Спосіб виготовлення пружини

Формула / Реферат
Спосіб виготовлення пружини, який включає нагрівання відрізаного прутка з відтягнутими кінцями, навивку пружини із заданим кроком на оправку, що обертається, розводку і правку пружини в гарячому стані, притискання опорних витків, шліфування торців пружини і остаточну її термічну обробку, який відрізняється тим, що пружину навивають на оправку, що постійно охолоджується, наприклад, проточною водою, причому вільний кінець прутка орієнтують у горизонтальній площині і під час навивки кінцеву його ділянку притискають до оправки, а торцеве шліфування виконують до повного розправлення пружини у межах її пружного деформування.
Текст
Спосіб виготовлення пружини, який включає нагрівання відрізаного прутка з відтягнутими кінцями, навивку пружини із заданим кроком на оправку, що обертається, розводку і правку пружини в 3 торців готової пружини, що виконується в основному за допомогою шліфувального круга) не забезпечує паралельності торцевих площин пружини. Крайні (опорні) витки пружини, оброблені протягом відносно короткого часу шліфувальним кругом, зазвичай пружно деформуються, що призводить до відхилення їх від паралельної площини, заданої на етапі шліфовки. Це викликає необхідність повторної механічної обробки, внаслідок чого з торцевих поверхонь знімається ще один додатковий шар металу, що призводить до ускладнення технології та зниження якості готової продукції, адже такі двічі обточені опорні витки пружини за своїми міцнісними показниками вже не будуть відповідати стандарту. Наступним суттєвим недоліком відомого способу виготовлення великогабаритних пружин стиснення є те, що він не забезпечує можливість регулювати висоту готової пружини. Відомо, що у процесі виробництва вільну висоту пружини (довжину заготовки і крок навивки) завжди збільшують на величину осадки. Операції розводки і правки можуть додатково збільшувати величину цих допусків, що у поєднанні із природним процесом пружної деформації призводить до того, що висота готової пружини є більшою за допустиму. Така продукція вважається бракованою через невідповідність її параметрів нормі. Також важливим недоліком відомого способу виготовлення великогабаритних пружин стиснення є те, що під час навивання пружини не охолоджують оправку. Зважаючи на специфіку виробництва («гаряча навивка»), оправка, за відсутності операції її охолодження, під впливом розпеченого прутка дуже швидко втрачає жорсткість, внаслідок чого витки готової пружини можуть мати різний діаметр. Виправити даний дефект не можливо на жодному із подальших етапів виробництва, отже продукція буде бракованою. В основу корисної моделі поставлено задачу вдосконалення технології виготовлення великогабаритних пружин стиснення, що досягається за рахунок підвищення продуктивності та зниження виробничого браку шляхом зміни температурного режиму процесу навивки та часткової фіксації вільного кінця заготовки. Рішення поставленої задачі досягається тим, що у відомому способі виготовлення пружини, який включає нагрівання відрізаного прутка з відтягнутими кінцями, навивку пружини із заданим кроком на оправку, що обертається, розводку і правку пружини у гарячому стані, притискання опорних витків, шліфування торців пружини і остаточну її термічну обробку, згідно з пропозицією, пружину навивають на оправку, що постійно охолоджується, наприклад, проточною водою, причому вільний кінець прутка орієнтують у горизонтальній площині і під