Спосіб контролю параметрів технологічного процесу
Номер патенту: 9631
Опубліковано: 17.10.2005
Автори: Хохлов Олег Васильович, Березовський Сергій Павлович, Коток Валерій Борисович, Старовойтов Володимир Гербертович, Лопатін Володимир Олексійович, Бантюков Євген Миколайович, Лінчевський Михайло Петрович, Олійников Вадим Вікторович, Волчков Іван Іванович, Саркісов Володимир Олександрович, Колодяжний Валерій Васильович
Формула / Реферат
Спосіб контролю параметрів технологічного процесу, що включає циклічний вимір значень кожного параметра об'єкта і їхнє запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, запам'ятовування отриманого в даному циклі значення параметра як його дійсного значення при позитивному результаті усіх видів контролю або його значення, вимірюваного в попередньому циклі, при негативному результаті одного з видів контролю, визначення стану технологічного процесу шляхом порівняння вимірюваного значення параметра з граничними уставками, формування і запам'ятовування коду стану параметра, порівняння сформованого коду стану параметра з кодом стану цього ж параметра, отриманим при попередньому вимірі, і, якщо порівнювані коди стану параметра збіглися, то перехід до виміру наступного параметра, а, якщо не збіглися, то видачу сигналу про це, а потім перехід до виміру наступного параметра, який відрізняється тим, що в нього уведені визначення частоти зміни стану параметра і контроль перевищення нею встановленого значення, при виявленні якого вважають, що даний параметр нестабільний і видають про це сигнал, при цьому зміну стану параметра виявляють по розбіжності поточного і попереднього кодів стану параметра, а до складу коду стану параметра введений код стану технологічного процесу.
Текст
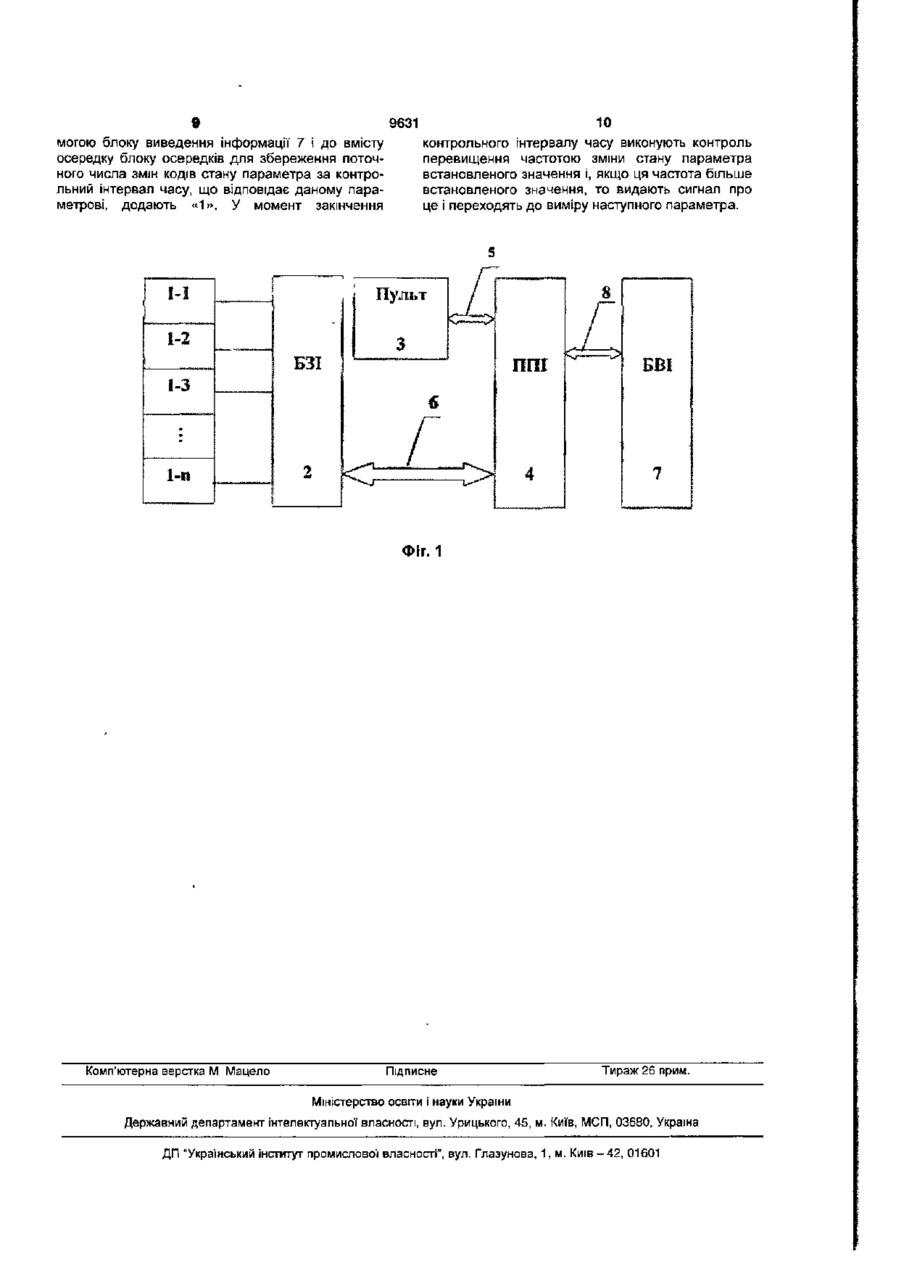
Спосіб контролю параметрів технологічного процесу, що включає циклічний вимір значень кожного параметра об'єкта і їхнє запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, запам'ятовування отриманого в даному циклі значення параметра як його дійсного зна чення при позитивному результаті усіх видів контролю або його значення, вимірюваного в попередньому циклі, при негативному результаті одного з видів контролю, визначення стану технологічного процесу шляхом порівняння вимірюваного значення параметра з граничними уставками, формування і запам'ятовування коду стану параметра, порівняння сформованого коду стану параметра з кодом стану цього ж параметра, отриманим при попередньому вимірі, і, якщо порівнювані коди стану параметра збіглися, то перехід до виміру наступного параметра, а, якщо не збіглися, то видачу сигналу про це, а потім перехід до виміру наступного параметра, який відрізняється тим, що в нього уведені визначення частоти зміни стану параметра і контроль перевищення нею встановленого значення, при виявленні якого вважають, що даний параметр нестабільний І видають про це сигнал, при цьому зміну стану параметра виявляють по розбіжності поточного і попереднього кодів стану параметра, а до складу коду стану параметра введений код стану технологічного процесу. Передбачувана корисна модель відноситься до контрольно-вимірювальної техніки і може бути використана для контролю процесу виміру параметрів у системах збору і підготовки інформації автоматизованих систем керування технологічними процесами складних виробничих комплексів, зокрема, у газовій, нафтовій і хімічній промисловості. Відомий спосіб оцінки результатів вимірів [А.