Спосіб нанесення покриття на матеріали і вироби та пристрій для його здійснення
Номер патенту: 77340
Опубліковано: 15.11.2006
Автори: Вакуленко Карина Володимирівна, Колодяжний Анатолій Вікторович
Формула / Реферат
1. Спосіб нанесення покриттів на матеріали і вироби, який включає розгін робочої речовини у твердій фазі та напилювання її на оброблювану поверхню, який відрізняється тим, що робочу речовину протягом ![]() мкс піддають одночасному впливу імпульсного струму густиною
мкс піддають одночасному впливу імпульсного струму густиною ![]() А/мм2 і стискаючого магнітного поля, а потім струменем наносять на оброблювану поверхню.
А/мм2 і стискаючого магнітного поля, а потім струменем наносять на оброблювану поверхню.
2. Пристрій для нанесення покриттів на матеріали і вироби, який містить розгінний блок, об'єкт кидання та розпилюючий пристрій, який відрізняється тим, що розгінний блок включає трубчасту напрямну і встановлений за віссю об'єкт кидання у вигляді жорсткого провідника, а розпилюючий пристрій виконано у вигляді з'єднаного з джерелом живлення фокусуючого індуктора і двох сіткових електродів, установлених на вході і на виході індуктора один від одного на відстані довжини киданого провідника, один із яких підключено до індуктора, а інший - заземлено.
Текст
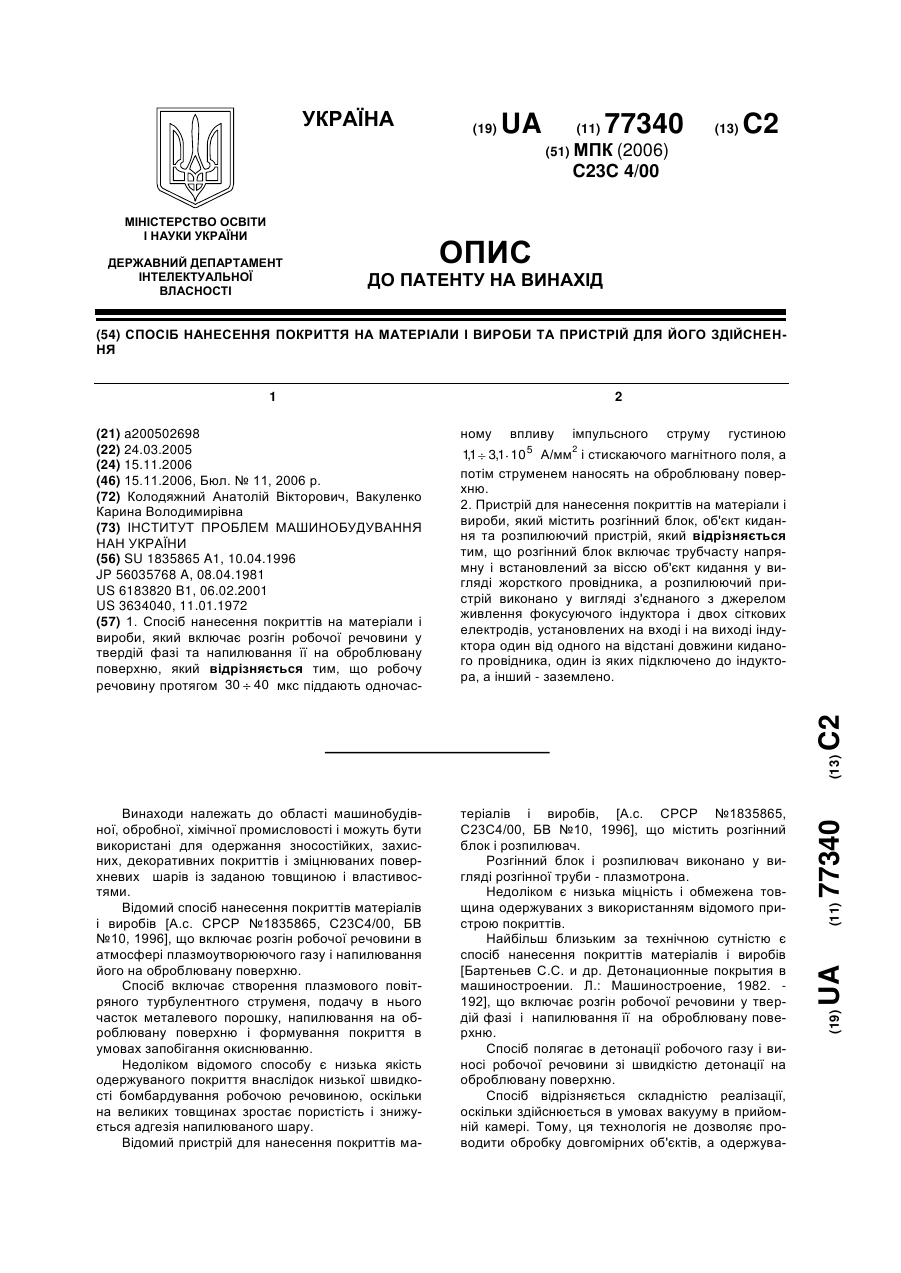
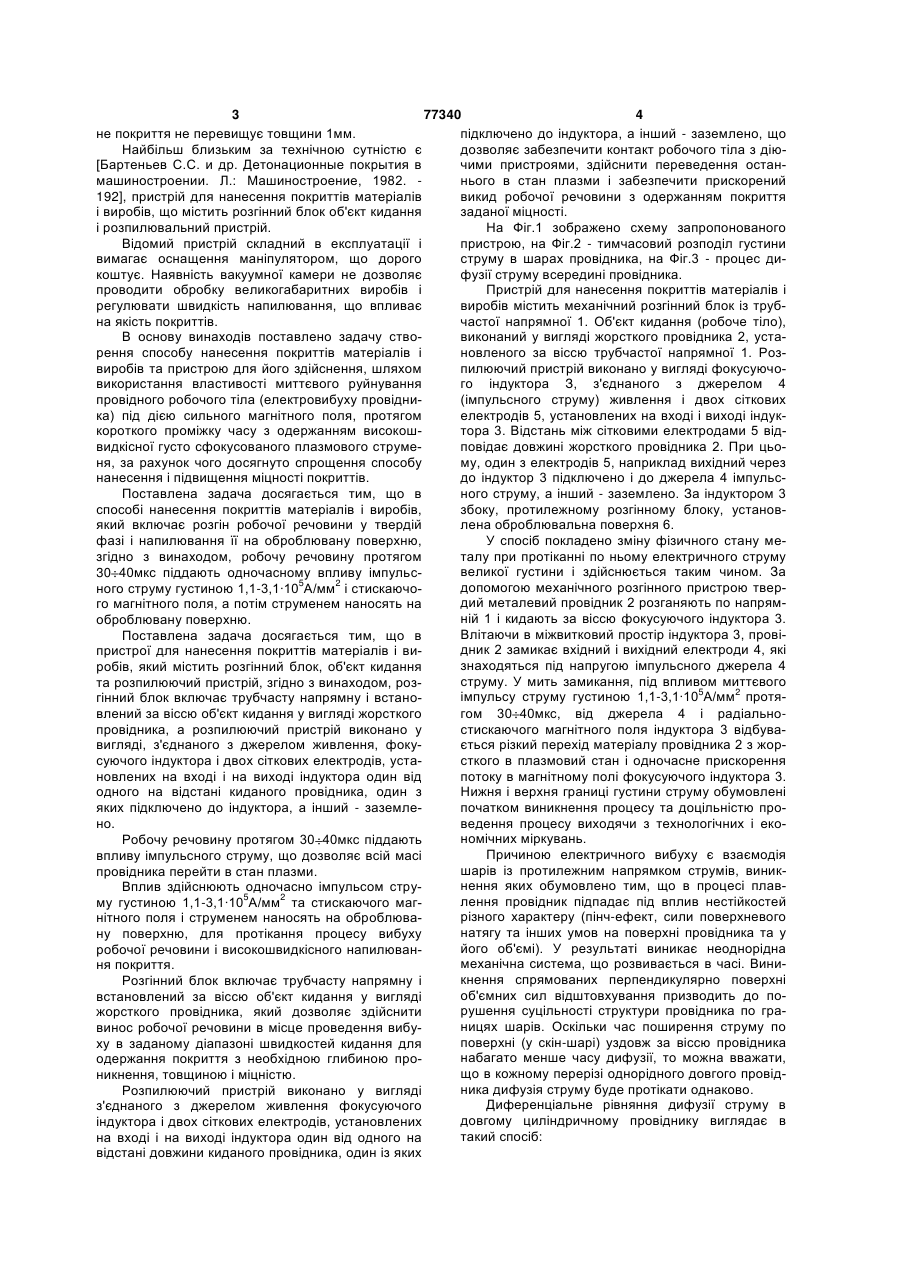
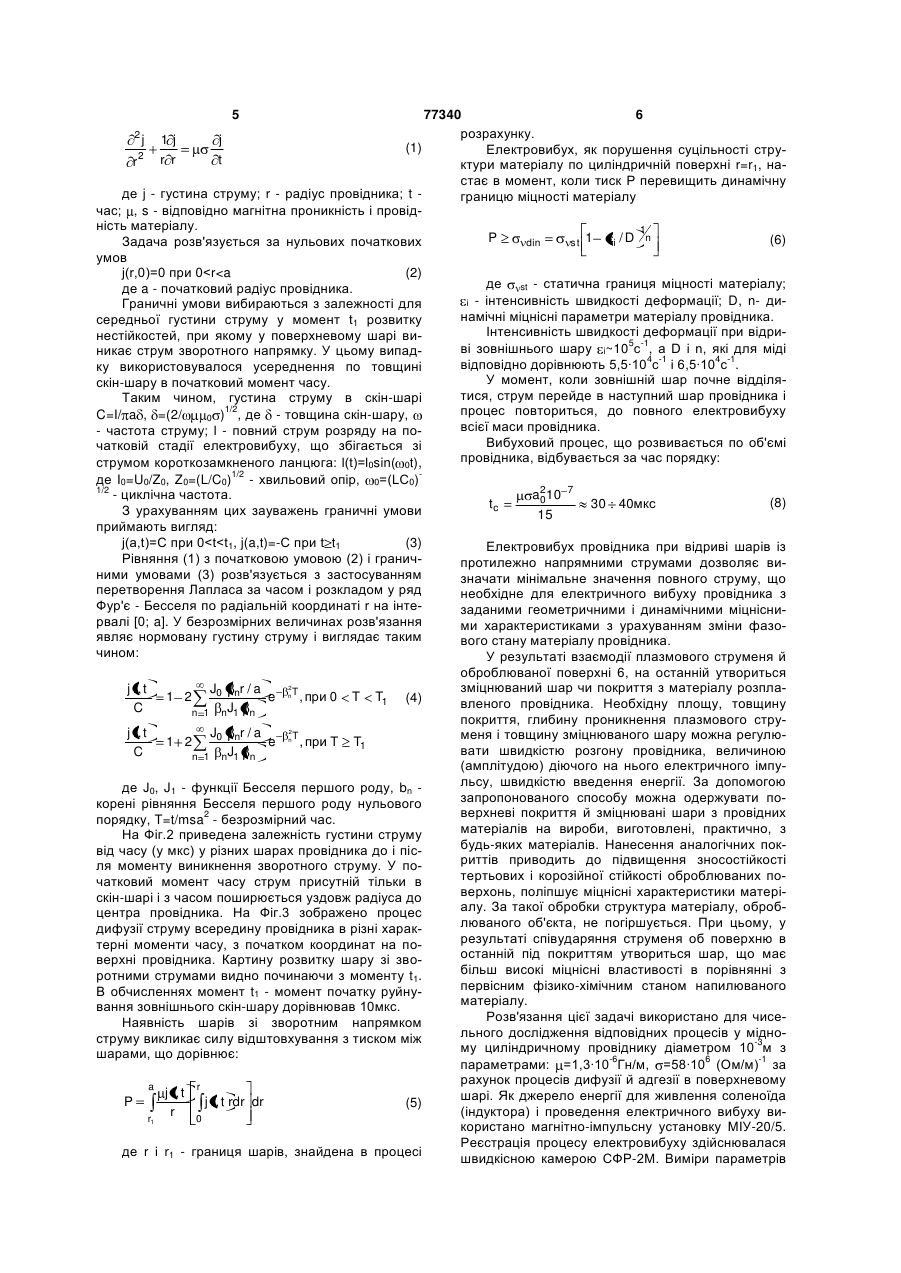
1. Спосіб нанесення покриттів на матеріали і вироби, який включає розгін робочої речовини у твердій фазі та напилювання її на оброблювану поверхню, який відрізняється тим, що робочу речовину протягом 30 40 мкс піддають одночас ному впливу імпульсного струму густиною Винаходи належать до області машинобудівної, обробної, хімічної промисловості і можуть бути використані для одержання зносостійких, захисних, декоративних покриттів і зміцнюваних поверхневих шарів із заданою товщиною і властивостями. Відомий спосіб нанесення покриттів матеріалів і виробів [А.