Спосіб виготовлення стисливої еластомірної пружини
Номер патенту: 97519
Опубліковано: 27.02.2012
Автори: Рінг Майкл Е., Андерсон Бредлі, Спрейніс Рональд, Марлоу Джонатон
Формула / Реферат
1. Спосіб виготовлення стисливої еластомерної пружини, який включає етапи:
(a) забезпечення щонайменше однієї стисливої еластомерної прокладки, що визначає центральну вісь і яка має пару осьових кінців, причому кожний з пари осьових кінців має по суті плоску поверхню, розташовану перпендикулярно центральній осі, і центральний опуклий виступ, утворений на ній;
(b) забезпечення пари пластинчатих елементів, кожний з яких має щонайменше одну по суті плоску поверхню або отвір, або поглиблення, передбачене в його щонайменше одній по суті плоскій поверхні, і задану множину зубців, розташованих навколо периферійної кромки, або отвору, або поглиблення і які проходять під заданим кутом відносно щонайменше однієї по суті плоскої поверхні кожного пластинчатого елемента;
(c) розташування щонайменше однієї прокладки між парою пластинчатих елементів;
(d) поєднання в осьовому напрямі заданої множини зубців кожного пластинчатого елемента з відповідним центральним виступом; і
(e) утворення стисливої еластомерної пружини.
2. Спосіб за п. 1, при якому етап (e) включає етапи прикладання заданої сили в осьовому напрямі до відкритої поверхні одного з пари елементів, проколювання за допомогою кожного із заданої множини зубців і прикладеної осьової сили зовнішньої поверхні центрального виступу, проникнення за допомогою кожного із заданої множини зубців і прикладеної осьової сили на задану відстань щонайменше в центральний виступ і зняття прикладеної осьової сили.
3. Спосіб за п. 2, при якому етап (e) включає додатковий етап попереднього стиснення в осьовому напрямі щонайменше однієї прокладки до заданої висоти.
4. Спосіб за п. 2, при якому етап (e) включає додатковий етап розтягнення в осьовому напрямі центрального виступу в або отвір, або поглиблення.
5. Спосіб за п. 2, при якому етап (а) включає етап утворення паза в кожній по суті плоскій поверхні щонайменше однієї стисливої еластомерної прокладки в зчепленні впритул з периферійною бічною поверхнею центрального виступу.
6. Спосіб за п. 1, який включає в себе додаткові етапи розташування заданої множини виступів на по суті плоскій поверхні кожної з пари пластинчатих елементів і утворення отвору за допомогою кожного із заданої множини виступів і кожного з пластинчатих елементів.
7. Спосіб виготовлення багатоланкового стисливого пружинного вузла, який включає в себе задану множину розташованих в осьовому напрямі стисливих еластомерних прокладок, першу кінцеву пластину на одному кінці вузла, другу кінцеву пластину на протилежному кінці вузла і розділову пластину між кожною парою суміжних стисливих еластомерних прокладок, причому спосіб включає етапи:
(a) утворення кожної з пластин з осьовим отвором;
(b) утворення заданої множини зубців навколо периферійної кромки осьового отвору;
(c) розтягнення заданої множини зубців під заданим кутом відносно поверхні пластин, які розташовані бік у бік з однією із заданої множини стисливих еластомерних прокладок;
(d) розташування пластин і заданої множини стисливих еластомерних прокладок для утворення багатоланкового стисливого пружинного вузла;
(e) прикладання заданої осьової сили до багатоланкового стисливого пружинного вузла;
(f) проколювання за допомогою заданої множини зубців і прикладеної сили осьового кінця відповідно розташованої бік у бік стисливої еластомерної прокладки;
(g) проникнення за допомогою заданої множини зубців і прикладеної сили на задану відстань у відповідно розташовану бік у бік стисливу еластомерну прокладку;
(h) механічного зчеплення за допомогою проникнення зубців заданої множини стисливих еластомерних прокладок з пластинами; і
(і) зняття осьової сили з багатоланкового стисливого пружинного вузла.
8. Спосіб за п. 7, який включає додатковий етап попереднього укорочення багатоланкового стисливого пружинного вузла перед зняттям осьової сили на етапі (i).
9. Спосіб забезпечення щонайменше або осьової прямолінійності, або стабільності в бічному напрямі, в багатоланковому стисливому пружинному вузлі під час багаторазового пом'якшення осьових динамічних ударних навантажень, які перевищують 7500 фунтів на квадратний дюйм і при відсутності центрального стержня або периферійної напрямної, причому пружинний вузол включає в себе задану множину розташованих в осьовому напрямі стисливих еластомерних прокладок, утворених із заданого співполіефірного полімеру, який має модифіковану молекулярну структуру, причому задана множина розташованих в осьовому напрямі стисливих еластомерних прокладок має заданий коефіцієнт форми і розділову пластину між кожною парою суміжних стисливих еластомерних прокладок, причому спосіб включає етапи:
(a) утворення кожного осьового кінця кожної із заданої множини прокладок з осьовим виступом;
(b) утворення кожного осьового кінця з пазом впритул до периферійної бічної поверхні осьового виступу;
(c) утворення кожної розділової пластини з осьовим отвором;
(d) утворення кожної розділової пластини із заданою множиною зубців, розташованих навколо периферійної кромки осьового отвору і розтягнення під заданим кутом відносно поверхні кожної розділової пластини, яка розташована бік у бік з однією з стисливих еластомерних прокладок;
(e) розташування розділових пластин і заданої множини стисливих еластомерних прокладок для утворення багатоланкового стисливого пружинного вузла;
(f) поєднання заданої множини зубців з кожним з відповідного осьового виступу і паза;
(g) прикладання заданої осьової сили до одного кінця багатоланкового стисливого пружинного вузла;
(h) проколювання за допомогою заданої множини зубців і прикладеної сили кожної із зовнішньої поверхні осьового виступу і поверхні паза відповідно розташованої бік у бік стисливої еластомерної прокладки;
(і) проникнення за допомогою заданої множини зубців і прикладеної сили на задану відстань у відповідно розташовану бік у бік стисливу еластомерну прокладку;
(j) механічного зчеплення за допомогою проникнення зубців заданої множини стисливих еластомерних прокладок з пластинами; і
(k) зняття осьової сили з багатоланкового стисливого пружинного вузла.