с. СРСР № 1541561, кл. G05B 23/02, БИ № 5, 1990], що полягає в багаторазовому вимірі фізичного параметра з наступним виключенням помилкових результатів і прийнятті за вірне значення величини параметра статистичної оцінки середнього значення за результатами, що залишилися, різниця між якими менше заданої уставки, при цьому спочатку роблять два виміри, порівнюють різницю результатів виміру з заданою уставкою І встановлюють безпомилковість результатів виміру, при помилковості результату роблять додаткові виміри до одержання безпомилкових результатів, оцінюють середнє значення за результатами вимірів, що не містять помилок. Даний спосіб оцінки результатів вимірів так само, як і спосіб контролю параметрів технологічних процесів, що заявляється, включає вимір параметрів об'єкта. Однак, відсутність контролю справності каналу опитування датчиків і контролю отриманого значення параметра, формування за результатами усіх видів контролю коду стану обмірюваного параметра, його порівняння з попереднім кодом стану цього ж параметра і видачі сигналу при їхній розбіжності, граничних уставок стану технологічного процесу, визначення стану технологічного процесу істотно звужує функціональні можливості й інформативність відомого способу і знижує вірогідність отриманого результату виміру значення параметра. Відомий спосіб контролю параметрів технічного об'єкта, реалізований у системі контролю пара со CD О) 9631 метрів газотурбінного двигуна [Патент України № 33516, кл. G06F 15/00, F02C 9/28, Бгол. № 11, 2000], що включає попередній контроль справності вимірювального тракту шляхом подачі еталонних сигналів на його вхід і контроль отриманих значень на виході, послідовний вимір параметрів газотурбінного двигуна і їхнє запам'ятовування, контроль справності вхідних ланцюгів при виконанні вимірів, формування інформації про значення параметрів газотурбінного двигуна, стан вимірювального тракту і його вхідних ланцюгів та видачу цієї інформації оперативному персоналові. Даний спосіб контролю параметрів технічного об'єкта також, як і спосіб контролю параметрів технологічних процесів, що заявляється, включає циклічний (послідовний) вимір параметрів об'єкта і їхнє запам'ятовування, контроль справності ланцюгів підключення датчиків при виконанні виміру кожного параметра, формування коду стану параметра (інформації про стан вимірювального тракту і його вхідних ланцюгів). Однак відсутність контролю справності каналу опитування датчиків і контролю отриманого значення параметра, формування коду стану параметра, порівняння сформованого коду стану параметра з кодом стану цього параметра, отриманим при попередньому вимірі, і видачі сигналу, якщо порівнювані коди стану параметра не збігаються і визначення стану технологічного процесу істотно звужує функціональні можливості й інформативність відомого способу. Найбільш близьким по технічній сутності є спосіб контролю параметрів технологічних процесів [Заявка України № 20041008016 від 04.10.2004 на видачу патенту на корисну модель], що включає циклічний вимір значень кожного параметра об'єкта І їхнє запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, формування і запам'ятовування коду стану параметра, запам'ятовування як його дійсного значення отриманого в даному циклі значення параметра при позитивному результаті усіх видів контролю або його значення, обмірюваного в попередньому циклі, при негативному результат! одного з видів контролю, порівняння сформованого коду стану параметра з кодом стану цього ж параметра, отриманим при попередньому вимірі, і, якщо порівнювані коди стану параметра збіглися, то перехід до виміру наступного параметра, а, якщо не збіглися, то видачу сигналу про цьому, а потім перехід до виміру наступного параметра, порівняння при позитивному результаті усіх видів контролю обмірюваного значення параметра з граничними уставками, за результатами якого визначають стан технологічного процесу, і, якщо технологічний процес знаходиться в стані «аварія», то оперативному персоналові виводять значення і напрямок зміни параметра підвищеною яскравістю, а, якщо технологічний процес знаходиться в неаварійних станах, то визначають величину і знак приросту параметра стосовно його базового значення, порівнюють отриману величину приросту з величиною граничного приросту параметра, що відповідає стану технологічного процесу, і, якщо приріст параметра не перевищив граничний приріст, то оперативному персоналові виводять значення параметра І напрямок його зміни звичайною яскравістю, а, якщо перевищив, то оперативному персоналові значення параметра і напрямок