Роликова секція машини безперервного лиття слябових заготівок
Номер патенту: 52219
Опубліковано: 25.08.2010
Автори: Плугатар Віктор Семенович, Білобров Юрій Миколайович, Птуха Сергій Вікторович

Формула / Реферат
Роликова секція машини безперервного лиття слябових заготівок, що містить напрямні ролики, розміщені у стаціонарній і приводній рамах, зв'язаних за допомогою чотирьох колон, прикріплених до стаціонарної рами, верхні частини яких розміщені у прорізах горизонтальних полиць привідної рами, а на кожній з колон розміщений стакан, який охоплюють пружний елемент і засіб його фіксації, а бурт стакана жорстко з'єднаний з гідравлічним засобом переміщення, і упори, циліндричні поверхні яких звернені до відповідного гідравлічного засобу переміщення привідної рами, а осі циліндричних поверхонь упорів розташовані паралельно осям напрямних роликів, яка відрізняється тим, що вона обладнана встановленими по осі кожної колони проставками, жорстко зчленованими з горизонтальними полицями привідної рами, кожна із проставок виконана із внутрішніми розточеннями, у яких вільно розташований стакан з буртом і пружними елементами, а згадані упори із циліндричними поверхнями розміщені між корпусами гідравлічних засобів переміщення рами та проставкою, при цьому прорізи горизонтальних полиць привідної рами виконані з розмірами, які забезпечують вільне розміщення в них засобів фіксації пружних елементів, а упори із циліндричними поверхнями жорстко зчленовані з проставкою.
Текст
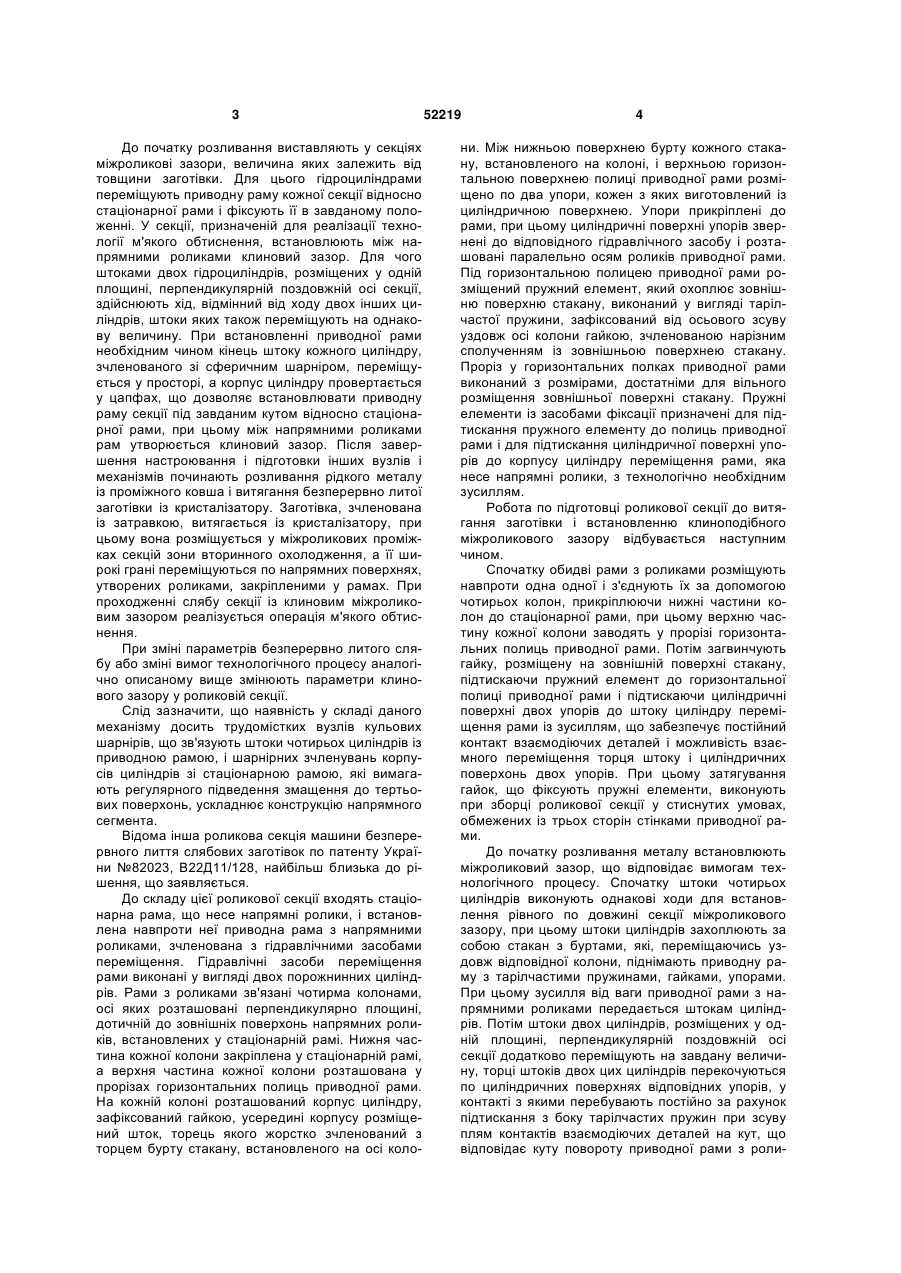
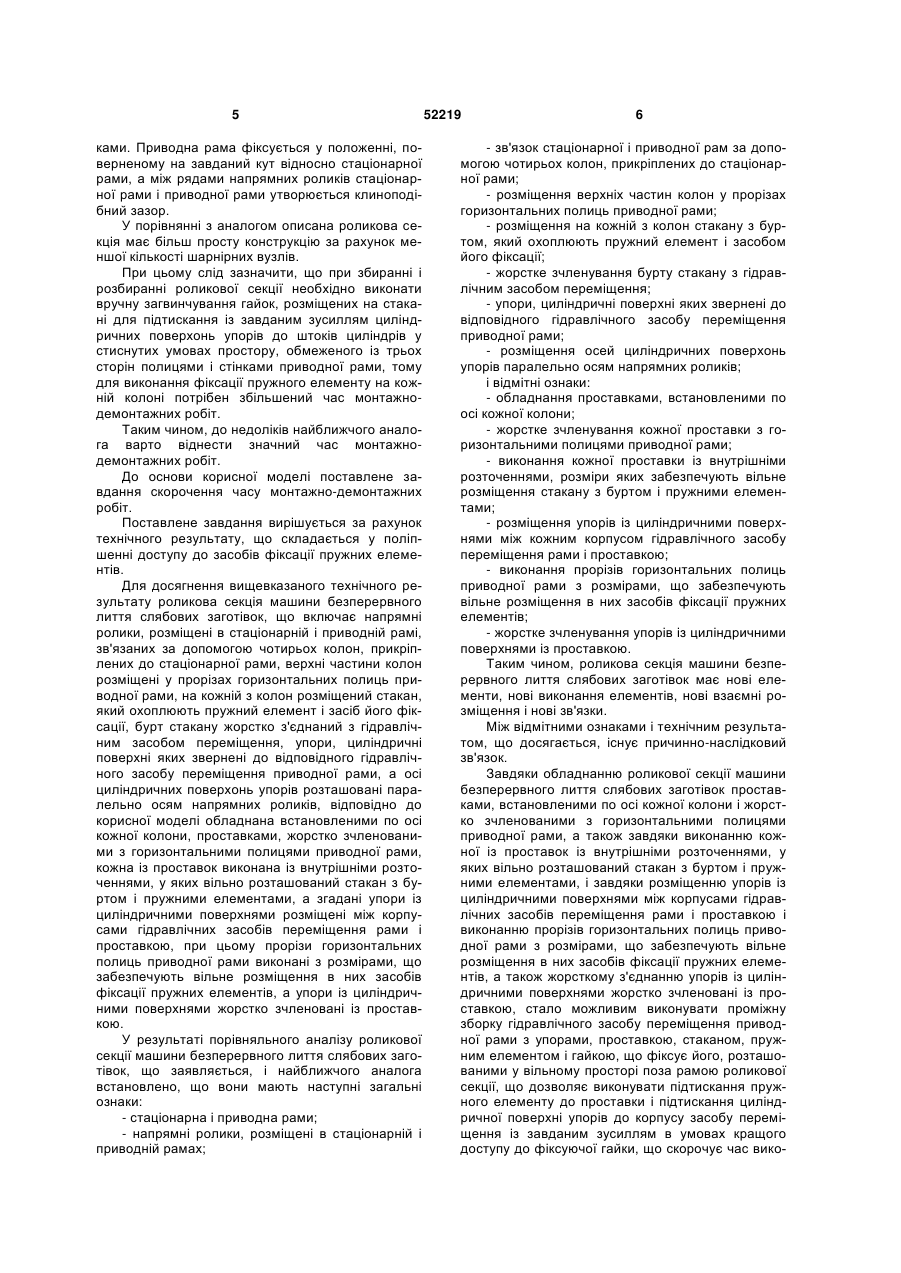
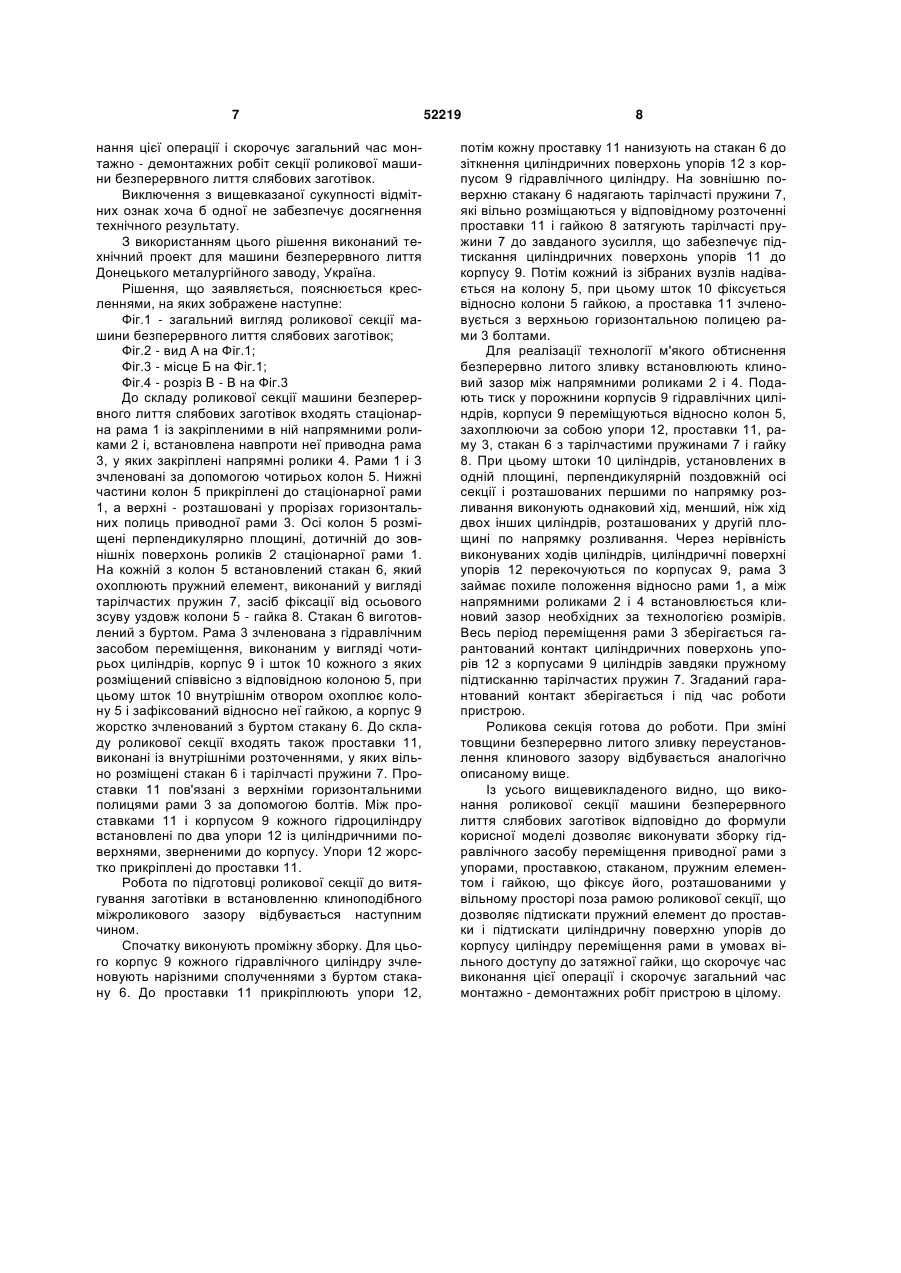
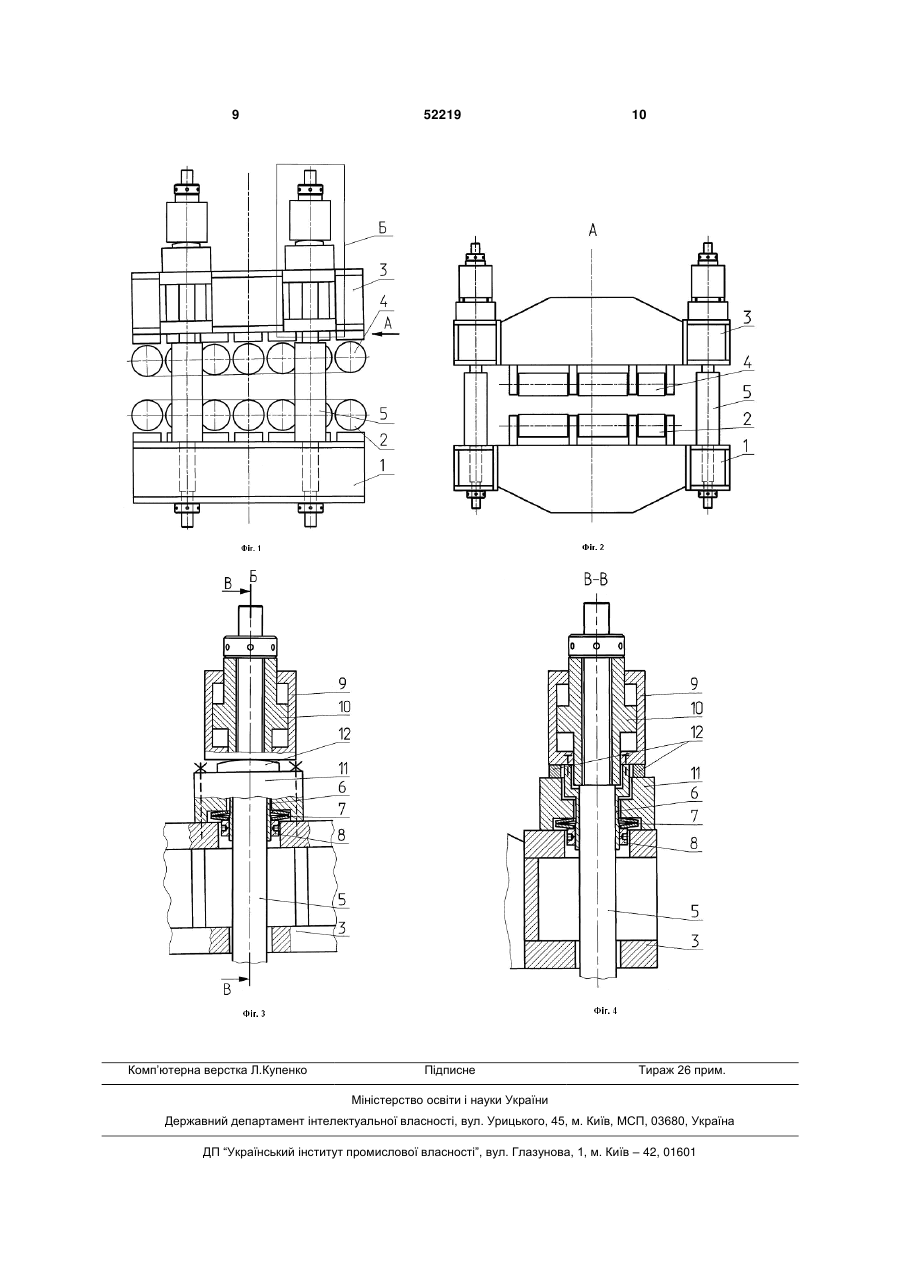
Роликова секція машини безперервного лиття слябових заготівок, що містить напрямні ролики, розміщені у стаціонарній і приводній рамах, зв'язаних за допомогою чотирьох колон, прикріплених до стаціонарної рами, верхні частини яких розміщені у прорізах горизонтальних полиць привідної рами, а на кожній з колон розміщений стакан, який охоплюють пружний елемент і засіб його фіксації, а бурт стакана жорстко з'єднаний з гідравлічним 3 До початку розливання виставляють у секціях міжроликові зазори, величина яких залежить від товщини заготівки. Для цього гідроциліндрами переміщують приводну раму кожної секції відносно стаціонарної рами і фіксують її в завданому положенні. У секції, призначеній для реалізації технології м'якого обтиснення, встановлюють між напрямними роликами клиновий зазор. Для чого штоками двох гідроциліндрів, розміщених у одній площині, перпендикулярній поздовжній осі секції, здійснюють хід, відмінний від ходу двох інших циліндрів, штоки яких також переміщують на однакову величину. При встановленні приводної рами необхідним чином кінець штоку кожного циліндру, зчленованого зі сферичним шарніром, переміщується у просторі, а корпус циліндру