Текст
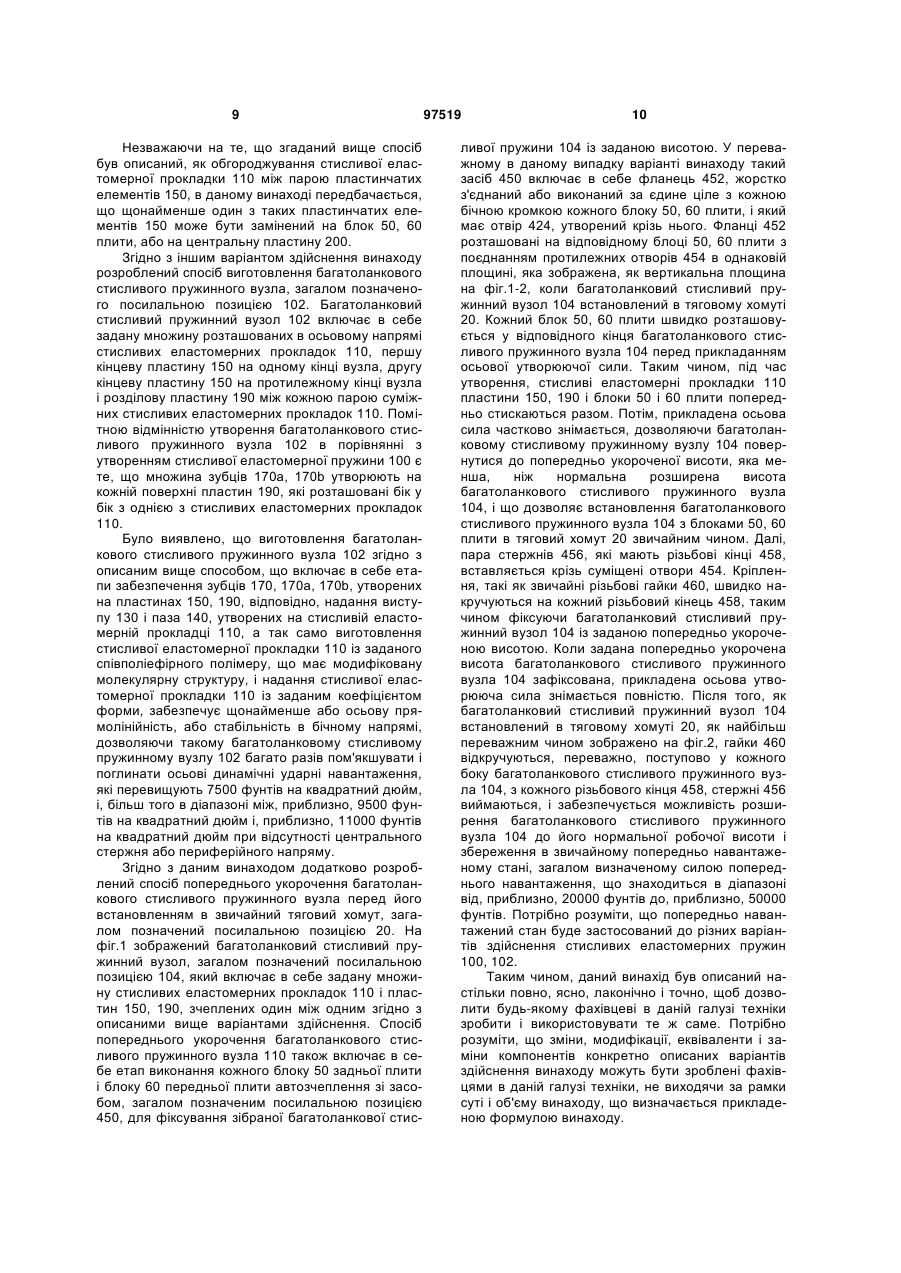
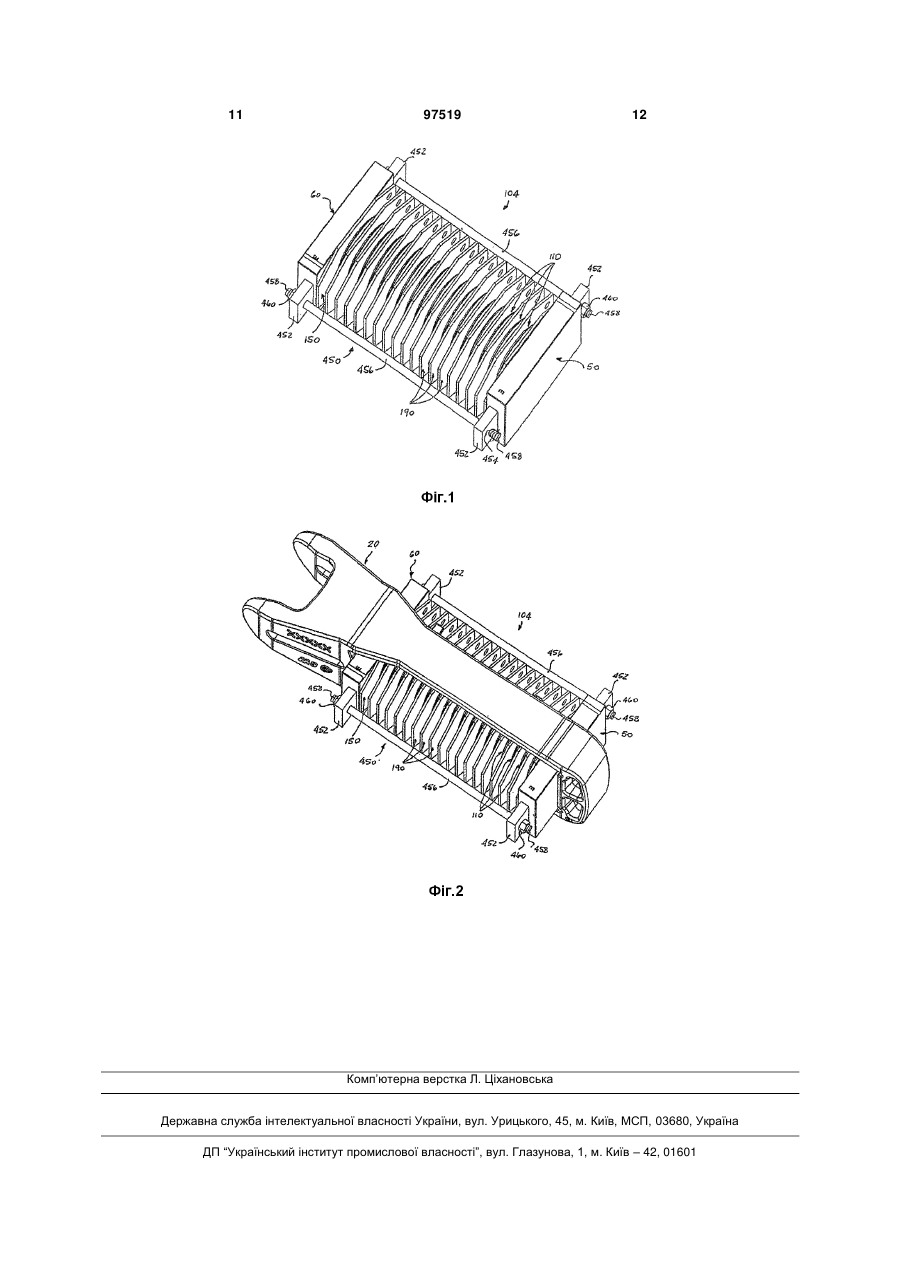
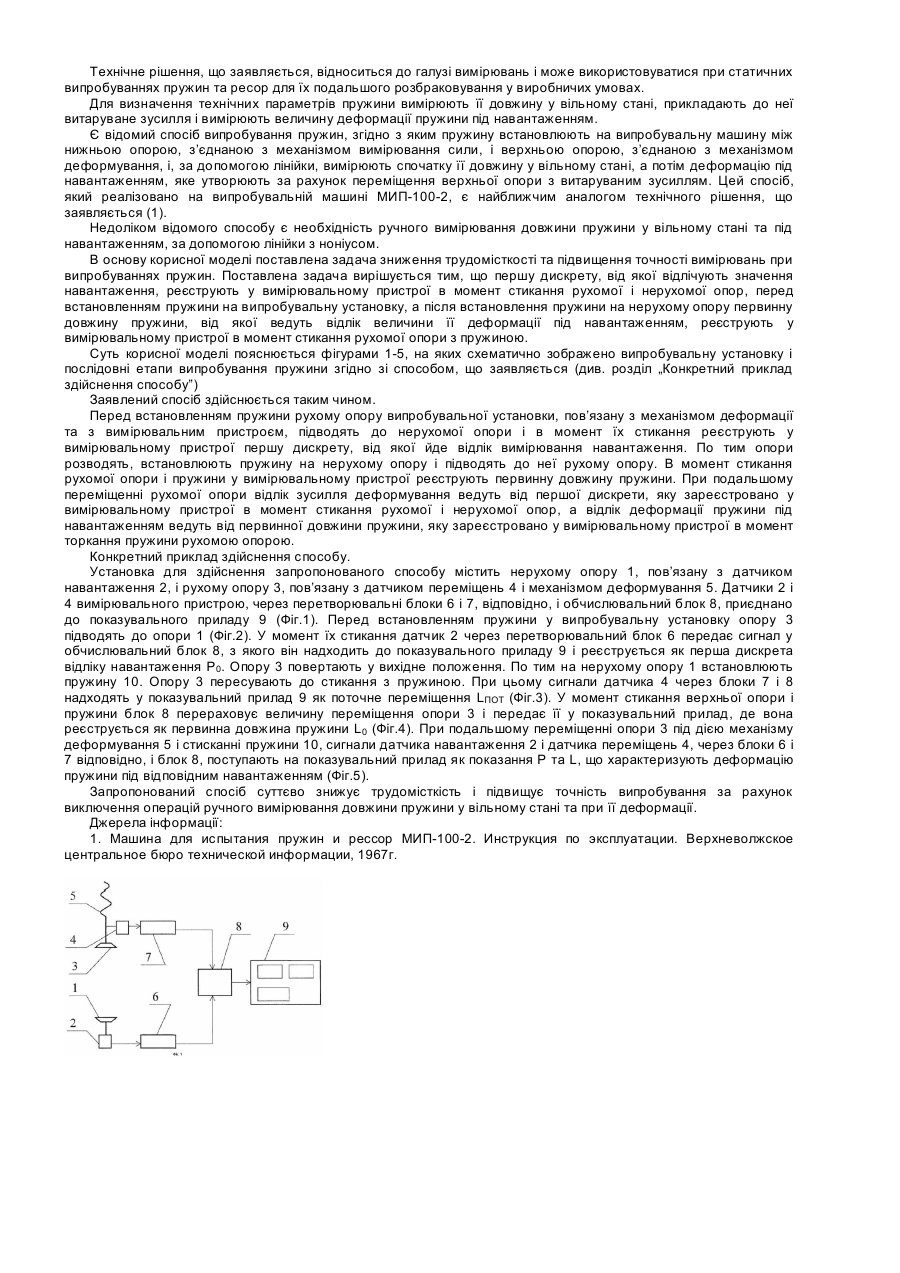
1. Спосіб виготовлення стисливої еластомерної пружини, який включає етапи: (a) забезпечення щонайменше однієї стисливої еластомерної прокладки, що визначає центральну вісь і яка має пару осьових кінців, причому кожний з пари осьових кінців має по суті плоску поверхню, розташовану перпендикулярно центральній осі, і центральний опуклий виступ, утворений на ній; (b) забезпечення пари пластинчатих елементів, кожний з яких має щонайменше одну по суті плоску поверхню або отвір, або поглиблення, передбачене в його щонайменше одній по суті плоскій поверхні, і задану множину зубців, розташованих навколо периферійної кромки, або отвору, або поглиблення і які проходять під заданим кутом відносно щонайменше однієї по суті плоскої поверхні кожного пластинчатого елемента; (c) розташування щонайменше однієї прокладки між парою пластинчатих елементів; (d) поєднання в осьовому напрямі заданої множини зубців кожного пластинчатого елемента з відповідним центральним виступом; і (e) утворення стисливої еластомерної пружини. 2. Спосіб за п. 1, при якому етап (e) включає етапи прикладання заданої сили в осьовому напрямі до відкритої поверхні одного з пари елементів, проколювання за допомогою кожного із заданої множини зубців і прикладеної осьової сили зовнішньої поверхні центрального виступу, проникнення за допомогою кожного із заданої множини зубців і прикладеної осьової сили на задану відстань щонайменше в центральний виступ і зняття прикладеної осьової сили. 2 (19) 1 3 97519 4 відповідно розташовану бік у бік стисливу еластомерну прокладку; (h) механічного зчеплення за допомогою проникнення зубців заданої множини стисливих еластомерних прокладок з пластинами; і (і) зняття осьової сили з багатоланкового стисливого пружинного вузла. 8. Спосіб за п. 7, який включає додатковий етап попереднього укорочення багатоланкового стисливого пружинного вузла перед зняттям осьової сили на етапі (i). 9. Спосіб забезпечення щонайменше або осьової прямолінійності, або стабільності в бічному напрямі, в багатоланковому стисливому пружинному вузлі під час багаторазового пом'якшення осьових динамічних ударних навантажень, які перевищують 7500 фунтів на квадратний дюйм і при відсутності центрального стержня або периферійної напрямної, причому пружинний вузол включає в себе задану множину розташованих в осьовому напрямі стисливих еластомерних прокладок, утворених із заданого співполіефірного полімеру, який має модифіковану молекулярну структуру, причому задана множина розташованих в осьовому напрямі стисливих еластомерних прокладок має заданий коефіцієнт форми і розділову пластину між кожною парою суміжних стисливих еластомерних прокладок, причому спосіб включає етапи: (a) утворення кожного осьового кінця кожної із заданої множини прокладок з осьовим виступом; (b) утворення кожного осьового кінця з пазом впритул до периферійної бічної поверхні осьового виступу; (c) утворення кожної розділової пластини з осьовим отвором; (d) утворення кожної розділової пластини із заданою множиною зубців, розташованих навколо периферійної кромки осьового отвору і розтягнення під заданим кутом відносно поверхні кожної розділової пластини, яка розташована бік у бік з однією з стисливих еластомерних прокладок; (e) розташування розділових пластин і заданої множини стисливих еластомерних прокладок для утворення багатоланкового стисливого пружинного вузла; (f) поєднання заданої множини зубців з кожним з відповідного осьового виступу і паза; (g) прикладання заданої осьової сили до одного кінця багатоланкового стисливого пружинного вузла; (h) проколювання за допомогою заданої множини зубців і прикладеної сили кожної із зовнішньої поверхні осьового виступу і поверхні паза відповідно розташованої бік у бік стисливої еластомерної прокладки; (і) проникнення за допомогою заданої множини зубців і прикладеної сили на задану відстань у відповідно розташовану бік у бік стисливу еластомерну