час навивки кінцеву його ділянку притискають до оправки, а торцеве шліфування виконують до повного розправлення пружини у межах її пружного деформування. Запропонована операція безперервного охолодження оправки під час навивання на неї прутка забезпечує необхідну якість готової продукції, зокрема, рівномірність витків пружини за діаметром 58373 4 за всією її довжиною, а також збільшує ресурс експлуатації самої оправки. Так, охолоджена оправка не деформується під впливом розпеченої заготовки. Запропоновані притискання до оправки та просторова орієнтація у горизонтальній площині вільного кінця прутка запобігають виникнення нерівномірності навивки пружини як за шагом навивки, так і за діаметром витків через виключення биття кінця прутка. Запропоноване удосконалення процесу шліфування торцевої поверхні пружини, що полягає у виконанні його до повного розправлення пружини у межах її пружного деформування, дозволяє, поперше, уникнути небажаної повторної обробки торців (опорні витки повністю розправляються під дією природних пружних сил, і тільки після цього процес шліфування закінчується) і, по-друге, дозволяє отримати пружину точно заданої висоти (шліфувальний круг стримує надмірне збільшення висоти пружини включно до припинення дії сили її пружного деформування). Таким чином, уся сукупність суттєвих ознак запропонованого технічного рішення стосовно способу виготовлення великогабаритних пружин стиснення забезпечує досягнення технічного результату. Подальша сутність корисної моделі пояснюється ілюстративним матеріалом, на якому зображено наступне: фіг.1 - схема пристрою для здійснення способу виготовлення великогабаритних пружинстиснення, що заявляється. Запропонований спосіб виготовлення пружини реалізується наступним чином. Заготовку для майбутньої пружини (відрізаний пруток заданої довжини і діаметру з відтягнутими кінцями) нагрівають до необхідної температури, фіксують та притискують до оправки і виконують її навивку на оправку. Протягом всього часу навивки пружини оправку охолоджують шляхом подачі води у її центральний канал. Потім виконують ряд послідовних операцій післянавивочної обробки отриманої пружини: розводять і правлять пружину у гарячому стані, притискають опорні витки. Після цього виконують торцеве шліфування пружини до повного її розправлення у межах пружного деформування. Для цього торцеві кінці пружини спочатку шліфують загальновідомим способом - за допомогою шліфувального круга, що обертаючись, подається у бік закріпленої пружини та притискається до неї з відповідною силою, що забезпечує перпендикулярність торців осі пружини. Після цього повздовжнє переміщення шліфувального кола припиняють і залишають шліфувальне коло, що продовжує обертатись, притисненим до пружини на весь час дії сили пружного деформування (до повного розправлення пружини). Завершальним етапом є термічна обробка (загартовування), в результаті чого виходить готовий продукт - якісна пружина. Суттєва відмінність запропонованого технічного рішення полягає у відповідних технологічних удосконаленнях способу, зокрема у застосуванні режиму безперервного охолодження оправки під час навивання прутка, в усуванні коливання віль 5 58373 ного кінця прутка під час навивки, а також у шліфуванні торців до повного розправлення пружини у межах її пружного деформування. Вказана відмінність забезпечує високу якість готової продукції і, одночасно, суттєве спрощення способу навивки. Жодна із відомих технологій