом може призвести до несправної роботи. Крім того, упродовж піскоструминної очистки опори виробів зношуються нерівномірно й піддаються значному зносу, що скорочує термін їх служби. Для видалення покриття зі зношених або неправильно покритих виробів використовуються й електрохімічні способи (див., наприклад, WO 99/54 528 А1). З цією метою використовуються пристрої для видалення покриття за частиною пункту 1 формули винаходу, що передує відмітній частині цього пункту. Деякі з цих пристроїв мають корзини або обертові барабани, що можуть пересуватися вгору-вниз для одержання виробів. Однак взагалі вироби повинні контактувати індивідуально. Це особливо складно при видаленні шарів непровідного матеріалу, коли контактування піддається подальшим обмеженням, і вироби мають встановлюватися індивідуально на тримачах. Утворення й розміщення протилежної поверхні електрода у відомих пристроях для видалення покриття родового типу пов'язані із значними труднощами й не завжди можуть оптимально реалізовуватися, бо потік струму по тих областях поверхні виробів, з яких покриття має бути видалене, повинен розподілятися якомога рівномірніше, щоб досягти рівномірного видалення покриття й запобігти корозії тіла, що несе це покриття. Метою винаходу є подальша розробка пристроїв для видалення покриття характерного типу таким чином, щоб процес видалення покриття значно спростився й міг здійснюватися з великою надійністю. Ця мета досягається відмітними ознаками у відмітній частині п. 1 формули винаходу. Крім того, описуються способи використання пропонованого пристрою для видалення покриття, якими видалення покриття, а також на додаток до видалення покриття складніші процеси, що включають подальші стадії, можна здійснювати простим чином. Перевагами винаходу є, зокрема, те, що видалення покриття з опор для виробів можна здійснювати легше й обережніше. Оскільки механічній обробці можна практично запобігти, термін служби значно подовжується. Подальша обробка потрібна 94114 4 саме більше лише у незначній мірі (промивка, обприскування, сушка) і мало потребує будь-якої ручної праці. Крім того, видалення покриття зі зношених і неправильно покритих виробів ще й значно спрощується й може здійснюватися набагато надійніше. Шляхом повороту опори для виробів можна легше досягти більш-менш рівномірної густини струму - усередненої за часом обробки. Особливо у випадку виробів, що мають непровідне покриття, маніпуляції у цілому значно спрощуються, оскільки під час видалення покриття вироби контактують точно таким самим чином, як у випадку нанесення покриття. Зокрема, якщо необхідно видалити покриття з неправильно покритих виробів і повторно нанести на них покриття, маніпуляції можна значно зменшити, якщо вироби обробляються пропонованими засобами. Для видалення покриття вони залишаються у цьому випадку на опорі для виробів, на якій на них первинно наносилося покриття. Без видалення й повторної установки можна обійтися, оскільки опора для виробів з установленими й контактуючими виробами передається з пристрою для нанесення покритися до пропонованого пристрою для видалення покриття й вставляється в ньому. У випадку повторного нанесення покриття опора для виробів з виробами на ній передається таким самим чином після видалення покриття до пристрою для нанесення покриття й вставляється в ньому, після чого на вироби повторно наноситься покриття. Без безпосередніх маніпуляцій з виробами можна обійтися. Нижче винахід пояснюється докладніше з посиланнями на фігуру, на якій представлений лише варіант здійснення. Фіг. 1 представляє собою вертикальний розріз пропонованого пристрою для видалення покриття. Пропонований пристрій для видалення покриття містить кубоподібний корпус 1, який містить бак 2, виготовлений з непровідного матеріалу або покритий зсередини непровідним матеріалом, завдяки чому внутрішня поверхня є непровідною. Він