прокладку; (j) механічного зчеплення за допомогою проникнення зубців заданої множини стисливих еластомерних прокладок з пластинами; і (k) зняття осьової сили з багатоланкового стисливого пружинного вузла. Галузь техніки Даний винахід, загалом, стосується стисливих еластомерних пружин, виконаних з можливістю поглинання енергії і, зокрема цей винахід стосується способу виготовлення стисливої еластомерної пружини. Рівень техніки Стисливі еластомерні пружини, включно багатоланкові пакети еластомерних прокладок, розділених пластинами, широко застосовувалися для поглинання енергії і для поглинання і пом'якшення поштовхових і тягових динамічних ударних сил, виникаючих під час формування складу і роботи залізничного транспортного засобу. У патентах США №№ 4198037 і 5351844 описані способи виготовлення стисливих еластомерних пружин згідно з попереднім рівнем техніки. Патент США № 5351844 направлений на спосіб поліпшення металевої пластини з центральним захопленням і її механічного зчеплення з еластомерною прокладкою для збільшення стабільності в бічному напрямі стисливої еластомерної пружини. Проте, потрібні подальші поліпшення способу механічного зчеплення пластини з еластомерною прокладкою під час процесу холодного штампування і поліпшення осьової прямолінійності і стабільності в бічному напрямі стисливої еластомерної пружини, особливо, забезпечення можливості пружини поглинати і пом'якшувати поштовхові і тягові динамічні ударні сили підвищених рівнів. Короткий опис винаходу Відповідно до одного аспекту даного винаходу розроблений спосіб виготовлення стисливої еластомерної пружини. Спосіб включає в себе етап забезпечення щонайменше однієї стисливої еластомерної прокладки, яка визначає центральну вісь і яка має пару осьових кінців. Кожний з пари осьових кінців має кожну з по суті плоских поверхонь, розташованих перпендикулярно центральній осі, і центральний опуклий виступ, утворений на ній. Потім, забезпечують пару пластинчатих елементів. Кожний з пари пластинчатих елементів має щонайменше одну по суті плоску поверхню, або отвір, або поглиблення, передбачені в його щонайменше одній по суті плоскій поверхні, і задана множина зубців, розташованих навколо периферійної кромки якого-небудь отвору, або поглиблення і, які проходять, під заданим кутом відносно щонайменше однієї, по суті, плоскої поверхні кожного пластинчатого елемента. Потім, здійснюють розташування щонайменше однієї прокладки між парою пластинчатих елементів. Далі, поєднують в осьовому напрямі задану множину зубців кожного пластинчатого елемента з відповідним центральним виступом. Нарешті, утворюють стисливу еластомерну пружину. 5 Відповідно до іншого аспекту даного винаходу розроблений спосіб виготовлення багатоланкового стисливого пружинного вузла, який включає в себе задану множину розташованих в осьовому напрямі стисливих еластомерних прокладок, першу кінцеву пластину на одному кінці вузла, другу кінцеву пластину на протилежному кінці вузла і розділову пластину між кожною парою суміжних стисливих еластомерних прокладок. Спосіб включає в себе етап утворення кожної пластини з осьовим отвором. Потім, здійснюють утворення заданої множини зубців навколо периферійної кромки осьового отвору. Далі, виконують розтягнення заданої множини зубців під заданим кутом відносно поверхні пластин, яке розташоване бік у бік з однією із заданої множини стисливих еластомерних прокладок. Розташування пластин і заданої множини стисливих еластомерних прокладок забезпечують для утворення багатоланкового стисливого пружинного вузла. Потім, здійснюють прикладання заданої осьової сили до багатоланкового стисливого пружинного вузла. Далі, виконують проколювання за допомогою заданої множини зубців і прикладеної сили осьового кінця відповідно розташованій бік у бік стисливої еластомерної прокладки. Здійснюють проникнення за допомогою заданої множини зубців і прикладеної сили на задану відстань в таку відповідно розташовану бік у бік стисливу еластомерну прокладку. Потім, забезпечують механічне зчеплення за