Спосіб виготовлення ніпеля для рознімного з’єднання з рукавом чи шлангом високого або низького тиску
Номер патенту: 98627
Опубліковано: 12.05.2015
Автори: Летягін Сергій Володимирович, Горський Михайло Миколайович, Ковальчук Антон Анатолійович, Горський Максим Михайлович
Формула / Реферат
1. Спосіб виготовлення ніпеля для рознімного з'єднання з рукавом чи шлангом високого або низького тиску, який має упорний виступ під гайку, внутрішній прохідний отвір, зовнішній діаметр під прохідний отвір в рукаві чи шлангу, який відрізняється тим, що ніпель виконують складеним з декількох різних окремих частин, а саме: тіла ніпеля, упорної шайби та розрізної упорної шайби; виготовляють окремо частини ніпеля токарною обробкою зі стандартних труб різних діаметрів, при цьому тіло ніпеля виготовляють токарною обробкою з товстостінної труби вибраного діаметра умовного проходу (внутрішнього діаметра), на частині по зовнішньому його діаметру роблять стикову частину, кільцевий упорний виступ, а після нього частину зі зменшеним зовнішнім діаметром відносно до кільцевого упорного виступу, з канавкою, що відповідають прохідному отвору рукава чи шланга тиску та отвору в упорній шайбі, одягають послідовно на тіло ніпеля упорну шайбу, гайку, розрізну упорну шайбу встановлюють в канавку для можливості з'єднання з рукавом чи шлангом з обоймою, що підлягає обтисканню.
2. Спосіб за п. 1, який відрізняється тим, що тіло ніпеля виготовляють з конусною формою стикової частини та кільцевого упорного виступу, при цьому контактуючу з кільцевим упорним виступом поверхню упорної шайби виконують відповідної форми.
