Спосіб вальцювання прокатуваного матеріалу для формування в ньому уступу
Формула / Реферат
1. Спосіб вальцювання прокатуваного матеріалу (1), зокрема смугового прокатуваного матеріалу (1), який має початок (2) прокатуваного матеріалу і кінець (3) прокатуваного матеріалу,
- причому прокатуваний матеріал (1) вальцюють у осередку (9) деформації прокатної кліті (5), починаючи з початку (2) прокатуваного матеріалу (1), на перший заданий розмір (d1*),
- причому під час вальцювання прокатуваного матеріалу (1) в прокатній кліті (5) за допомогою керуючої обчислювальної машини (6) безперервно визначають, яке місце (10) прокатуваного матеріалу (1) знаходиться якраз у осередку (9) деформації,
- причому вальцювання прокатуваного матеріалу (1) на перший заданий розмір (d1*) закінчують і прокатну кліть (5) розводять, якщо місце (10) прокатуваного матеріалу (1), що якраз знаходиться у осередку (9) деформації, відповідає заздалегідь визначеному першому місцю (4) зміни прокатуваного матеріалу (1), яке лежить між початком (2) прокатуваного матеріалу і кінцем (3) прокатуваного матеріалу, так, що в прокатуваному матеріалі (1) в першому місці зміни (4) формують перший уступ (12) і прокатуваний матеріал (1) після розведення прокатної кліті (5) проводять через осередок деформації (9) без деформації.
2. Спосіб вальцювання за п. 1, який відрізняється тим, що прокатуваний матеріал (1) після розведення прокатної кліті (5) проводять через прокатну кліть (5) зворотним ходом.
3. Спосіб вальцювання за п. 2, який відрізняється тим, що прокатуваний матеріал (1) після вальцювання на перший заданий розмір (d1*) вальцюють у осередку (9) деформації прокатної кліті (5), починаючи з початку (2) прокатуваного матеріалу, на третій заданий розмір (d5*), поки місце (10) прокатуваного матеріалу (1), яке якраз знаходиться у осередку (9) деформації, досягне другого місця (19) зміни.
4. Спосіб вальцювання за п. 3, який відрізняється тим, що друге місце (19) зміни лежить між початком (2) прокатуваного матеріалу і першим місцем зміни (4), при цьому в прокатуваному матеріалі (1) на другому місці (19) зміни формують другий уступ (20).
5. Спосіб вальцювання за п. 3, який відрізняється тим, що друге місце (19) зміни відповідає першому місцю (4) зміни, при цьому перший уступ (12) збільшують.
6. Спосіб вальцювання за п. 1, який відрізняється тим, що прокатуваний матеріал (1) повністю проходить прокатну кліть (5) і після цього, починаючи з кінця (3) прокатуваного матеріалу, повністю вальцюють його на другий заданий розмір (d4*), поки місце (10), яке якраз знаходиться у осередку (9) деформації, досягне другого місця (17) зміни, яке лежить між першим місцем зміни (4) і кінцем (3) прокатуваного матеріалу, так, що в прокатуваному матеріалі (1) на другому місці (17) зміни формують другий уступ (18).
7. Носій даних із записаною комп'ютерною програмою (7), причому комп'ютерна програма (7) містить машинний код, причому машинний код викликає виконання способу вальцювання за будь-яким із пп. 1-6 при виконанні машинного коду (7) керуючою обчислювальною машиною для прокатної кліті (5).
8. Керуюча обчислювальна машина для прокатної кліті (5), виконана, зокрема запрограмована, з можливістю керування прокатною кліттю (5) згідно зі способом вальцювання за будь-яким із пп. 1-6.