провертається у цапфах, що дозволяє встановлювати приводну раму секції під завданим кутом відносно стаціонарної рами, при цьому між напрямними роликами рам утворюється клиновий зазор. Після завершення настроювання і підготовки інших вузлів і механізмів починають розливання рідкого металу із проміжного ковша і витягання безперервно литої заготівки із кристалізатору. Заготівка, зчленована із затравкою, витягається із кристалізатору, при цьому вона розміщується у міжроликових проміжках секцій зони вторинного охолодження, а її широкі грані переміщуються по напрямних поверхнях, утворених роликами, закріпленими у рамах. При проходженні слябу секції із клиновим міжроликовим зазором реалізується операція м'якого обтиснення. При зміні параметрів безперервно литого слябу або зміні вимог технологічного процесу аналогічно описаному вище змінюють параметри клинового зазору у роликовій секції. Слід зазначити, що наявність у складі даного механізму досить трудомістких вузлів кульових шарнірів, що зв'язують штоки чотирьох циліндрів із приводною рамою, і шарнірних зчленувань корпусів циліндрів зі стаціонарною рамою, які вимагають регулярного підведення змащення до тертьових поверхонь, ускладнює конструкцію напрямного сегмента. Відома інша роликова секція машини безперервного лиття слябових заготівок по патенту України №82023, В22Д11/128, найбільш близька до рішення, що заявляється. До складу цієї роликової секції входять стаціонарна рама, що несе напрямні ролики, і встановлена навпроти неї приводна рама з напрямними роликами, зчленована з гідравлічними засобами переміщення. Гідравлічні засоби переміщення рами виконані у вигляді двох порожнинних циліндрів. Рами з роликами зв'язані чотирма колонами, осі яких розташовані перпендикулярно площині, дотичній до зовнішніх поверхонь напрямних роликів, встановлених у стаціонарній рамі. Нижня частина кожної колони закріплена у стаціонарній рамі, а верхня частина кожної колони розташована у прорізах горизонтальних полиць приводної рами. На кожній колоні розташований корпус циліндру, зафіксований гайкою, усередині корпусу розміщений шток, торець якого жорстко зчленований з торцем бурту стакану, встановленого на осі коло 52219 4 ни. Між нижньою поверхнею бурту кожного стакану, встановленого на колоні, і верхньою горизонтальною поверхнею полиці приводної рами розміщено по два упори, кожен з яких виготовлений із циліндричною поверхнею. Упори прикріплені до рами, при цьому циліндричні поверхні упорів звернені до відповідного гідравлічного засобу і розташовані паралельно осям роликів приводної рами. Під горизонтальною полицею приводної рами розміщений пружний елемент, який охоплює зовнішню поверхню стакану, виконаний у вигляді тарілчастої пружини, зафіксований від осьового зсуву уздовж осі колони гайкою, зчленованою нарізним сполученням із