Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок і район машини безперервного лиття заготівок
Номер патенту: 62567
Опубліковано: 12.09.2011
Автори: Власенко Богдан Васильович, Пільгаєв Володимир Михайлович, Білобров Юрій Миколайович, Птуха Сергій Вікторович, Ємченко Андрій Валентинович, Цуканов Владислав Іванович, Плугатар Віктор Семенович

Формула / Реферат
Район машини безперервного лиття заготівок, до складу якого входять встановлений за ріжучим пристроєм рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж і упор у районі стелажа, з горизонтальним настилом для сортових заготівок і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із приводом повороту, і підіймач для сортових заготівок, виконаний у вигляді поздовжньої балки, розміщеної перпендикулярно осям приводних роликів рольганга під ними, шарнірно зчленованої за допомогою системи важелів із приводом переміщення у вертикальній площині, до якої жорстко прикріплені вертикальні стійки, на вільних кінцях яких закріплені захоплювачі із приймальними поверхнями для сортових заготівок, встановлені у міжроликових проміжках рольганга, при цьому вузли шарнірного зчленування ложементів для заготівок стелажу з його вертикальними стійками розміщені на відстані l від горизонтальних осей роликів рольганга, що визначається по залежності: ![]() ; де:
; де:
![]() - діаметр приводного ролика рольганга;
- діаметр приводного ролика рольганга;
![]() - максимальна висота заготівки;
- максимальна висота заготівки;
![]() - відстань від осі шарнірного закріплення ложемента стелажа до його крайньої точки у нижньому положенні, який відрізняється тим, що вертикальні стійки підіймача виконані L-подібної форми, на верхній частині кожної з яких виготовлені вушка, з'єднані між собою торцевою стінкою, у яких шарнірно закріплений захоплювач, крім того, кожен захоплювач для сортової заготівки виготовлений з упорною площиною, призначеною для контакту з торцевою стінкою відповідної L- подібної стійки поздовжньої балки.
- відстань від осі шарнірного закріплення ложемента стелажа до його крайньої точки у нижньому положенні, який відрізняється тим, що вертикальні стійки підіймача виконані L-подібної форми, на верхній частині кожної з яких виготовлені вушка, з'єднані між собою торцевою стінкою, у яких шарнірно закріплений захоплювач, крім того, кожен захоплювач для сортової заготівки виготовлений з упорною площиною, призначеною для контакту з торцевою стінкою відповідної L- подібної стійки поздовжньої балки.
Текст
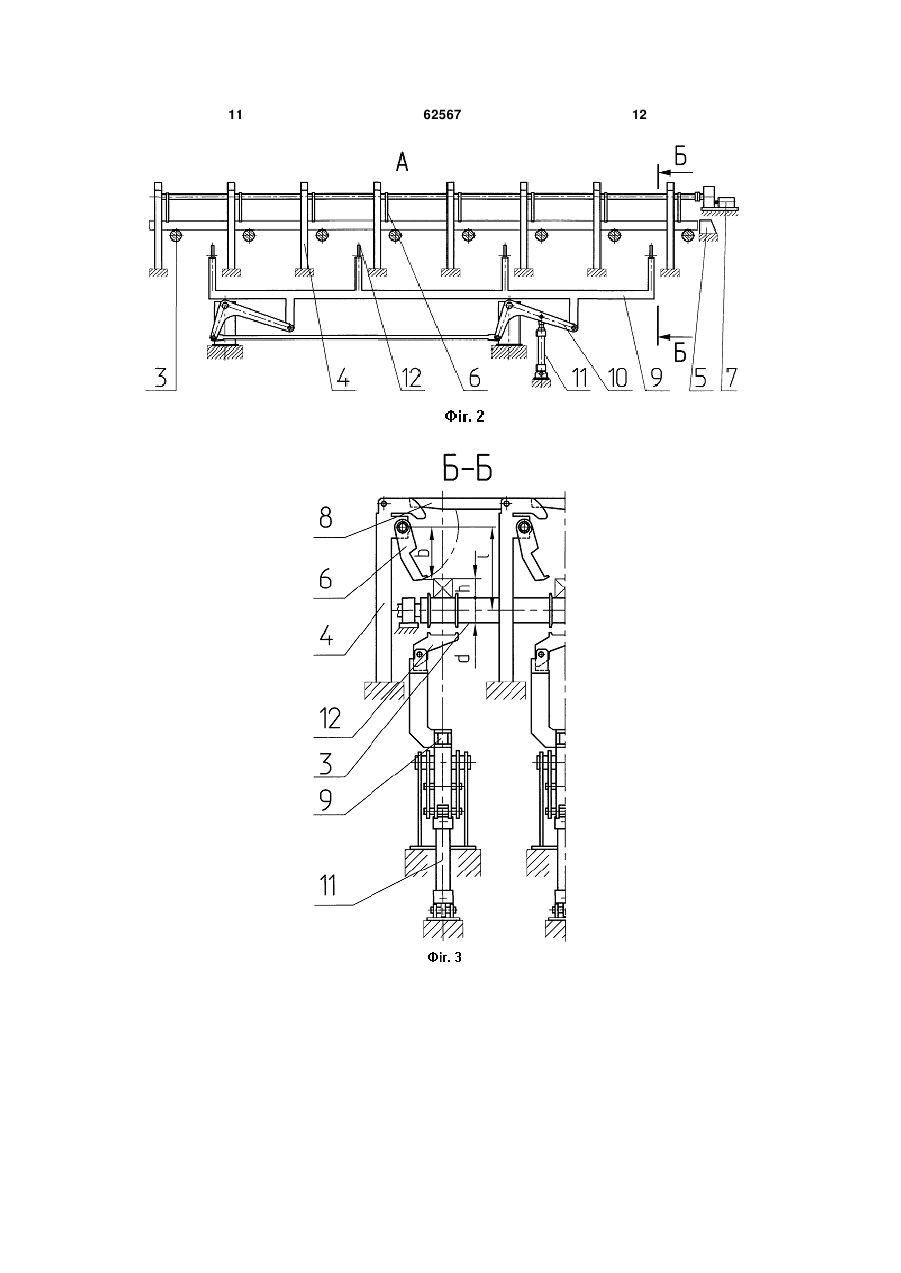
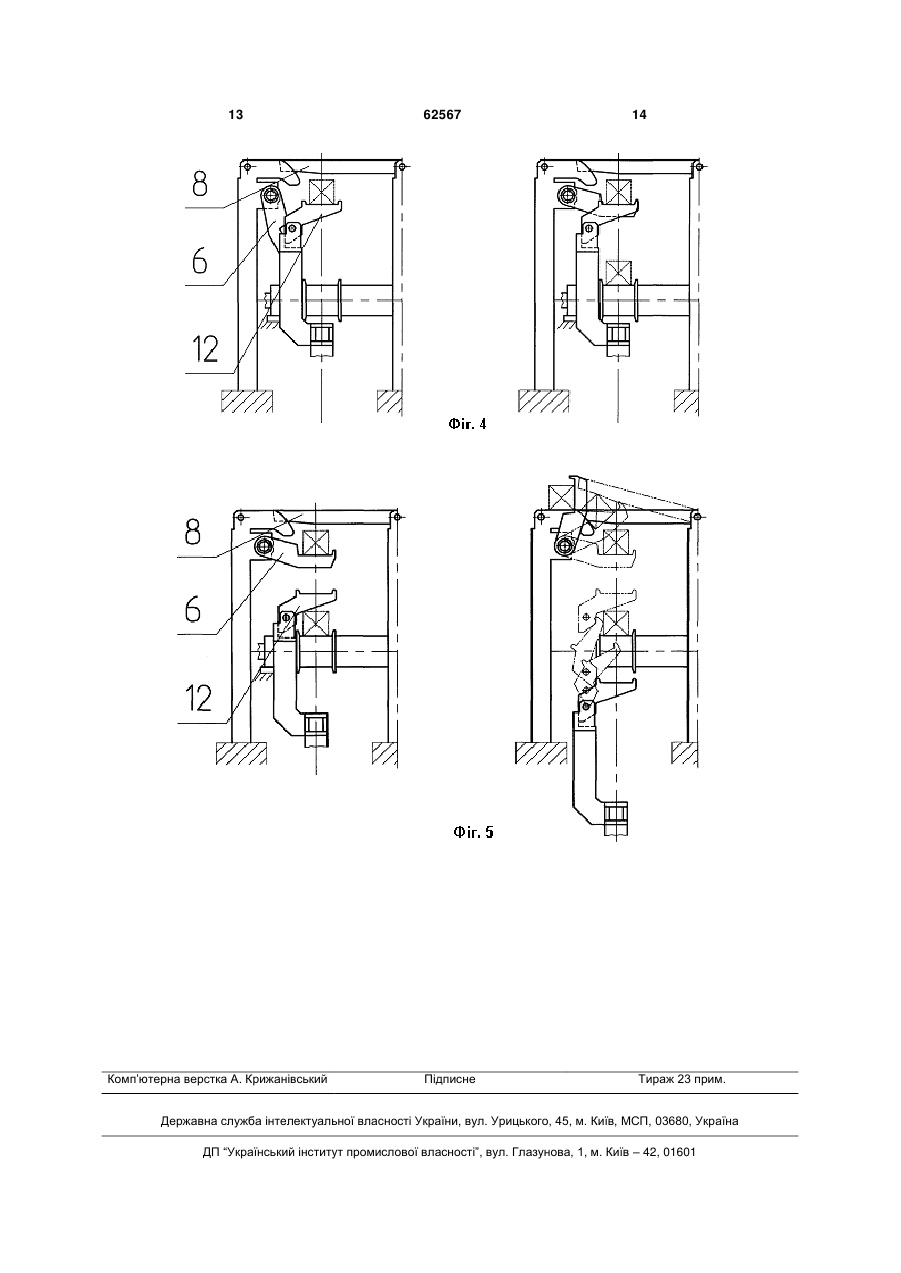
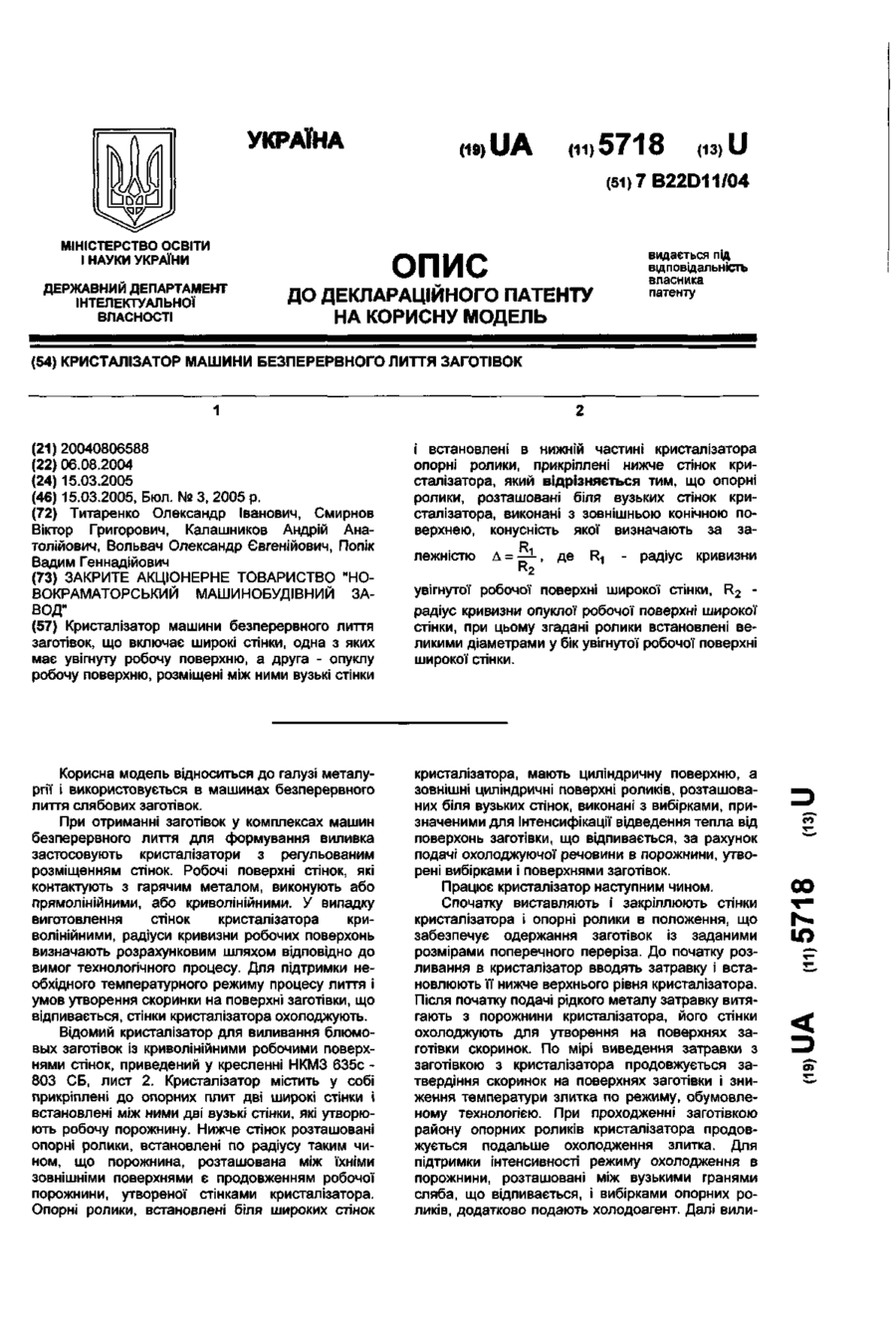
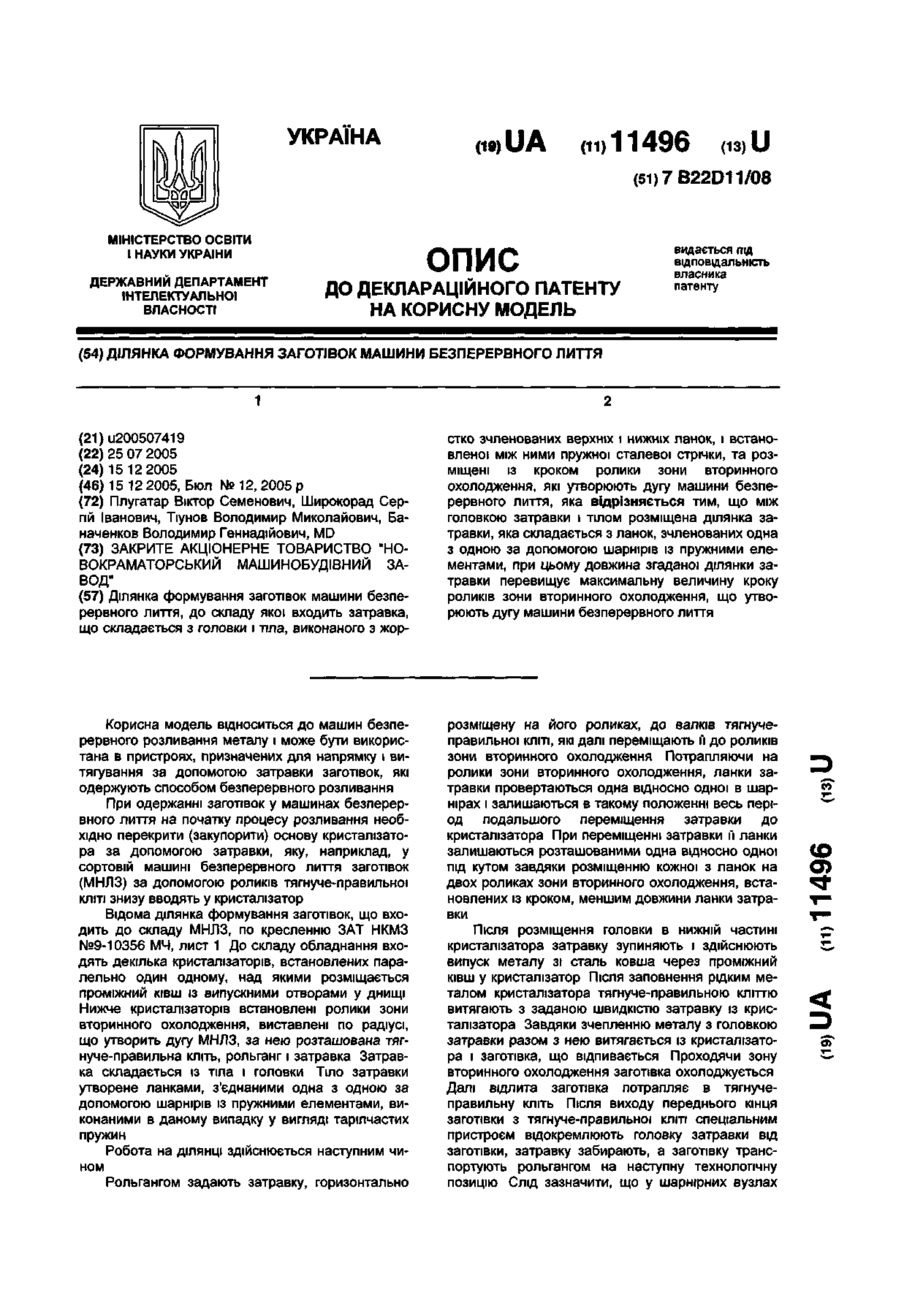
Район машини безперервного лиття заготівок, до складу якого входять встановлений за ріжучим пристроєм рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж і упор у районі стелажа, з горизонтальним настилом для сортових заготівок і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із приводом повороту, і підіймач для сортових заготівок, виконаний у вигляді поздовжньої балки, розміщеної перпендикулярно осям приводних роликів рольганга під ними, шарнірно U 2 (19) 1 3 упор для заготівок. До верхніх частин вертикальних стійок стелажа шарнірно прикріплені приводні ложементи для заготівок, виконані з можливістю повороту, і розташовані у проміжках між роликами рольганга. Вертикальні стійки встановлені у міжроликових проміжках рольганга і прикріплені до фундаменту. Робота обладнання в районі машини безперервного лиття по перекладанню сортових заготівок відбувається