Роликова секція машини безперервного лиття заготівок
Номер патенту: 97641
Опубліковано: 25.03.2015
Автори: Плугатар Віктор Семенович, Кашанський Дмитро Анатолійович, Птуха Сергій Вікторович

Формула / Реферат
Роликова секція машини безперервного лиття заготівок, що містить приводний ролик і напрямні ролики, розташовані в стаціонарній рамі й приводній рамі, яка зчленована з гідравлічними засобами її переміщення, та оснащена пристроєм переміщення приводного ролика закріпленого на рухомій траверсі, яка відрізняється тим, що вона обладнана стягелями й пружними елементами у вигляді тарілчастих пружин, які з'єднують приводну раму з рухомою траверсою, крім того пристрій переміщення приводного ролика виконаний у вигляді гідроциліндра односторонньої дії, корпус якого жорстко з'єднаний із приводною рамою, а його шток упирається в рухому траверсу.
Текст
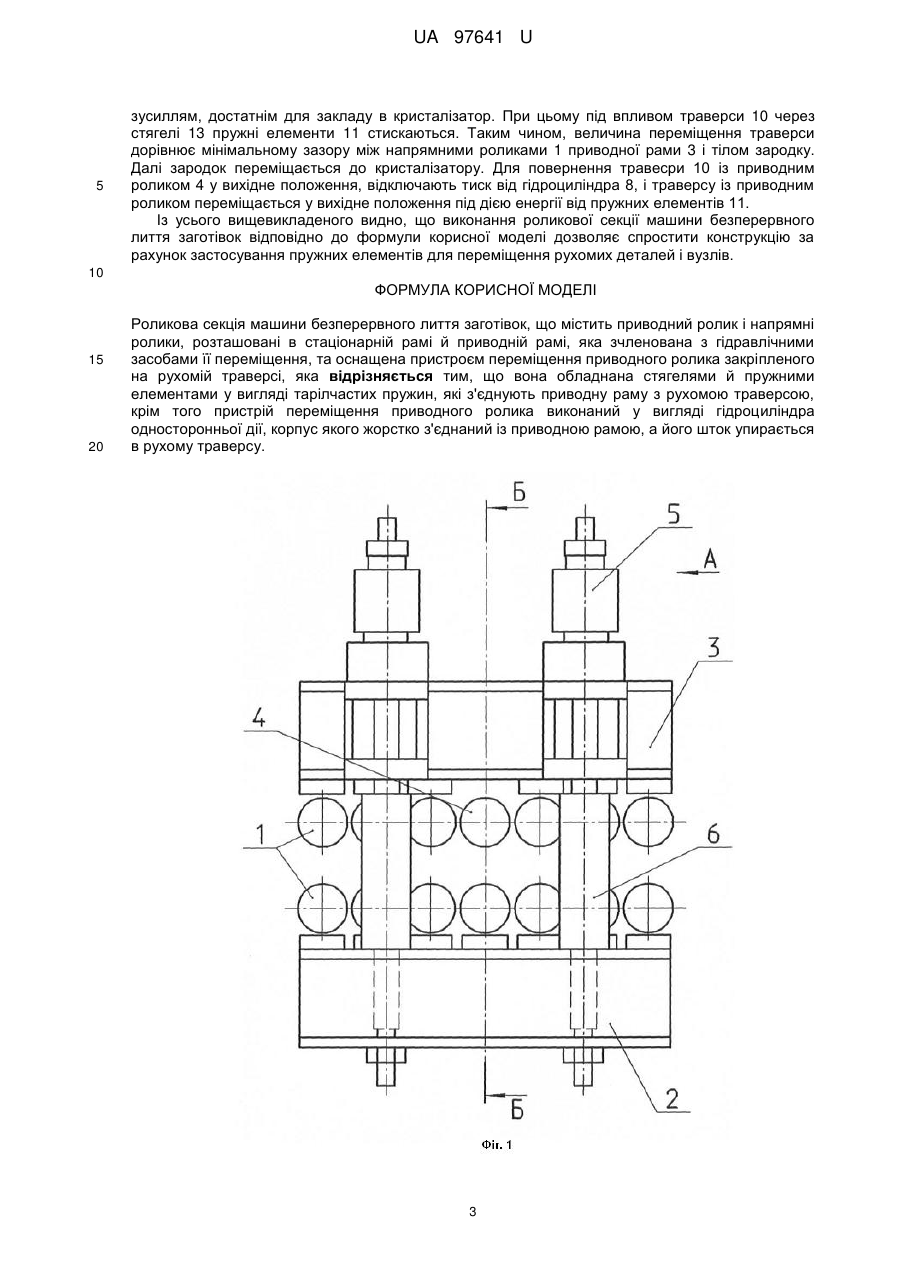
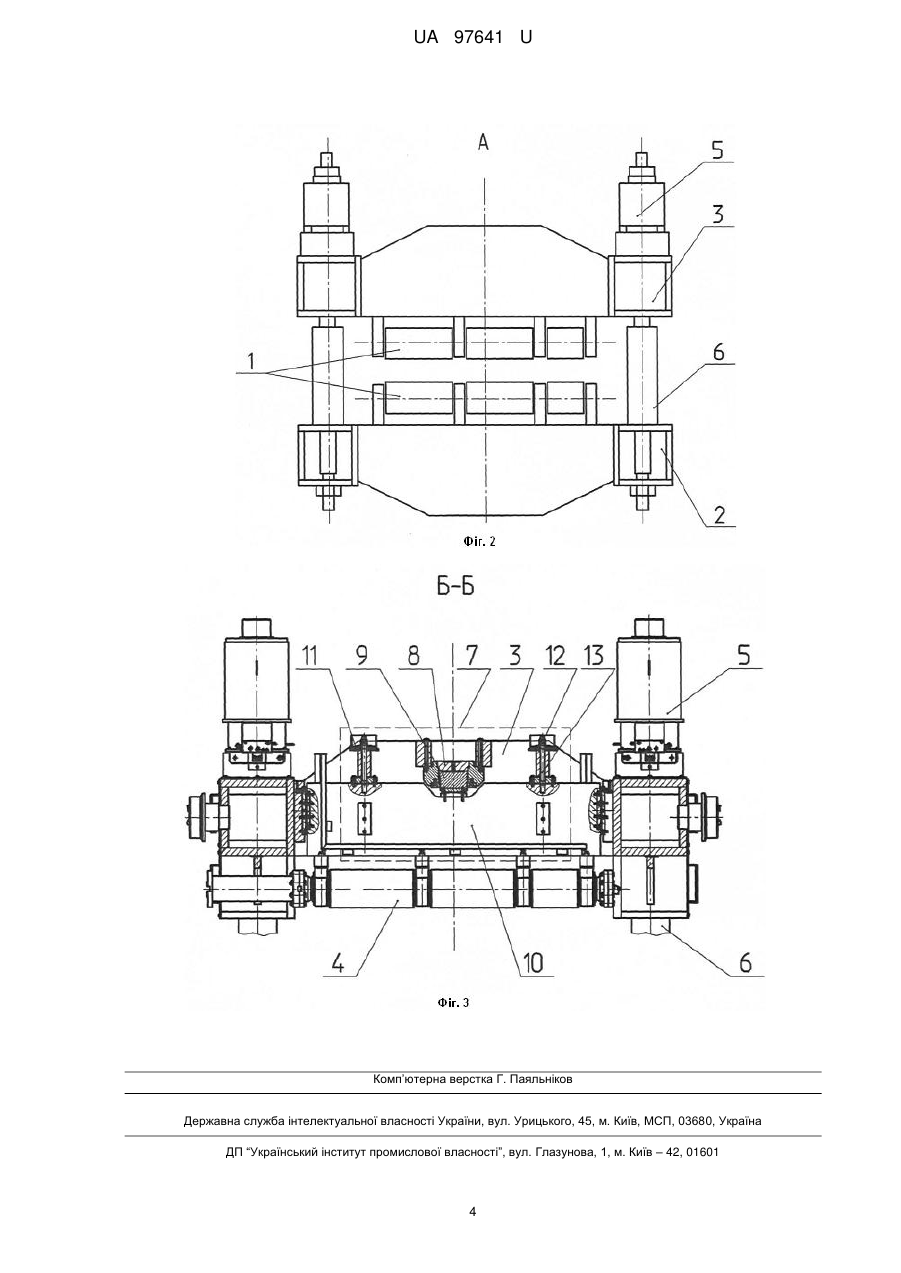
Реферат: Роликова секція машини безперервного лиття заготівок містить приводний ролик і напрямні ролики, розташовані в стаціонарній рамі й приводній рамі, яка зчленована з гідравлічними засобами її переміщення, та оснащена пристроєм переміщення приводного ролика закріпленого на рухомій траверсі. Роликова секція обладнана стягелями й пружними елементами у вигляді тарілчастих пружин, які з'єднують приводну раму з рухомою траверсою, крім того пристрій переміщення приводного ролика виконаний у вигляді гідроциліндра односторонньої дії, корпус якого жорстко з'єднаний із приводною рамою, а його шток упирається в рухому траверсу. UA 97641 U (54) РОЛИКОВА СЕКЦІЯ МАШИНИ БЕЗПЕРЕРВНОГО ЛИТТЯ ЗАГОТІВОК UA 97641 U UA 97641 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі металургійного виробництва й призначена для використання в складі устаткування для одержання безперервної литої заготівки. Роликові секції, розташовані за зоною первинного охолодження, оснащують гідравлічними засобами регулювання відстані між роликами залежно від товщини литої заготівки. Відомий напрямний сегмент для заготівок в установках МБЛЗ [патент на винахід RU № 2219014]. До його складу входять установлені один напроти одного стаціонарна рама й приводна рама, зчленована з гідравлічними засобами переміщення, виконаними у вигляді чотирьох гідроциліндрів, рівно віддалених від осі секції. Корпус кожного циліндра зчленований зі стаціонарною рамою за допомогою пари шарнірних з'єднань, а шток - з'єднаний із приводною рамою за допомогою кульового шарніра. Зчленування штоків циліндрів з рамою секції за допомогою кульових шарнірів дозволяє переміщати в просторі приводну раму для установки