зовнішньою поверхнею стакану. Проріз у горизонтальних полках приводної рами виконаний з розмірами, достатніми для вільного розміщення зовнішньої поверхні стакану. Пружні елементи із засобами фіксації призначені для підтискання пружного елементу до полиць приводної рами і для підтискання циліндричної поверхні упорів до корпусу циліндру переміщення рами, яка несе напрямні ролики, з технологічно необхідним зусиллям. Робота по підготовці роликової секції до витягання заготівки і встановленню клиноподібного міжроликового зазору відбувається наступним чином. Спочатку обидві рами з роликами розміщують навпроти одна одної і з'єднують їх за допомогою чотирьох колон, прикріплюючи нижні частини колон до стаціонарної рами, при цьому верхню частину кожної колони заводять у прорізі горизонтальних полиць приводної рами. Потім загвинчують гайку, розміщену на зовнішній поверхні стакану, підтискаючи пружний елемент до горизонтальної полиці приводної рами і підтискаючи циліндричні поверхні двох упорів до штоку циліндру переміщення рами із зусиллям, що забезпечує постійний контакт взаємодіючих деталей і можливість взаємного переміщення торця штоку і циліндричних поверхонь двох упорів. При цьому затягування гайок, що фіксують пружні елементи, виконують при зборці роликової секції у стиснутих умовах, обмежених із трьох сторін стінками приводної рами. До початку розливання металу встановлюють міжроликовий зазор, що відповідає вимогам технологічного процесу. Спочатку штоки чотирьох циліндрів виконують однакові ходи для встановлення рівного по довжині секції міжроликового зазору, при цьому штоки циліндрів захоплюють за собою стакан з буртами, які, переміщаючись уздовж відповідної колони, піднімають приводну раму з тарілчастими пружинами, гайками, упорами. При цьому зусилля від ваги приводної рами з напрямними роликами передається штокам циліндрів. Потім штоки двох циліндрів, розміщених у одній площині, перпендикулярній поздовжній осі секції додатково переміщують на завдану величину, торці штоків двох цих циліндрів перекочуються по циліндричних поверхнях відповідних упорів, у контакті з якими перебувають постійно за рахунок підтискання з боку тарілчастих пружин при зсуву плям контактів взаємодіючих деталей на кут, що відповідає куту повороту приводної рами з роли 5 ками. Приводна рама фіксується у положенні, поверненому на завданий кут відносно стаціонарної рами, а між рядами напрямних роликів стаціонарної рами і приводної рами утворюється клиноподібний зазор. У порівнянні з аналогом описана роликова секція має більш просту конструкцію за рахунок меншої кількості шарнірних вузлів. При цьому слід зазначити, що при збиранні і розбиранні роликової секції необхідно виконати вручну загвинчування гайок, розміщених на стакані для підтискання із завданим зусиллям циліндричних поверхонь упорів