наступним чином. Після відрізання ріжучим пристроєм заготівки мірної довжини та переміщення її роликами рольганга перед стелажем, перемикають приводи роликів рольганга перед стелажем і приводи роликів рольганга у районі стелажа на підвищені швидкості обертання. Після контакту заготівки з упором, приводи роликів рольганга у районі стелажа відключаються, а приводи роликів рольганга перед стелажем перемикаються на швидкість, узгоджену зі швидкістю безперервного лиття заготівки. Включають привод повороту ложементів і провертають їх відносно точок шарнірного зчленування з вертикальними стійками, ложементи знімають заготівку з роликів рольганга і переносять на горизонтальний настил стелажа, зворотним ходом приводи ложементи вертаються у вихідне положення, розміщуючись нижче рівня роликів рольганга. Після відрізання ріжучим пристроєм чергової заготівки, яку переміщують ролики рольганга перед стелажем, включають приводи роликів рольганга у районі стелажа на підвищену швидкість обертання і перемикають на підвищену швидкість обертання приводи роликів рольганга перед стелажем. Після контакту чергової заготівки з упором відключають приводи роликів рольганга в районі стелажа. При цьому ролики рольганга перед стелажем переміщують злиток до розміщення на рольгангу ділянки злитка з довжиною, достатньою для відрізання наступної заготівки. Для забезпечення безперебійної та узгодженої роботи механізмів описуваного району машини безперервного лиття у проміжку між ріжучим пристроєм і місцем перекладання заготівки з осі струмка повинно розміщатися дві заготівки завданої довжини і третій безперервно литий злиток, довжина якого достатня для відрізання від нього третьої заготівки заданої довжини. У розглянутому випадку реалізується схема розміщення заготівок, при якій на роликах рольганга у районі стелажа дві заготівки розташовуються одна над одною, одна з яких перебуває на горизонтальному настилі стелажа, а друга - на роликах рольганга в районі стелажа, при цьому на роликах рольганга перед стелажем розміщується частина безперервно литого злитка з довжиною, достатньою для відрізання чергової заготівки заданої довжини, і робота в цьому районі машини безперервного лиття відбувається в такий спосіб. У той час як на ділянці рольганга, більше віддаленому від ріжучого пристрою, виконують маніпуляції із заготівкою по її переміщенню, наприклад, штовхачем з горизонтального настилу стелажа до холодильника, чергова заготівка розміщена на роликах рольганга, перебуває, чекаючи завершення переміщення попередньої заготівки штовхачем. При цьому на роликах рольганга, розташованих відразу за ріжучим при 62567 4 строєм розміщується злиток, що виходить з тягнуче-правильної кліті, довжина якого достатня для відрізання чергової заготівки. Таким чином, довжина рольганга на ділянці машини безперервного лиття сортових заготівок між ріжучим пристроєм і приймальним столом, на який перекладають заготівки, повинна забезпечувати розміщення на ньому частини безперервно литого злитка, довжина якого перевищує довжину заготівки. У цьому випадку при довжині заготівки 12 метрів, довжина ділянки рольганга із приводними роликами перед стелажем становить 16,5 метра. Наявність в описаному районі машини безперервного лиття заготівок рольганга значної довжини у проміжку між ріжучим пристроєм і стелажем потребує значних виробничих площ, що приводить до значних капітальних витрат. Таким чином, до недоліків району машини безперервного лиття сортових заготівок слід віднести значні капітальні витрати. Відомий також інший