служить для того, щоб містити рідкий електроліт. Поруч із баком 2 розташована переливна труба 3 із сіткою або фільтром. Зверху корпус 1 має отвір 4. Тримач 5 містить плиту-основу 6, за допомогою якої він спирається на корпус 1, і муфту 7, яка з можливістю обертання встановлена у плитіоснові 6. Її вісь обертання проходить вертикально й приблизно по центру через бак 2. З муфтою 7 має робоче з'єднання приводний пристрій 8 у вигляді електричного двигуна. Тримач 5 так само містить двополюсний пристрій подачі струму (не показаний), один полюс якого має електропровідне з'єднання за допомогою пристрою передачі струму 9 із муфтою 7. Він може бути у вигляді джерела струму, джерела напруги, джерела імпульсного струму або джерела імпульсної напруги, або у вигляді джерела перемінного струму. Тримач 5 з'єднаний із корпусом 1 таким чином, що його можна зняти без значних 5 зусиль, наприклад, просто підняти й зняти. Пристрій подачі струму може бути й зовнішнім, щоб пристрій для видалення покриття мав лише з'єднання для підключення до зазначеного пристрою подачі струму, одне з яких з'єднань підключене до пристрою передачі струму 9. Крім того, рама, що оточує вісь обертання, має кілька паралельних стрижнів 10, надійно прикріплених до плитиоснови 6, на кінцях яких утримується хрестоподібна розпірка 11. Інший полюс пристрою подачі струму або інше з'єднання підключений (підключене) до протилежного електрода 12, який, наприклад, є у вигляді сітчастого електрода й знаходиться всередині бака 2. Протилежний електрод 12 має поверхню, звернуту до вісі обертання, яка знаходиться приблизно на однаковій відстані від зазначеної вісі у будь-якому місці й проходить практично по всій висоті бака 2. Зазначена поверхня протилежного електрода може мати, наприклад, вигляд увігнутої циліндричної бокової поверхні, вісь якої співпадає з віссю обертання, і яка проходить по меншому або більшому сектору, наприклад, 90-180°. Втім, протилежний електрод може бути й у вигляді стрижневого електрода. У баку 2 розміщені ще й пристрій для нагрівання й охолодження 13, ультразвуковий генератор 14, впускний канал для електроліту й пристрої для переміщення зазначеного електроліту, такі, як помпи або мішалки (не показані). Під час роботи бак 2 заповнюється принаймні до рівня верхнього краю рідким електролітом. Опора 15 для виробів, яка у цьому прикладі є у вигляді обертово-симетричної багаторівневої опори з центральним опорним валом (що далі за текстом зветься «опорним стовбуром»), зокрема, центральним валом 16 зазначеної опори для виробів, який лежить на вісі обертання, з'єднаний без можливості обертання з муфтою 7, до якого послідовно через регулярні проміжки прикріплені диски вала 17, які несуть вироби 18, у кожному випадку розподілені по їх периферії. Є різні можливості утворення з'єднання між муфтою 7 і валом 16. Переважними є швидко з'єднувані й швидко роз'єднуванні з'єднання, такі, як роз'ємні з'єднання або штикові з'єднання. Кінчик вала 16 з можливістю обертання встановлений на хрестоподібній розпірці 11. Вал 16 з'єднується з першим полюсом пристрою подачі струму через муфту 7, а диски 17 також з'єднуються через вал. Вироби 18 прикріплені до дисків 17 і контактують, тому вонитакож мають електропровідне з'єднання з першим полюсом пристрою подачі струму. Опора 15 для виробів, а також усі інші компоненти пристрою для видалення покриття, що знаходяться у баку 2, повинні виготовлятися з матеріалу, стійкого до електроліту, зазвичай з нержавіючої сталі або, якщо це неможливо, як у випадку деяких магнітних матеріалів, повинні покриватися нержавіючою фольгою. Опора для виробів може виконуватися й інакше, ніж описано; у принципі, можна використовувати будь-який тип опори для виробів, яка обертається навколо вісі обертання й використовується у пристроях для нанесення покриття, зокрема, у 94114 6 пристроях для нанесення вакуумного