допомогою проникнення зубців заданої множини стисливих еластомерних прокладок з пластинами. Нарешті, здійснюють зняття осьової сили з багатоланкового стисливого пружинного вузла. Відповідно до додаткового аспекту даного винаходу описаний спосіб забезпечення щонайменше або осьової прямолінійності, або стабільності в бічному напрямі, в багатоланковому стисливому пружинному вузлі під час багаторазового пом'якшення осьових динамічних ударних навантажень, які перевищують 7500 фунтів на квадратний дюйм і при відсутності центрального стержня. Пружинний вузол включає в себе задану множину розташованих в осьовому напрямі стисливих еластомерних прокладок, утворених із заданого співполіефірного полімеру, який має модифіковану молекулярну структуру, і який має заданий коефіцієнт форми, і розділову пластину між кожною парою суміжних стисливих еластомерних прокладок. Спосіб включає в себе етап утворення кожного осьового кінця кожної із заданої множини прокладок з осьовим виступом. Далі, забезпечують утворення кожного осьового кінця з пазом впритул до периферійної бічної поверхні осьового виступу. Потім, виконують утворення кожної розділової пластини з осьовим отвором і із заданою множиною зубців, розташованих навколо периферійної кромки осьового отвору і, які проходять під заданим кутом відносно поверхні кожної розділової пластини, яка розташована бік у бік з однією з стисливих еластомерних прокладок. Далі, здійснюють розташування розділових пластин і заданої множини стисливих еластомерних прокладок для утворення багатоланкового стисливого пружинного вузла. Потім, реалізовують поєднання певної 97519 6 множини зубців з кожним з відповідного осьового виступу і паза. Також, здійснюють прикладання заданої осьової сили до одного кінця багатоланкового стисливого пружинного вузла. Далі, здійснюють проколювання за допомогою заданої множини зубців і прикладеної сили кожної із зовнішньої поверхні осьового виступу і поверхні паза відповідно розташованої бік у бік стисливої еластомерної прокладки. Потім, забезпечують проникнення, за допомогою заданої множини зубців і прикладеної сили на задану відстань у відповідно розташовану бік у бік стисливу еластомерну прокладку. При цьому, здійснюють механічне зчеплення за допомогою проникнення зубців заданої множини стисливих еластомерних прокладок з пластинами. Нарешті, виконують зняття осьової сили з багатоланкового стисливого пружинного вузла. Цілі винаходу Отже, однією з головних цілей даного винаходу є розробка способу виготовлення стисливої еластомерної пружини, яка включає в себе еластомерну прокладку, розташовану між парою пластин. Іншою метою даного винаходу є розробка виготовлення стисливого еластомерного пружинного пакету з еластомерних прокладок, розділених за допомогою пластин, який поліпшує механічне зчеплення металевих пластин з стисливою еластомерною прокладкою. Ще однією метою даного винаходу є розробка виготовлення стисливого еластомерного пружинного пакету з еластомерних прокладок, розділених за допомогою пластин, який поліпшує осьову прямолінійність пакету під час використання. Додатковою метою даного винаходу є розробка виготовлення стисливого еластомерного пружинного пакету з еластомерних прокладок, розділених за допомогою пластин, який поліпшує стабільність пакету в бічному напрямі під час використання. Ще однією додатковою метою даного винаходу є розробка виготовлення стисливого еластомерного пружинного пакету з еластомерних прокладок, розділених за допомогою пластин, який не вимагає використання центрального стержня або осьового напряму під час використання. Додатковою метою даного винаходу є розробка виготовлення стисливого еластомерного пружинного пакету з еластомерних прокладок, розділених за допомогою пластин, який дозволяє пружині поглинати і пом'якшувати поштовхові і тягові динамічні ударні сили, виникаючі під час формування складу і роботи залізничного транспортного засобу. Іншою метою даного винаходу є розробка способу попереднього укорочення стисливого еластомерного пружинного пакету