район машини безперервного лиття по заявці на винахід України № 200810529 від 19.08.08г, більш близький до рішення, що заявляється, і прийнятий як прототип. До складу району машини безперервного лиття сортових заготівок входять розміщені за ріжучим пристроєм рольганг із приводними роликами, стелаж для сортових заготівок, встановлений у лінії рольганга, і упор, розташований у районі стелажа. Стелаж містить вертикальні стійки, розташовані у міжроликових проміжках рольганга та прикріплені до фундаменту. До верхніх частин вертикальних стійок за допомогою шарнірних вузлів прикріплені ложементи для сортових заготівок. Ложементи зчленовані із приводом повороту. У районі стелажа встановлений підіймач для заготівок, виконаний у вигляді поздовжньої балки, розташованої перпендикулярно осям роликів рольганга під ними. Поздовжня балка за допомогою системи важелів зчленована із приводом переміщення у вертикальній площині. До поздовжньої балки жорстко прикріплені вертикальні стійки, до вільних кінців яких приєднані захоплювачі, виготовлені із прийомними поверхнями для сортових заготівок, розміщені у проміжках між роликами рольганга. Вузли шарнірних зчленувань ложементів з вертикальними стійками стелажа розташовані на відстані l від горизонтальних осей роликів рольганга. Відстань l визначається по залежності d l h b , де: 2 d - діаметр приводного ролика рольганга; h - максимальна висота заготівки; b - відстань від осі шарнірного закріплення ложемента стелажа до його крайньої точки у нижньому опущеному положенні. Таке позиціювання вузлів шарнірного зчленування ложементів стелажа відносно осі роликів рольганга забезпечує переміщення ложементів без торкання сортової заготівки, розміщеної на роликах рольганга. Робота обладнання в районі машини безперервного лиття сортових заготівок відбувається наступним чином. Після відрізання на машині газового різання заготівки заданої довжини перемикають приводи 5 62567 роликів рольганга на підвищені швидкості і транспортують заготівку до контакту з упором, відключають приводи роликів рольганга у районі стелажа, а приводи роликів перед стелажем перемикають на швидкість, узгоджену зі швидкістю розливання. Включають привод підіймача, який через систему важелів піднімає поздовжню балку із захоплювачами. Захоплювачі із заготівкою, розміщеною на їхніх приймальних поверхнях. піднімаються в крайнє верхнє положення і зупиняються із заготівкою під горизонтальним настилом стелажа, привод підіймача відключається. Після знімання заготівки з роликів рольганга в районі стелажа їхні приводи включають на швидкість, узгоджену зі швидкістю розливання. При цьому черговий злиток переміщується роликами рольганга перед стелажем у район стелажа. Включенням привода повороту ложементи стелажа приводяться у обертання, під час якого ложементи знімають заготівку із захоплювачів підіймача та перекладають на горизонтальний настил стелажа. Після знімання заготівки із захоплювачів включають привод підіймача на опускання у нижнє положення, при цьому захоплювачі розміщуються нижче рівня роликів. Зворотним ходом привода повороту ложементи вертаються у вихідне положення. Після відрізання на машині газового різання чергової заготівки, приводи всіх роликів рольганга перемикаються на підвищені швидкості для транспортування чергової заготівки до контакту з упором. Відключають приводи роликів рольганга в районі стелажа і включають привод підіймача на підйом рами із захоплювачами, які знімають чергову заготівку з роликів рольганга в районі стелажа, піднімають її та зупиняються