до штоків циліндрів у стиснутих умовах простору, обмеженого із трьох сторін полицями і стінками приводної рами, тому для виконання фіксації пружного елементу на кожній колоні потрібен збільшений час монтажнодемонтажних робіт. Таким чином, до недоліків найближчого аналога варто віднести значний час монтажнодемонтажних робіт. До основи корисної моделі поставлене завдання скорочення часу монтажно-демонтажних робіт. Поставлене завдання вирішується за рахунок технічного результату, що складається у поліпшенні доступу до засобів фіксації пружних елементів. Для досягнення вищевказаного технічного результату роликова секція машини безперервного лиття слябових заготівок, що включає напрямні ролики, розміщені в стаціонарній і приводній рамі, зв'язаних за допомогою чотирьох колон, прикріплених до стаціонарної рами, верхні частини колон розміщені у прорізах горизонтальних полиць приводної рами, на кожній з колон розміщений стакан, який охоплюють пружний елемент і засіб його фіксації, бурт стакану жорстко з'єднаний з гідравлічним засобом переміщення, упори, циліндричні поверхні яких звернені до відповідного гідравлічного засобу переміщення приводної рами, а осі циліндричних поверхонь упорів розташовані паралельно осям напрямних роликів, відповідно до корисної моделі обладнана встановленими по осі кожної колони, проставками, жорстко зчленованими з горизонтальними полицями приводної рами, кожна із проставок виконана із внутрішніми розточеннями, у яких вільно розташований стакан з буртом і пружними елементами, а згадані упори із циліндричними поверхнями розміщені між корпусами гідравлічних засобів переміщення рами і проставкою, при цьому прорізи горизонтальних полиць приводної рами виконані з розмірами, що забезпечують вільне розміщення в них засобів фіксації пружних елементів, а упори із циліндричними поверхнями жорстко зчленовані із проставкою. У результаті порівняльного аналізу роликової секції машини безперервного лиття слябових заготівок, що заявляється, і найближчого аналога встановлено, що вони мають наступні загальні ознаки: - стаціонарна і приводна рами; - напрямні ролики, розміщені в стаціонарній і приводній рамах; 52219 6 - зв'язок стаціонарної і приводної рам за допомогою чотирьох колон, прикріплених до стаціонарної рами; - розміщення верхніх частин колон у прорізах горизонтальних полиць приводної рами; - розміщення на кожній з колон стакану з буртом, який охоплюють пружний елемент і засобом його фіксації; - жорстке зчленування бурту стакану з гідравлічним засобом переміщення; - упори, циліндричні поверхні яких звернені до відповідного гідравлічного засобу переміщення приводної рами; - розміщення осей циліндричних поверхонь упорів паралельно осям напрямних роликів; і відмітні ознаки: - обладнання проставками, встановленими по осі кожної колони; - жорстке