клинового зазору між роликами. Робота напрямного роликового сегмента для слябових заготівок відбувається наступним чином. До початку розливання виставляють у секціях міжроликові зазори, величина яких залежить від товщини заготівки. Для цього гідроциліндрами переміщають приводну раму кожної секції відносно стаціонарної й фіксують її в заданому положенні. При зміні параметрів сляба або зміні вимог технологічного процесу змінюють параметри клинового зазору в роликовій секції. Слід зазначити, що наявність у складі відомого механізму трудомістких вузлів кульових шарнірів, що зв'язують штоки чотирьох циліндрів із приводною рамою, і шарнірних зчленувань корпусів циліндрів зі стаціонарною рамою - вимагає регулярного підведення мастила до тертьових поверхонь, що в свою чергу ускладнює конструкцію роликового сегмента. Відома інша роликова секція машини безперервного лиття слябових заготівок (МБЛЗ) [патент WO 01/94051], більш близька до рішення, яке заявляється, і прийнята як прототип. До складу роликової секції входять установлені напроти один одного стаціонарна рама з напрямними роликами, і приводна рама з напрямними роликами, зчленована з гідравлічними засобами переміщення. Гідравлічні засоби переміщення рами виконані у вигляді двопорожнинних циліндрів. Рами з роликами зв'язані чотирма колонами, осі яких розташовані перпендикулярно площини, дотичної до зовнішніх поверхонь роликів, установлених у стаціонарній рамі. На кожній колоні розташований корпус циліндра, зафіксований гайкою. Приводна рама оснащена траверсою із приводним роликом. Траверса з роликом установлені в напрямних приводної рами та приєднана до неї гідроциліндром двосторонньої дії. Гідроциліндр до траверси й приводній рамі кріпиться за допомогою циліндричних шарнірів. Робота по підготовці роликової секції до установці заданого міжроликового зазору відбувається наступним чином. Штоки чотирьох циліндрів переміщення приводної рами переміщають приводну раму до установки необхідного міжроликового зазору. Після завершення настроювання починають заклад зародку до кристалізатору. При цьому зародок заводиться за допомогою приводного ролика секції, завдяки тому, що траверса з роликом притискається до тіла зародку гідроциліндром. У порівнянні з аналогом відома роликова секція має більш просту конструкцію за рахунок меншої кількості сферичних шарнірних вузлів. Однак слід зазначити, що в відомій конструкції роликовій секції, прийнятої в якості прототипу, гідроциліндр двосторонньої дії для переміщення траверси приводного ролика має поршневу й штокову порожнини й шарнірні вузли кріплення до рами й траверсі. Крім цього до