з еластомерних прокладок, розділених за допомогою пластин, перед встановленням пружини в звичайний тяговий хомут залізничного транспортного засобу. У доповненні до декількох цілей і переваг даного винаходу, які були описані вище з деякою подробицею, різні інші цілі і переваги винаходу стануть легко зрозумілі фахівцям у відповідній галузі техніки, особливо, коли такий опис викорис 7 товується спільно з прикладеними кресленнями і з прикладеною формулою винаходу. Короткий опис креслень Фіг.1 - вигляд в ізометрії стисливої еластомерної пружини згідно з даним винаходом, а саме ілюстрація способу попереднього укорочення пружини перед її встановленням в тяговий хомут залізничного транспортного засобу; і Фіг.2 - вигляд в ізометрії стисливої еластомерної пружини з фіг.1, а саме ілюстрація пружини, встановленої в тяговий хомут в попередньо укороченому стані. Короткий опис різних варіантів здійснення винаходу Перед продовженням більш докладного опису даного винаходу потрібно помітити, що з метою ясності і зрозумілості однакові компоненти, які мають однакові функції, були позначені однаковими посилальними позиціями на декількох виглядах, зображених на кресленнях. Потрібно розуміти, що визначення залізничного транспортного засобу не обмежується пасажирським залізничним вагоном, вантажним залізничним вагоном, локомотивом і подібним залізничним транспортним засобом. У даному винаході розроблені декілька способів виготовлення стисливої еластомерної пружини. Звичайні способи виготовлення стисливої еластомерної пружини описані в патентах США №№ 4198037 і 5351844, зміст яких включений в цей документ за допомогою посилання. Згідно з одним варіантом здійснення даного винаходу, спосіб включає в себе етап забезпечення щонайменше однієї стисливої еластомерної прокладки, загалом позначеною посилальною позицією 110, що визначає центральну вісь і яка має пару осьових кінців. Кожний з пари осьових кінців має кожну з по суті плоских поверхонь, розташованих перпендикулярно центральній осі, і центральний опуклий виступ, утворений на ній. Далі, спосіб включає в себе етап забезпечення пари елементів, які захищають або що укладають між собою стисливу еластомерну прокладку 110. Переважно, кожний з пари елементів являє собою пластинчатий елемент, загалом позначений посилальною позицією 150, яка має щонайменше одну, по суті, плоску поверхню, отвір 180, передбачений в його щонайменше одній плоскій поверхні, і задану множину зубців 170, розташованих навколо периферійної кромки 182 отвору 180 і які проходять під заданим кутом відносно щонайменше однієї по суті плоскої поверхні кожного пластинчатого елемента 150. Далі, стислива еластомерна прокладка 110 розташовується між парою пластинчатих елементів 150, з подальшим поєднанням заданої множини зубців 170 кожного пластинчатого елемента 150 з відповідним центральним виступом 130 стисливої еластомерної прокладки 110. Після того, як стислива еластомерна прокладка 110 і пластинчаті елементи 150 суміщені в осьовому напрямі, може бути утворена стислива еластомерна пружина 100. Для утворення стисливої еластомерної пружини 100 згідно з даним винаходом, задана сила 97519 8 додається в осьовому напрямі до відкритої поверхні одного з пари пластинчатих елементів 150. Коли осьова сила прикладена, кожний із заданої множини зубців 170 проколює зовнішню поверхню центрального виступу 130 і проникає на задану відстань щонайменше в центральний виступ 130, забезпечуючи зчеплення силами тертя між зубцями 170 і центральним виступом 130 і встановлюючи механічне зчеплення між стисливою еластомерною прокладкою 110 і розташованим впритул пластинчатим елементом 150. Прикладена осьова сила знімається, коли таке зчеплення досягнуте. Було виявлено, що для досягнення описаного вище механічного зчеплення стислива еластомерна прокладка 110 повинна бути знов попередньо стиснена до висоти, яка, загалом, рівна висоті такої стисливої еластомерної прокладки 110 в стислому стані. Також було виявлено, що величина осьової сили, необхідної для попереднього стиснення