зчленування кожної проставки з горизонтальними полицями приводної рами; - виконання кожної проставки із внутрішніми розточеннями, розміри яких забезпечують вільне розміщення стакану з буртом і пружними елементами; - розміщення упорів із циліндричними поверхнями між кожним корпусом гідравлічного засобу переміщення рами і проставкою; - виконання прорізів горизонтальних полиць приводної рами з розмірами, що забезпечують вільне розміщення в них засобів фіксації пружних елементів; - жорстке зчленування упорів із циліндричними поверхнями із проставкою. Таким чином, роликова секція машини безперервного лиття слябових заготівок має нові елементи, нові виконання елементів, нові взаємні розміщення і нові зв'язки. Між відмітними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки обладнанню роликової секції машини безперервного лиття слябових заготівок проставками, встановленими по осі кожної колони і жорстко зчленованими з горизонтальними полицями приводної рами, а також завдяки виконанню кожної із проставок із внутрішніми розточеннями, у яких вільно розташований стакан з буртом і пружними елементами, і завдяки розміщенню упорів із циліндричними поверхнями між корпусами гідравлічних засобів переміщення рами і проставкою і виконанню прорізів горизонтальних полиць приводної рами з розмірами, що забезпечують вільне розміщення в них засобів фіксації пружних елементів, а також жорсткому з'єднанню упорів із циліндричними поверхнями жорстко зчленовані із проставкою, стало можливим виконувати проміжну зборку гідравлічного засобу переміщення приводної рами з упорами, проставкою, стаканом, пружним елементом і гайкою, що фіксує його, розташованими у вільному просторі поза рамою роликової секції, що дозволяє виконувати підтискання пружного елементу до проставки і підтискання циліндричної поверхні упорів до корпусу засобу переміщення із завданим зусиллям в умовах кращого доступу до фіксуючої гайки, що скорочує час вико 7 нання цієї операції і скорочує загальний час монтажно - демонтажних робіт секції роликової машини безперервного лиття слябових заготівок. Виключення з вищевказаної сукупності відмітних ознак хоча б одної не забезпечує досягнення технічного результату. З використанням цього рішення виконаний технічний проект для машини безперервного лиття Донецького металургійного заводу, Україна. Рішення, що заявляється, пояснюється кресленнями, на яких зображене наступне: Фіг.1 - загальний вигляд роликової секції машини безперервного лиття слябових заготівок; Фіг.2 - вид А на Фіг.1; Фіг.3 - місце Б на Фіг.1; Фіг.4 - розріз В - В на Фіг.3 До складу роликової секції машини безперервного лиття слябових заготівок входять стаціонарна рама 1 із закріпленими в ній напрямними роликами 2 і, встановлена навпроти неї приводна рама 3, у яких закріплені напрямні ролики 4. Рами 1 і 3 зчленовані