Текст
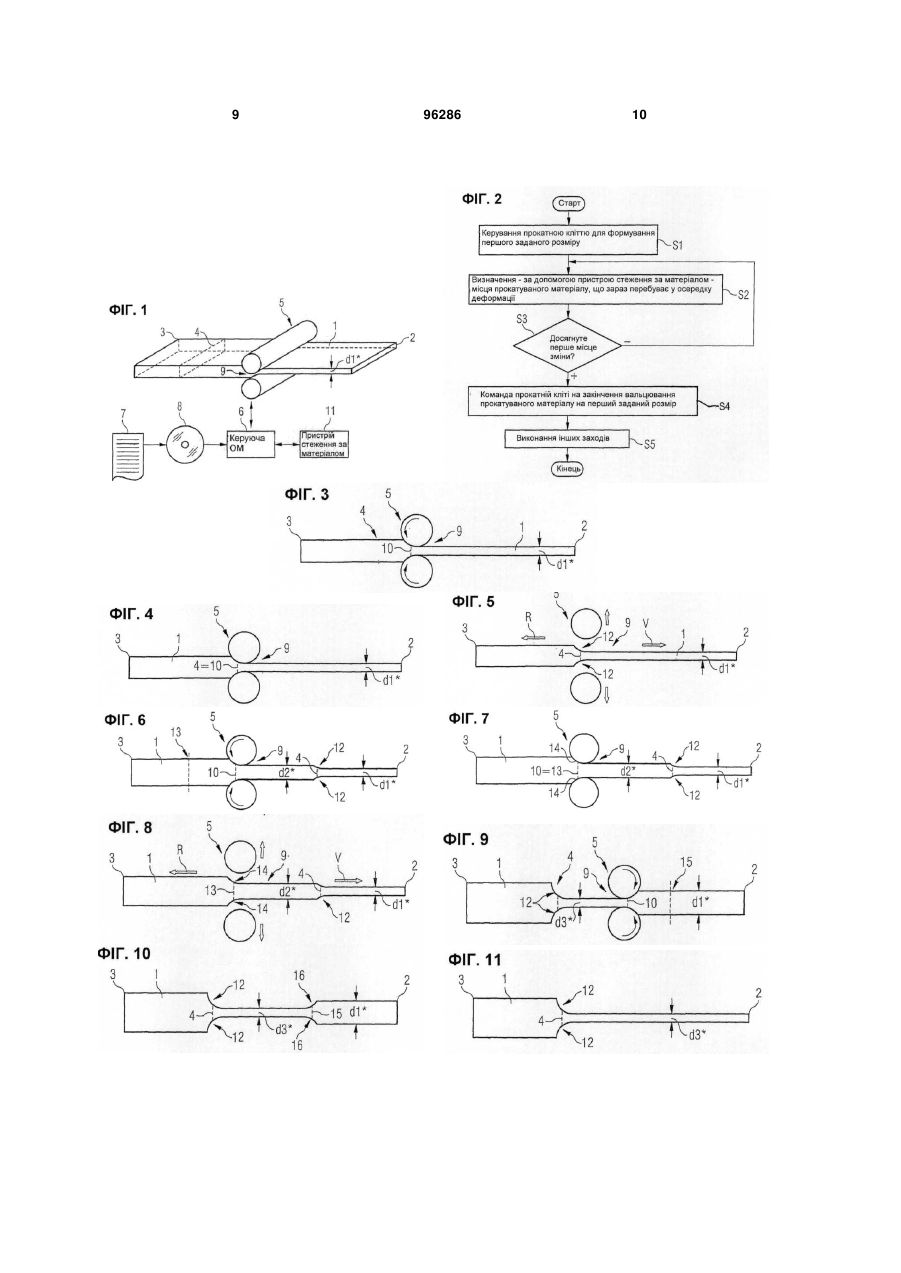
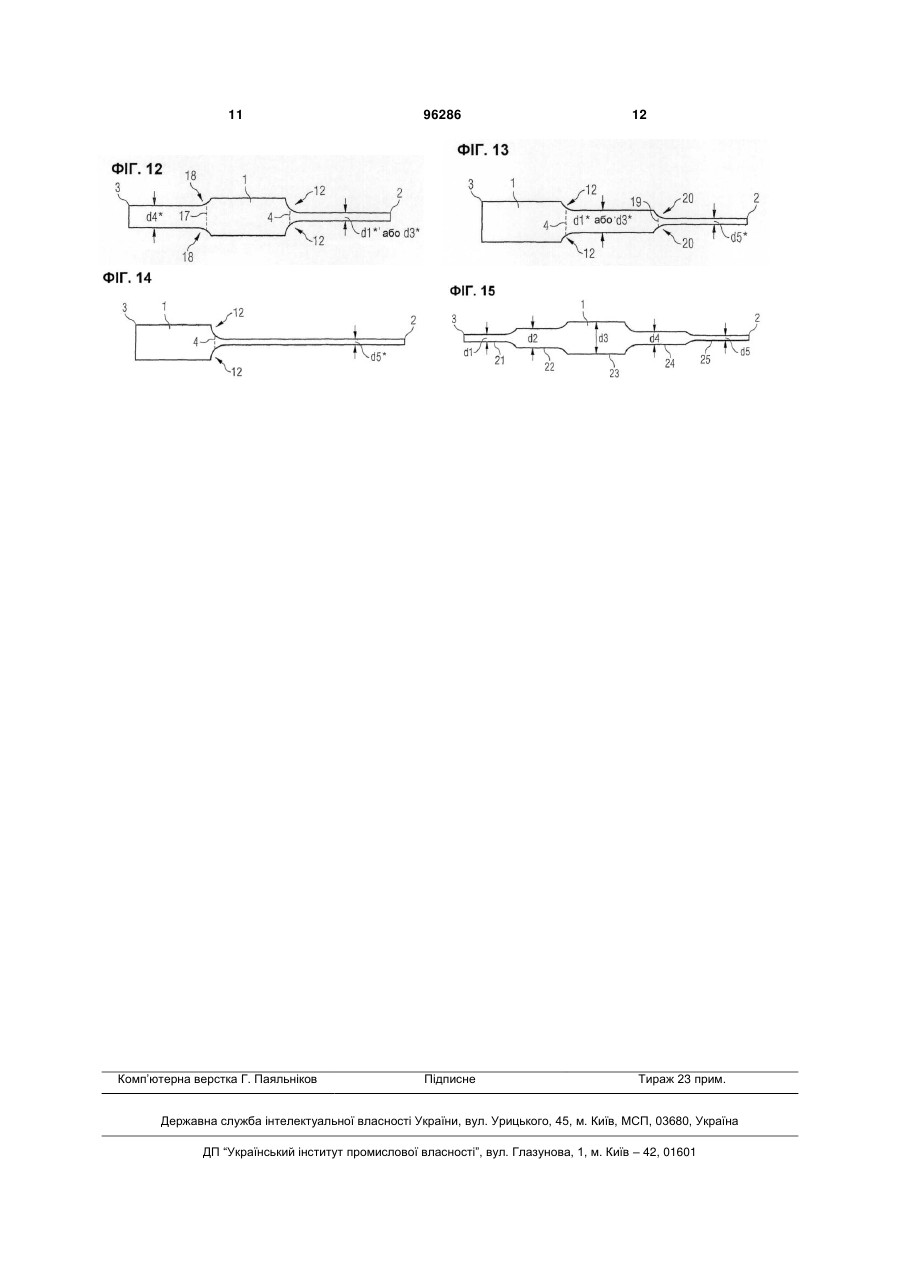
УКРАЇНА (19) UA (11) 96286 (13) C2 (51) МПК B21B 37/26 (2006.01) ДЕРЖАВНА СЛУЖБА ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ УКРАЇНИ ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) СПОСІБ ВАЛЬЦЮВАННЯ ПРОКАТУВАНОГО МАТЕРІАЛУ ДЛЯ ФОРМУВАННЯ В НЬОМУ УСТУПУ C2 (13) 96286 (11) дення прокатної кліті (5) проводять через осередок деформації (9) без деформації. 2. Спосіб вальцювання за п. 1, який відрізняється тим, що прокатуваний матеріал (1) після розведення прокатної кліті (5) проводять через прокатну кліть (5) зворотним ходом. 3. Спосіб вальцювання за п. 2, який відрізняється тим, що прокатуваний матеріал (1) після вальцювання на перший заданий розмір (d1*) вальцюють у осередку (9) деформації прокатної кліті (5), починаючи з початку (2) прокатуваного матеріалу, на третій заданий розмір (d5*), поки місце (10) прокатуваного матеріалу (1), яке якраз знаходиться у осередку (9) деформації, досягне другого місця (19) зміни. 4. Спосіб вальцювання за п. 3, який відрізняється тим, що друге місце (19) зміни лежить між початком (2) прокатуваного матеріалу і першим місцем зміни (4), при цьому в прокатуваному матеріалі (1) на другому місці (19) зміни формують другий уступ (20). 5. Спосіб вальцювання за п. 3, який відрізняється тим, що друге місце (19) зміни відповідає першому місцю (4) зміни, при цьому перший уступ (12) збільшують. 6. Спосіб вальцювання за п. 1, який відрізняється тим, що прокатуваний матеріал (1) повністю проходить прокатну кліть (5) і після цього, починаючи з кінця (3) прокатуваного матеріалу, повністю вальцюють його на другий заданий розмір (d4*), поки місце (10), яке якраз знаходиться у осередку (9) деформації, досягне другого місця (17) зміни, яке лежить між першим місцем зміни (4) і кінцем (3) прокатуваного матеріалу, так, що в прокатуваному матеріалі (1) на другому місці (17) зміни формують другий уступ (18). 7. Носій даних із записаною комп'ютерною програмою (7), причому комп'ютерна програма (7) містить машинний код, причому машинний код викликає виконання способу вальцювання за будь-яким із пп. 1-6 при виконанні машинного коду (7) керуючою обчислювальною машиною для прокатної кліті (5). 8. Керуюча обчислювальна машина для прокатної кліті (5), виконана, зокрема запрограмована, з можливістю керування прокатною кліттю (5) згідно зі способом вальцювання за будь-яким із пп. 1-6. UA (21) a200811102 (22) 08.02.2007 (24) 25.10.2011 (86) PCT/EP2007/051221, 08.02.2007 (31) 10 2006 011 939.8 (32) 15.03.2006 (33) DE (46) 25.10.2011, Бюл.№ 20, 2011 р. (72) КОХ ЕДМУНД, SG, КРАУТВУРСТ ДІРК, DE, ШМІДТ БІРГЕР, DE (73) СІМЕНС АКЦІЕНГЕЗЕЛЬШАФТ, DE (56) DE 2245650 A1; 29.03.1973 JP 01087007 A; 31.03.1989 JP 60037201 A; 26.02.1985 EP 1121990 A2; 08.08.2001 VELIKONJA D: "VISIONEN UND INNOVATIVE LOESUNGEN IN DER UMFORMTECHNIK" STAHL UND EISEN, VERLAG STAHLEISEN, DUSSELDORF, DE, Bd. 124, Nr. 8, August 2004 (2004-08), Seiten 36-38, XP001210743 ISSN: 03404803 (57) 1. Спосіб вальцювання прокатуваного матеріалу (1), зокрема смугового прокатуваного матеріалу (1), який має початок (2) прокатуваного матеріалу і кінець (3) прокатуваного матеріалу, - причому прокатуваний матеріал (1) вальцюють у осередку (9) деформації прокатної кліті (5), починаючи з початку (2) прокатуваного матеріалу (1), на перший заданий розмір (d1*), - причому під час вальцювання прокатуваного матеріалу (1) в прокатній кліті (5) за допомогою керуючої обчислювальної машини (6) безперервно визначають, яке місце (10) прокатуваного матеріалу (1) знаходиться якраз у осередку (9) деформації, - причому вальцювання прокатуваного матеріалу (1) на перший заданий