покриття, наприклад, опорні стовбури з численним обертанням, причому можливо, щоб пальці приводів або опори для виробів іншого типу, що мають магнітні або роз'ємні пластини, монтувалися, наприклад, на стрижнях 10. Прикріплення виробів може здійснюватися шляхом, звичайним у пристроях для нанесення вакуумного покриття, наприклад, розумними або затискними з'єднаннями або магнітним шляхом. Пристрій подачі струму створює повторнокороткочасну або постійну різницю потенціалів між опорою 15 для виробів, яка діє як електрод, і виробами 18, що контактують через зазначену опору для виробів, з одного боку, й протилежним електродом 12, з іншого боку. Як доречно, електрод зазвичай підключається як анод, а протилежний електрод представляє собою катод. Одночасно, муфта 7, а з нею і опора 15 для виробів, рівномірно обертається приводним пристроєм 8, причому обертова швидкість підганяється до умов технологічного процесу. Вироби 18 переміщуються близько до поверхні протилежного електрода, переважно, з мінімальною відстанню 2-20 см, переважно, 3-8 см. Видалення покриття зараз здійснюється, як правило, шляхом електрохімічного розчинення покриття опори 15 для виробів і виробів 18. Завдяки обертанню опори 15 для виробів густина струму є достатньо рівномірною у середньому як функція часу, тобто струм є рівномірно розподіленим по поверхням, з яких покриття має бути видаленим, і видалення покриття відповідно здійснюється рівномірно й обережно. Цьому сприяє ще й той факт, що у будь-якому випадку, відповідно до переважної розробки, усі частини поверхні протилежного електрода знаходяться приблизно на однаковій відстані від вісі обертання й, відтак, від вала 16. Можливо також, що покриття складається із зв'язувального шару, розташованого безпосередньо на тіло виробу, й функціонального шару, розташованого на зазначений зв'язувальний шар, і видалення покриття здійснюється шляхом розчинення зв'язувального шару через пори функціонального шару, як описано, наприклад, у WO 99/64 646 А1 та WO 05/073 433 А1. Особливо у таких випадках процес видалення покриття може значно прискорюватися й покращуватися при використанні ультразвукового генератора 14. У пропонованому пристрої для видалення покриття можливі різноманітні режими роботи. Так, він може використовуватися, наприклад, для видалення покриття лише з самої опори 15 для виробів, тобто, з опори для виробів без виробів. Альтернативно, він може використовуватися для видалення покриття з виробів з неправильним нанесеним покриттям раніше у пристрої для нанесення покриття, зокрема, у пристрої для нанесення вакуумного покриття. У цьому випадку, наприклад, тримач 5 разом із опорою 15 для виробів і виробами 18 можна витягнути з пристрою для нанесення покриття й вставити у пристрій для видалення покриття без потреби у здійсненні будь-яких інших маніпуляцій з цими частинами. Таку саму процедуру можна прийняти у випадку повторного нанесення покриття після того, як 7 видалення покриття завершене. У цьому випадку тримач 5 разом із опорою 15 для виробів і виробами 18 можна витягнути з корпуса 1 пристрою для видалення покриття й перенести у пристрій для нанесення покриття, зокрема, у пристрій для вакуумного нанесення покриття, вставити у його вакуумну камеру й нанести покриття, наприклад, процесами хімічного або фізичного осадження з газової фази. У багатокамерному пристрої можна також між видаленням покриття й повторним його нанесенням здійснювати інші стадії у відповідних камерах, такі, як промивка, обприскування, сушка усі без необхідності відділяти опору 15 для виробів від тримача 5 або навіть необхідності зняти вироби 18. Звичайно, видалення покриття й повторне його нанесення можна здійснювати таким чином й послідовно після неправильного нанесення покриття. Для переміщення тримача 5 між камерами може передбачатися підходящий транспортний пристрій. Таким шляхом можна суттєво