Спосіб виготовлення елементів дорожнього покриття

Формула / Реферат
1. Спосіб виготовлення елементів дорожнього покриття, що являють собою правильну чотиригранну або багатогранну призму заданої висоти, або призму заданої висоти з основою будь-якої іншої форми, у якому використовують бетонну суміш із заповнювачем зі щебеню підвищеної міцності, призначену для заповнення відповідних форм, який відрізняється тим, що для ущільнення бетонної суміші та забезпечення оптимального водоцементного співвідношення здійснюють центрифугування або віброцентрифугування зазначеної суміші у відповідних формах з використанням горизонтальних або вертикальних центрифуг, отримуючи довгомірні заготовки довжиною, кратною висоті елемента дорожнього покриття, які в подальшому розрізають на окремі елементи заданої висоти, використовуючи багатодискові установки для розпилювання каменю.
2. Спосіб за п. 1, який відрізняється тим, що центрифугування або віброцентрифугування бетонної суміші здійснюють в індивідуальних формах, які забезпечують задані розміри елементів дорожнього покриття.
3. Спосіб за п. 1, п. 2, який відрізняється тим, що для отримання елементів дорожнього покриття підвищеної міцності згадану вище бетонну суміш після центрифугування в індивідуальних формах піддають пресуванню або вібропресуванню у тих самих індивідуальних формах на відповідному пресувальному обладнанні, після чого фіксують знімний пуансон преса у формі в кінцевому напруженому положенні, в такому стані форму знімають з преса і залишають її з елементом дорожнього покриття на період технологічної витримки до набуття зазначеним елементом необхідної міцності.
Текст
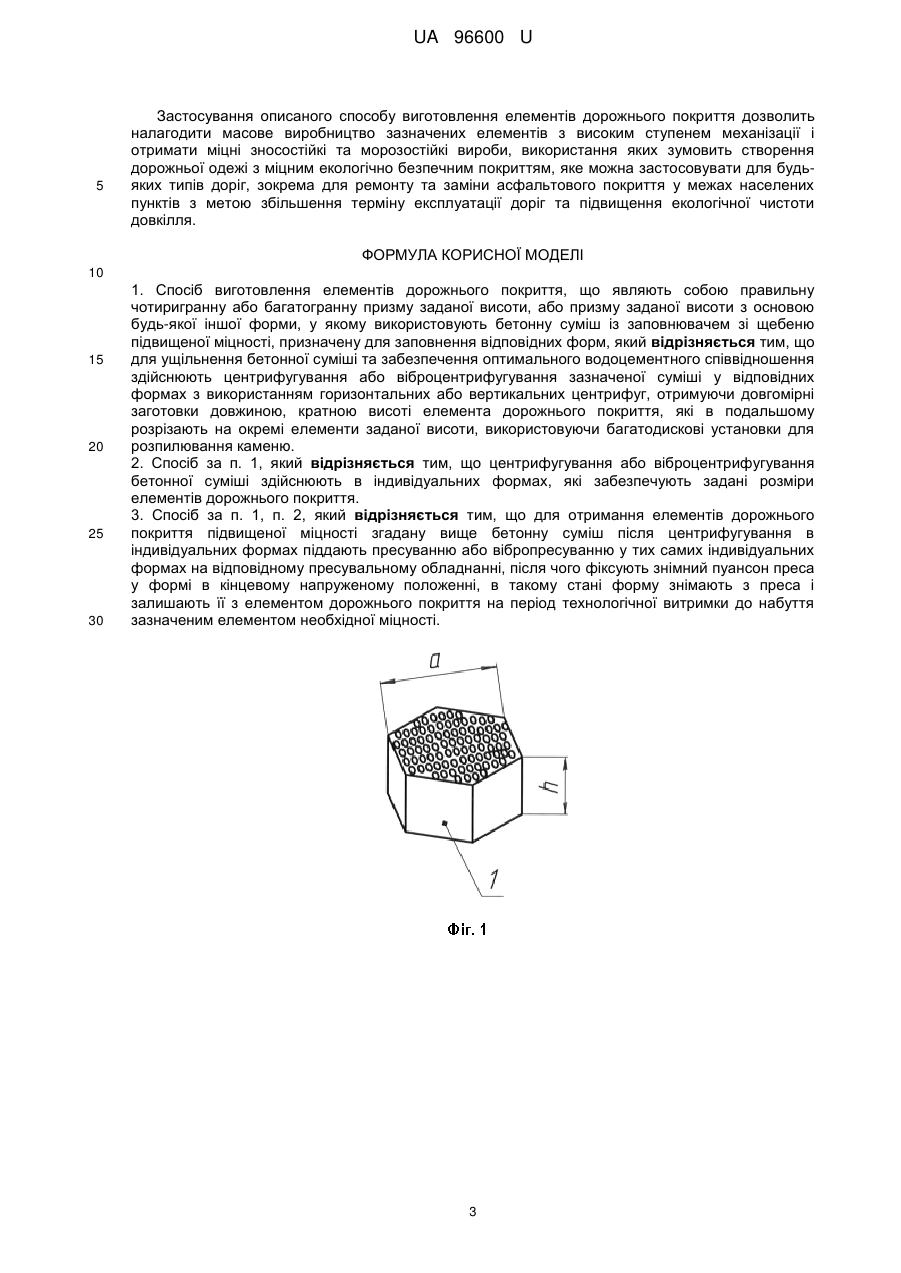
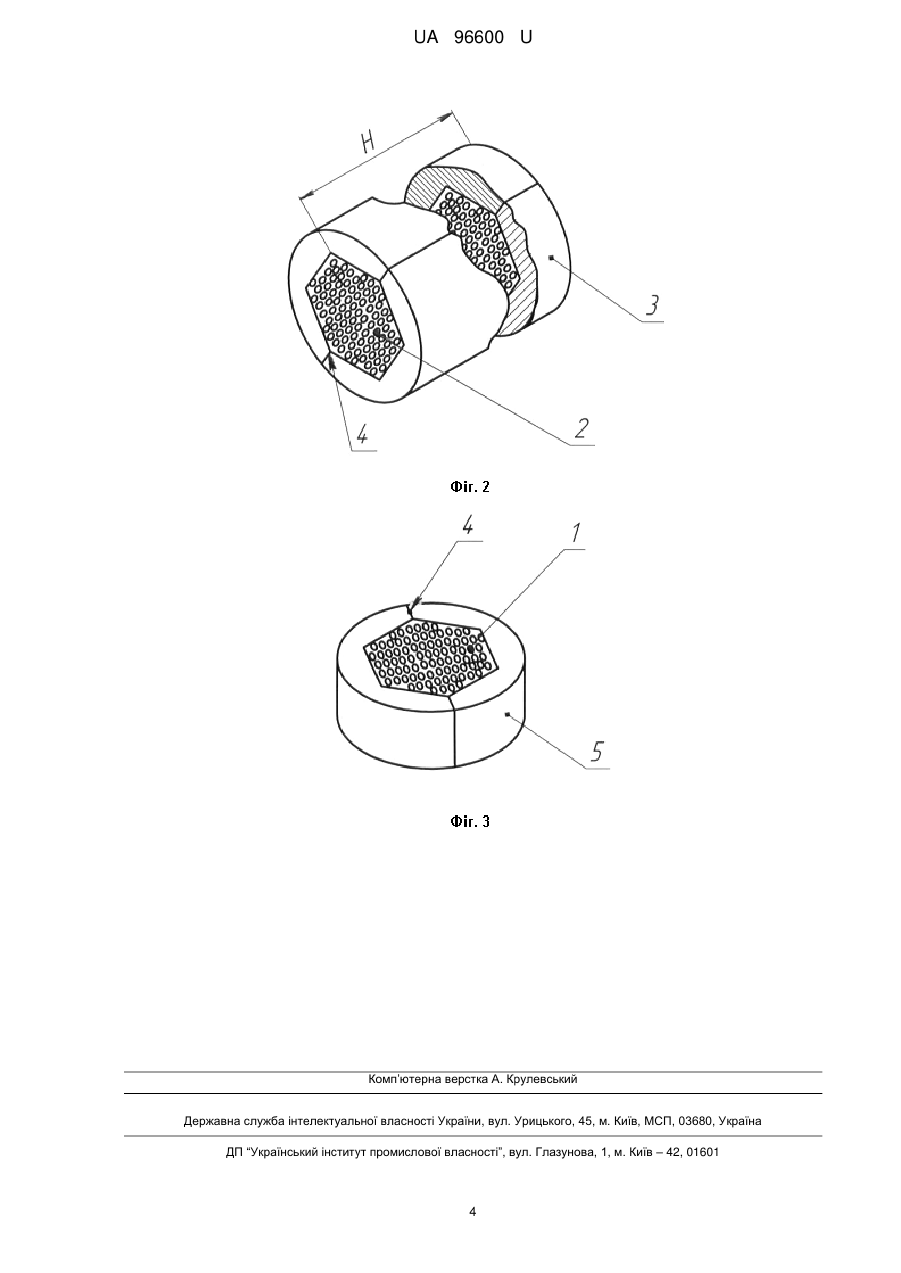
Реферат: UA 96600 U UA 96600 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі дорожнього будівництва, а саме до способів виготовлення елементів дорожнього покриття. Відомий спосіб виготовлення тротуарної плитки та штучної бруківки, що полягає у заповненні бетонною сумішшю відповідних форм та подальшому їх віброущільненні з метою отримання окремих елементів [www.voscem.ru/articles/story-works/tjekhnologija-izgotovljenija-trotuarnoj-plitki]. Відомий спосіб виготовлення тротуарної плитки способом вібропресування, що полягає у формуванні окремих елементів дорожнього покриття методом віброущільнення бетонної суміші у відповідних формах з одночасним пресуванням зазначених елементів [www.tegastory.ru/proizvodstvo-plitki.php]. Недоліками обох способів є відносно невисока міцність елементів, обмежене їх використання для тротуарів та пішохідних доріжок, рідше - для ненавантажених парковок та стоянок автомобілів. При цьому другий спосіб має деякі переваги, зокрема вищу морозостійкість, експлуатаційну надійність та зовнішню привабливість. Відоме дорожнє покриття крупноформатними елементами у формі правильної шестигранної призми, так звана "шашка або бруківка Терлінського", найближчий аналог [www.volynpost.com/arcticles/268-slidy-mynulogo-polskyj-luck-sogodni на фотографіях в кінці сайту; www.pika.rv.ua/info?order=152], що виготовлені з крупного щебеню та уламків граніту або базальту, які вручну укладають у відповідні форми і пошарово заливають цементно-пісочним розчином високої міцності. Після часткової заливки, що супроводжується постійним ущільненням і оптимальним водовідведенням, робочу поверхню елементів ретельно викладають вручну крупними уламками граніту, базальту або крупною фракцією щебеню підвищеної міцності і знову заливають розчином з ущільненням та водовідведенням. Зазначені елементи виконують своє призначення на протязі більше вісімдесяти років без суттєвих пошкоджень. Ці елементи виготовлялися за технологією, розробленою польським інженером Терлінським. Дорожня одежа з використанням згаданих елементів до цього часу успішно експлуатується у північно-західному регіоні України, зокрема в містах Луцьк, Рівне та у Рівненській області як покриття доріг для будь-яких видів транспорту. Недоліками цієї технології є великий обсяг ручної праці та висока трудомісткість виготовлення елементів, а відтак неможливість суттєво механізувати виробничий процес. Задача створення способу виготовлення елементів дорожнього покриття полягає у збільшенні міцності, морозостійкості та стійкості до руйнуванні зазначених елементів в процесі їх експлуатації, а також у підвищенні продуктивності та ступеня механізації виготовлення елементів. Поставлена задача вирішується тим, що у способі виготовлення елементів дорожнього покриття, що являють собою правильну чотиригранну або багатогранну призму заданої висоти, або призму заданої висоти з основою будь-якої іншої форми, використовують бетонну суміш із заповнювачем зі щебеню підвищеної міцності, цією сумішшю заповнюють відповідні форми, згідно з корисною. Моделлю, для ущільнення бетонної суміші та забезпечення оптимального водоцементного співвідношення здійснюють центрифугування або віброцентрифугування зазначеної суміші у згаданих формах з використанням горизонтальних або вертикальних центрифуг, отримуючи довгомірні заготівки довжиною, кратною висоті елемента дорожнього покриття, які в подальшому розрізають на окремі елементи заданої висоти, використовуючи багатодискові установки для розпилювання каменю. Згідно з корисною моделлю, центрифугування (віброцентрифугування) бетонної суміші здійснюють в індивідуальних формах, які забезпечують задані розміри елементів дорожнього покриття. Згідно з корисною моделлю, для отримання елементів дорожнього покриття підвищеної міцності згадану вище бетонну суміш після центрифугування піддають пресуванню або вібропрасуванню у тих самих індивідуальних формах на відповідному пресувальному обладнанні, після чого фіксують знімний пуансон преса у формі в кінцевому напруженому положенні, в такому стані