Спосіб використання детонаційної шихти для зміцнення відновлювального шару деталей
Номер патенту: 98213
Опубліковано: 27.04.2015
Автори: Скобло Тамара Семенівна, Сідашенко Олександр Іванович, Марков Олександр Вікторович, Гончаренко Олександр Олексійович, Афанасьєв Володимир Володимирович

Формула / Реферат
1. Спосіб модифікування робочої поверхні при відновленні деталей наплавленням з використанням легуючої суміші, який відрізняється тим, що для підвищення зносостійкості та додатково для підвищення корозійної стійкості робочого шару використовують детонаційну шихту та перед її використанням розподіляють за фракціями і вводять разом із дротом.
2. Спосіб за п. 1, який відрізняється тим, що детонаційну шихту розподіляють на магнітну і немагнітну фракції та використовують останню.
3. Спосіб за п. 1, який відрізняється тим, що для модифікування використовують дисперсну немагнітну фракцію з розміром порошку до 20 мкм, яку додають у кількості 0,5-0,7 % від маси наплавлювального дроту.
Текст
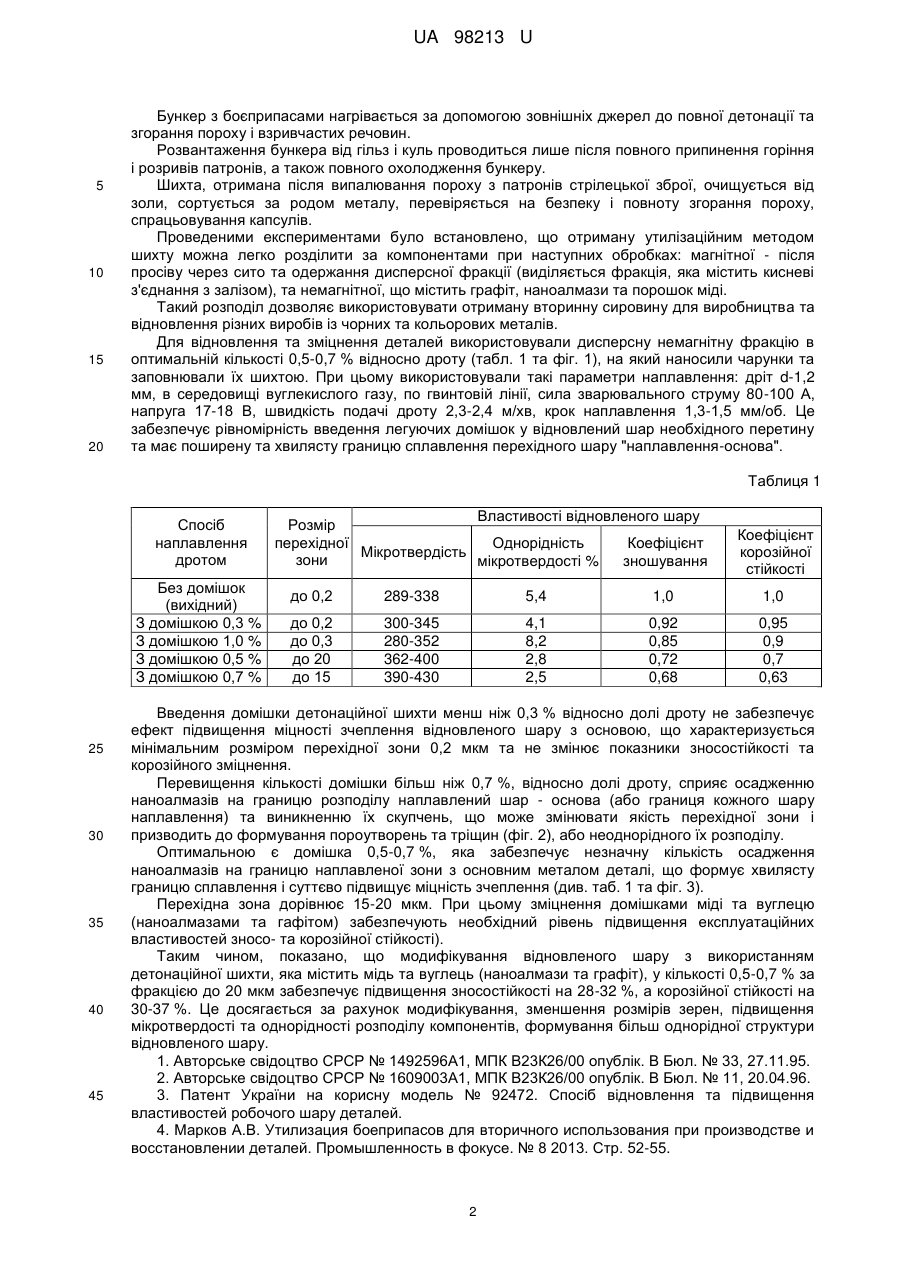
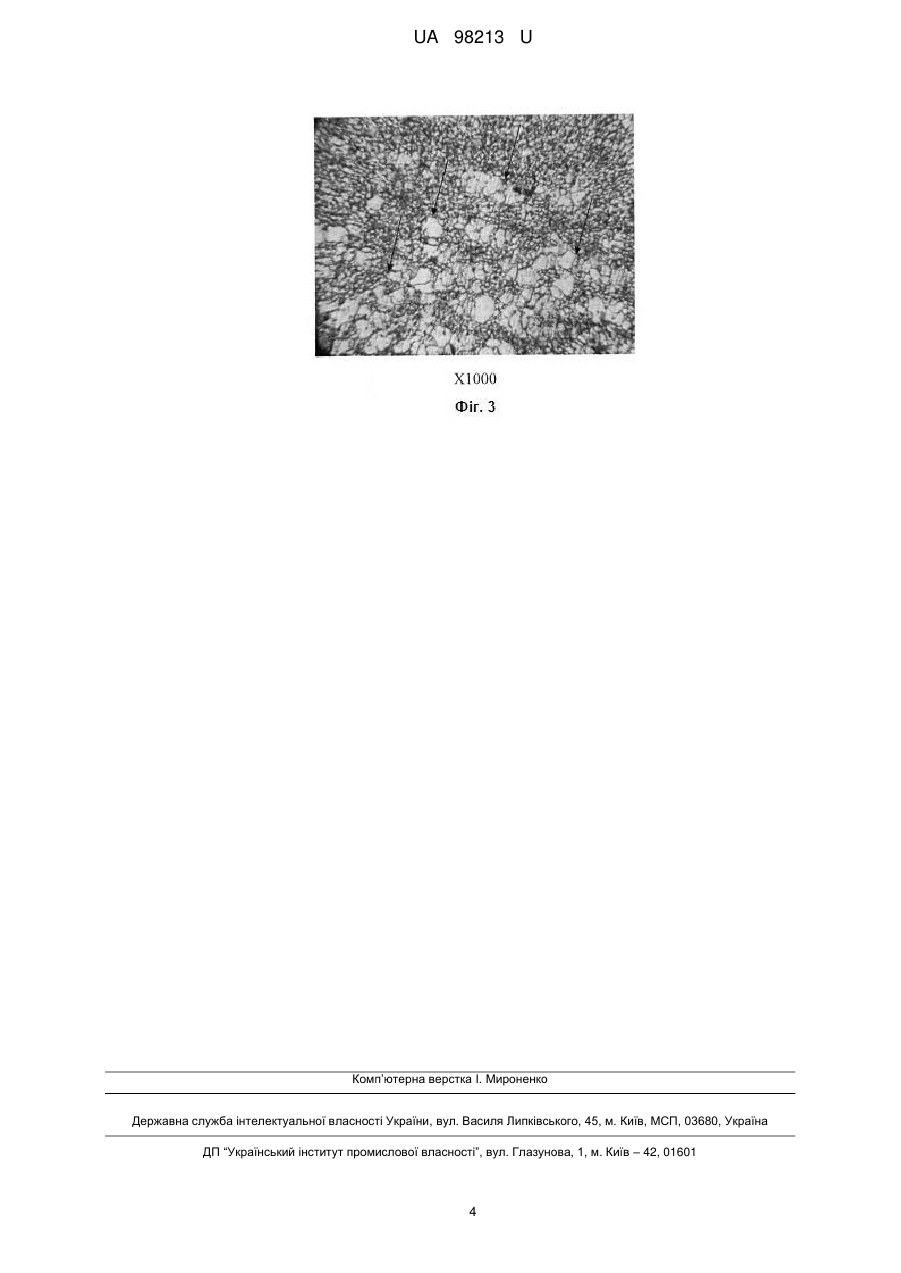
Реферат: Спосіб використання детонаційної шихти для зміцнення шару деталей, яку перед її використанням розподіляють за фракціями і вводять разом із дротом. UA 98213 U (54) СПОСІБ ВИКОРИСТАННЯ ДЕТОНАЦІЙНОЇ ШИХТИ ДЛЯ ЗМІЦНЕННЯ ВІДНОВЛЮВАЛЬНОГО ШАРУ ДЕТАЛЕЙ UA 98213 U UA 98213 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до машинобудування, а саме до відновлення зношених деталей наплавленням, зокрема для автоматичного і напівавтоматичного процесу і може бути використана для зміцнення цих поверхонь при нанесенні покриття. Є актуальним відновлення деталей, особливо схильних до підвищеного зносу та корозійного руйнування. Це можливо досягти додатковим легуванням та модифікуванням. Як легуючі домішки використовують різноманітні порошкові композиції, які вводять в наплавлений шар при відновленні деталей різноманітними методами. Серед них найбільш поширеними є порошкові дроти або переплав шлікерних покриттів, які наносяться на деталі або входять до легованих порошкових дротів. Використання таких домішок вимагає спеціального виробництва різноманітних за призначенням матеріалів, що призводить до значних трудових та енергетичних витрат, пов'язаних з їх виготовленням. Найбільш ефективним та малозатратним для легування та модифікування металу є використання вторинної сировина (шлаки металургійного виробництва, зольні відходи, які