автоматизувати навіть складні технологічні процеси, що включають кілька технологічних стадій. Альтернативно, можна у кожному випадку переміщати опору 15 для виробів саму з прикріпленими виробами 18 описаним чином; при цьому необхідно встановлювати зазначену опору для виробів на муфту 7 і відповідні муфти в інших камерах або відчіпляти від них. Це може бути дещо складніше, але при цьому можуть бути нижчими вимоги, яким має відповідати транспортний пристрій. Крім того, можливі багато модифікацій описаного пристрою для видалення покриття. Так, у баку можна передбачити кілька муфт для кількох опор для виробів. Замість розміщення над баком або у його верхній зоні, муфта може розміщатися й на його дні. Бак може конструктивно виконуватися таким чином, що у ньому можна здійснювати й інші технологічні стадії, такі, як промивка, обприскування, сушка. З цією метою можуть передбачатися помпи й колектор для тимчасового видалення електроліту. Нижче наводяться деякі приклади можливих розробок пропонованих пристроїв для видалення покриття і способів, у яких вони використовуються. 1. Тримачі для плунжерів поршневих клапанів з багатошаровим покриттям товщиною до 100 мкм після повторного використання у технологічних процесах нанесення покриття для розташування діамантоподібних (DLC) покриттів і покриттів CrN/DLC завантажили на опорних стовбурах на кілька обертових муфт, встановлених на дні бака. Окремі опорні стовбури кожне прикріпили до муфти, електропровідної у зоні контакту, приводи виставили напроти сателітів у спосіб, подібний тому, який використовують у пристроях з фізичного осадження з газової фази, і потім бак залили електролітом із вмістом калію гідроксиду, до якого до того додали фосфати й поверхнево-активні речовини, і який мав рН між 11 і 13. При постійному обертанні стовбур з подвійно обертовими сателітами витягли при кімнатній температурі й постійній +12 В напрузі упродовж 1 години. Діяння електроліту у кожному випадку відбувалося через пори 94114 8 шару DLC до шару CrN або тонкого шару Сr, осадженого під DLC як зв'язувальний шар. 2. Зі стовбурів з подвійно обертовими сателітами для штовхачів клапанів з покриттям після повторного використання шарами DLC і CrN/DLC останні видалили подібно до прикладу 1 з використанням того самого електроліту при постійному струмі 200 А при кімнатній температурі упродовж 1 години. Замість приводу приводними пружинами подвійне обертання здійснювали за допомогою зубчастих коліс і зубчастих кілець. 3. Неправильно покриті плунжери поршневих клапанів, які покрили шаром DLC. шаром WC/C, розташованим на зв'язувальний шар Сr, або подвійним шаром CrN/DLC, завантажили на диски сателітів і стовбури, як для процесу фізичного осадження з газової фази. Залежно від розміру поршнів керування, використовували диски з різними діленнями. Стовбури кріпили послідовно у пристрої для одного стовбура на муфту у дні бака й - після установки приводних пружин - занурювали у лужний електроліт прикладу 1. При постійному подвійному обертанні сателітів і постійному струмі 250А покриття видалили зі стовбурів при кімнатній температурі упродовж 10 хвилин. 4. У пристрої, який використовували у прикладі 3, з болтів й поршневих пальців, покритих CrN+DLC на стовбурах з сателітами, покриття видалили у тому самому електроліті, що й у прикладі 1, при постійній напрузі 15 В упродовж 5 хвилин. 5. Свердла й різаки й інші інструменти зі швидкорізальної (інструментальної) сталі, які були покриті різними системи покриття з вмістом хрому, такими, як Balinit Alcrona (нітрид алюмінію хрому), Balinit Helica (нітрид алюмінію хрому силікону), Balinit С (Cr+WC/C), Balinit DLC (Cr+DLC) і Balinit D (CrN), завантажили разом на диски сателітів і встановили аналогічно до прикладу 3 на стовбурах у баку. Після занурення інструментів у лужний електроліт прикладу 1 покриття видалили при кімнатній температурі при постійному подвійному обертанні при струмі 250А упродовж 30 хвилин. 