форму знімають з преса і залишають її з елементом дорожнього покриття на період технологічної витримки до набуття елементом необхідної міцності. Застосування зазначеного способу виготовлення елементів дорожнього покриття дозволить налагодити масове високопродуктивне виробництво і отримати міцні зносостійкі та морозостійкі елементи для покриття доріг будь якого призначення. Для пояснення способу виготовлення елементів дорожнього покриття наводяться наступні креслення. На Фіг. 1 зображений елемент дорожнього покриття 1 у формі правильної шестигранної призми. 1 UA 96600 U 5 10 15 20 25 30 35 40 45 50 55 60 На Фіг. 2 зображена розбірна форма 3 для горизонтального центрифугування бетонної суміші і отримання довгомірних шестигранних заготовок 2 довжиною "Н". Форма 3 показна умовно без торцевих заглушок та без конструктивних особливостей. На Фіг. 3 зображена розбірна індивідуальна форма 5 для вертикального центрифугування та пресування елементів дорожнього покриття 1. Форма 5 показана умовно без конструктивних особливостей. В загальному випадку елемент дорожнього покриття 1 (далі - елемент, див. Фіг. 1) являє собою правильну чотиригранну або багатогранну призму, або призму з будь-якою іншою формою основи. Оскільки оптимальною формою для подібних елементів як за технологічністю виготовлення, так і за експлуатаційними властивостями є форма правильної шестигранної призми, то в подальшому як приклад буде розглядатися елемент 1 саме зазначеної форми. Матеріалом для елемента 1 є ущільнена центрифугуванням або центрифугуванням з подальшим пресуванням бетонна суміш, де заповнювачем виступає промитий щебінь відповідної фракції з твердих гірських порід, наприклад, з граніту, базальту тощо. Розміри елемента 1 задані згідно з вимогами до дорожнього покриття. Розмір "а" (див. Фіг. 1) доцільно задавати в межах 200…400 мм, а розмір "h" (див. Фіг. 1) визначають за призначенням елементів 1 для відповідного типу доріг з урахуванням транспортного навантаження і задають в межах 100…200 мм. Проте розміри "а" та "h" можуть бути задані у будь-яких межах в залежності від бажання замовника, технології виготовлення, але з дотриманням вимог стандартизації та уніфікації. Елементи дорожнього покриття 1 виготовляють у наступний спосіб. Спочатку готують бетонну суміш для заготовок 2, де заповнювачем виступає промитий щебінь необхідної фракції (середньої або крупної) з твердих гірських порід. Суміш повинна мати достатню для центрифугування рухливість. Паралельно готують розбірні форми 3 для центрифугування, змащують їх і встановлюють на горизонтальні центрифуги, які можуть бути роликовими, шпіндельними тощо. Для центрифугування доцільно задавати незначний кут нахилу форми 3 в центрифузі з метою якісного водовідведення. Крім того доцільно застосовувати віброцентрифугування, хоча певна вібрація має місце і в процесі звичайного центрифугування. Форма 3 передбачає