його зміни виводять підвищеною яскравістю. Даний спосіб контролю параметрів технологічних процесів також, як і спосіб контролю параметрів технологічних процесів, що заявляється, включає циклічний вимір значень кожного параметра об'єкта і їхнє запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, порівняння обмірюваного значення параметра з граничними уставками, за результатами якого визначають стан технологічного процесу, формування і запам'ятовування коду стану параметра, порівняння сформованого коду стану параметра з кодом стану цього ж параметра, отриманим при попередньому вимірі, і, якщо порівнювані коди стану параметра збіглися, те перехід до виміру наступного параметра, а, якщо не збіглися, то видачу сигналу про це, а потім перехід до виміру наступного параметра. Однак, відсутність визначення частоти зміни стану параметра І контроль перевищення нею встановленого значення, при виявленні якого вважають, що даний параметр нестабільний і видають про це сигнал, а також відсутність у складі коду стану параметра коду стану технологічного процесу істотно звужує функціональні можливості й інформативність відомого способу через відсутність контролю стабільності значень параметрів, що не дозволяє виявляти нестабільні елементи технологічного процесу, що можуть привести до позаштатних ситуацій у його ході. В основу передбачуваної корисної моделі поставлена задача удосконалення способу контролю параметрів технологічних процесів шляхом збільшення його інформативності за рахунок контролю стабільності значень параметрів, що дозволяє виявляти нестабільні елементи технологічного процесу, що можуть привести до позаштатних ситуацій у його ході. Поставлена задача вирішується тим, що у відомому способі контролю параметрів технологічних процесів, що включає циклічний вимір значень кожного параметра об'єкта і їхнє запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, запам'ятовування отриманого в даному циклі значення параметра в якості його дійсного значення при позитивному результаті усіх видів контролю або його значення, обмірюваного в попередньому циклі, при негативному результаті одного з видів контролю, визначення стану технологічного процесу шляхом порівняння обмірюваного значення параметра з граничними уставками, формування і запам'ятовування коду стану параметра, порівняння сформованого коду стану параметра з кодом стану цього ж параметра, отри 9631 маним при попередньому вимірі, і, якщо порівнювані коди стану параметра збіглися, то перехід до виміру наступного параметра, а, якщо не збіглися, то видачу сигналу про це, а потім перехід до виміру наступного параметра, відповідно до корисної моделі в нього уведені визначення частоти зміни стану параметра і контроль перевищення нею встановленого значення, при виявленні якого вважають, що даний параметр нестабільний і видають про це сигнал, при цьому зміну стану параметра виявляють по розбіжності поточного і попереднього кодів стану параметра, а до складу коду стану параметра введений код стану технологічного процесу. Уведення визначення частоти зміни стану параметра І контролю перевищення нею встановленого значення, а також уведення до складу коду стану параметра коду стану технологічного процесу дозволяють збільшити інформативність запропонованого способу за рахунок контролю стабільності значень параметрів, що дає можливість виявити нестабільні елементи технологічного процесу, що можуть привести до позаштатних ситуацій у його ході, і вжити заходів до запобігання виникнення таких ситуацій. На кресленні (Фіг.1) приведена система, що реалізує запропонований спосіб (приклад виконання). Система контролю, що реалізує пропонований спосіб - Фіг.1, містить датчики виміру параметрів 11, 1-2,..., 1-п, блок збору інформації 2, до інформаційних входів якого підключені датчики 1-1, 1-2,..., 1-п, пульт оператора 3, пристрій підготовки інформації 4, першу шину 5, що з'єднує пристрій підготовки інформації 4 і пульт оператора 3, другу шину 6, що з'єднує пристрій підготовки інформації 4- і