с. СРСР №1835865, С23С4/00, БВ №10, 1996], що включає розгін робочої речовини в атмосфері плазмоутворюючого газу і напилювання його на оброблювану поверхню. Спосіб включає створення плазмового повітряного турбулентного струменя, подачу в нього часток металевого порошку, напилювання на оброблювану поверхню і формування покриття в умовах запобігання окиснюванню. Недоліком відомого способу є низька якість одержуваного покриття внаслідок низької швидкості бомбардування робочою речовиною, оскільки на великих товщинах зростає пористість і знижується адгезія напилюваного шару. Відомий пристрій для нанесення покриттів ма теріалів і виробів, [А.с. СРСР №1835865, С23С4/00, БВ №10, 1996], що містить розгінний блок і розпилювач. Розгінний блок і розпилювач виконано у вигляді розгінної труби - плазмотрона. Недоліком є низька міцність і обмежена товщина одержуваних з використанням відомого пристрою покриттів. Найбільш близьким за технічною сутністю є спосіб нанесення покриттів матеріалів і виробів [Бартеньев С.С. и др. Детонационные покрытия в машиностроении. Л.: Машиностроение, 1982. 192], що включає розгін робочої речовини у твердій фазі і напилювання її на оброблювану поверхню. Спосіб полягає в детонації робочого газу і виносі робочої речовини зі швидкістю детонації на оброблювану поверхню. Спосіб відрізняється складністю реалізації, оскільки здійснюється в умовах вакууму в прийомній камері. Тому, ця технологія не дозволяє проводити обробку довгомірних об'єктів, а одержува 11 3,1 10 5 А/мм і стискаючого магнітного поля, а , потім струменем наносять на оброблювану поверхню. 2. Пристрій для нанесення покриттів на матеріали і вироби, який містить розгінний блок, об'єкт кидання та розпилюючий пристрій, який відрізняється тим, що розгінний блок включає трубчасту напрямну і встановлений за віссю об'єкт кидання у вигляді жорсткого провідника, а розпилюючий пристрій виконано у вигляді з'єднаного з джерелом живлення фокусуючого індуктора і двох сіткових електродів, установлених