Пристрій для ультразвукової дефектоскопії гарячого прокатуваного металу
Формула / Реферат
1. Пристрій для ультразвукової дефектоскопії гарячого прокатуваного металу під час процесу прокатки в одній з декількох розташованих одна за одною прокатних клітей прокатного стана, що складається щонайменше з двох валків, які утворюють між собою проміжок і обладнані ультразвуковими пошуковими головками, розташованими так, що частини самого тіла валка служать трактом для проходження ультразвукових хвиль до прокатуваного металу, який піддається дефектоскопії, в міжвалковому проміжку, який відрізняється тим, що обладнані ультразвуковими пошуковими головками (9, 10) валки (3) виконані з можливістю установки міжвалкового проміжку, мають прямий поперечний профіль і діаметр, що в декілька разів перевищує ширину міжвалкового проміжку (2) для забезпечення більшого кута (a) захоплення при прокатці, причому валки (3) розташовані в одній з перших прокатних клітей прокатного стана, при цьому ультразвукові пошукові головки (9, 10) розташовані на поверненій до осі (4) валків стороні кільцеподібного виступу (7).
2. Пристрій за п. 1, який відрізняється тим, що валки (3) являють собою консольні валки, поверхні яких щонайменше з одного боку мають кільцеподібний виступ (7), віддалений назовні від диска (6).
3. Пристрій за п. 1, який відрізняється тим, що ультразвукові хвилі в ньому направлені вертикально на поверхню прокатуваного матеріалу в міжвалковому проміжку (2).
4. Пристрій за п. 3, який відрізняється тим, що додатково ультразвукові хвилі в ньому направлені навскоси на поверхню прокатуваного матеріалу в міжвалковому проміжку (2).
5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що декілька з'єднаних між собою ультразвукових пошукових головок (9) розташовані у вигляді матриці.
6. Пристрій за будь-яким з пп. 1-5, який відрізняється тим, що як ультразвукові пошукові головки передбачені групові випромінювачі (10).
7. Пристрій за будь-яким з пп. 1-6, який відрізняється тим, що прокатуваний матеріал (8), який піддається дефектоскопії, утримується в постійному прохідному вимірювальному положенні за допомогою прокатної арматури.
8. Пристрій за будь-яким з пп. 1-6, який відрізняється тим, що прокатуваний матеріал (8), який піддається дефектоскопії, утримується в постійному прохідному вимірювальному положенні за допомогою попередніх і/або подальших прокатних клітей.
Текст
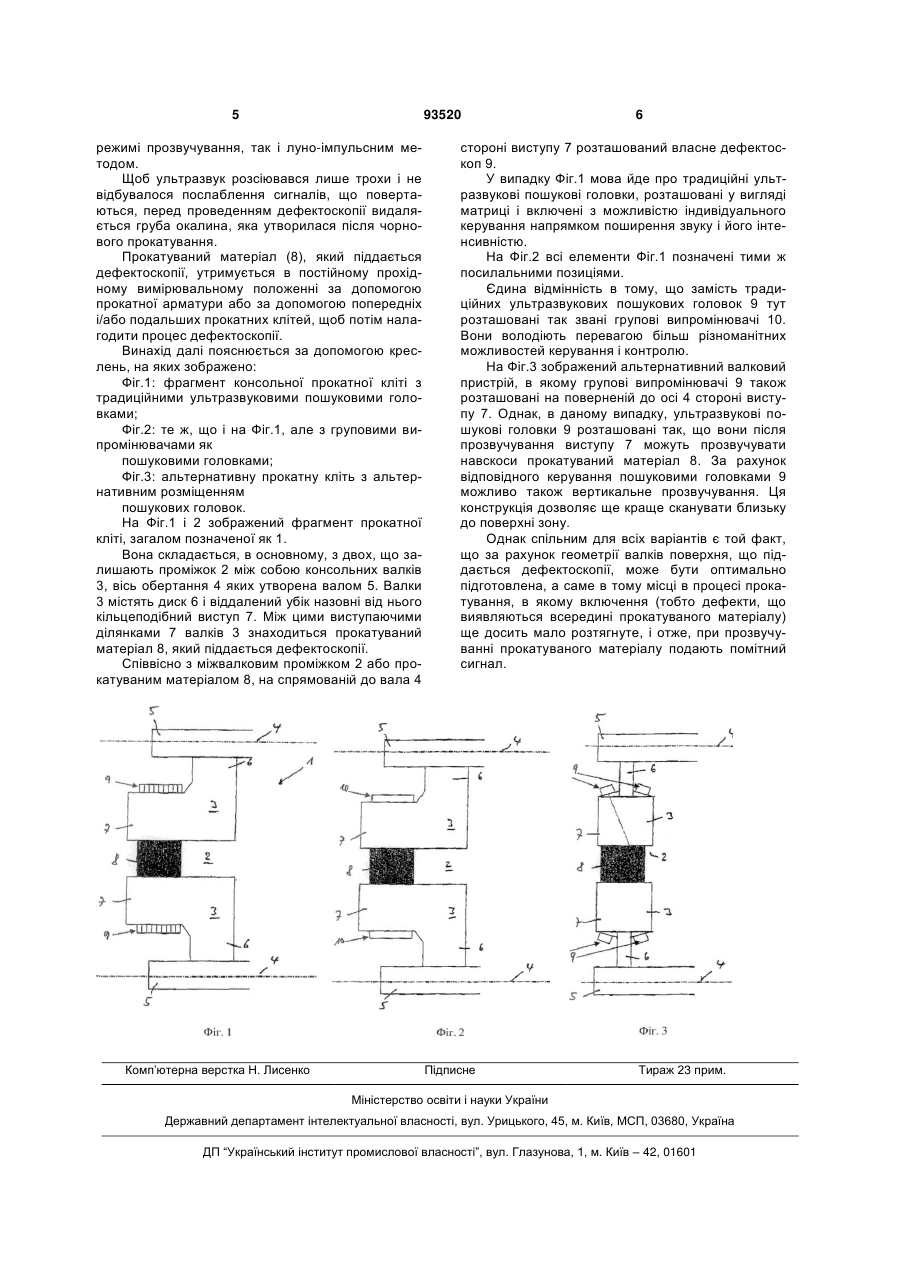
1. Пристрій для ультразвукової дефектоскопії гарячого прокатуваного металу під час процесу прокатки в одній з декількох розташованих одна за одною прокатних клітей прокатного стана, що складається щонайменше з двох валків, які утворюють між собою проміжок і обладнані ультразвуковими пошуковими головками, розташованими так, що частини самого тіла валка служать трактом для проходження ультразвукових хвиль до прокатуваного металу, який піддається дефектоскопії, в міжвалковому проміжку, який відрізняється тим, що обладнані ультразвуковими пошуковими головками (9, 10) валки (3) виконані з можливістю установки міжвалкового проміжку, мають прямий поперечний профіль і діаметр, що в декілька разів перевищує ширину міжвалкового проміжку (2) для забезпечення більшого кута () захоплення при прокатці, причому валки (3) розташовані в одній з перших прокатних клітей