блок збору інформації 2, блок виведення інформації 7, третю шину 8, що з'єднує блок виведення інформації 7 і пристрій підготовки інформації 4. В окремому випадку блок виведення інформації 7 може бути реалізований за допомогою одного або декількох дисплеїв. Блок збору інформації 2 призначений для видачі по сигналу виклику від пристрою підготовки інформації 4 коду значення вихідної величини викликаного датчика в пристрій підготовки інформації 4. Пристрій підготовки інформації' 4 являє собою програмний пристрій, що організовує циклічне опитування датчиків і перетворення коду вихідної величини датчика, отриманого від блоку збору інформації 2, у значення параметра Пристрій підготовки інформації 4 може бути реалізований на базі мікропроцесорного комплекту або на базі стандартної ЕОМ. Канал опитування датчиків включає ланцюги блоку збору інформації 2 від його входу до виходу, канал зв'язку - другу шину 6 і ланцюги пристрою підготовки інформації 4. Процес виміру значення параметра за пропонованим способом включає наступні етапи: - подачу пристроєм підготовки інформації 4 сигналу виклику параметра в блок збору інформації 2; - прийом і розшифровку сигналу виклику параметра блоком збору інформації 2 і видачу коду з виходу аналогоцифрового перетворювача (АЦП на кресленні не показаний) викликаного датчика в пристрій підготовки інформації 4; - прийом і аналіз пристроєм підготовки інформації 4 отриманих кодів сигналу з виходу викликаного датчика; - перетворення отриманого коду в значення параметра; - запам'ятовування отриманого значення параметра; - визначення стану технологічного процесу; - виведення значення параметра операторові. Пропонований спосіб передбачає наступні види контролю, виконувані в приведеному нижче порядку: - контроль справності каналів опитування датчиків; - контроль ланцюгів підключення датчиків; - контроль отриманого значення параметра, що включає контроль перебування отриманого значення параметра в області можливих значень параметра і контроль вірогідності отриманого значення параметра; - контроль стабільності значення параметра. За допомогою зазначених видів контролю виявляються й ідентифікуються наступні несправності і помилки в процесі виміру параметра - несправність каналу опитування датчика, наявність обриву або короткого замикання в ланцюзі підключення датчика, невлучення отриманого значення параметра в область його можливих значень і невірогідність отриманого значення параметра, а також нестабільність значення параметра, яку визначають протягом декількох вимірів значення параметра. При реалізації пропонованого способу контролю для кожного параметра, що характеризує технологічний процес, установлені, наприклад, шість граничних уставок стану технологічного процесу: верхня і нижні аварійна; верхня і нижня передаварійна; верхня і нижня режимна. При зазначених граничних уставках технологічний процес має по кожному з параметрів наступні стани: режим - неаварійний стан, при якому в ході технологічного процесу значення контрольованого параметра не порушує встановлені режимні уставки, значення яких визначають виходячи з вимоги оптимальності технологічного процесу при наявних ресурсах і обмеженнях; порушення режиму - неаварійний стан, при якому в ході технологічного процесу значення контрольованого параметра порушило одну з режимних уставок, але не порушило відповідну передаварійну уставку; передаварія - неаварійний стан, при якому в ході технологічного процесу значення контрольованого параметра порушило одну з лередаварійних уставок, але не порушило відповідну аварійну уставку; аварія - стан, при якому в ході технологічного процесу значення контрольованого параметра порушило одну з аварійних уставок. Значення аварійних і передаварійних уставок усіх контрольованих параметрів вибираються ви 9631 ходячи з вимог регламенту технологічного процесу Стан технологічного процесу визначають шляхом порівняння обмірюваного значення параметра з його граничними уставками Зазначеним вище несправностям і помилкам, а також стану