одержують при спалюванні вугілля на теплоелектростанціях та детонаційна шихта від утилізації боєприпасів), яка має різноманітні компоненти та при додаванні її у відновлювальний шар може забезпечити необхідний комплекс експлуатаційних властивостей. Відомо спосіб модифікації робочих поверхонь деталей, що включає нанесення легуючого покриття у вигляді обмазки, дію на нього лазерним випромінюванням [1]. При цьому на оброблювану поверхню наносять легуючий матеріал у вигляді обмазки, а потім її покривають легкоплавким сплавом та оброблюють лазерним випромінюванням, яке здійснюють паралельно оброблювальній поверхні через капілярний шар рідини і скло, нагріваючи поверхню до температури, рівної зернограничному плавленню матеріалу виробу. Недоліком цього способу є: складність в управлінні технологічним процесом, велика витрата легуючого порошку для досягнення необхідної якості оброблюваної поверхні, неоднорідність сформованої структури, неможливість якісної обробки деталей типу тіл обертання та малий по перетину шар, який відновлюється. Також відомо спосіб лазерного наплавлення [2], при якому на оброблювальну поверхню наносять порошок з питомою вагою, меншою питомої ваги матеріалу оброблювальної поверхні, при цьому мінімальний розмір частинок порошку рівний 20 мкм, а зв'язка при співвідношенні їх об'ємів дорівнює (10:1)-(1:1). В цьому випадку максимальна товщина шару порошку досягає 5-ти розмірів його частинок, а глибина проплавлення не перевищує 2,5 мм. Недоліком вказаного способу є низька корозійна стійкість та протиабразивного зносу внаслідок появи непокритих керамічними частинками ділянок і утворення шпар через значне вигорання цього матеріалу в обмазці. Крім того відновлений шар не перевищує 1,0 мм. Найближчим до рішення поставленої задачі, є суміш, яку вводять для нанесення покриття наплавленням, що включає основний дріт з яким додатково додають наноалмази [3]. Недоліком цього методу є те, що ця композиція, яка вводиться у наплавлений шар не захищає від впливу корозійного середовища, а тільки забезпечує зносостійкість деталей. В основу корисної моделі поставлена задача використання такої порошкової композиції для нанесення покриття, яка б мала близький склад з компонентів до відновлювальної деталі та зміцнюючого сплаву, забезпечувала підвищену корозійну - та зносостійкість відновлювальних поверхонь деталей машин. Поставлену задачу вирішували тим, що, згідно корисної моделі, використовували