прока C2 2 (19) 1 3 У переважному, представленому в даній публікації, варіанті передбачені три зіркоподібно розташовані валки (так званий блок «Kocks»), які утворюють між собою міжвалковий проміжок. Ці дископодібні валки повинні бути спеціально доопрацьовані або виготовлені, щоб можна було встановити ультразвукові пошукові головки. Оскільки така прокатна кліть, як вказано вище, являє собою чистову прокатну кліть, при різних габаритних розмірах прокатування повинні бути передбачені також різні калібри, що пов'язано зі значними монтажними і складськими витратами. Крім того, кривизна калібрів валків є недоліком, оскільки вона приводить до геометричного фокусування ультразвукового променя, що, однак, не завжди бажано. Цьому фокусуванню сприяють співвідношення швидкостей звуку. Фокусування ультразвукового променя викликає нерівномірне прозвучування нитки прокату. У результаті підвищується число пошукових головок, і потрібна дефектоскопія під додатковими кутами. Крім того, кривизна приводить також до розсіювання енергії ультразвукового променя у всіх місцях, де він падає на калібр невертикально. Ці відбиті частки можуть у вигляді фантомних лун створити проблеми при дефектоскопії. Часто їх дуже важко подолати, якщо кутові співвідношення несприятливі. Іншим недоліком є невеликий діаметр валків, який в подовжньому напрямку дуже сильно дефокусує ультразвуковий промінь. Тут діє, в основному, перехід від пошукової головки до тіла валка, що забезпечується передавальною водою. Інший істотний недолік відомого пристрою полягає в обмеженні контрольного габариту. Це означає, що тракт випередження в прозвученому валку повинен бути довшим щонайменше настільки, щоб час на проходження тракту випередження був більшим часу, необхідного для проскакування нитки прокату. Тому задачею винаходу є створення пристрою, описаного вище роду таким, щоб більш надійні результати дефектоскопії можна було досягнути з істотно меншими витратами. Ця задача вирішується відповідно до відмітної частини п.1 формули за рахунок того, що обладнані ультразвуковими пошуковими головками валки, виконані з можливістю встановлення, мають прямий поперечний профіль і діаметр, в декілька разів більший ширини міжвалкового проміжку, так що виникає великий кут а захоплення при прокатці, і ці валки розташовані в одній з перших прокатних клітей прокатного стану. Таким чином, процес дефектоскопії в прокатній кліті відбувається на відносно ранній стадії процесу прокатки, так що розтягнення включень в прокатуваному металі порівняно мале, однак деформація достатня, щоб зруйнувати литу структуру і ущільнити пористість. Руйнування литої структури потрібне для проведення ультразвукової дефектоскопії з частотою вищою 2МГц. Тільки починаючи з цієї частоти, можна виявити досить дрібні включення. Ущільнення серцевини нитки прокату необхідне, щоб запобігти викривленню даного відрізка нитки, оскільки за допомогою ультразву 93520 4 кової дефектоскопії неможливо розрізнити пористість і включення. За рахунок прямого профілю валків також профіль прокатуваного матеріалу набуває в процесі деформації квадратний або прямокутний переріз, причому завдяки більш великому діаметру валків в розпорядженні можуть бути більша зона деформації і також більша зона прозвучування. Крім того, завдяки великому діаметру досягається