6. Схожу суміш по-різному покритих інструментів встановили, як у прикладі 5, й потім покриття видалили в одновідсотковому розчині натрію гідроксиду при постійній напрузі 12В в інших відношеннях ідентичних умовах упродовж 25 хвилин. 7. Черв'ячні фрези зі швидкорізальної (інструментальної) сталі, які були покриті системою покриття Balinit Alcrona, завантажили на стовбур, й останній занурили в електроліт з прикладу 6. При постійному поодинокому обертанні покриття видалили з них при постійній напрузі 12В упродовж 20 хвилин. 8. Диск зі свердлами й різаками, які були покриті системами покриття Balinit Futura-Nano (TiAIN) і Balinit Alcrona (AlCrN), завантажили на стовбур й вставили інвертованим чином у пристрій відповідно до фіг. 1 і занурили в електроліт з прикладу 1. При постійному поодинокому обертанні поверхню змінили шляхом утворення тонкого шару оксиду алюмінію з перехідною зоною із вмістом оксонітриду до шару TiAIN при постійній напрузі 6В упродовж 3 хвилин. 9 94114 9. Інструменти з карбіду, які були покриті різними системами покриття, такими, як Balinit Futura (нітрид титану алюмінію), Balinit Xceed (TiAIN з високим вмістом алюмінію), Balinit AlCrona (AlCrN) і Balinit Helica (нітрид алюмінію хрому силікону) завантажили разом на диски сателітів і занурили аналогічно до прикладу 8 на деревах в електроліт із вмістом амонію нітрату й оцтової кислоти з рН між 1,5 і 3. При постійному поодинокому обертанні покриття видалили з інструментів при постійній напрузі 15 В упродовж 5 хвилин. 10. Стовбури з покритими болтами, які в результаті процесу були покриті неякісним подвійним шаром, який складався з CrN+WC/C, витягнули безпосередньо з пристрою фізичного осадження з газової фази, і покриття видалили у пристрої, аналогічному прикладу 3, й у таких самих умовах, як у Перелік позицій 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Корпус Бак Переливна труба Отвір Тримач Плита-основа Муфта Приводний пристрій Пристрій передачі струму Стрижні Хрестоподібна розпірка Протилежний електрод Пристрій для нагрівання й охолодження Ультразвуковий генератор Опора для виробів Вал Диск Вироби 10 прикладі 3. Потім стовбури з болтами кілька разів очищали обприскуванням у баку й висушили теплим повітрям. Потім стовбури встановили безпосередньо у пристрої фізичного осадження з газової фази для повторного нанесення покриття. На додаток до використання для видалення покриття, пропонований пристрій може використовуватися й для інших електрохімічних процесів , наприклад, для зміни покриттів, як у прикладі 8, або для полірування або окислення поверхонь виробів, визначеного закруглення країв різальних інструментів тощо. Ці процеси також перетворюються на рівномірні через обертання опори для виробів. Крім того, вони можуть краще координуватися з іншими стадіями складного технологічного процесу. 11 Комп’ютерна верстка Л. Купенко 94114 Підписне 12 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for removal of coating and method for use thereof
Автори англійськоюBaertsch Hanspeter, Egger Sven, Wurzer Manfred, Reyher Torsten, Lasch Kerstin, Rauch Udo
Назва патенту російськоюУстройство для удаления покрытия и способ его использования
Автори російськоюБаерч Ханспетер, Еггер Свен, Вурцер Манфред, Рейхер Торстен, Лаш Керстин, Раух Удо
МПК / Мітки
МПК: C25F 7/00
Мітки: покриття, спосіб, використання, пристрій, видалення
Код посилання
<a href="https://ua.patents.su/6-94114-pristrijj-dlya-vidalennya-pokrittya-jj-sposib-jjogo-vikoristannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для видалення покриття й спосіб його використання</a>
Система для видалення покриття та спосіб видалення покриття з виробу
Номер патенту: 66412
Опубліковано: 17.05.2004
Автори: Кризмен Майкл А., Шовлін Крістофер К., Яворовскі Марк Р., Яновскі Гленн Т., Рів Куртіс Т.