виготовлення довгомірної заготовки 2 з довжиною "Н" (див. Фіг. 2). Довжина "Н" заготовки 2 кратна висоті "h" елемента 1. Після підготовки форми 3 її заповнюють бетонною сумішшю на малих обертах, а потім здійснюють центрифугування заготовок 2 у відповідності із заданими режимами. Режими центрифугування повинні забезпечити перехід від початкового водо цементного співвідношення (далі - В/Ц) бетонної суміші до заданого В/Ц в заготовці 2. Центрифугування, крім створення оптимального В/Ц, забезпечує рівномірний розподіл заповнювача по об'єму заготовки 2, при цьому більш крупна і важка фракція буде займати місце по зовнішньому контуру заготовки 2, до того ж в результаті центрифугування заготовка 2 набуває високу щільність та міцність. По закінченні центрифугування форму 3 із заготовкою 2 встановлюють у вертикальне положення на вивіреній горизонтальній площині для технологічної витримки. Після набуття заготовкою 2 необхідної міцності форму 3 розбирають по лінії роз'єму 4 (див. Фіг. 2), довгомірну заготовку 2 встановлюють на багатодискову установку для розпилювання каменю і розрізають зазначену заготовку 2 на окремі елементи 1 заданої висоти "h". Після контролю якості готові елементи 1 сортують і відправляють до місця зберігання. Крім того елементи 1 можна виготовляти в індивідуальних формах 5 (див. Фіг. 3), що також призначені для центрифугування або віброцентрифугування. Форма 5 розрахована на виготовлення одного елемента 1 із заданими розмірами "а" та "h" (див. Фіг. 1; Фіг. 3). Зазначену форму 5 заповнюють бетонною сумішшю, аналогічною суміші для форми 3, із достатньою для центрифугування рухливістю. Після цього здійснюють центрифугування або віброцентрифугування, забезпечуючи оптимальне В/Ц в елементі 1. Якщо необхідно отримати елементи 1 підвищеної експлуатаційної міцності та зносостійкості, то застосовують додаткове пресування або вібропресування бетонної суміші, відцентрифугованої у формах 5. Після центрифугування здійснюють пресування суміші в тих самих індивідуальних формах 5 на відповідному пресувальному обладнанні. Додаткове пресування (вібропресування) дозволить отримати елементи 1 підвищеної щільності за рахунок витиснення надлишкової вологи та усунення каналів міграції води, що зумовлює зниження пористості бетону, а відтак збільшення міцності та морозостійкості елементів 1. Після пресування (вібропресування) доцільно зафіксувати знімний пуансон преса (вібропреса) в кінцевому напруженому стані у формі 5, в такому положенні зняти форму 5 з преса і залишити її з елементом 1 на період технологічної витримки до набуття елементом 1 необхідної міцності. 2 UA 96600 U 5 Застосування описаного способу виготовлення елементів дорожнього покриття дозволить налагодити масове виробництво зазначених елементів з високим ступенем механізації і отримати міцні зносостійкі та морозостійкі вироби, використання яких зумовить створення дорожньої одежі з міцним екологічно безпечним покриттям, яке можна застосовувати для будьяких типів доріг, зокрема для ремонту та заміни асфальтового покриття у межах населених пунктів з метою збільшення терміну експлуатації доріг та підвищення екологічної чистоти довкілля. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 30 1. Спосіб виготовлення елементів дорожнього покриття, що являють собою правильну чотиригранну або багатогранну призму заданої висоти, або призму заданої висоти з основою будь-якої іншої форми, у якому використовують бетонну суміш із заповнювачем зі щебеню підвищеної міцності, призначену для заповнення відповідних форм, який відрізняється тим, що для ущільнення бетонної суміші та забезпечення оптимального водоцементного співвідношення здійснюють центрифугування або віброцентрифугування зазначеної суміші у відповідних формах з використанням горизонтальних або вертикальних центрифуг, отримуючи довгомірні заготовки довжиною, кратною висоті елемента дорожнього покриття, які в подальшому розрізають на окремі елементи заданої висоти, використовуючи багатодискові установки для розпилювання каменю. 2. Спосіб за п. 1, який відрізняється тим, що центрифугування або віброцентрифугування бетонної суміші здійснюють в індивідуальних формах, які забезпечують задані розміри елементів дорожнього покриття. 3. Спосіб за п. 1, п. 2, який відрізняється тим, що для отримання елементів дорожнього покриття підвищеної міцності згадану вище бетонну суміш після центрифугування в індивідуальних формах піддають пресуванню або вібропресуванню у тих самих індивідуальних формах на відповідному пресувальному обладнанні, після чого фіксують знімний пуансон преса у формі в кінцевому напруженому положенні, в такому стані форму знімають з преса і залишають її з елементом дорожнього покриття на період технологічної витримки до набуття зазначеним елементом необхідної міцності. 3 UA 96600 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: E01C 5/00
Мітки: дорожнього, покриття, виготовлення, спосіб, елементів
Код посилання
<a href="https://ua.patents.su/6-96600-sposib-vigotovlennya-elementiv-dorozhnogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення елементів дорожнього покриття</a>
Композиція для дорожнього покриття, її застосування для одержання холодного покриття для дорожнього будівництва та холодне покриття
Номер патенту: 95462
Опубліковано: 10.08.2011
Автори: Мартен Жан-Валері, Мюнен Давід, Уртадо Аснар Хав'єр, Лезюер Дідьє
МПК: C08L 95/00, E01C 7/00
Мітки: покриття, холодного, композиція, одержання, будівництва, застосування, дорожнього, холодне
Формула / Реферат:
1. Композиція для дорожнього покриття, що складається з: і) від 0,5 до 30 % мас. бітумної емульсії, що складається зa) від 0,1 до 3 % мас. амфотерної поверхнево-активної речовини, вибраної зі сполук формул (І) або (II) , (I) , (II)деR1 являє собою аліфатичну,...