із заготівкою під горизонтальним настилом, включають приводи повороту ложементів, які знімають заготівку із захоплювачів підіймача і зупиняють заготівку під горизонтальним настилом. Приводом підіймача опускають його захоплювачі у нижнє положення нижче рівня роликів рольганга у районі стелажа, при цьому заготівка залишається на ложементах під горизонтальним настилом до завершення операцій з попередньою заготівкою на горизонтальному настилі стелажа. За час, що затрачують на переміщення захоплювачів підіймача з нижнього положення у верхнє положення, знімання заготівки із захоплювачів підіймача ложементами стелажа, опускання підіймача із захоплювачами у нижнє положення, передній кінець безперервно литого злитка, що рухається по роликах рольганга перед стелажем, підходить до стелажу і далі безперешкодно переміщується, у тому числі, і роликами в районі стелажа і підіймача. Для можливості виконання цих дій у розглянутому випадку при швидкості розливання 6 м/хв., часі підйому захоплювачів підіймача 15 секунд, часі опускання захоплювачів підіймача 15 секунд, часі знімання заготівки ложементами стелажа від захоплювачів 10 секунд довжина ділянки рольганга перед стелажем становить; 40 tпод. tперкл. t опуск . 6 4 м, що на 12,5 60 метрів менше, ніж в аналогу, що при реалізації схеми розміщення заготівок на 3-х рівнях приво 6 дить до скорочення виробничих площ і зниження капітальних витрат. До недоліків району машини безперервного лиття заготівок слід віднести незадовільні капітальні витрати. До основи корисної моделі поставлено задачу зниження капітальних витрат у районі машини безперервного лиття сортових заготівок. Поставлена задача вирішується за рахунок технічного результату, який полягає у одночасному виконуванні операцій опускання захоплювачів підіймача сортових заготівок і переміщення роликами рольганга в районі стелажа безперервно литого злитка. Для досягнення вищевказаного технічного результату в районі машини безперервного лиття заготівок, що включає встановлений за ріжучим пристроєм рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж і упор у районі стелажа, з горизонтальним настилом для сортових заготівок і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із приводом повороту, і підіймач для сортових заготівок, виконаний у вигляді поздовжньої балки, розміщеної перпендикулярно осям приводних роликів рольганга під ними, шарнірно зчленованої за допомогою системи важелів із приводом переміщення у вертикальній площині, до якої жорстко прикріплені вертикальні стійки, на вільних кінцях яких закріплені захоплювачі із приймальними поверхнями для сортових заготівок, встановлені у міжроликових проміжках рольганга, при цьому вузли шарнірного зчленування ложементів для заготівок стелажа з його вертикальними стійками розміщені на відстані l від горизонтальних осей роликів рольганга, що визначається d по залежності: l h b ; де: 2 d - діаметр приводного ролика рольганга; h - максимальна висота заготівки; b - відстань від осі шарнірного закріплення ложемента стелажа до його крайньої точки у нижнім положенні, згідно з корисною моделлю, вертикальні стійки виконані L-подібної форми, на верхній частині кожної з яких виготовлені вушка, з'єднані між собою торцевою стінкою, у яких шарнірно закріплений захоплювач, крім того, кожний захоплювач для сортової заготівки виготовлений з упорною площиною, призначеною для контакту з торцевою стінкою відповідної L-подібної стійки поздовжньої балки. У результаті порівняльного аналізу району машини безперервного лиття сортових заготівок, що