те, що дефокусування обмежене і в прокатуваний матеріал може бути введений максимум енергії. Прокатна кліть виконана так, що вона здійснює деформацію для забезпечення досить хорошого контакту між валками і прокатуваним матеріалом. Зона контакту тим більша, чим вищий ступінь деформації. Також це сприяє збільшенню введення енергії. У переважному варіанті як валки використовується так звані консольні валки (Cantileverroll), у яких бандаж щонайменше з одного боку виступає за диск. Ці консольні валки забезпечують вищеназвані переваги великого діаметра і передачу достатньо великого зусилля. Крім того, виліт бандажа валка у вигляді заплечику забезпечує переважне місце монтажу ультразвукових пошукових головок, на поверненій до осі валка стороні бандажа. Інакше, ніж у вищенаведеному рівні техніки, валки не потрібно допрацьовувати або спеціально виготовляти, оскільки розташування ультразвукових пошукових головок у разі консольних валків може цілком співпадати з прокатуваним матеріалом. Таким чином, без проблем можлива орієнтація ультразвукових хвиль перпендикулярно поверхні прокатуваного матеріалу в міжвалковому проміжку. Як ультразвукові пошукові головки можуть бути передбачені декілька розташованих в лінію традиційних пошукових головок, які за рахунок індивідуального керування можуть бути орієнтовані відповідно до вимог дефектоскопії. Переважно, якщо декілька з'єднаних між собою ультразвукових пошукових головок розташовані у вигляді матриці. Також переважне застосування так званих групових випромінювачів. Переважні, згідно з винаходом, консольні валки можуть використовуватися для всього спектра габаритів продукції, оскільки вони повинні бути тільки встановлені без необхідності використання нового калібру (див. п.1). Зокрема, за допомогою групових випромінювачів при однозначному веденні прокатуваного матеріалу можна враховувати розмір нитки прокатування за рахунок відповідних відключень і підключень в межах лінії групових випромінювачів. Істотна перевага групових випромінювачів полягає в можливості повертати ультразвуковий промінь для оптимального прозвучування включень, оскільки вони часто володіють акустичними анізотропними властивостями. За рахунок повороту звукового променя можна виявляти також близькі до краю включення. При дефектоскопії можливі будь-які режими випромінювання і прийому. Можна працювати як в 5 93520 режимі прозвучування, так і луно-імпульсним методом. Щоб ультразвук розсіювався лише трохи і не відбувалося послаблення сигналів, що повертаються, перед проведенням дефектоскопії видаляється груба окалина, яка утворилася після чорнового прокатування. Прокатуваний матеріал (8), який піддається дефектоскопії, утримується в постійному прохідному вимірювальному положенні за допомогою прокатної арматури або за допомогою попередніх і/або подальших прокатних клітей, щоб потім налагодити процес дефектоскопії. Винахід далі пояснюється за допомогою креслень, на яких зображено: Фіг.1: фрагмент консольної прокатної кліті з традиційними ультразвуковими пошуковими головками; Фіг.2: те ж, що і на Фіг.1, але з груповими випромінювачами як пошуковими головками; Фіг.3: альтернативну прокатну кліть з альтернативним розміщенням пошукових головок. На Фіг.1 і 2 зображений фрагмент прокатної кліті, загалом позначеної як 1. Вона складається, в