за допомогою чотирьох колон 5. Нижні частини колон 5 прикріплені до стаціонарної рами 1, а верхні - розташовані у прорізах горизонтальних полиць приводної рами 3. Осі колон 5 розміщені перпендикулярно площині, дотичній до зовнішніх поверхонь роликів 2 стаціонарної рами 1. На кожній з колон 5 встановлений стакан 6, який охоплюють пружний елемент, виконаний у вигляді тарілчастих пружин 7, засіб фіксації від осьового зсуву уздовж колони 5 - гайка 8. Стакан 6 виготовлений з буртом. Рама 3 зчленована з гідравлічним засобом переміщення, виконаним у вигляді чотирьох циліндрів, корпус 9 і шток 10 кожного з яких розміщений співвісно з відповідною колоною 5, при цьому шток 10 внутрішнім отвором охоплює колону 5 і зафіксований відносно неї гайкою, а корпус 9 жорстко зчленований з буртом стакану 6. До складу роликової секції входять також проставки 11, виконані із внутрішніми розточеннями, у яких вільно розміщені стакан 6 і тарілчасті пружини 7. Проставки 11 пов'язані з верхніми горизонтальними полицями рами 3 за допомогою болтів. Між проставками 11 і корпусом 9 кожного гідроциліндру встановлені по два упори 12 із циліндричними поверхнями, зверненими до корпусу. Упори 12 жорстко прикріплені до проставки 11. Робота по підготовці роликової секції до витягування заготівки в встановленню клиноподібного міжроликового зазору відбувається наступним чином. Спочатку виконують проміжну зборку. Для цього корпус 9 кожного гідравлічного циліндру зчленовують нарізними сполученнями з буртом стакану 6. До проставки 11 прикріплюють упори 12, 52219 8 потім кожну проставку 11 нанизують на стакан 6 до зіткнення циліндричних поверхонь упорів 12 з корпусом 9 гідравлічного циліндру. На зовнішню поверхню стакану 6 надягають тарілчасті пружини 7, які вільно розміщаються у відповідному розточенні проставки 11 і гайкою 8 затягують тарілчасті пружини 7 до завданого зусилля, що забезпечує підтискання циліндричних поверхонь упорів 11 до корпусу 9. Потім кожний із зібраних вузлів надівається на колону 5, при цьому шток 10 фіксується відносно колони 5 гайкою, а проставка 11 зчленовується з верхньою горизонтальною полицею рами 3 болтами. Для реалізації технології м'якого обтиснення безперервно литого зливку встановлюють клиновий зазор між напрямними роликами 2 і 4. Подають тиск у порожнини корпусів 9 гідравлічних циліндрів, корпуси 9 переміщуються відносно колон 5, захоплюючи за собою упори 12, проставки 11, раму 3, стакан 6 з тарілчастими пружинами 7 і гайку 8. При цьому штоки 10 циліндрів, установлених в одній площині, перпендикулярній поздовжній осі секції і розташованих першими по напрямку розливання виконують однаковий хід, менший, ніж хід двох інших циліндрів, розташованих у другій площині по напрямку розливання. Через нерівність виконуваних ходів циліндрів, циліндричні поверхні упорів 12 перекочуються