заявляється, із прототипом встановлено, що вони мають наступні спільні ознаки: - рольганг із приводними роликами, встановлений за ріжучим пристроєм; - стелаж, розміщений у лінії рольганга; - упор, розташований у районі стелажа; - виконання стелажа з горизонтальним настилом для сортових заготівок і вертикальних стійок, розміщених у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин 7 яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із приводом повороту; - підіймач для сортових заготівок; - виконання підіймача у вигляді поздовжньої балки, розміщеної перпендикулярно осям приводних роликів рольганга під ними, шарнірно зчленованої за допомогою системи важелів із приводом переміщення у вертикальній площині, до якої жорстко прикріплені вертикальні стійки, на вільних кінцях яких закріплені захоплювачі із приймальними поверхнями для сортових заготівок, встановлені у міжроликових проміжках рольганга; - розміщення вузлів шарнірного зчленування ложементів для заготівок стелажа з його вертикальними стійками на відстані l від горизонтальних осей роликів рольганга, що визначається по залеd жності: l h b , де: 2 d - діаметр приводного ролика рольганга; h - максимальна висота заготівки; b - відстань від осі шарнірного закріплення ложемента стелажа до його крайньої точки у нижнім положенні; і відмінні ознаки: - виконання вертикальних стійок підіймача Lподібної форми, на верхній частині кожної з яких виконані вушка, з'єднані між собою торцевою стінкою, у яких шарнірно закріплений захоплювач; - виконання кожного захоплювача для сортової заготівки з упорною площиною, призначеною для контакту з торцевою стінкою відповідної Lподібної стійки поздовжньої балки. Таким чином, район машини сортових заготівок, що заявляється, має нові форми виконання елементів, нові зв'язки між елементами. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. Завдяки тому, що в районі машини безперервного лиття заготівок вертикальні стійки підіймача виконані L-образної форми, на верхній частині кожної з яких виготовлені вушка, у яких шарнірно закріплений захоплювач, стало можливим розміщати заготівку під горизонтальним настилом стелажа на рівні, утвореному ложементами стелажа і розміщати злиток, довжина якого достатня для відрізання чергової заготівки на роликах рольганга в районі стелажа, при одночасному опусканні захоплювачів підіймача у нижнє положення під ролики рольганга в районі стелажа за рахунок того, що захоплювачі підіймача, контактуючи з поверхнею злитка, повертаються у вузлах шарнірного прикріплення до L-подібних стійок, максимально близько розміщеного відносно ріжучого пристрою, а з'єднання вушок між собою торцевою стінкою і виготовлення кожного захоплювача для сортової заготівки з упорною площиною, призначеною для контакту з торцевою стінкою відповідної L-подібної стійки дозволяють встановлюватися приймальним поверхням захоплювачів у горизонтальній площині для чергового зняття заготівки з роликів рольганга в районі стелажа і подальшого переміщення сортової заготівки, що дозволило скоротити довжину ділянки приводного рольганга перед стелажем і знизити капітальні витрати, пов'язані з районом 62567 8 машини безперервного лиття сортових заготівок, де здійснюють розміщення і перекладання заготівок у кількості, яка забезпечує безперебійну роботу механізмів району. Виключення із зазначеної сукупності відмінних ознак хоча б одної не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки, тому є новим. Рішення, що заявляється, промислово застосовано, тому що його технологічне і