немагнітну детонаційну шихту розміром зерен до 20 мкм від утилізованих патронів та додатково додавали її при наплавленні дротом, на прикладі Св06 × 19Н9Т, у наступному співвідношенні мас. %: зміцнююча домішка 0,5-0,7 % основа дріт Св06 × 19Н9Т решта. При цьому вміст компонентів в зміцнюючій домішці складає, мас. %: Сu 3,14 % С 7% решта Fe. При цьому вміст міді в наплавленому шарі максимально досягає 0,2 %. Така порошкова шихта одержана шляхом утилізації [4] патронів стрілецької зброї, піротехнічних засобів, основних і додаткових зарядів до мінометних пострілів, а також інших боєприпасів, які споряджені порохами, що належать до непридатних та небезпечних у подальшому використанні. 3 Спалювання пороху проводиться в металевому бункері об'ємом 1 м . Завантаження патронів стрілецької зброї у бункер проводиться по жолобу. Запальні (основні) заряди до них, сигнальні та освітлювальні патрони укладаються зв'язаними в пачки по 10-12 шт. 1 UA 98213 U 5 10 15 20 Бункер з боєприпасами нагрівається за допомогою зовнішніх джерел до повної детонації та згорання пороху і взривчастих речовин. Розвантаження бункера від гільз і куль проводиться лише після повного припинення горіння і розривів патронів, а також повного охолодження бункеру. Шихта, отримана після випалювання пороху з патронів стрілецької зброї, очищується від золи, сортується за родом металу, перевіряється на безпеку і повноту згорання пороху, спрацьовування капсулів. Проведеними експериментами було встановлено, що отриману утилізаційним методом шихту можна легко розділити за компонентами при наступних обробках: магнітної - після просіву через сито та одержання дисперсної фракції (виділяється фракція, яка містить кисневі з'єднання з залізом), та немагнітної, що містить графіт, наноалмази та порошок міді. Такий розподіл дозволяє використовувати отриману вторинну сировину для виробництва та відновлення різних виробів із чорних та кольорових металів. Для відновлення та зміцнення деталей використовували дисперсну немагнітну фракцію в оптимальній кількості 0,5-0,7 % відносно дроту (табл. 1 та фіг. 1), на який наносили чарунки та заповнювали їх шихтою. При цьому використовували такі параметри наплавлення: дріт d-1,2 мм, в середовищі вуглекислого газу, по гвинтовій лінії, сила зварювального струму 80-100 А, напруга 17-18 В, швидкість подачі дроту 2,3-2,4 м/хв, крок наплавлення 1,3-1,5 мм/об. Це забезпечує рівномірність введення легуючих домішок