розмір (d1*) закінчують і прокатну кліть (5) розводять, якщо місце (10) прокатуваного матеріалу (1), що якраз знаходиться у осередку (9) деформації, відповідає заздалегідь визначеному першому місцю (4) зміни прокатуваного матеріалу (1), яке лежить між початком (2) прокатуваного матеріалу і кінцем (3) прокатуваного матеріалу, так, що в прокатуваному матеріалі (1) в першому місці зміни (4) формують перший уступ (12) і прокатуваний матеріал (1) після розве 2 (19) 1 3 Винахід відноситься до способу вальцювання прокатуваного матеріалу, зокрема, смугового прокатуваного матеріалу, який має початок прокатуваного матеріалу і кінець прокатуваного матеріалу, причому прокатуваний матеріал, починаючи від початку, вальцюють у осередку деформації прокатної кліті на перший заданий розмір. Крім того, винахід відноситься до носія даних із записаною на ньому комп'ютерною програмою, причому комп'ютерна програма містить машинний код, причому машинний код викликає здійснення подібного способу вальцювання, при виконанні машинного коду керуючою обчислювальною машиною для прокатної кліті. Винахід відноситься також до керуючої обчислювальної машини для прокатної кліті, яка виконана таким чином, зокрема, програмована - що керування прокатною кліттю здійснюється відповідно до вказаного способу вальцювання. Нарешті, винахід відноситься до прокатуваного матеріалу, зокрема, смугового прокатуваного матеріалу. Способи вальцювання, носії даних, керуючі обчислювальні машини і прокатувані матеріали названого вище виду є загальновідомими. Зокрема, в способах вальцювання названого вище виду, весь прокатуваний матеріал, а саме від початку прокатуваного матеріалу до кінця прокатуваного матеріалу вальцюють на перший заданий розмір. В деяких випадках було б доцільним і корисним, вальцювати прокатуваний матеріал до різних заданих розмірів, причому прокатуваний матеріал повинен залишатися у вигляді суцільного блоку. У рівні техніки перш за все відомий спосіб, згідно з яким, вальцюють увесь прокатуваний матеріал на перший заданий розмір і потім розділяють прокатуваний матеріал, причому один з відрізків отриманого прокатуваного матеріалу вальцюють на другий заданий розмір. Одначе в цьому випадку обидва відрізки прокатуваного матеріалу більше не є одним цілим. З публікації DE 22 45 650 А1 відомий спосіб вальцювання, при якому керуючою обчислювальною машиною під час вальцювання прокатуваного матеріалу в прокатній кліті безперервно визначають, яке місце прокатуваного матеріалу якраз знаходиться у осередку деформації і вальцювання прокатуваного матеріалу на перший заданий розмір закінчують, коли розміщене якраз у осередку деформації місце прокатуваного матеріалу відповідає заздалегідь визначеному першому місцю зміни прокатуваного матеріалу, яке лежить між початком прокатуваного матеріалу і кінцем прокатуваного матеріалу. Після досягнення першого місця зміни процес вальцювання реверсують, так що прокатуваний матеріал після досягнення першого місця зміни проходить через прокатну кліть зворотним ходом. При цьому осередок деформації прокатної кліті не змінюють, так що реверсивний прохід виконують як прогладжувальний прохід. У публікації JP 60 037 201 А описано подібний спосіб вальцювання. З публікації JP 01 087 007 А відомий спосіб вальцювання, при якому в прокатуваний матеріал 96286 4 в заздалегідь визначеній області зміни вводять рампу. Із спеціальної статті "Бачення і інновативні рішення в перетворювальній техніці", Доротея Веліконья, Stahl und Eisen 124 (2004) № 8, стор. 36-38 відомий лист, який при розгляді в поздовжньому напрямі має області різної товщини. Із спеціальної статті "Пристосовані до навантаження листи за допомогою гнучкого вальцювання", Райнер