технічне виконання не викликає складностей. З використанням рішення, що заявляється, виконаний технічний проект для машини безперервного лиття ЗАТ "Донецьксталь” - металургійний завод", м. Донецьк, Україна. Таким чином, рішенню, що заявляється, може бути надана правова охорона, тому що воно є новим і промислово застосовано. Корисна модель пояснюється кресленнями, на яких зображено наступне: Фіг. 1 - загальний вид району машини безперервного лиття заготівок; Фіг. 2 - вид А на фіг.1; Фіг. 3 - розріз Б - Б на фіг.2; Фіг. 4 - фіг. 5 - варіанти розміщення вузлів механізмів району при перекладанні сортової заготівки. До складу району машини безперервного лиття сортових заготівок входять встановлені в лінії кожного струмка ріжучий пристрій, виконаний у цьому випадку у вигляді машини газового різання 1, рольганг із приводними роликами 2 і 3. У лінії рольганга розміщений стелаж 4 і упор 5. Приводні ролики 2 розташовані у проміжку між машиною газового різання 1 і стелажем 4, а приводні ролики 3 встановлені в районі стелажа 4. Стелаж 4 виконаний у вигляді вертикальних стійок, до верхніх частин яких шарнірно прикріплені ложементи 6, зчленовані із приводом повороту 7. Вертикальні стійки стелажа 4 встановлені у проміжках між роликами 3. До верхніх частин вертикальних стійок стелажа 4 прикріплений горизонтальний настил 8. Вузли шарнірних зчленувань ложементів 6 стелажа 4 з його вертикальними стійками розміщені на відстані l від горизонтальних осей роликів 2 і 3 рольганги, що визначається по залежності: d l h b ; де: 2 d - діаметр приводних роликів 2 і 3 рольганги; h - максимальна висота заготівки; b - відстань від осі шарнірного закріплення ложемента 6 стелажа 4 до його крайньої точки в нижнім положенні. У районі стелажа 4 розміщений підіймач 9 заготівок, виконаний у вигляді поздовжньої балки, встановленої перпендикулярно осям роликів 2 і 3 і розташований під ними. Поздовжня балка за допомогою системи важелів 10 шарнірно зчленована із приводом переміщення 11 у вертикальній площині. Форма виконання привода переміщення 11 для рішення поставленого завдання істотного значення не має, тому у формулі він названий у загальному вигляді. У цьому випадку віддана перевага виконанню привода переміщення у вигляді гідро 9 циліндра, як більш компактному. З поздовжньою балкою підіймача 9 жорстко зчленовані вертикальні L-подібні стійки 12. Кожна L-подібна стійка 12 у верхній частині виконана з вушками, з'єднаними між собою торцевою стінкою. З вушками кожної Lподібної стійки 12 шарнірно з'єднаний захоплювач 13. Кожний захоплювач 13 виготовлений з упорною поверхнею, призначеною для контакту з відповідною торцевою стійкою L-подібної стійки 12, що забезпечує горизонтальне розміщення приймальних поверхонь захоплювачів 13. Робота в районі машини безперервного лиття сортових по перекладанню заготівок відбувається наступним чином. Після відрізання на машині газового різання 1 заготівки мірної довжини (на кресленні показана тонко) перемикають приводні ролики 2 і 3 рольганга на підвищені швидкості і транспортують заготівку до контакту з упором 5, відключають приводи роликів 3, а приводи роликів 2 перемикають на швидкість, узгоджену зі швидкістю розливання. Включають привод 11 підіймача 9, який через систему важелів 10 переміщує нагору поздовжню балку з L-подібними стійками 12 і захоплювачами 13. Захоплювачі 13 приймальними поверхнями знімають заготівку з роликів 3, переміщуються у крайнє верхнє положення і зупиняються із заготівкою під горизонтальним настилом 8 стелажа 4. Після знімання заготівки