основному, з двох, що залишають проміжок 2 між собою консольних валків 3, вісь обертання 4 яких утворена валом 5. Валки 3 містять диск 6 і віддалений убік назовні від нього кільцеподібний виступ 7. Між цими виступаючими ділянками 7 валків 3 знаходиться прокатуваний матеріал 8, який піддається дефектоскопії. Співвісно з міжвалковим проміжком 2 або прокатуваним матеріалом 8, на спрямованій до вала 4 Комп’ютерна верстка Н. Лиcенко 6 стороні виступу 7 розташований власне дефектоскоп 9. У випадку Фіг.1 мова йде про традиційні ультразвукові пошукові головки, розташовані у вигляді матриці і включені з можливістю індивідуального керування напрямком поширення звуку і його інтенсивністю. На Фіг.2 всі елементи Фіг.1 позначені тими ж посилальними позиціями. Єдина відмінність в тому, що замість традиційних ультразвукових пошукових головок 9 тут розташовані так звані групові випромінювачі 10. Вони володіють перевагою більш різноманітних можливостей керування і контролю. На Фіг.3 зображений альтернативний валковий пристрій, в якому групові випромінювачі 9 також розташовані на поверненій до осі 4 стороні виступу 7. Однак, в даному випадку, ультразвукові пошукові головки 9 розташовані так, що вони після прозвучування виступу 7 можуть прозвучувати навскоси прокатуваний матеріал 8. За рахунок відповідного керування пошуковими головками 9 можливо також вертикальне прозвучування. Ця конструкція дозволяє ще краще сканувати близьку до поверхні зону. Однак спільним для всіх варіантів є той факт, що за рахунок геометрії валків поверхня, що піддається дефектоскопії, може бути оптимально підготовлена, а саме в тому місці в процесі прокатування, в якому включення (тобто дефекти, що виявляються всередині прокатуваного матеріалу) ще досить мало розтягнуте, і отже, при прозвучуванні прокатуваного матеріалу подають помітний сигнал. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for ultrasonic defectoscopy of hot rolled metal
Автори англійськоюStuber, Alex, van Hullen Peter
Назва патенту російськоюУстройство для ультразвуковой дефектоскопии горячего прокатного металла
Автори російськоюШтюбер Аксель, ван Хюллен Петер
МПК / Мітки
МПК: G01N 29/22
Мітки: гарячого, ультразвукової, пристрій, металу, дефектоскопії, прокатуваного
Код посилання
<a href="https://ua.patents.su/3-93520-pristrijj-dlya-ultrazvukovo-defektoskopi-garyachogo-prokatuvanogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для ультразвукової дефектоскопії гарячого прокатуваного металу</a>
Пристрій для ультразвукової дефектоскопії листового прокату
Номер патенту: 27652
Опубліковано: 15.09.2000
Автори: Вєрьовкін Владімір Міхайловіч, Кривочуров Ігор Анатольович, Кашірін Валєнтін Алєксєєвіч, Любімов Володимир Олександрович, Батичко Іван Авксентьович, Манчха Валерій Костянтинович
МПК: G01N 29/04
Мітки: пристрій, ультразвукової, прокату, листового, дефектоскопії
Текст:
...ґі з формою пружної лінії контролюємого листового прокату при його руху по рольгангу При виборі такої форми рольгангу лист, який прогибает ься під дією своєї ваги, повторює профіль рольгангу, що необхідно для того, щоб лист не розгортався на рольганзі та не просковзував Також для рішення поставленої задачі акустичний блок, принаймні та його частина, в якій розташовані ультразвукові датчики, встановлена у водопідйомну камеру, однією з...