технологічного процесу привласнені коди, що формують при виявленні відповідної несправності або помилки і після визначення стану технологічного процесу Сукупність коду несправності або помилки і коду стану технологічного процесу по даному параметру утворять код стану параметра Визначення частоти зміни стану параметра і контроль перевищення нею встановленого значення може вироблятися, наприклад, шляхом підрахунку числа змін стану параметра, що виникли протягом контрольного інтервалу часу, і порівняння цього числа, у момент закінчення контрольного інтервалу часу, із установленим значенням Для цього, починаючи з моменту включення системи контролю, формують ПОСЛІДОВНІ контрольні інтервали часу, по закінченні кожного з яких видається сигнал про закінчення одного і початку наступного контрольного інтервалу часу У конкретній реалізації тривалість контрольного інтервалу може бути обрана рівною від однієї до декількох хвилин Протягом контрольного інтервалу підраховується число виниклих змін стану параметра, тобто при виникненні зміни стану параметра до вмісту осередку числа змін стану параметра, що відповідає даному параметрові, додається " 1 " , і отримане число запам'ятовується У момент закінчення контрольного інтервалу часу, по сигналу про його закінчення, вміст осередку числа змін стану параметра, що відповідає даному параметрові, порівнюється з установленим значенням Якщо число змін стану параметра за контрольний інтервал, що закінчився, більше встановленого значення, то видається сигнал про це й осередок блоку збереження числа змін стану параметра за контрольний інтервал, що відповідає даному параметрові, обнуляється Якщо не більше, то осередок блоку збереження числа змін стану параметра за контрольний інтервал, що відповідає даному параметрові, обнуляється Далі провадиться підрахунок числа змін стану параметра, що виникли за наступний контрольний інтервал часу Пропонований спосіб контролю параметрів технологічного процесу реалізується в такий спосіб При використанні системи - Фіг 1, що реалізує спосіб, попередньо в пам яті пристрою підготовки інформації 4 виділяють блоки пам'яті, осередки усередині яких нумеруються однаково - блок збереження аварійних уставок параметрів, блок збереження передаварійних уставок параметрів, блок збереження режимних уставок параметрів, блок збереження поточних значень параметрів, блок збереження кодів попереднього стану параметрів і блок осередків для збереження числа змін стану кожного параметра протягом контрольного інтервалу часу Попередньо в блоки збереження аварійних уставок параметрів, передаварійних уставок параметрів і режимних уставок параметрів 8 записуються значення ВІДПОВІДНИХ граничних уставок кожного параметра Установлене число змін стану параметра протягом контрольного інтервалу часу може бути прийняте для всіх параметрів однаковим і тоді для його збереження виділяється один осередок у пам'яті системи контролю Запуск системи контролю провадять з пульта З У момент запуску системи контролю обнуляються блок збереження поточних значень параметрів, блок збереження кодів попереднього стану параметрів і блок осередків для збереження числа змін стану кожного параметра протягом контрольного інтервалу часу і включається формування контрольних інтервалів часу Відразу після запуску системи блок виведення інформації 7 ІНДИЦІЮЄ нульові значення параметрів Вимір кожного параметра починається з вироблення пристроєм підготовки інформації 4 номеру вимірюваного параметра (відразу після запуску системи це номер першого параметра) Пристрій підготовки інформації 4 запам'ятовує і передає номер вимірюваного параметра у блок збору інформації 2 і починає контролювати справність каналу опитування викликаного датчика Якщо канал опитування датчика справний, то пристрій підготовки інформації 4 здійснює контроль справності ланцюгів підключення датчика При справних ланцюгах підключення датчиків пристрій підготовки інформації 4 виконує контроль отриманого значення параметра Якщо значення параметра знаходиться