на вході і на виході індуктора один від одного на відстані довжини киданого провідника, один із яких підключено до індуктора, а інший - заземлено. (19) UA (11) 77340 (13) C2 2 3 77340 4 не покриття не перевищує товщини 1мм. підключено до індуктора, а інший - заземлено, що Найбільш близьким за технічною сутністю є дозволяє забезпечити контакт робочого тіла з дію[Бартеньев С.С. и др. Детонационные покрытия в чими пристроями, здійснити переведення останмашиностроении. Л.: Машиностроение, 1982. нього в стан плазми і забезпечити прискорений 192], пристрій для нанесення покриттів матеріалів викид робочої речовини з одержанням покриття і виробів, що містить розгінний блок об'єкт кидання заданої міцності. і розпилювальний пристрій. На Фіг.1 зображено схему запропонованого Відомий пристрій складний в експлуатації і пристрою, на Фіг.2 - тимчасовий розподіл густини вимагає оснащення маніпулятором, що дорого струму в шарах провідника, на Фіг.3 - процес дикоштує. Наявність вакуумної камери не дозволяє фузії струму всередині провідника. проводити обробку великогабаритних виробів і Пристрій для нанесення покриттів матеріалів і регулювати швидкість напилювання, що впливає виробів містить механічний розгінний блок із трубна якість покриттів. частої напрямної 1. Об'єкт кидання (робоче тіло), В основу винаходів поставлено задачу ствовиконаний у вигляді жорсткого провідника 2, устарення способу нанесення покриттів матеріалів і новленого за віссю трубчастої напрямної 1. Розвиробів та пристрою для його здійснення, шляхом пилюючий пристрій виконано у вигляді фокусуючовикористання властивості миттєвого руйнування го індуктора З, з'єднаного з джерелом 4 провідного робочого тіла (електровибуху провідни(імпульсного струму) живлення і двох сіткових ка) під дією сильного магнітного поля, протягом електродів 5, установлених на вході і виході індуккороткого проміжку часу з одержанням високоштора 3. Відстань між сітковими електродами 5 відвидкісної густо сфокусованого