стисливої еластомерної прокладки 110 і досягнення механічного зчеплення з розташованими впритул пластинчатими елементами 150, знаходиться в діапазоні між, приблизно, 700000 фунтів і, приблизно, 800000 фунтів. Переважно, під час процесу утворення, прикладена осьова сила і конструкція зубців 170 дозволяють кожному осьовому виступу 130 пройти в осьовому напрямі в отвір 180, передбачений у відповідному пластинчатому елементі 150. Спосіб також включає в себе етапи утворення паза 140 в кожній, по суті, плоскій поверхні стисливої еластомерної прокладки 110 в зчепленні впритул з периферійною бічною поверхнею центрального виступу 130, поєднання зубців 170 з пазом 140, проколювання поверхні паза 140 і проникнення в стисливу еластомерну прокладку 110. Для того, щоб дозволити зубцям 170 проколювати як центральний виступ 130, так і паз 140, діаметр центрального виступу 130 виконаний з розміром, заснованим на товщині зубців 170, з тим результатом того, що, коли кожний зубець 170 проколює зовнішню поверхню центрального виступу 130, частина зубця 170 стає відкритою для проколювання поверхні паза 140. Спосіб додатково включає в себе етап розмірної обробки ширини паза 140 з метою поєднання зовнішньої периферійної кромки паза 140 із зовнішньою поверхнею зубців 170. Спосіб також включає в себе альтернативні етапи утворення множини отворів 148 в зчепленні впритул з периферійною бічною поверхнею центрального виступу 130, поєднання зубців 170 з отворами 148 і розташування кожного зубця 170 всередині відповідного отвору 148 під час прикладання осьової утворюючої сили. Спосіб включає в себе додаткові етапи розташування заданої множини виступів 160 на, по суті, плоскій поверхні кожного з пари пластинчатих елементів 150, утворення отвору 164 крізь кожний із заданої множини виступів 160 і кожний пластинчатий елемент 150 і забезпечення можливості матеріалу стисливої еластомерної прокладки 110 текти в кожний отвір 164 під час процесу холодного формування стисливої еластомерної пружини 100. 9 Незважаючи на те, що згаданий вище спосіб був описаний, як обгороджування стисливої еластомерної прокладки 110 між парою пластинчатих елементів 150, в даному винаході передбачається, що щонайменше один з таких пластинчатих елементів 150 може бути замінений на блок 50, 60 плити, або на центральну пластину 200. Згідно з іншим варіантом здійснення винаходу розроблений спосіб виготовлення багатоланкового стисливого пружинного вузла, загалом позначеного посилальною позицією 102. Багатоланковий стисливий пружинний вузол 102 включає в себе задану множину розташованих в осьовому напрямі стисливих еластомерних прокладок 110, першу кінцеву пластину 150 на одному кінці вузла, другу кінцеву пластину 150 на протилежному кінці вузла і розділову пластину 190 між кожною парою суміжних стисливих еластомерних прокладок 110. Помітною відмінністю утворення багатоланкового стисливого пружинного вузла 102 в порівнянні з утворенням стисливої еластомерної пружини 100 є те, що множина зубців 170а, 170b утворюють на кожній поверхні пластин 190, які розташовані бік у бік з однією з стисливих еластомерних прокладок 110. Було виявлено, що виготовлення багатоланкового стисливого пружинного вузла 102 згідно з описаним вище способом, що включає в себе етапи забезпечення зубців 170, 170а, 170b, утворених на пластинах 150, 190, відповідно, надання виступу 130 і паза 140, утворених на стисливій еластомерній прокладці 110, а так само виготовлення стисливої еластомерної прокладки 110 із заданого співполіефірного полімеру, що має модифіковану молекулярну структуру, і надання стисливої еластомерної прокладки 110 із заданим коефіцієнтом форми, забезпечує щонайменше або осьову прямолінійність, або стабільність в бічному напрямі, дозволяючи такому багатоланковому стисливому пружинному вузлу 102 багато разів пом'якшувати і поглинати осьові динамічні ударні навантаження, які перевищують 7500 фунтів на квадратний дюйм, і, більш того в діапазоні між, приблизно, 9500 фунтів на квадратний дюйм і, приблизно, 11000 фунтів на