в його області можливих значень і вірогідне, тобто результати усіх видів контролю позитивні то отримане значення параметра запам'ятовується як обмірюване значення Якщо результат якого-небудь з видів контролю виявився негативним, то як обмірюване значення параметра використовують його значення, отримане при попередньому вимірі Далі здійснюють порівняння значення параметра з граничними уставками Для цього пристрій підготовки інформації 4 послідовно зчитує з блоків збереження аварійних, передаварійних і режимних уставок параметрів значення зазначених уставок обмірюваного параметра, кожне з яких порівнюють з обмірюваним значенням параметра За результатами контролю порушення значенням параметра граничних уставок пристрій підготовки інформації 4 визначає стан технологічного процесу і видає його в блок виведення інформації 7 що виводить оперативному персоналові інформацію про стан технологічного процесу Крім того, після визначення стану технологічного процесу пристрій підготовки інформації 4 за результатами усіх виконаних видів контролю параметра і за станом технологічного процесу формує ВІДПОВІДНИЙ код стану параметра, що порівнює з кодом стану параметра, сформованим при попередньому вимірі даного параметра (у випадку, якщо результат якогонебудь з видів контролю виявився негативним, можна код стану технологічного процесу взяти з коду попереднього стану цього параметра) Після порівняння отриманого і попереднього кодів стану параметра, якщо коди стану збіглися, переходять до виміру наступного параметра, якщо ж коди стану не збіглися, то видають сигнал про це за допо 9 9631 10 могою блоку виведення інформації 7 і до вмісту контрольного інтервалу часу виконують контроль осередку блоку осередків для збереження поточперевищення частотою зміни стану параметра ного числа змін кодів стану параметра за контровстановленого значення і, якщо ця частота більше льний інтервал часу, що відповідає даному паравстановленого значення, то видають сигнал про метрові, додають «1». У момент закінчення це і переходять до виміру наступного параметра. 1-ї Пульт 1-2 пш БЗІ 13 1-п Фіг. 1 Комп'ютерна верстка М Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for monitoring process variables
Автори англійськоюLinchevskyi Mykhailo Petrovych, Lopatin Volodymyr Oleksiiovych, Sarkisov Volodymyr Oleksandrovych, Kolodiazhnyi Valerii Vasyliovych, Kotok Valerii Bronislavovych, Volchkov Ivan Ivanovych, Starovoitov Volodymyr Herbertovych, Khokhlov Oleh Vasyliovych, Oliinykov Vadym Viktorovych, Bantiukov Yevhen Mykolaiovych
Назва патенту російськоюСпособ контроля параметров технологического процесса
Автори російськоюЛинчевский Михаил Петрович, Лопатин Владимир Алексеевич, Саркисов Владимир Александрович, Колодяжный Валерий Васильевич, Коток Валерий Борисович, Волчков Иван Иванович, Старовойтов Владимир Гербертович, Хохлов Олег Васильевич, Олийников Вадим Викторович, Бантюков Евгений Николаевич
МПК / Мітки
МПК: G06F 15/00, G06F 11/30
Мітки: параметрів, технологічного, спосіб, процесу, контролю
Код посилання
<a href="https://ua.patents.su/6-9631-sposib-kontrolyu-parametriv-tekhnologichnogo-procesu.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю параметрів технологічного процесу</a>
Спосіб контролю параметрів технологічного процесу
Номер патенту: 6559
Опубліковано: 16.05.2005
Автори: Колодяжний Валерій Васильович, Лопатін Володимир Олексійович, Коток Валерій Борисович, Олійников Вадим Вікторович, Хохлов Олег Васильович, Бантюков Євген Миколайович, Саркісов Володимир Олександрович, Волчков Юрій Іванович, Лінчевський Михайло Петрович, Волчков Іван Іванович
МПК: F02C 9/28, G06F 15/00, G05B 23/00
Мітки: спосіб, контролю, процесу, параметрів, технологічного
Формула / Реферат:
Спосіб контролю параметрів технологічного процесу, що включає циклічний вимір значень кожного параметра об'єкта і їх запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, формування і запам'ятовування коду стану параметра за результатами зазначених видів контролю, запам'ятовування...