плазмового струмеповідає довжині жорсткого провідника 2. При цьоня, за рахунок чого досягнуто спрощення способу му, один з електродів 5, наприклад вихідний через нанесення і підвищення міцності покриттів. до індуктор 3 підключено і до джерела 4 імпульсПоставлена задача досягається тим, що в ного струму, а інший - заземлено. За індуктором 3 способі нанесення покриттів матеріалів і виробів, збоку, протилежному розгінному блоку, установякий включає розгін робочої речовини у твердій лена оброблювальна поверхня 6. фазі і напилювання її на оброблювану поверхню, У спосіб покладено зміну фізичного стану мезгідно з винаходом, робочу речовину протягом талу при протіканні по ньому електричного струму великої густини і здійснюється таким чином. За 30 40мкс піддають одночасному впливу імпульсдопомогою механічного розгінного пристрою тверного струму густиною 1,1-3,1·105А/мм2 і стискаючодий металевий провідник 2 розганяють по напрямго магнітного поля, а потім струменем наносять на ній 1 і кидають за віссю фокусуючого індуктора 3. оброблювану поверхню. Влітаючи в міжвитковий простір індуктора 3, провіПоставлена задача досягається тим, що в дник 2 замикає вхідний і вихідний електроди 4, які пристрої для нанесення покриттів матеріалів і визнаходяться під напругою імпульсного джерела 4 робів, який містить розгінний блок, об'єкт кидання струму. У мить замикання, під впливом миттєвого та розпилюючий пристрій, згідно з винаходом, розімпульсу струму густиною 1,1-3,1·105А/мм2 протягінний блок включає трубчасту напрямну і встаногом 30 40мкс, від джерела 4 і радіальновлений за віссю об'єкт кидання у вигляді жорсткого провідника, а розпилюючий пристрій виконано у стискаючого магнітного поля індуктора 3 відбувавигляді, з'єднаного з джерелом живлення, фокується різкий перехід матеріалу провідника 2 з жорсуючого індуктора і двох сіткових електродів, устасткого в плазмовий стан і одночасне прискорення новлених на вході і на виході індуктора один від потоку в магнітному полі