у відновлений шар необхідного перетину та має поширену та хвилясту границю сплавлення перехідного шару "наплавлення-основа". Таблиця 1 Спосіб наплавлення дротом Без домішок (вихідний) З домішкою 0,3 % З домішкою 1,0 % З домішкою 0,5 % З домішкою 0,7 % 25 30 35 40 45 Властивості відновленого шару Розмір перехідної Однорідність Коефіцієнт Мікротвердість зони мікротвердості % зношування Коефіцієнт корозійної стійкості до 0,2 289-338 5,4 1,0 1,0 до 0,2 до 0,3 до 20 до 15 300-345 280-352 362-400 390-430 4,1 8,2 2,8 2,5 0,92 0,85 0,72 0,68 0,95 0,9 0,7 0,63 Введення домішки детонаційної шихти менш ніж 0,3 % відносно долі дроту не забезпечує ефект підвищення міцності зчеплення відновленого шару з основою, що характеризується мінімальним розміром перехідної зони 0,2 мкм та не змінює показники зносостійкості та корозійного зміцнення. Перевищення кількості домішки більш ніж 0,7 %, відносно долі дроту, сприяє осадженню наноалмазів на границю розподілу наплавлений шар - основа (або границя кожного шару наплавлення) та виникненню їх скупчень, що може змінювати якість перехідної зони і призводить до формування пороутворень та тріщин (фіг. 2), або неоднорідного їх розподілу. Оптимальною є домішка 0,5-0,7 %, яка забезпечує незначну кількість осадження наноалмазів на границю наплавленої зони з основним металом деталі, що формує хвилясту границю сплавлення і суттєво підвищує міцність зчеплення (див. таб. 1 та фіг. 3). Перехідна зона дорівнює 15-20 мкм. При цьому зміцнення домішками міді та вуглецю (наноалмазами та гафітом) забезпечують необхідний рівень підвищення експлуатаційних властивостей зносо- та корозійної стійкості). Таким чином, показано, що модифікування відновленого шару з використанням детонаційної шихти, яка містить мідь та вуглець (наноалмази та графіт), у кількості 0,5-0,7 % за фракцією до 20 мкм забезпечує підвищення зносостійкості на 28-32 %, а корозійної стійкості на 30-37 %. Це досягається за рахунок модифікування, зменшення розмірів зерен, підвищення мікротвердості та однорідності розподілу компонентів, формування більш однорідної структури відновленого шару. 1. Авторське свідоцтво СРСР № 1492596А1, МПК В23К26/00 опублік. В Бюл. № 33, 27.11.95. 2. Авторське свідоцтво СРСР № 1609003А1, МПК В23К26/00 опублік. В Бюл. № 11, 20.04.96. 3. Патент України на корисну модель № 92472. Спосіб відновлення та підвищення властивостей робочого шару деталей. 4. Марков А.