виготовлення великогабаритних пружин стиснення не може одночасно володіти всіма перерахованими властивостями, оскільки взагалі не передбачає запропонованих операцій охолодження оправки при навиванні пружини, утримування вільного кінця у горизонтальній площині, притискання кінцевої ділянки прутка до оправки та шліфуванні торців до повного її розправлення. До основних технічних переваг запропонованого способу виготовлення пружини, у порівнянні з прототипом, можна віднести наступне: - отримання більш якісного продукту - пружини заданої висоти із паралельними торцевими поверхнями - без додаткової механічної обробки за рахунок шліфування торців до повного розправлення пружини у межах її пружного деформування; - усунення браку готової продукції та збільшення ресурсу експлуатації оправки завдяки її охолодженню, що конструктивно забезпечується за рахунок наявності відповідного каналу для водоохолодження; - усунення коливань вільного кінця заготовки при навиванні пружини, а отже, і забезпечення точності кроку навивання за рахунок його орієнтації та притиснення до оправки. Після опису запропонованого способу виготовлення пружини стиснення, фахівцям у даній галузі знань повинно бути наочним, що все вищеопи Комп’ютерна верстка М. Ломалова 6 сане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі варіанти реалізації способу (тип охолодження оправки, різновиди шліфувального обладнання, режими навивки), можуть змінюватися залежно від бажаних параметрів готової продукції та умов виробництва та, зрозуміло, знаходяться в межах об'єму одного із звичайних і природних підходів в даній області знань, і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення. Квінтесенцією запропонованого технічного рішення є те, що навивка великогабаритних пружин із прутка здійснюється у режимі безперервного охолодження оправки з горизонтальною орієнтацією вільного кінця прутка та притисканням кінцевої ділянки прутка, що навивається, до оправки, а шліфування торців виконується до повного розправлення пружини у межах її пружного деформування, що дозволяє підвищити продуктивність технології і якість готової продукції, і саме ця обставина дозволила надбати запропонованому способу вищеперераховані й інші переваги. Зміни запропонованих технологічних і конструктивних удосконалень на інші, природно, обмежують спектр переваг, перерахованих вище, і не можуть вважатися новими технічними рішеннями в даній області знань, оскільки інше, подібне описаному способу, вже не вимагатиме будь-якого творчого підходу від конструкторів і інженерів, і не може вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, відповідними до захисту охоронними документами. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod spring manufacturing
Автори англійськоюSydorchuk Andrii Volodymyrovych
Назва патенту російськоюСпособ изготовления пружины
Автори російськоюСидорчук Андрей Владимирович
МПК / Мітки
МПК: B21F 35/00, B21F 3/00
Мітки: виготовлення, пружини, спосіб
Код посилання
<a href="https://ua.patents.su/3-58373-sposib-vigotovlennya-pruzhini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пружини</a>
Спосіб навивання дроту для виготовлення призматичної пружини стиснення
Номер патенту: 25794
Опубліковано: 30.10.1998
Автори: Починок Дмитро Миколайович, Ковальов Микола Порфірійович, Панасюк Василь Іванович, Ботін Володимир Мелентійович, Мельниченко Микола Іванович, Заблоцький Валентин Іванович
МПК: B21F 3/00