квадратний дюйм при відсутності центрального стержня або периферійного напряму. Згідно з даним винаходом додатково розроблений спосіб попереднього укорочення багатоланкового стисливого пружинного вузла перед його встановленням в звичайний тяговий хомут, загалом позначений посилальною позицією 20. На фіг.1 зображений багатоланковий стисливий пружинний вузол, загалом позначений посилальною позицією 104, який включає в себе задану множину стисливих еластомерних прокладок 110 і пластин 150, 190, зчеплених один між одним згідно з описаними вище варіантами здійснення. Спосіб попереднього укорочення багатоланкового стисливого пружинного вузла 110 також включає в себе етап виконання кожного блоку 50 задньої плити і блоку 60 передньої плити автозчеплення зі засобом, загалом позначеним посилальною позицією 450, для фіксування зібраної багатоланкової стис 97519 10 ливої пружини 104 із заданою висотою. У переважному в даному випадку варіанті винаходу такий засіб 450 включає в себе фланець 452, жорстко з'єднаний або виконаний за єдине ціле з кожною бічною кромкою кожного блоку 50, 60 плити, і який має отвір 424, утворений крізь нього. Фланці 452 розташовані на відповідному блоці 50, 60 плити з поєднанням протилежних отворів 454 в однаковій площині, яка зображена, як вертикальна площина на фіг.1-2, коли багатоланковий стисливий пружинний вузол 104 встановлений в тяговому хомуті 20. Кожний блок 50, 60 плити швидко розташовується у відповідного кінця багатоланкового стисливого пружинного вузла 104 перед прикладанням осьової утворюючої сили. Таким чином, під час утворення, стисливі еластомерні прокладки 110 пластини 150, 190 і блоки 50 і 60 плити попередньо стискаються разом. Потім, прикладена осьова сила частково знімається, дозволяючи багатоланковому стисливому пружинному вузлу 104 повернутися до попередньо укороченої висоти, яка менша, ніж нормальна розширена висота багатоланкового стисливого пружинного вузла 104, і що дозволяє встановлення багатоланкового стисливого пружинного вузла 104 з блоками 50, 60 плити в тяговий хомут 20 звичайним чином. Далі, пара стержнів 456, які мають різьбові кінці 458, вставляється крізь суміщені отвори 454. Кріплення, такі як звичайні різьбові гайки 460, швидко накручуються на кожний різьбовий кінець 458, таким чином фіксуючи багатоланковий стисливий пружинний вузол 104 із заданою попередньо укороченою висотою. Коли задана попередньо укорочена висота багатоланкового стисливого пружинного вузла 104 зафіксована, прикладена осьова утворююча сила знімається повністю. Після того, як багатоланковий стисливий пружинний вузол 104 встановлений в тяговому хомуті 20, як найбільш переважним чином зображено на фіг.2, гайки 460 відкручуються, переважно, поступово у кожного боку багатоланкового стисливого пружинного вузла 104, з кожного різьбового кінця 458, стержні 456 виймаються, і забезпечується можливість розширення багатоланкового стисливого пружинного вузла 104 до його нормальної робочої висоти і збереження в звичайному попередньо навантаженому стані, загалом визначеному силою попереднього навантаження, що знаходиться в діапазоні від, приблизно, 20000 фунтів до, приблизно, 50000 фунтів. Потрібно розуміти, що попередньо навантажений стан буде застосований до різних варіантів здійснення стисливих еластомерних пружин 100, 102. Таким чином, даний винахід був описаний настільки повно, ясно, лаконічно і точно, щоб дозволити будь-якому фахівцеві в даній галузі техніки зробити і використовувати те ж саме. Потрібно розуміти, що зміни, модифікації, еквіваленти і заміни компонентів конкретно описаних варіантів здійснення винаходу можуть бути зроблені фахівцями в даній галузі техніки, не виходячи за рамки суті і об'єму винаходу, що визначається прикладеною формулою винаходу. 11 97519 12 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making compressible elastomeric spring
Автори англійськоюSprainis, Ronald, Ring, Michael, E., Anderson, Bradley, Marlow, Jonathon
Назва патенту російськоюСпособ изготовления сжимаемой эластомерной пружины