Пристрій екранування гарячого металу на рольганзі штабового стану
Номер патенту: 35224
Опубліковано: 15.03.2001
Автори: Стеч Володимир Станіславович, Пакін Володимир Арсєнтійович, Барабаш Андрій Володимирович, Бортник Валерій Вікторович, Білобров Юрій Миколайович
МПК: B21B 39/14
Мітки: рольганзі, стану, металу, пристрій, гарячого, екранування, штабового
Формула / Реферат:
Пристрій екранування гарячого металу на рольганзі штабового стану, до складу якого входить каркас зі встановленими в ньому екранувальними елементами та поздовженими брусками, котрий розташовано на підпорах та оснащено урівноваженими важільними противагами, а також механізм повертання каркасу з приводом, відрізняється тим, що механізм повертання каркасу виконано у вигляді двоплечого важеля, один кінець якого з'єднано з каркасом, а другий -...
Пристрій для подачі гарячого металу та установка прямого плавлення
Номер патенту: 93373
Опубліковано: 10.02.2011
Автори: Уілльямс Тревор, Джон Уільям Едвін
МПК: C21C 5/46, C21B 13/00, F27D 3/00, C21C 5/42
Мітки: гарячого, установка, подачі, металу, прямого, пристрій, плавлення
Формула / Реферат:
1. Пристрій для подачі рідкого гарячого металу до посудини прямого плавлення установки прямого плавлення, для використання принаймні при запуску процесу прямого плавлення в посудині, при цьому пристрій для подачі гарячого металу має подавальний пристрій для подачі рідкого металу з печі, що виконана з можливістю вироблення рідкого металу, до посудини прямого плавлення, і при цьому подавальний пристрій має блок для приймання рідкого гарячого...
Пристрій для намотування і розмотування гарячекатаних стрічкових заготовок з гарячого металу
Номер патенту: 77965
Опубліковано: 15.02.2007
Автори: Фурманн Карл-Фрідріх, Мерц Юрген, Крюгер Маттіас
МПК: B21C 47/00, B21C 47/02, B21C 47/24
Мітки: пристрій, заготовок, металу, стрічкових, розмотування, намотування, гарячого, гарячекатаних
Формула / Реферат:
1. Пристрій для почергового намотування попередньо прокатаного стрічкового (3) матеріалу, для переміщення і розмотування сформованих рулонів (24), або для пропускання попередньо прокатаного матеріалу без намотування із згинальними роликами (5, 5', 5"), що додають матеріалу, який прокатується у процесі намотування і проходить через них, згин донизу, і рольгангом (6, 7, 9), ведучі ролики якого беруть участь у процесі намотування і...
Пристрій для нанесення рідких дефектоскопічних матеріалів при капілярній дефектоскопії на поверхню контрольованого виробу
Номер патенту: 48406
Опубліковано: 15.08.2002
Автори: Овсянкін Анатолій Михайлович, Дереча Валерій Якович, Франчук Григорій Михайлович, Попов Андрій Валерійович
МПК: B05C 7/00
Мітки: виробу, поверхню, матеріалів, нанесення, дефектоскопічних, контрольованого, дефектоскопії, пристрій, рідких, капілярній
Формула / Реферат:
Пристрій для нанесення рідких дефектоскопічних матеріалів при капілярній дефектоскопії на поверхню контрольованого виробу, що містить корпус із порожниною, повзун, підпружинений пружиною, кронштейни, шарнірно закріплені на повзуні, і ролики, встановлені на кронштейнах, який відрізняється тим, що встановлені розпилюючі форсунки розміщені в передній частині корпусу по його осі.
Попередній патент: Спосіб роботи дистиляційної колони для вилучення води і компонентів, що киплять нижче, ніж 1,2-дихлоретан, з 1,2-дихлоретану
Наступний патент: Ізоляційний елемент
Випадковий патент: Способи одержання титану