Копп і Андреас Хаугер, VDI-Z Спеціальна обробка плоского прокату, жовтень "98, стор. 50-53, можна отримати аналогічний зміст розкриття. З публікації ЕР 1 121 990 А2 відомий спосіб вальцювання, за допомогою якого можна виготовляти смуги з періодично змінною товщиною. Задача винаходу полягає в тому, щоб створити спосіб вальцювання, носій даних і керуючу обчислювальну машину для прокатної кліті, за допомогою яких можна виготовляти прокатуваний матеріал, який виконаний суцільним і в поздовжньому напрямі має щонайменше дві ділянки, які мають відмінні розміри, причому спосіб вальцювання має бути реалізовуваним незалежно від того, чи є осередок деформації настроюваним тільки у вільному від навантаження стані, чи також і під навантаженням. Задача для способу вальцювання вирішується тим, що прокатну кліть розводять, коли місце прокатуваного матеріалу, яке якраз знаходиться у осередку деформації, відповідає першому місцю зміни, так що в першому місці зміни в прокатуваний матеріал вводиться перший уступ і прокатуваний матеріал після розведення прокатної кліті проходить через осередок деформації без деформації. Відповідно до цього задачу для носія даних вирішують за рахунок того, що на ньому записана комп'ютерна програма, яка служить для виконання подібного способувальцювання при виконанні керуючим обчислювальним пристроєм для прокатної кліті. Нарешті, завдання вирішується керуючим обчислювальним пристроєм для прокатної кліті, який виконаний таким чином, зокрема, програмований так, що керування прокатною кліттю здійснюється згідно з подібним способом вальцювання. Вільний від деформації прохід прокатуваного матеріалу через - розведену - прокатну кліть може бути здійснений альтернативно вперед (тобто в попередньому напрямку вальцювання) або назад. Якщо вільний від деформації прохід відбувається у зворотному напрямі, можливо, що прокатуваний матеріал після вальцювання на перший заданий розмір, починаючи з початку прокатуваного матеріалу, вальцюють у осередку деформації прокатної кліті на третій заданий розмір, поки місце прокатуваного матеріалу, яке знаходиться якраз у осередку деформації, досягне другого місця зміни. Друге місце зміни може лежати між початком прокатуваного матеріалу і першим місцем зміни, так що в прокатуваний матеріал на другому місці зміни вводиться другий уступ. Друге місце зміни 5 може також відповідати першому місцю зміни, так що перший уступ збільшується. Якщо прокатуваний матеріал, на противагу цьому, повністю пройшов через прокатну кліть, тоді є можливість вальцювати прокатуваний матеріал, починаючи з кінця прокатуваного матеріалу, на другий заданий розмір, поки місце, яке знаходиться якраз у осередку деформації, досягне другого місця зміни, яке лежить між першим місцем зміни і кінцем прокатуваного матеріалу, так що на другому місці зміни в прокатуваний матеріал вводиться другий уступ. Також в цьому випадку само собою зрозуміло, що на другому місці зміни вальцювання на другий заданий розмір закінчують і прокатну кліть розводять. Подальші переваги і подробиці витікають з подальшого опису прикладів виконання з посиланнями на креслення. На них схематично зображені: Фіг. 1 Принципова конструкція прокатної установки, Фіг. 2 Блок-схема процесу, Фіг. 3-14 Різні стани при вальцюванні прокатуваного матеріалу і Фіг. 15 Готовий прокатуваний матеріал. На фіг. 1 зображена принципова схема вальцювання прокатуваного матеріалу 1. Прокатуваний матеріал 1 є при цьому переважно смуговим прокатуваним матеріалом. Проте можна було б вальцювати прут або трубний прокатуваний матеріал. Прокатуваний матеріал 1 має початок 2 і кінець 3. Крім того, намічено щонайменше одне місце 4 зміни - в подальшому назване