фокусуючого індуктора 3. одного на відстані киданого провідника, один з Нижня і верхня границі густини струму обумовлені яких підключено до індуктора, а інший - заземлепочатком виникнення процесу та доцільністю проно. ведення процесу виходячи з технологічних і економічних міркувань. Робочу речовину протягом 30 40мкс піддають Причиною електричного вибуху є взаємодія впливу імпульсного струму, що дозволяє всій масі шарів із протилежним напрямком струмів, виникпровідника перейти в стан плазми. нення яких обумовлено тим, що в процесі плавВплив здійснюють одночасно імпульсом струлення провідник підпадає під вплив нестійкостей му густиною 1,1-3,1·105А/мм2 та стискаючого магрізного характеру (пінч-ефект, сили поверхневого нітного поля і струменем наносять на оброблюванатягу та інших умов на поверхні провідника та у ну поверхню, для протікання процесу вибуху його об'ємі). У результаті виникає неоднорідна робочої речовини і високошвидкісного напилюванмеханічна система, що розвивається в часі. Вининя покриття. кнення спрямованих перпендикулярно поверхні Розгінний блок включає трубчасту напрямну і об'ємних сил відштовхування призводить до повстановлений за віссю об'єкт кидання у вигляді рушення суцільності структури провідника по гражорсткого провідника, який дозволяє здійснити ницях шарів. Оскільки час поширення струму по винос робочої речовини в місце проведення вибуповерхні (у скін-шарі) уздовж за віссю провідника ху в заданому діапазоні швидкостей кидання для набагато менше часу дифузії, то можна вважати, одержання покриття з необхідною глибиною прощо в кожному перерізі однорідного довгого провідникнення, товщиною і міцністю. ника дифузія струму буде протікати однаково. Розпилюючий пристрій виконано у вигляді Диференціальне рівняння дифузії струму в з'єднаного з джерелом живлення фокусуючого довгому циліндричному провіднику виглядає в індуктора і двох сіткових електродів, установлених такий спосіб: на вході і на виході індуктора один від одного на відстані