Спосіб контролю параметрів технологічного процесу
Номер патенту: 2880
Опубліковано: 16.08.2004
Автори: Саркісов Володимир Олександрович, Пітірімов Олександр Вікторович, Лінчевський Михайло Петрович, Волчков Іван Іванович, Коток Валерій Борисович, Лопатін Володимир Олексійович, Бантюков Євген Миколайович, Олійников Вадим Вікторович, Хохлов Олег Васильович, Старовойтов Володимир Гербертович
МПК: G06F 17/00, G05B 23/00
Мітки: параметрів, технологічного, спосіб, контролю, процесу
Формула / Реферат:
Спосіб контролю режиму роботи технологічного об’єкта магістрального газопроводу
Номер патенту: 6996
Опубліковано: 15.06.2005
Автори: Коток Валерій Борисович, Лопатін Володимир Олексійович, Бантюков Євген Миколайович, Волчков Іван Іванович, Старовойтов Володимир Гербертович, Коломєєв Валентин Миколайович, Олійников Вадим Вікторович, Сендеров Олег Олександрович, Колодяжний Валерій Васильович, Саркісов Володимир Олександрович, Лінчевський Михайло Петрович, Пітірімов Олександр Вікторович
МПК: F17D 5/02
Мітки: об'єкта, режиму, контролю, спосіб, технологічного, магістрального, роботи, газопроводу
Формула / Реферат:
1. Спосіб контролю режиму роботи технологічного об'єкта магістрального газопроводу, що включає циклічний вимір значень параметра, що характеризує режим роботи технологічного об'єкта, у контрольованих вузлах газопроводу, запам'ятовування обмірюваних значень параметра, порівняння обмірюваного значення параметра з його режимними і граничними уставками, класифікацію ситуації або режиму при порушенні будь-якої з граничних або режимних уставок,...
Система контролю та вимірювання технологічних параметрів процесу буріння
Номер патенту: 49044
Опубліковано: 16.09.2002
Автори: Іващенко Роман Олександрович, Миргородський Михайло Мефодійович, Політучий Олександр Іванович, Нагорний Анатолій Петрович, Карпенко Василь Миколайович
МПК: E21B 44/00, G06F 11/30, G06F 17/00
Мітки: процесу, технологічних, контролю, вимірювання, буріння, система, параметрів
Формула / Реферат:
Система контролю та вимірювання технологічних параметрів процесу буріння, яка містить окремі (автономні) модулі контролю та вимірювання кожного параметра з відповідними датчиками, блок узгодження виходів модулів, блок накопичення результатів вимірювання, самописні прилади, цифрові індикатори та адаптери датчиків, яка відрізняється тим, що блок накопичення містить відокремлюваний електронний носій інформації, яку зчитують з нього на сторонній...
Спосіб контролю протікання технологічного процесу в сільськогосподарських машинах
Номер патенту: 42281
Опубліковано: 15.10.2001
Автор: Сакало Віктор Миколайович
Мітки: технологічного, контролю, протікання, процесу, спосіб, машинах, сільськогосподарських
Формула / Реферат:
1. Спосіб контролю протікання технологічного процесу в сільськогосподарських машинах, що включає реєстрацію проходження об'єктів по каналу контролю, шляхом формування імпульсів від кожного об'єкта, заданиям порогових рівней кількості імпульсів і порівняння з кількістю імпульсів від об'єктів в каналі контролю та формування вихідних сигналів, який відрізняється тим, що пройдений машиною шлях фіксують числом імпульсів, фіксують порогові рівні...
Попередній патент: Ротор-сепаратор
Наступний патент: Пристрій для провітрювання тупикової виробки при бурошнековому добуванні корисних копалин
Випадковий патент: Спосіб кількісного визначення третинних амінів