по корпусах 9, рама 3 займає похиле положення відносно рами 1, а між напрямними роликами 2 і 4 встановлюється клиновий зазор необхідних за технологією розмірів. Весь період переміщення рами 3 зберігається гарантований контакт циліндричних поверхонь упорів 12 з корпусами 9 циліндрів завдяки пружному підтисканню тарілчастих пружин 7. Згаданий гарантований контакт зберігається і під час роботи пристрою. Роликова секція готова до роботи. При зміні товщини безперервно литого зливку переустановлення клинового зазору відбувається аналогічно описаному вище. Із усього вищевикладеного видно, що виконання роликової секції машини безперервного лиття слябових заготівок відповідно до формули корисної моделі дозволяє виконувати зборку гідравлічного засобу переміщення приводної рами з упорами, проставкою, стаканом, пружним елементом і гайкою, що фіксує його, розташованими у вільному просторі поза рамою роликової секції, що дозволяє підтискати пружний елемент до проставки і підтискати циліндричну поверхню упорів до корпусу циліндру переміщення рами в умовах вільного доступу до затяжної гайки, що скорочує час виконання цієї операції і скорочує загальний час монтажно - демонтажних робіт пристрою в цілому. 9 Комп’ютерна верстка Л.Купенко 52219 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller section of continuous casting machine of slab billets
Автори англійськоюPtukha Serhii Viktorovych, Pluhatar Viktor Semenovych, Bilobrov Yurii Mykolaiovych
Назва патенту російськоюРоликовая секция машины непрерывного литья слябовых заготовок
Автори російськоюПтуха Сергей Викторович, Плугатар Виктор Семенович, Билобров Юрий Николаевич
МПК / Мітки
МПК: B22D 11/128
Мітки: роликова, машини, слябових, лиття, безперервного, заготівок, секція
Код посилання
<a href="https://ua.patents.su/5-52219-rolikova-sekciya-mashini-bezperervnogo-littya-slyabovikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Роликова секція машини безперервного лиття слябових заготівок</a>
Роликова секція машини безперервного лиття слябових заготівок
Номер патенту: 82023
Опубліковано: 25.02.2008
Автори: Плугатар Віктор Семенович, Птуха Сергій Вікторович, Гордієнко Олександр Володимирович, Білобров Юрій Миколайович, Петрусенко Віктор Андрійович
МПК: B22D 11/20, B22D 11/12, B22D 11/128
Мітки: лиття, слябових, роликова, заготівок, секція, машини, безперервного
Формула / Реферат:
Роликова секція машини безперервного лиття слябових заготівок, що включає встановлені з регульованим зазором напрямні ролики, розміщені в стаціонарній рамі і приводній рамі, зчленованій з гідравлічними засобами її переміщення, виконаними у вигляді корпусів з розміщеними в них штоками, та чотири колони, встановлені перпендикулярно до стаціонарної рами і прикріплені нижніми частинами до неї, а верхніми частинами розташовані в прорізах...