Спосіб побудови тимчасового дорожнього покриття
Номер патенту: 47459
Опубліковано: 10.02.2010
Автор: Гамалій Віктор Федорович
МПК: B09B 3/00
Мітки: покриття, спосіб, побудови, дорожнього, тимчасового
Формула / Реферат:
Спосіб побудови тимчасового дорожнього покриття, при якому в дорожній настил укладають частини шин, що розрізані, який відрізняється тим, що шини розрізають впоперек корду на рівні частини, в яких виконують ідентичні отвори, відрізки шин нанизують на щонайменше один стержень з різьбою, де на кінцях стержня встановлюють пластини та накручують гайки, які стягують конструкцію, що між відрізками шин прокладають гнучкий нагрівальний пристрій та...
Спосіб збору дорожнього покриття
Номер патенту: 95320
Опубліковано: 25.07.2011
Автор: Гамалій Віктор Федорович
МПК: E01C 5/00
Мітки: збору, дорожнього, покриття, спосіб
Формула / Реферат:
Спосіб збору дорожнього покриття, що включає монтаж зношених автомобільних шин з наступним їх з'єднанням, який відрізняється тим, що автомобільні шини розрізають поперек корду на рівні відрізки, в яких виконують ідентичні отвори, відрізки шин нанизують, кордом вертикально, на щонайменше один стержень з різьбою, де на кінцях стержня встановлюють пластини та накручують гайки, які стягують конструкцію, між відрізками шин прокладають гнучкий...
Прес-форма для виробництва гумових елементів пристрою зниження швидкості дорожнього руху автотранспорту
Номер патенту: 21850
Опубліковано: 10.04.2007
Автори: Дівінський Генадій Ізевич, Кошляков Ігор Іванович, Косогін Володимир Олексійович
МПК: B29C 35/00, E01C 9/00