з роликів 3 включають їхні приводи на швидкість, узгоджену зі швидкістю розливання. При цьому черговий злиток переміщується роликами 2 у район стелажа 4. Завдяки L-подібній формі виконання вертикальних стійок 12 чергова заготівка безперешкодно переміщується по роликах 3 при піднятих захоплювачах 13 підіймача 9. Включають привод повороту ложементів 6, які знімають заготівку із захоплювачів 13 підіймача 9 і перекладають її на горизонтальний настил 8 стелажа. Після знімання заготівки з підіймача 9 приводом 11 він опускається у нижнє положення, при цьому захоплювачі 13, торкаючись поверхні чергової заготівки, провертаються у вузлах шарнірних зчленувань, обходять заготівку і розміщуються нижче рівня роликів 3. Після обходу заготівки захоплювачі 13 під дією сил ваги повертаються у вузлах шарнірних зчленувань до контакту упорних 62567 10 поверхонь із відповідними торцевими стінками, при цьому їхні приймальні поверхні для заготівки займають горизонтальне положення. Приводом повороту ложементи 6 вертаються у вихідне положення. Після відрізання на машині газового різання 1 чергової заготівки від безперервно литого злитка, приводи роликів 2 і 3 перемикаються на підвищені швидкості і транспортують чергову заготівку до контакту з упором 5. Відключають приводи роликів 3 і приводи 11 через систему важелів 10, піднімають підіймач 9 з L-подібними стійками 12 і захоплювачами 13, які знімають чергову заготівку з роликів 3 рольганга, піднімають її і зупиняються із заготівкою під горизонтальним настилом 8. Включають привод повороту 7 ложементів 6, які знімають заготівку із захоплювачів 13 підіймача 9 і зупиняються із заготівкою під горизонтальним настилом 8 до завершення маніпуляцій штовхачем з попередньою заготівкою. Включають привод 11, який опускає підіймач 9 нижче роликів 3 рольганга, при цьому захоплювачі 13, провертаючись у шарнірах, обходять безперервно литий злиток, переміщуваний роликами 2 і 3, зі швидкістю, узгодженою зі швидкістю безперервного лиття. Для виключення контакту переднього кінця безперервно литого злитка, переміщуваного роликами 2, із захоплювачами 13 підіймача 9, що піднімаються, довжина рольганга перед стелажем визначається тільки часом підйому підіймача 9 і швидкістю розливання заготівок, тому що при знаходженні підіймача в крайньому верхньому положенні і при опусканні підіймача 9 злиток безперешкодно переміщається по роликах 3 рольганга в районі стелажа, і становить при згаданих вище параметрах 1,5 метра, що значно менше, ніж у прототипі, а це приводить до скорочення виробничих площ і зниженню капітальних витрат. Із усього вищевикладеного видно, що реалізація району машини безперервного лиття сортових заготівок, відповідно до формули корисної моделі, дозволяє розміщати заготівки на трьох горизонтальних рівнях один над іншим без поздовжнього зсуву, що приводить до скорочення ділянки роликового рольганга в проміжку між ріжучим пристроєм і стелажем для укладання заготівок і зниженню капітальних витрат. 11 62567 12 13 Комп’ютерна верстка А. Крижанівський 62567 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of displacement of billets in area of continuous casting machine and area of continuous casting machine
Автори англійськоюPtukha Serhii Viktorovych, Pluhatar Viktor Semenovych, Vlasenko Bohdan Vasyliovych, Pilhaiev Volodymyr Mykhailovych, Bilobrov Yurii Mykolaiovych, Yemchenko Andrii Valentynovych, Tsukanov Vladyslav Ivanovych
Назва патенту російськоюСпособ перекладывания сортовых заготовок в районе машины непрерывного литья заготовок и район машины непрерывного литья заготовок