кожної порожнини гідроциліндра підводять трубопроводи гідравліки, а до шарнірних вузлів підводять трубопроводи змащення через відповідні живильники. Таким чином, до недоліків прототипу слід віднести складність конструкції. В основу корисної моделі поставлена задача спрощення конструкції роликової секції. Поставлена задача вирішується за рахунок технічного результату, який полягає у впливі на конструкцію пружних елементів для переміщення рухомих деталей і вузлів. Для досягнення вищевказаного технічного результату роликова секція машини безперервного лиття заготівок, що містить приводний ролик і напрямні ролики, розташовані в стаціонарній рамі й приводній рамі, яка зчленована з гідравлічними засобами її переміщення, та оснащена пристроєм переміщення приводного ролика закріпленого на рухомій траверсі, згідно з корисною моделлю, вона обладнана стягелями й пружними елементами у вигляді тарілчастих пружин, які з'єднують приводну раму з рухомою траверсою, крім того пристрій переміщення приводного ролика виконаний у вигляді гідроциліндра односторонньої дії, корпус якого жорстко з'єднаний із приводною рамою, а його шток упирається в рухому траверсу. 1 UA 97641 U 5 10 15 20 25 30 35 40 45 50 55 60 У результаті порівняльного аналізу роликової секції, яка заявляється, і прототипу встановлено, що вони мають наступні загальні ознаки: приводний ролик; напрямні ролики; ролики розташовані в стаціонарній рамі й приводній рамі, яка зчленована з гідравлічними засобами її переміщення, та оснащена пристроєм переміщення приводного ролика закріпленого на рухомій траверсі; і відмітні ознаки: обладнання стягелями й пружними елементами у вигляді тарілчастих пружин, які з'єднують приводну раму з рухомою траверсою; пристрій переміщення приводного ролика виконаний у вигляді гідроциліндра односторонньої дії, корпус якого жорстко з'єднаний із приводною рамою, а його шток упирається в рухому траверсу. Таким чином, роликова секція машини безперервного лиття заготівок має нові елементи, нові виконання елементів, нові взаємні розміщення й нові зв'язки. Причино-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. Завдяки обладнанню секції стягелями й пружними елементами у вигляді тарілчастих пружин, які з'єднують приводну раму з рухомою траверсою, крім того, пристрій переміщення приводного ролика виконаний у вигляді гідроциліндра односторонньої дії, корпус якого жорстко з'єднаний із приводною рамою, а його шток упирається в рухому траверсу, стало можливим спростити конструкцію роликової секції за рахунок впливу на конструкцію пружних елементів для переміщення траверси приводного ролика. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, не відомо з рівня техніки й тому є новим. Технічне рішення, яке заявляється, промислово застосовано, тому що його технологічне й технічне виконання не представляє складностей, наприклад, в умовах ПАТ "НКМЗ". З використанням цього рішення виконаний технічний проект для машини безперервного лиття для Донецького металургійного заводу, Україна. Таким чином технічному рішенню, яке заявляється, може бути представлена правова охорона, тому що воно є новим і промислово застосовне, тобто відповідає всім критеріям корисної моделі. Суть корисної моделі пояснюють креслення. Фіг. 1- загальний вид роликової секції машини безперервного лиття заготівок; Фіг. 2 - вид А на Фіг. 1; Фіг. 3 -Б - Б на Фіг. 1 До складу роликової секції машини безперервного лиття заготівок (МБЛЗ) входять напрямні ролики 1, закріплені на стаціонарній рамі 2, і встановлена напроти неї, приводна рама 3 із установленим на ній приводним роликом 4 та гідравлічними засобами переміщення 5. Рами 2 і 3 зчленовані за допомогою чотирьох колон 6. Нижні частини колон 6 прикріплені до стаціонарної рами 2, а верхні - розташовані в прорізах боковин приводної рами 3. Осі колон 6 розміщені перпендикулярно площини, дотичної до зовнішніх поверхонь роликів 1 стаціонарної рами 2. На приводній рамі 3 установлений пристрій переміщення 7 приводного ролика 4. Пристрій переміщення 7 приводного ролика 4 виконаний у вигляді гідроциліндра односторонньої дії 8, жорстко закріпленого на приводній рамі 3, корпус якого жорстко з'єднаний із приводною рамою 3, а його шток 9 упирається в рухому траверсу 10. При цьому траверса 10 з'єднана із приводною рамою З через пружні елементи 11 і засоби їх фіксації 12 стягелями 13. Робота по підготовці роликової секції до встановлення заданого міжроликового зазору відбувається наступним чином. До початку розливання металу між верхніми й нижніми напрямними роликами 1 установлюють міжроликовий зазор, відповідний до вимог технологічного процесу завдяки переміщенню приводної рами 3 відносно нерухомої рами 2. Штоки чотирьох гідравлічних засобів переміщення 5 приводної рами 3 переміщують приводну раму 3 по колонах 6 до встановлення необхідного зазору між напрямними роликами 1. Після завершення настроювання починають заклад зародку до кристалізатору (на Фіг. не показано). При цьому, приводна рама 3 переміщається убік стаціонарної рами 2 чотирма гідравлічними засобами переміщення 5, на відстань, при якій забезпечується мінімальний зазор між напрямними роликами 1 приводної рами 3 і тілом зародку. Після цього подають тиск у гідроциліндр односторонньої дії 8, який