Мітки: зниження, автотранспорту, прес-форма, пристрою, дорожнього, руху, елементів, гумових, швидкості, виробництва
Формула / Реферат:
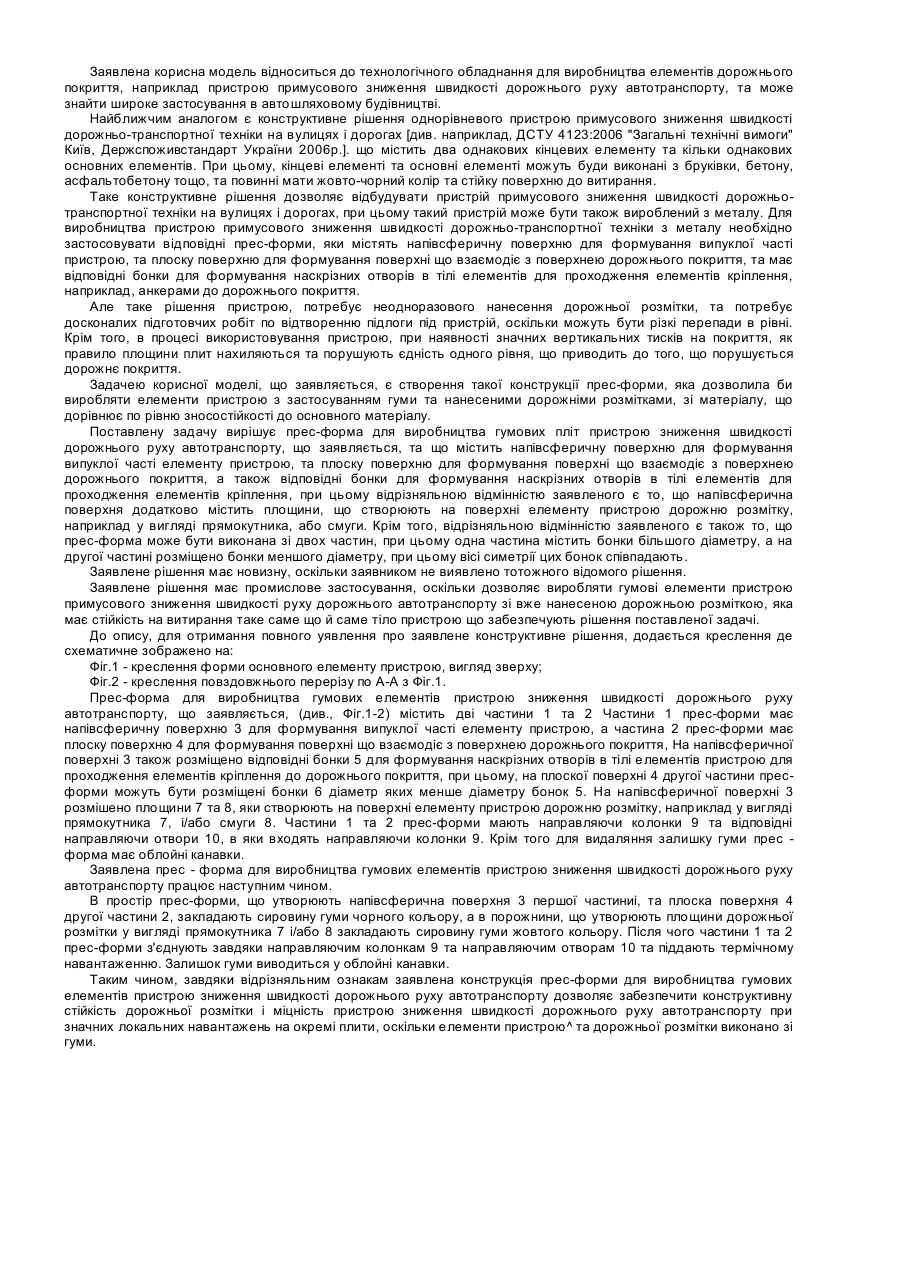
1. Прес-форма для виробництва гумових елементів пристрою зниження швидкості дорожнього руху автотранспорту, що містить напівсферичну поверхню для формування випуклої частини елемента пристрою та плоску поверхню для формування поверхні, що взаємодіє з поверхнею дорожнього покриття, а також відповідні бонки для формування наскрізних отворів в тілі елементів для проходження елементів кріплення, яка відрізняється тим, що напівсферична поверхня...
Спосіб приготування протиожеледної суміші для боротьби з обледенінням дорожнього покриття
Номер патенту: 32441
Опубліковано: 12.05.2008
Автори: Барінов В`ячеслав Валентинович, Колінько Володимир Васильович, Бородіна Наталія Анатоліївна
МПК: C09K 3/18
Мітки: обледенінням, суміші, спосіб, покриття, дорожнього, протиожеледної, боротьби, приготування
Формула / Реферат:
Спосіб приготування протиожеледної суміші для боротьби з обледенінням дорожнього покриття, який включає підготовку фрикційного матеріалу, розчинника льоду, їх змішування та нанесення на дорожнє покриття, який відрізняється тим, що розчинник льоду змішують з фрикційним матеріалом у масовому співвідношенні 0,1:9,0, а як розчинник льоду вносять мінеральні добрива.
Попередній патент: Спосіб імунодіагностики зовнішнього генітального ендометріозу в жінок з безпліддям нез’ясованого генезу
Наступний патент: Спосіб прогнозування зрощення перелому
Випадковий патент: Система повітряного термостатування головного блока ракети