Автори російськоюСпрейнис Рональд, Ринг Майкл Е., Андерсон Бредли, Марлоу Джонатон
МПК / Мітки
Мітки: пружини, спосіб, еластомірної, виготовлення, стисливої
Код посилання
<a href="https://ua.patents.su/6-97519-sposib-vigotovlennya-stislivo-elastomirno-pruzhini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стисливої еластомірної пружини</a>
Спосіб виготовлення пружини
Номер патенту: 58373
Опубліковано: 11.04.2011
Автор: Сидорчук Андрій Володимирович
МПК: B21F 3/00, B21F 35/00
Мітки: спосіб, виготовлення, пружини
Формула / Реферат:
Спосіб виготовлення пружини, який включає нагрівання відрізаного прутка з відтягнутими кінцями, навивку пружини із заданим кроком на оправку, що обертається, розводку і правку пружини в гарячому стані, притискання опорних витків, шліфування торців пружини і остаточну її термічну обробку, який відрізняється тим, що пружину навивають на оправку, що постійно охолоджується, наприклад, проточною водою, причому вільний кінець прутка орієнтують у...
Спосіб навивання дроту для виготовлення призматичної пружини стиснення
Номер патенту: 25794
Опубліковано: 30.10.1998
Автори: Мельниченко Микола Іванович, Починок Дмитро Миколайович, Панасюк Василь Іванович, Ботін Володимир Мелентійович, Ковальов Микола Порфірійович, Заблоцький Валентин Іванович
МПК: B21F 3/00
Мітки: стиснення, дроту, навивання, призматичної, пружини, виготовлення, спосіб
Формула / Реферат:
Способ навивания проволоки для изготовления призматической пружины сжатия, включающий ориентацию и фиксацию проволоки, гибку проволоки с образованием шага, отличающийся тем, что гибку осуществляют огибанием проволоки барабаном вокруг оправки, а шаг образуют смещением витка наклонной плоскостью кулачка при подаче следующего участка проволоки для гибки.
Пристрій для виготовлення пружини ресорного підвішування
Номер патенту: 59701
Опубліковано: 25.05.2011
Автор: Сидорчук Андрій Володимирович
МПК: B21F 35/00, B21F 3/00
Мітки: пристрій, виготовлення, ресорного, пружини, підвішування
Формула / Реферат:
Пристрій для виготовлення пружини ресорного підвішування із прутка, що містить основу, на якій змонтовані оправка і крокоутворюючий копір з гвинтовою канавкою, що встановлені паралельно з можливістю осьового переміщення і кінематично зв'язані між собою, який відрізняється тим, що оправка виконана конусною у межах допуску на внутрішній діаметр навитої пружини та має центральний канал для водоохолодження, а також пристрій оснащено додатковим...
Спосіб випробування пружини
Номер патенту: 23665
Опубліковано: 11.06.2007
Автори: Кудрявцев Віктор Олександрович, Ситніченко Віктор Михайлович, Ситник Олег Юрійович, Шраго Леонід Костянтинович, Єнін Олексій Миколайович
МПК: G01M 13/00
Мітки: випробування, спосіб, пружини
Формула / Реферат:
Спосіб випробування пружини шляхом встановлення пружини між опорами випробувальної установки, деформування пружини за рахунок прикладення до неї витаруваного зусилля і вимірювання величини деформації пружини під навантаженням, який відрізняється тим, що перед встановленням пружини опори зближують і сигнал, що надходить на табло вимірювального приладу в момент їх стикання, реєструють як першу дискрету відліку величини навантаження, потім...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 54203
Опубліковано: 25.10.2010
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: гвинтових, широкосмугових, заготовок, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із з'єднаних перемичками пластин зубців, які містять зовнішні та внутрішні крайки дугоподібної форми, формують на перемичках V-подібні гофри, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають зовнішні крайки пластин зубців з радіусом кривини
Попередній патент: Спосіб спорудження гравійного фільтра у свердловині та відновлення його фільтраційних властивостей у процесі експлуатації свердловини
Наступний патент: Спосіб та пристрій для призначення підтвердження висхідної лінії зв’язку
Випадковий патент: Спосіб вимірювання витрати нестаціонарного потоку рідкого або газового середовища