Кристалізатор машини безперервного лиття слябових заготівок

Номер патенту: 82616
Опубліковано: 25.04.2008
Автори: Реука Юрій Юрійович, Чижик Володимир Васильович, Плугатар Віктор Семенович, Грибанов Олексій Вячеславович, Романенко Віталій Володимирович, Резников Віктор Іванович, Білобров Юрій Миколайович, Калашников Андрій Анатолійович
МПК: B22D 11/04
Мітки: слябових, заготівок, кристалізатор, безперервного, лиття, машини
Формула / Реферат:
Кристалізатор машини безперервного лиття слябових заготівок, що включає корпус з широкими та вузькими мідними стінками, останні з яких виконані зі зносостійкими вставками, встановленими в нижній частині стінок, який відрізняється тим, що на кожній вузькій стінці розміщено по дві зносостійкі вставки, кожна з яких виготовлена із шириною,де: В – ширина вузької...
Ділянка формування заготівок машини безперервного лиття
Номер патенту: 82270
Опубліковано: 25.03.2008
Автори: Чижик Володимир Васильович, Козлов Павло Миколайович, Фоменко Юрій Вікторович, Кочин Леонід Павлович, Плугатар Віктор Семенович, Цибулько Анатолій Євгенійович
МПК: B22D 11/053, B22D 11/04
Мітки: заготівок, машини, ділянка, лиття, формування, безперервного
Формула / Реферат:
Ділянка формування заготівок машини безперервного лиття, яка включає кристалізатор з базовою стінкою, встановлений на привідній рамі, з’єднаний з приводом хитання, стаціонарну основу та напрямний пристрій, яка відрізняється тим, що напрямний пристрій виконаний у вигляді гнучких попередньо розтягнутих елементів, пружної опори і двох гідростатичних опор, розміщених по різні сторони від приводної рами, рознесених по вертикалі, кожна з яких...
Вертикальна машина безперервного лиття заготівок

Номер патенту: 49005
Опубліковано: 12.04.2010
Автори: Кашанський Дмитро Анатолійович, Пільгаєв Володимир Михайлович, Плугатар Віктор Семенович, Железняк Віктор Вікторович, Ісаков Микола Іванович
МПК: B22D 11/12
Мітки: безперервного, вертикальна, лиття, машина, заготівок
Формула / Реферат:
1. Вертикальна машина безперервного лиття заготівок, що містить роликові секції зони вторинного охолодження, вертикальну напрямну раму з упорами і механізмами фіксації секцій, а також засоби для перевалки роликових секцій, що містять напрямні рейки і ковзанки, яка відрізняється тим, що кожний засіб для перевалки роликової секції оснащений механізмом хитання напрямних рейок, а сам засіб для перевалки виконано у вигляді П-подібного повідного...
Кристалізатор машини безперервного лиття заготівок

Номер патенту: 51726
Опубліковано: 26.07.2010
Автори: Резников Віктор Іванович, Волошин Олексій Іванович, Білобров Юрій Миколайович, Калашников Андрій Анатолійович, Кирпичніков Сергій Петрович, Романенко Віталій Володимирович
МПК: B22D 11/04
Мітки: кристалізатор, лиття, заготівок, безперервного, машини
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, до складу якого входять стаціонарна рама з базовою широкою мідною стінкою, рухома рама із установленою на ній широкою мідною стінкою та розміщені між широкими стінками вузькі торцеві мідні стінки, а також два механізми настроювання базової широкої стінки, кожний з яких має ексцентриковий вал з ексцентриситетом і...
Попередній патент: Піднімально-поворотний стенд для сталерозливальних ковшів
Наступний патент: Спосіб стимуляції родів у самок сільськогосподарських тварин
Випадковий патент: Випромінювач акустичний свердловинний