В. Утилизация боеприпасов для вторичного использования при производстве и восстановлении деталей. Промышленность в фокусе. № 8 2013. Стр. 52-55. 2 UA 98213 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Спосіб модифікування робочої поверхні при відновленні деталей наплавленням з використанням легуючої суміші, який відрізняється тим, що для підвищення зносостійкості та додатково для підвищення корозійної стійкості робочого шару використовують детонаційну шихту та перед її використанням розподіляють за фракціями і вводять разом із дротом. 2. Спосіб за п. 1, який відрізняється тим, що детонаційну шихту розподіляють на магнітну і немагнітну фракції та використовують останню. 3. Спосіб за п. 1, який відрізняється тим, що для модифікування використовують дисперсну немагнітну фракцію з розміром порошку до 20 мкм, яку додають у кількості 0,5-0,7 % від маси наплавлювального дроту. 3 UA 98213 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюSkoblo Tamara Semenivna, Sidashenko Oleksandr Ivanovych, Honcharenko Oleksandr Oleksiiovych, Markov Oleksandr Viktorovych
Автори російськоюСкобло Тамара Семеновна, Сидашенко Александр Иванович, Гончаренко Александр Алексеевич, Марков Александр Викторович
МПК / Мітки
МПК: B32B 5/14
Мітки: використання, шихти, детонаційної, шару, відновлювального, спосіб, зміцнення, деталей
Код посилання
<a href="https://ua.patents.su/6-98213-sposib-vikoristannya-detonacijjno-shikhti-dlya-zmicnennya-vidnovlyuvalnogo-sharu-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб використання детонаційної шихти для зміцнення відновлювального шару деталей</a>
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу
Номер патенту: 33762
Опубліковано: 10.07.2008
Автори: Матвієнков Сергій Анатольович, Зеленський Віктор Євгенович, Степнов Ксенофонт Ксенофонтович, Лук'янчиков Олександр Миколайович, Бойко Володимир Семенович, Матвієнко Володимир Миколайович, Гапонов Борис Петрович
МПК: B23K 9/04
Мітки: наплавленням, сталевих, відновлення, форми, металу, шару, циліндричної, установка, масивних, зміцнення, деталей
Формула / Реферат:
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, що містить наплавлювальний апарат з металоконструкціями для його переміщення, самохідний візок, механізм кріплення та обертання циліндричних деталей, яка відрізняється тим, що масивна сталева деталь циліндричної форми, що наплавляють, розташована в спеціальному термостатичному кожусі, у верхній частині якого передбачено...