Автори російськоюПтуха Сергей Викторович, Плугатар Виктор Семенович, Власенко Богдан Васильевич, Пильгаев Владимир Михайлович, Билобров Юрий Николаевич, Емченко Андрей Валентинович, Цуканов Владислав Иванович
МПК / Мітки
МПК: B22D 11/00
Мітки: лиття, заготівок, район, сортових, перекладання, районі, машини, безперервного, спосіб
Код посилання
<a href="https://ua.patents.su/7-62567-sposib-perekladannya-sortovikh-zagotivok-u-rajjoni-mashini-bezperervnogo-littya-zagotivok-i-rajjon-mashini-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок і район машини безперервного лиття заготівок</a>
Район машини безперервного лиття заготівок

Номер патенту: 52221
Опубліковано: 25.08.2010
Автори: Плугатар Віктор Семенович, Власенко Богдан Васильович, Білобров Юрій Миколайович, Птуха Сергій Вікторович
МПК: B22D 11/00
Мітки: район, машини, лиття, заготівок, безперервного
Формула / Реферат:
Район машини безперервного лиття заготівок, до складу якого входять, встановлений за ріжучим пристроєм, рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж та упор у районі стелажа, виконаного з горизонтальним настилом для сортових заготівок, і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок,...
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Вольвач Олександр Євгенійович, Смирнов Віктор Григорович, Титаренко Олександр Іванович, Попік Вадим Геннадійович, Калашников Андрій Анатолійович
МПК: B22D 11/04
Мітки: кристалізатор, лиття, машини, безперервного, заготівок
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Власенко Богдан Васильович, Плугатар Віктор Семенович, Петрусенко Віктор Андрійович
МПК: B22D 11/08, B22D 11/14
Мітки: підготовки, роботи, спосіб, машини, лиття, заготівок, безперервного
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Ділянка формування заготівок машини безперервного лиття
Номер патенту: 11496
Опубліковано: 15.12.2005
Автори: Плугатар Віктор Семенович, Тіунов Володимир Миколайович, Баначенков Володимир Геннадійович, Широкорад Сергій Іванович
МПК: B22D 11/08
Мітки: безперервного, формування, ділянка, машини, лиття, заготівок
Формула / Реферат:
Ділянка формування заготівок машини безперервного лиття, до складу якої входить затравка, що складається з головки і тіла, виконаного з жорстко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, та розміщені із кроком ролики зони вторинного охолодження, які утворюють дугу машини безперервного лиття, яка відрізняється тим, що між головкою затравки і тілом розміщена ділянка затравки, яка складається з ланок,...
Машина безперервного лиття заготівок

Номер патенту: 53773
Опубліковано: 25.10.2010
Автори: Плугатар Віктор Семенович, Власенко Богдан Васильович, Білобров Юрій Миколайович, Птуха Сергій Вікторович
МПК: B22D 11/00, B22D 11/08
Мітки: заготівок, машина, безперервного, лиття
Формула / Реферат:
Машина безперервного лиття заготівок, що включає встановлений за ріжучим пристроєм рольганг із приводними роликами і розміщений у його хвостовій частині стелаж для заготівок, прикріплений до фундаментних стійок, до яких приєднані вали з засобами знімання заготівок, виконаними у вигляді ложементів, розміщених у міжроликових проміжках рольганга, затравки і пристрої забирання затравки, кожен з яких містить встановлений у опорах вал, що несе...
Попередній патент: Ніжка протеза кульшового суглоба з функцією інтрамедулярного остеосинтезу конструкції доннді то
Наступний патент: Спосіб одержання соди – спосіб бена
Випадковий патент: Спосіб одержання трести з соломи льону олійного