також першим місцем 4 зміни. Місце 4 зміни переважно не є визначеним за допомогою відстані відносно початку 2 прокатуваного матеріалу або, відповідно, кінця 3 прокатуваного матеріалу, оскільки ця відстань при вальцюванні прокатуваного матеріалу 1 змінюється. Більш того, місце 4 зміни визначено переважно за допомогою кількості прокатуваного матеріалу 1, який знаходиться між місцем 4 зміни і початком 2 прокатуваного матеріалу або, відповідно, кінцем 3 прокатуваного матеріалу. Прокатуваний матеріал 1 вальцюють в прокатній кліті 5. Прокатна кліть 5, зі свого боку, зв'язана з керуючою обчислювальною машиною 6. У керуючу обчислювальну машину 6 вводять комп'ютерну програму 7. Введення комп'ютерної програми 7 можна здійснювати, наприклад, за допомогою переносного або іншого носія 8 даних, на якому записана комп'ютерна програма 7 (виключно) у формі, що допускає автоматичне зчитування машиною. За рахунок введення комп'ютерної програми 7 керуюча обчислювальна машина 6 запрограмована (або, відповідно, в більш загальному вигляді - виконана) таким чином, що вона виконує спосіб вальцювання, який нижче описується у зв'язку з фіг. 2-14. Згідно фіг. 2 керуюча обчислювальна машина 6 в кроці S1 керує прокатною кліттю 5 таким чином, що прокатуваний матеріал 1 вальцюється від початку 2 прокатуваного матеріалу на перший заданий розмір d1* (у разі смугового прокатуваного матеріалу 1 до першої заданої товщини d1*). Ви 96286 6 значення необхідних для цього керуючих параметрів для прокатної кліті 5 за допомогою таблиці вальцювання і параметрів прокатної кліті 5 є загальновідомим для фахівців. Власне процес вальцювання, тобто зміна форми прокатуваного матеріалу 1 відбувається у осередку 9 деформації прокатної кліті 5. У кроці S2 керуюча обчислювальна машина 6 визначає, яке місце 10 прокатуваного матеріалу 1 якраз знаходиться у осередку 9 деформації. Визначення місця 10 може здійснюватися, наприклад, через загальновідомий пристрій 11 стеження за матеріалом. У кроці S3 керуюча обчислювальна машина 6 порівнює місце 10, визначене в кроці S2, з першим місцем 4 зміни. Якщо перше місце 4 зміни ще не досягнуто - див., наприклад, фіг. 3 - керуюча обчислювальна машина 6 повертається назад до кроку S2. Внаслідок цього повернення до кроку S2, поперше, продовжують процес вальцювання, який був розпочатий в кроці S1. По-друге, крок S2 виконують знову, так що керуюча обчислювальна машина 6 під час вальцювання прокатуваного матеріалу 1 в прокатній кліті 5 постійно визначає, яке місце 10 прокатуваного матеріалу 1 якраз знаходиться у осередку 9 деформації. Якщо перше місце 4 зміни, в протилежність цьому, досягнуто, - див. фіг. 4 -, керуюча обчислювальна машина 6 за рахунок відповідного керування прокатною кліттю 5 закінчує в кроці S4 вальцювання прокатуваного матеріалу 1 на перший заданий розмір d1*. За рахунок цього - незалежно від подальших заходів, що здійснюються в кроці S5 і описані детальніше далі, - в прокатуваний матеріал 1 в першому місці 4 зміни вводиться перший уступ 12. Подальші заходи кроку S5 мають різну природу. У найпростішому випадку - див. фіг. 5 - прокатну кліть 5 (зрозуміло внаслідок відповідної команди керуючою обчислювальною машиною 6) розводять, якщо місце 10, яке знаходиться якраз у осередку 9 деформації, відповідає першому місцю 4 зміни. Розведення прокатної кліті 5 має перевагу, що воно можливе також за допомогою виконавчих органів, виконаних з можливістю переміщення тільки без навантаження. Потім прокатуваний матеріал 1 видаляють з прокатної кліті 5 вперед (див. стрілку V) або назад (див. стрілку R). Оскільки прокатна кліть 5 розведена, прокатуваний матеріал 1 проходить через осередок 9 деформації без деформації. Проте є