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу
Номер патенту: 88720
Опубліковано: 10.11.2009
Автори: Гапонов Борис Петрович, Лук'янчиков Олександр Миколайович, Степнов Ксенофонт Ксенофонтович, Матвієнко Володимир Миколайович, Матвієнков Сергій Анатольович, Бойко Володимир Семенович, Зеленський Віктор Євгенович
МПК: B23K 9/04
Мітки: циліндричної, установка, форми, зміцнення, масивних, металу, шару, наплавленням, сталевих, відновлення, деталей
Формула / Реферат:
Установка для відновлення і зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, що містить наплавлювальний апарат з металоконструкціями для його переміщення, самохідний візок, механізм кріплення та обертання циліндричних деталей, яка відрізняється тим, що масивна сталева деталь циліндричної форми, що наплавляють, розташована в спеціальному термостатичному кожусі, у верхній частині якого передбачено...
Спосіб зміцнення деталей гірничого обладнання
Номер патенту: 88752
Опубліковано: 25.03.2014
Автори: Чебенко Валерій Миколайович, Наумова Олена Олександрівна, Загірняк Михайло Васильович, Лотоус Віктор Вікторович, Драгобецький Володимир В'ячеславович
МПК: B23P 9/00
Мітки: деталей, гірничого, зміцнення, спосіб, обладнання
Формула / Реферат:
Спосіб зміцнення деталей гірничого обладнання, при якому порошок з твердого сплаву насипають у деку і закривають листом з маловуглецевої сталі та листом гуми, після чого пакет розміщують у басейні з водою, у якому розміщують заряд вибухової речовини і виконують її ініціювання, який відрізняється тим, що порошок з твердого сплаву перед його компактуванням розміщують у циліндричному контейнері з лінійним зарядом вибухової речовини та виконують...
Спосіб місцевого зміцнення сталевих деталей
Номер патенту: 42986
Опубліковано: 27.07.2009
Автори: Ковалевський Сергій Вадимович, Завгородня Катерина Анатоліївна, Тулупов Володимир Іванович
МПК: C23C 26/00
Мітки: зміцнення, сталевих, деталей, спосіб, місцевого
Формула / Реферат:
Спосіб місцевого зміцнення сталевих деталей, який полягає в утворенні поверхневого зміцненого шару з екзотермічної суміші процесом самопоширюваного високотемпературного синтезу, який відрізняється тим, що спосіб включає оміднення, за допомогою якого утворюється зносостійкий шар, глибина якого складає 0,8-1,2 мм.
Спосіб місцевого зміцнення сталевих деталей
Номер патенту: 88569
Опубліковано: 25.03.2014
Автори: Ковалевський Сергій Вадимович, Стародубцев Іван Миколайович, Севрюкова Наталя Вадимівна
МПК: B23B 1/00
Мітки: спосіб, деталей, зміцнення, сталевих, місцевого
Формула / Реферат:
Спосіб зміцнення поверхонь деталей, який полягає в утворенні поверхневого зміцненого шару з екзотермічної суміші процесом сама розповсюджуваного високотемпературного синтезу (СВС), який ініціюється коронним розрядом, і подальшим пластичним деформуванням поверхні деталі, який відрізняється тим, що поверхню, яка зміцнюється піддають обробці СВС-реакцією в сукупності з енергією коронного розряду при різних поздовжніх подачах, міжелектродних...
Попередній патент: Зубна щітка
Наступний патент: 2-гідроксипропіл-1,3,4-триметилциклогекс-3-ен-1-карбоксилат
Випадковий патент: Трубне нарізне з'єднання з посиленим упором