довжини киданого провідника, один із яких 5 77340 6 розрахунку. j 1j j (1) Електровибух, як порушення суцільності стру2 r r t r ктури матеріалу по циліндричній поверхні r=r1, настає в момент, коли тиск Ρ перевищить динамічну де j - густина струму; r - радіус провідника; t границю міцності матеріалу час; , s - відповідно магнітна проникність і провідність матеріалу. 1 P (6) din st 1 i /D n Задача розв'язується за нульових початкових умов j(r,0)=0 при 0
ДивитисяДодаткова інформація
Назва патенту англійськоюMeyhod for covering application on materials and articles and device for realization the same
Автори англійськоюKolodiazhnyi Anatolii Viktorovych
Назва патенту російськоюСпособ нанесения покрытия на материалы и изделия и оборудование для его осуществления
Автори російськоюКолодяжный Анатолий Викторович
МПК / Мітки
МПК: C23C 4/00
Мітки: спосіб, покриття, матеріали, нанесення, здійснення, пристрій, вироби
Код посилання
<a href="https://ua.patents.su/4-77340-sposib-nanesennya-pokrittya-na-materiali-i-virobi-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриття на матеріали і вироби та пристрій для його здійснення</a>
Спосіб нанесення покриття на поверхні металевих виробів і пристрій для його здійснення
Номер патенту: 74205
Опубліковано: 15.11.2005
Автори: Калашніков Микола Олександрович, Красніков Олексій Іванович, Льняной Віталій Миколаєвич, Гусаров Василь Георгійович
МПК: B05B 13/02, B05D 7/14, B05B 13/00
Мітки: металевих, пристрій, виробів, спосіб, поверхні, нанесення, покриття, здійснення
Формула / Реферат:
1. Спосіб нанесення покриття на поверхні металевих виробів, який включає операцію підготовки поверхні виробу, приготування суміші, нанесення суміші на нагріту до температури плавлення суміші обертову поверхню виробу та термообробку, який відрізняється тим, що під час приготування і нанесення суміш піддають вібрації з частотою 50-100 Гц і амплітудою 0,25-1,0 мм у горизонтальній і вертикальній площинах, нанесення здійснюють струменем...