Мітки: стиснення, дроту, навивання, виготовлення, призматичної, пружини, спосіб
Формула / Реферат:
Способ навивания проволоки для изготовления призматической пружины сжатия, включающий ориентацию и фиксацию проволоки, гибку проволоки с образованием шага, отличающийся тем, что гибку осуществляют огибанием проволоки барабаном вокруг оправки, а шаг образуют смещением витка наклонной плоскостью кулачка при подаче следующего участка проволоки для гибки.
Спосіб випробування пружини
Номер патенту: 23665
Опубліковано: 11.06.2007
Автори: Ситніченко Віктор Михайлович, Єнін Олексій Миколайович, Кудрявцев Віктор Олександрович, Шраго Леонід Костянтинович, Ситник Олег Юрійович
МПК: G01M 13/00
Мітки: пружини, випробування, спосіб
Формула / Реферат:
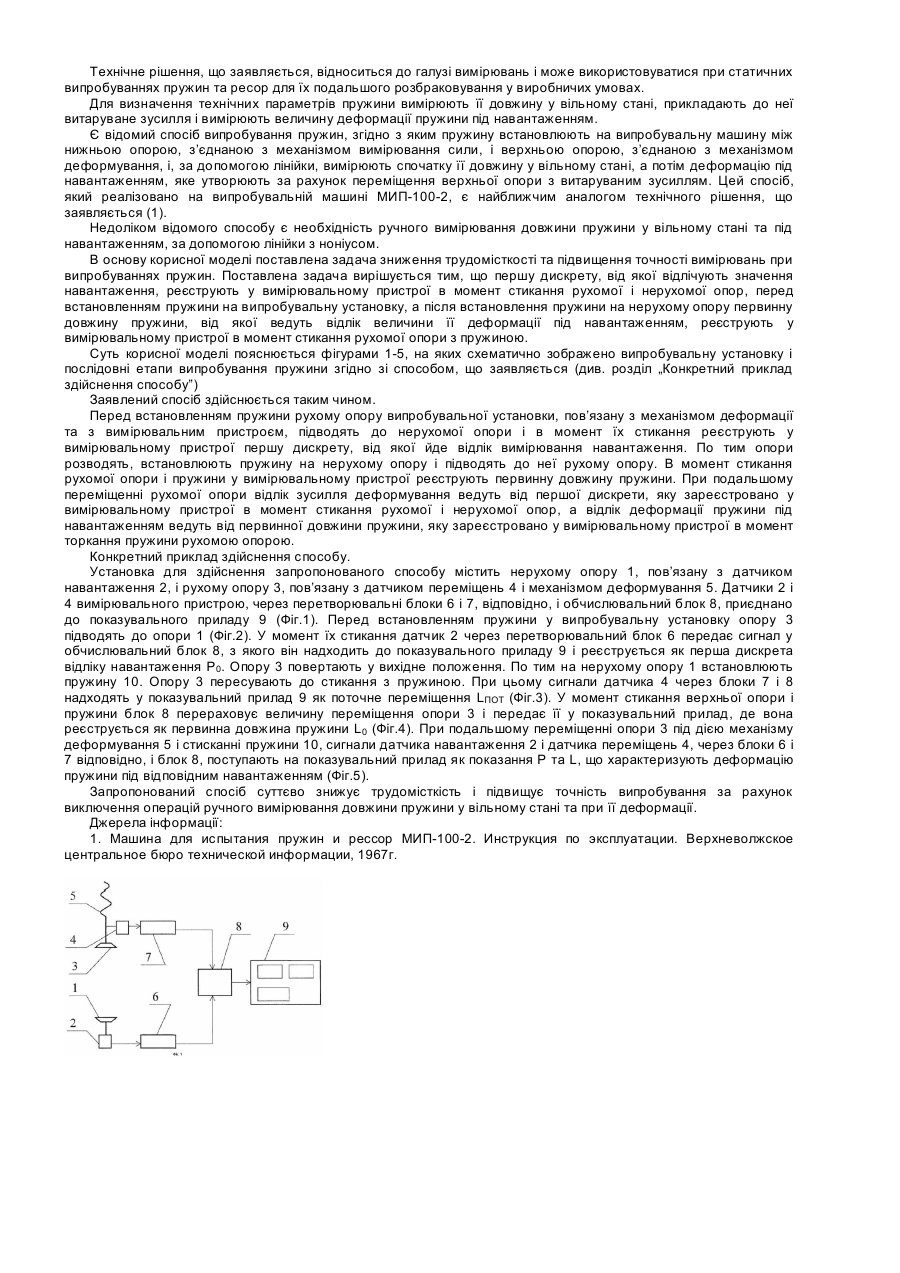
Спосіб випробування пружини шляхом встановлення пружини між опорами випробувальної установки, деформування пружини за рахунок прикладення до неї витаруваного зусилля і вимірювання величини деформації пружини під навантаженням, який відрізняється тим, що перед встановленням пружини опори зближують і сигнал, що надходить на табло вимірювального приладу в момент їх стикання, реєструють як першу дискрету відліку величини навантаження, потім...
Спосіб виготовлення кільцевих деталей
Номер патенту: 15241
Опубліковано: 15.06.2006
Автори: Гожій Сергій Петрович, Кривда Леонід Трохимович
МПК: B21D 37/00
Мітки: деталей, кільцевих, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, який полягає в тому, що попередньо отриману кільцеву заготовку об'ємно деформують технологічним зусиллям, який відрізняється тим, що від прутка відокремлюють прямолінійні заготовки і згинають їх в кільця з мінімальним технологічним стиковим зазором, гнуті кільця збирають на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет гнутих кілець стискають на цій оправці вздовж осі і в такому стані...
Спосіб виготовлення кільцевих деталей
Номер патенту: 57704
Опубліковано: 10.03.2011
Автори: Кліско Андрій Валерійович, Ландар Роман Миколайович, Носенко Андрій Ігорович, Гожій Сергій Петрович
МПК: B21D 37/00, B21D 7/022
Мітки: спосіб, деталей, виготовлення, кільцевих
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, що включає отримання із прямолінійного прутка заготовок у вигляді кілець із стиковим зазором, збирання цих кілець на оправці в пакет з орієнтацією вздовж стикових зазорів, стискання пакета заготовок на оправці осьовим зусиллям і заварювання в такому стані стикових зазорів спільним швом для утворення нероз'ємної зварної конструкції, наступного зачищення спільного зварного шва з зовнішніх сторін,...
Спосіб виготовлення цанг
Номер патенту: 30989
Опубліковано: 15.12.2000
Автори: Редько Ростислав Григорович, Гордєєв Олександр Федорович, Кузнецов Юрій Миколайович
МПК: B23B 31/20
Мітки: цанг, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення цанг, що включає кінцеву механічну обробку зовнішньої і внутрішньої поверхонь губок після термообробки, який відрізняється тим, що в якості заготовки прийнята зношена затискна цанга, яку відновлюють шляхом зовнішнього шліфування конічної і внутрішнього шліфування циліндричної поверхонь губок цанги при здеформованих пелюстках.2. Спосіб виготовлення цанг по п.1, який відрізняється тим, що цангу відновлюють шляхом...
Попередній патент: Спосіб хірургічного омолодження верхньої третини обличчя
Наступний патент: Спосіб очищення відпрацьованого моторного масла
Випадковий патент: Трифазний струмообмежувальний реактор