притискає траверсу 10 із приводним роликом 4 до тіла зародку із 2 UA 97641 U 5 зусиллям, достатнім для закладу в кристалізатор. При цьому під впливом траверси 10 через стягелі 13 пружні елементи 11 стискаються. Таким чином, величина переміщення траверси дорівнює мінімальному зазору між напрямними роликами 1 приводної рами 3 і тілом зародку. Далі зародок переміщається до кристалізатору. Для повернення травесри 10 із приводним роликом 4 у вихідне положення, відключають тиск від гідроциліндра 8, і траверсу із приводним роликом переміщається у вихідне положення під дією енергії від пружних елементів 11. Із усього вищевикладеного видно, що виконання роликової секції машини безперервного лиття заготівок відповідно до формули корисної моделі дозволяє спростити конструкцію за рахунок застосування пружних елементів для переміщення рухомих деталей і вузлів. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Роликова секція машини безперервного лиття заготівок, що містить приводний ролик і напрямні ролики, розташовані в стаціонарній рамі й приводній рамі, яка зчленована з гідравлічними засобами її переміщення, та оснащена пристроєм переміщення приводного ролика закріпленого на рухомій траверсі, яка відрізняється тим, що вона обладнана стягелями й пружними елементами у вигляді тарілчастих пружин, які з'єднують приводну раму з рухомою траверсою, крім того пристрій переміщення приводного ролика виконаний у вигляді гідроциліндра односторонньої дії, корпус якого жорстко з'єднаний із приводною рамою, а його шток упирається в рухому траверсу. 3 UA 97641 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюPtukha Serhii Viktorovych, Pluhatar Viktor Semenovych, Kashanskyi Dmytro Anatoliiovych
Автори російськоюПтуха Сергей Викторович, Плугатар Виктор Семенович, Кашанский Дмитрий Анатольевич
МПК / Мітки
МПК: B22D 11/128
Мітки: машини, безперервного, заготівок, секція, лиття, роликова
Код посилання
<a href="https://ua.patents.su/6-97641-rolikova-sekciya-mashini-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Роликова секція машини безперервного лиття заготівок</a>
Роликова секція машини безперервного лиття слябових заготівок
Номер патенту: 82023
Опубліковано: 25.02.2008
Автори: Гордієнко Олександр Володимирович, Петрусенко Віктор Андрійович, Птуха Сергій Вікторович, Білобров Юрій Миколайович, Плугатар Віктор Семенович
МПК: B22D 11/12, B22D 11/128, B22D 11/20
Мітки: роликова, машини, заготівок, безперервного, лиття, секція, слябових
Формула / Реферат:
Роликова секція машини безперервного лиття слябових заготівок, що включає встановлені з регульованим зазором напрямні ролики, розміщені в стаціонарній рамі і приводній рамі, зчленованій з гідравлічними засобами її переміщення, виконаними у вигляді корпусів з розміщеними в них штоками, та чотири колони, встановлені перпендикулярно до стаціонарної рами і прикріплені нижніми частинами до неї, а верхніми частинами розташовані в прорізах...
Роликова секція машини безперервного лиття слябових заготівок

Номер патенту: 52219
Опубліковано: 25.08.2010
Автори: Птуха Сергій Вікторович, Білобров Юрій Миколайович, Плугатар Віктор Семенович
МПК: B22D 11/128
Мітки: лиття, роликова, секція, безперервного, заготівок, машини, слябових
Формула / Реферат:
Роликова секція машини безперервного лиття слябових заготівок, що містить напрямні ролики, розміщені у стаціонарній і приводній рамах, зв'язаних за допомогою чотирьох колон, прикріплених до стаціонарної рами, верхні частини яких розміщені у прорізах горизонтальних полиць привідної рами, а на кожній з колон розміщений стакан, який охоплюють пружний елемент і засіб його фіксації, а бурт стакана жорстко з'єднаний з гідравлічним засобом...
Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок і район машини безперервного лиття заготівок
Номер патенту: 62567
Опубліковано: 12.09.2011
Автори: Плугатар Віктор Семенович, Білобров Юрій Миколайович, Власенко Богдан Васильович, Птуха Сергій Вікторович, Ємченко Андрій Валентинович, Пільгаєв Володимир Михайлович, Цуканов Владислав Іванович
МПК: B22D 11/00
Мітки: сортових, безперервного, район, районі, перекладання, машини, спосіб, заготівок, лиття
Формула / Реферат:
Район машини безперервного лиття заготівок, до складу якого входять встановлений за ріжучим пристроєм рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж і упор у районі стелажа, з горизонтальним настилом для сортових заготівок і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із...
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Петрусенко Віктор Андрійович, Власенко Богдан Васильович, Плугатар Віктор Семенович
МПК: B22D 11/14, B22D 11/08
Мітки: спосіб, роботи, лиття, заготівок, підготовки, машини, безперервного
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Титаренко Олександр Іванович, Вольвач Олександр Євгенійович, Попік Вадим Геннадійович, Калашников Андрій Анатолійович, Смирнов Віктор Григорович
МПК: B22D 11/04
Мітки: кристалізатор, машини, заготівок, лиття, безперервного
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Попередній патент: Настінне рекламне пристосування
Наступний патент: Спосіб лікування хворих на виразкову хворобу дванадцятипалої кишки в сумісності з ішемічною хворобою серця
Випадковий патент: Повітряний холодильник