також можливість після закінчення вальцювання на перший заданий розмір d1* продовжувати вальцювання як таке. У протилежність до чистого розведення прокатної кліті 5 в цьому випадку потрібно, щоб виконавчі органи були виконані з можливістю переміщення під навантаженням. В цьому випадку прокатну кліть 5 можна, наприклад, -див. фіг. 6 - настроювати керуючою обчислювальною машиною 6 на новий (другий) заданий розмір d2* і прокатуваний матеріал 1 від досягнення першого місця 4 зміни у напрямі до кінця 3 прокатуваного матеріалу вальцювати на другий заданий розмір d2*. 7 Другий заданий розмір d2* може бути меншим, ніж перший заданий розмір d1*. Переважно він є більшим, ніж перший заданий розмір d1*, оскільки в цьому випадку можливе швидше настроювання на другий заданий розмір d2*. У разі продовження вальцювання є можливість вальцювати матеріал 1 на другий заданий розмір d2*, поки матеріал 1 не буде повністю прокатаним, тобто кінець 3 прокатуваного матеріалу пройде через осередок 9 деформації. Проте, є також можливість - див. фіг. 7 -, закінчувати вальцювання матеріалу 1 на другий заданий розмір d2*, якщо місце 10 прокатуваного матеріалу 1, яке якраз знаходиться у осередку 9 деформації, відповідає заздалегідь визначеному другому місцю 13 зміни, яке лежить між першим місцем 4 зміни і кінцем 3 прокатуваного матеріалу. В цьому випадку в другому місці 13 зміни в прокатуваний матеріал 1 вводиться другий уступ 14. Спосіб дій для введення другого уступу 14 на другому місці 13 зміни повністю аналогічний введенню першого уступу 12 на першому місці 4 зміни. Тому від пояснення подробиць щодо цього можна відмовитися. Також заходи, які здійснюють після введення другого уступу 14, повністю аналогічні заходам, здійснюваним після введення першого уступу 12 на першому місці 4 зміни. Зокрема, можна розводити прокатну кліть 5 - див. фіг. 8 -, продовжувати процес вальцювання з наступним заданим розміром і так далі. Якщо осередок 9 деформації регулюється під навантаженням, то - виходячи із стану, представленого на фіг. 4, - в рамках кроку S5 є можливість продовжувати процес вальцювання від досягнення першого місця 4 зміни, проте прокатуваний матеріал 1 вальцюють у напрямі до початку 2 прокатуваного матеріалу. В цьому випадку прокатуваний матеріал вальцюють на другий заданий розмір d3*, причому другий заданий розмір сІЗ* - див. фіг. 9-е меншим, ніж перший заданий розмір d1*. Теоретично є можливість вальцювання прокатуваного матеріалу 1 далі тільки від місця, яке лежить між першим місцем 4 зміни і початком 2 прокатуваного матеріалу. Проте, як правило, вальцювання на другий заданий розмір d3* починають безпосередньо в першому місці 4 зміни. Крім того, є можливість закінчувати вальцювання прокатуваного матеріалу 1 на другий заданий розмір d3*, якщо місце 10 прокатуваного матеріалу 1, яке знаходиться якраз у осередку 9 деформації, відповідає заздалегідь визначеному другому місцю 15 зміни. Друге місце 15 зміни лежить у цьому випадку між початком 2 прокатуваного матеріалу і першим місцем 4 зміни. В цьому випадку в прокатуваний матеріал 1 на другому місці 15 зміни вводять другий уступ 16. Це представлено на фіг. 10. Проте, як правило, прокатуваний матеріал 1 до початку 2 вальцюють на другий заданий розмір d3*. Цей стан представлений на фіг. 11. Також якщо продовження вальцювання від першого місця 4 зміни є принципово можливим, як правило, прокатну кліть 5 розводять, так що від першого місця 4 зміни прокатуваний матеріал 1 96286 8 проходить через осередок 9 деформації без деформації. Перевагою цього способу дій є те, що він реалізовується незалежно від того, чи є осередок 9 деформації регульованим тільки без навантаження, чи також і під