МПК: B08B 7/00
Мітки: виробу, спосіб, видалення, покриття, система
Формула / Реферат:
1. Система для видалення покриття містить очисний резервуар, що містить очисний розчин у вигляді електролітної ванни для видалення покриття з принаймні одного виробу, зануреного в згадану електролітну ванну, і промивний резервуар, що містить промивний розчин для промивання згаданого принаймні одного виробу після завершення видалення згаданого покриття зі згаданого принаймні одного виробу, яка відрізняється тим, що містить блок дистиляції,...
Спосіб видалення надлишку розплавленого покриття з поверхні виробу
Номер патенту: 57266
Опубліковано: 25.02.2011
Автори: Сідорєнков Сєргєй Владіміровіч, Бастріков Сєргєй Гєннадьєвіч, Головін Владімір Міхайловіч
МПК: C23C 2/14
Мітки: розплавленого, надлишку, покриття, поверхні, виробу, спосіб, видалення
Формула / Реферат:
Спосіб видалення надлишку розплавленого покриття з поверхні виробів, що включає цинкування виробів у ванні з розплавом, вилучення виробів, поміщення їх у пристрій для видалення зайвого шару цинку, який відрізняється тим, що видалення надлишків цинку здійснюють методом центрифугування.
Спосіб нанесення покриття на матеріали і вироби та пристрій для його здійснення
Номер патенту: 77340
Опубліковано: 15.11.2006
Автори: Вакуленко Карина Володимирівна, Колодяжний Анатолій Вікторович
МПК: C23C 4/00
Мітки: вироби, пристрій, здійснення, покриття, матеріали, спосіб, нанесення
Формула / Реферат:
1. Спосіб нанесення покриттів на матеріали і вироби, який включає розгін робочої речовини у твердій фазі та напилювання її на оброблювану поверхню, який відрізняється тим, що робочу речовину протягом мкс піддають одночасному впливу імпульсного струму густиною А/мм2 і стискаючого магнітного поля, а потім...
Спосіб нанесення покриття на поверхні металевих виробів і пристрій для його здійснення
Номер патенту: 74205
Опубліковано: 15.11.2005
Автори: Гусаров Василь Георгійович, Калашніков Микола Олександрович, Льняной Віталій Миколаєвич, Красніков Олексій Іванович
МПК: B05B 13/00, B05D 7/14, B05B 13/02
Мітки: виробів, пристрій, здійснення, покриття, спосіб, металевих, нанесення, поверхні
Формула / Реферат:
1. Спосіб нанесення покриття на поверхні металевих виробів, який включає операцію підготовки поверхні виробу, приготування суміші, нанесення суміші на нагріту до температури плавлення суміші обертову поверхню виробу та термообробку, який відрізняється тим, що під час приготування і нанесення суміш піддають вібрації з частотою 50-100 Гц і амплітудою 0,25-1,0 мм у горизонтальній і вертикальній площинах, нанесення здійснюють струменем...
Спосіб нанесення покриття зануренням в розплав та пристрій для його здійснення
Номер патенту: 78722
Опубліковано: 25.04.2007
Автори: Траковскі Вальтер, Брісбергер Рольф
Мітки: розплав, спосіб, зануренням, здійснення, покриття, пристрій, нанесення
Формула / Реферат:
1. Спосіб нанесення покриття на поверхню, зокрема стрічкоподібного матеріалу, наприклад стрічки з кольорових металів або сталевої стрічки (1), щонайменше одного металевого покриття при проходженні через щонайменше одну ємність, що містить розплавлений матеріал (3) покриття, при цьому матеріал покриття вводять з приймального резервуара (8) в зазор (7) між роторами (5, 5'), що обертаються в протилежному напрямі, і стрічку (1) пропускають зверху...
Попередній патент: Спосіб виробництва вершкового масла з наповнювачем
Наступний патент: Сепараційна установка для очищення нафтовмісних вод
Випадковий патент: Мундштук для куріння