Спосіб нанесення поверхневого шару на вироби з металів та пристрій для його здійснення
Номер патенту: 25737
Опубліковано: 30.10.1998
Автори: Тімофєєва Лариса Андріївна, Мартиненко Леонід Григорович, Солнцев Леонард Олександрович, Комарова Анна Леонідівна
МПК: C23C 8/10
Мітки: поверхневого, здійснення, шару, спосіб, металів, нанесення, пристрій, вироби
Формула / Реферат:
1. Способ нанесения поверхностного слоя на изделия из металлов, включающий воздействие на него насыщающей среды в виде перегретого пара водного раствора солей металлов при температуре 550 - 600°C в течение 30 - 40 минут, отличающийся тем, что процесс насыщения ведут в электрическом поле.2. Устройство для нанесения поверхностного слоя на изделия из металлов, содержащее футерованную камеру с крышкой и расположенные в ней реторту,...
Спосіб нанесення покриття на стрічку скла та пристрій для його здійснення
Номер патенту: 25918
Опубліковано: 26.02.1999
Автор: Рональд Френк Беррі
МПК: C03C 17/22
Мітки: здійснення, нанесення, стрічку, спосіб, пристрій, покриття, скла
Формула / Реферат:
1. Способ нанесения покрытия на ленту стекла, вырабатываемую на поверхности расплавленного металла химическим соединением из газовой фазы, путем пропускания покровного реагента над поверхностью горячего стекла в зоне нанесения покрытия и отвода использованного газа в нижнем по течению потока газа конце зоны через вытяжной канал, отличающийся тем, что над поверхностью стекла, смежной с вытяжным каналом, пропускают инертный газ.2. Способ...
Спосіб нанесення покриття на вироби з термопластичного поліуретану
Номер патенту: 66808
Опубліковано: 15.06.2004
Автори: Анісімов Володимир Миколайович, Кураченков Валентин Миколайович, Семенець Олександр Анатолійович
МПК: B29C 71/02
Мітки: спосіб, вироби, покриття, нанесення, поліуретану, термопластичного
Формула / Реферат:
Спосіб нанесення покриття на вироби з термопластичного поліуретану, що включає термічну обробку, який відрізняється тим, що вироби поміщують у абразивний порошок карбіду кремнію, з розмірами частинок 5-30 мкм, та проводять термічну обробку при температурі 160-180°С упродовж 60-80 хв.
Спосіб нанесення покриття багатокомпонентних сполук із плазми магнетронного розряду і пристрій для його здійснення
Номер патенту: 13770
Опубліковано: 25.04.1997
Автори: Владимиров Вадим Володимирович, Панченко Олег Антонович, Чорногорський Валерій Павлович, Голома Віталій Володимирович, Стеценко Борис Володимирович
МПК: C23C 14/38
Мітки: розряду, сполук, покриття, здійснення, пристрій, багатокомпонентних, нанесення, плазми, спосіб, магнетронного
Формула / Реферат:
1. Способ нанесения покрытия многокомпонентных соединений из плазмы магнетронного разряда, включающий напуск реагирующего газа в напылительную камеру и последующую его откачку, а также управление потоком газа, отличающийся тем, что скорость откачки газа устанавливают равной критическому значению, а отношение скоростей откачки и натекания реагирующего газа устанавливают постоянным в течение процесса напыления.2. Способ по п.1,...
Попередній патент: Антисептик для захисту шкіряних матеріалів від мікробного ураження
Наступний патент: Теплоізолювальна стіна будинку
Випадковий патент: Стріла портального крана