навантаженням. Проте незалежно від цього прокатуваний матеріал 1 колинебудь або повністю пройде через осередок 9 деформації (тобто до кінця 3 прокатуваного матеріалу) або ж прокатуваний матеріал 1 буде повністю витягнутий назад з осередку 9 деформації (тобто до початку 2 прокатуваного матеріалу). На цих обох випадках ще раз зупинимося нижче. Якщо прокатуваний матеріал 1 повністю пройшов через осередок 9 деформації (тобто до кінця 3 прокатуваного матеріалу), є можливість, починаючи з кінця 3 прокатуваного матеріалу, вальцювати прокатуваний матеріал 1 на другий заданий розмір d4*, поки місце 10, яке якраз знаходиться у осередку 9 деформації, відповідає другому місцю 17 зміни, яке лежить між першим місцем 4 зміни і кінцем 3 прокатуваного матеріалу 1. В цьому випадку в другому місці 17 зміни в прокатуваний матеріал 1 вводять другий уступ 18. Спосіб дій при цьому повністю аналогічний введенню першого уступу 12 в першому місці 4 зміни, так що від детальних пояснень щодо цих дій можна відмовитися. Прокатуваний матеріал 1 з введеним в нього другим уступом 18 представлений на фіг. 12. При необхідності також при цьому проході в прокатуваний матеріал 1 можна вводити більше, ніж один уступ. Якщо прокатуваний матеріал 1 повністю, тобто включно до початку 2 прокатуваного матеріалу, був витягнутий назад з осередку 9 деформації, є можливість вальцювати прокатуваний матеріал 1 після вальцювання на перший заданий розмір d1* або, відповідно, - у разі виконання згідно фіг. 11 після вальцювання на другий заданий розмір d3* на третій заданий розмір d5*. В цьому випадку процес вальцювання починають з початку 2 прокатуваного матеріалу і виконують, поки місце 10 прокатуваного матеріалу 1, яке якраз знаходиться у осередку 9 деформації, досягне другого місця 19 зміни. Можливо, що - див. фіг. 13 - друге місце 19 зміни лежить між початком 2 прокатуваного матеріалу і першим місцем 4 зміни. В цьому випадку в прокатуваний матеріал 1 в другому місці 19 зміни вводять другий, додатковий уступ 20. Проте, також можливо, що друге місце 19 зміни відповідає першому місцю 4 зміни. В цьому випадку - див. фіг. 14 - збільшується перший уступ 12. Тим самим, за допомогою описаного вище способу дій є проста можливість виготовлення прокатуваного матеріалу 1, який згідно фіг. 15 має декілька ділянок 21-25, які мають відмінні розміри d1* - d5*. Виготовлення представленого на фіг. 15 прокатуваного матеріалу 1 можливо, зокрема, також тоді, коли прокатна кліть 5 містить виконавчі пристрої для регулювання осередку 9 деформації, які виконані з можливістю переміщення тільки у вільному від навантаження стані, тобто не під навантаженням. При цьому обидва описаних вище способи дій можуть бути довільно комбінованими один з одним. 9 96286 10 11 Комп’ютерна верстка Г. Паяльніков 96286 Підписне 12 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling method for rolled material for introducing step in rolled material
Автори англійськоюKoch Edmund, Krautwurst Dirk, Schmidt, Birger
Назва патенту російськоюСпособ вальцовки прокатываемого материала для формования в нем уступа
Автори російськоюКох Эдмунд, Краутвурст Дирк, Шмидт Биргер
МПК / Мітки
МПК: B21B 37/26
Мітки: уступу, формування, спосіб, вальцювання, прокатуваного, матеріалу, ньому
Код посилання
<a href="https://ua.patents.su/6-96286-sposib-valcyuvannya-prokatuvanogo-materialu-dlya-formuvannya-v-nomu-ustupu.html" target="_blank" rel="follow" title="База патентів України">Спосіб вальцювання прокатуваного матеріалу для формування в ньому уступу</a>
Спосіб експлуатації прокатного стана для вальцювання смугового прокатувального матеріалу
Номер патенту: 93076
Опубліковано: 10.01.2011
Автор: Шмідт Біргер
МПК: B21B 37/46, B21B 37/72, B21B 37/68
Мітки: прокатувального, спосіб, вальцювання, прокатного, експлуатації, смугового, стана, матеріалу
Формула / Реферат:
1. Спосіб експлуатації прокатного стана для вальцювання смугового прокатуваного матеріалу (8), що має початкову кромку (14) з двома кінцями (15, 16), причому прокатний стан містить прокатну кліть (1) з робочими валками (6), розташований з її вхідної сторони рольганг (2) і пристрій (5) управління, а робочі валки (6) утворюють міжвалковий зазор (g), в якому за допомогою пристрою (5) управління здійснюють управління прокатною кліттю (1) таким...
Пристрій для ультразвукової дефектоскопії гарячого прокатуваного металу
Номер патенту: 93520
Опубліковано: 25.02.2011
Автори: ван Хюллен Петер, Штюбер Аксель
МПК: G01N 29/22
Мітки: дефектоскопії, металу, ультразвукової, пристрій, прокатуваного, гарячого
Формула / Реферат:
1. Пристрій для ультразвукової дефектоскопії гарячого прокатуваного металу під час процесу прокатки в одній з декількох розташованих одна за одною прокатних клітей прокатного стана, що складається щонайменше з двох валків, які утворюють між собою проміжок і обладнані ультразвуковими пошуковими головками, розташованими так, що частини самого тіла валка служать трактом для проходження ультразвукових хвиль до прокатуваного металу, який...
Спосіб прокатки матеріалу
Номер патенту: 85076
Опубліковано: 25.12.2008
Автори: Айхерт Крістоф, Більген Крістіан
МПК: B21B 45/02, B21B 27/06
Мітки: прокатки, спосіб, матеріалу
Формула / Реферат:
1. Спосіб прокатки матеріалу, зокрема гарячої прокатки широкої штаби, за допомогою чистового стану або на ливарно-прокатній установці, при якому перед надходженням прокатуваного матеріалу в осередок деформації прокатної кліті, наносять мастило напряму на поверхню робочих валків або непрямо через поверхню опорних валків з подальшою передачею на поверхню робочих валків, при цьому на поверхні робочих валків утворюється шар мастила, що...
Спосіб формування укосу уступу при вибуховій відбійці гірничих порід
Номер патенту: 28734
Опубліковано: 16.10.2000
Автори: Римарчук Борис Іванович, Кривошеєв Олександр Васильович, Дробін Георгій Федорович, Шварцер Валерій Якович, Літвінов Сергій Васильович, Домнічев Володимир Миколайович
МПК: E21C 37/00
Мітки: укосу, вибуховий, порід, відбійці, формування, спосіб, гірничих, уступу
Формула / Реферат:
1. Спосіб формування укіса уступу при вибуховій відбійці гірничих порід, вмикаючим буріння свердловин у межах контуру уступу, розміщення у них зарядів вибухових речовин, формування поглинача хвиль напруження, підривання свердловин і відробку підірваних порід, який відрізняється тим, що поглинач хвиль напруження формують на верхній площадці уступу над охороняємою часткою уступу у вигляді надуступу, причому надуступ формують від проєктної...
Спосіб формування відкосу уступу
Номер патенту: 9323
Опубліковано: 30.09.1996
Автори: Помойко Володимир Олексійович, Дриженко Анатолій Юрійович, Савицький Вадим Григорович, Базарний Валентин Данилович
МПК: E21C 41/26
Мітки: уступу, відкосу, формування, спосіб
Формула / Реферат:
Способ формирования откоса уступа, включающий бурение рядов вертикальных скважин с вышележащего уступа на нижележащий вдоль его верхней бровки, заряжание их взрывчатым веществом и взрывание, формирование проектного откоса нижележащего уступа, отличающийся тем, что, с целью увеличения углов откоса уступов борта карьера за счет повышения устойчивости каждого нижележащего формируемого уступа, первый ряд скважин бурят со стороны откоса...
Попередній патент: Карбонати феніколових антибіотиків
Наступний патент: Спосіб експлуатації реверсивного прокатного стана
Випадковий патент: Штучний гірськолижний спуск