3. Спосіб за п. 1, який відрізняється тим, що тіло ніпеля виготовляють з циліндричною формою стикової частини та кільцевого упорного виступу, при цьому контактуючу з кільцевим упорним виступом поверхню упорної шайби виконують відповідної форми.
4. Спосіб за п. 2, який відрізняється тим, що заглиблення упорної шайби виконують у формі конічної поверхні, в яку впирається тильним боком кільцевий упорний виступ тіла ніпеля, що має конічну форму.
5. Спосіб за п. 3, який відрізняється тим, що упорну шайбу виконують з циліндричним заглибленням, в яке заходить кільцевий упорний виступ тіла ніпеля, що має циліндричну форму.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що упорну шайбу виконують набірною.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що упорну шайбу встановлюють з зазором до зовнішнього діаметра тіла ніпеля
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що розрізну упорну шайбу виконують з заглибленням по вертикальній осі внутрішнього отвору навпроти наскрізного прорізу, на кожному боці якого є невеликий отвір під тимчасовий інструмент.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що з одного боку розрізної упорної шайби виконують західну фаску на внутрішньому отворі.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що розрізну упорну шайбу виконують набірною.
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що для виготовлення частин ніпеля використовують неоднакові за властивостями матеріали чи сплави, зокрема метали і/або сплави та/або матеріали на основі пластмаси.
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що частини ніпеля виготовляють з захисним покриттям.
Текст
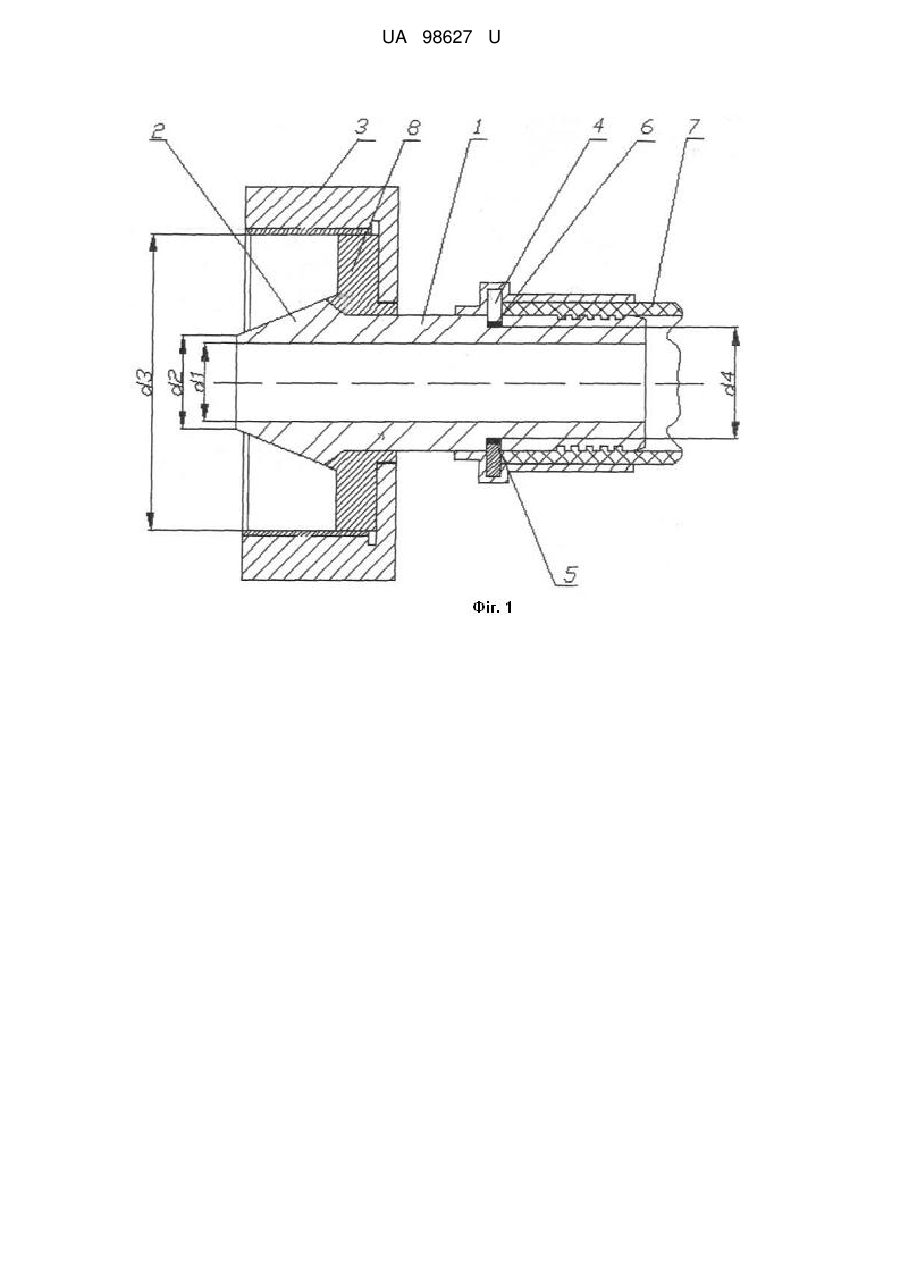
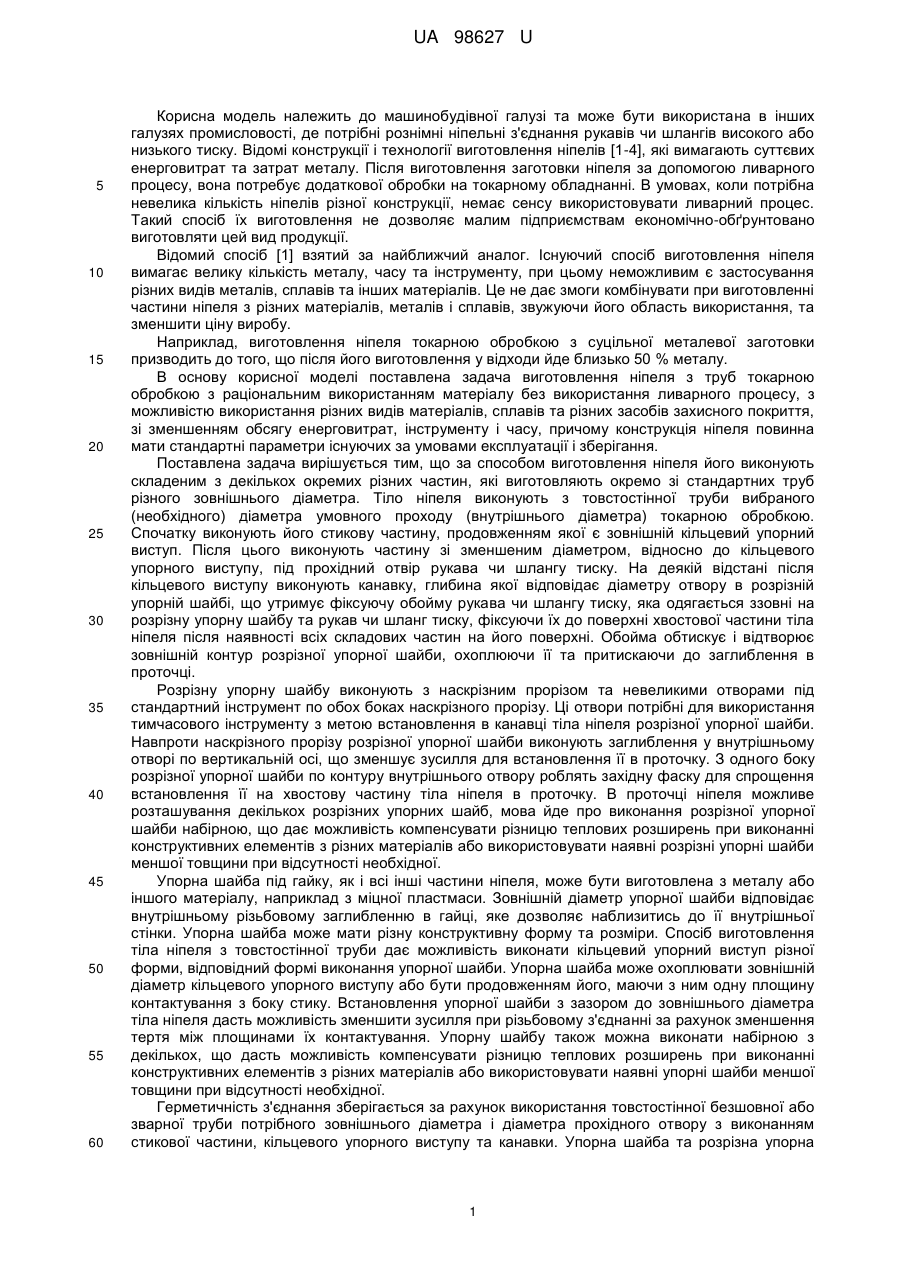
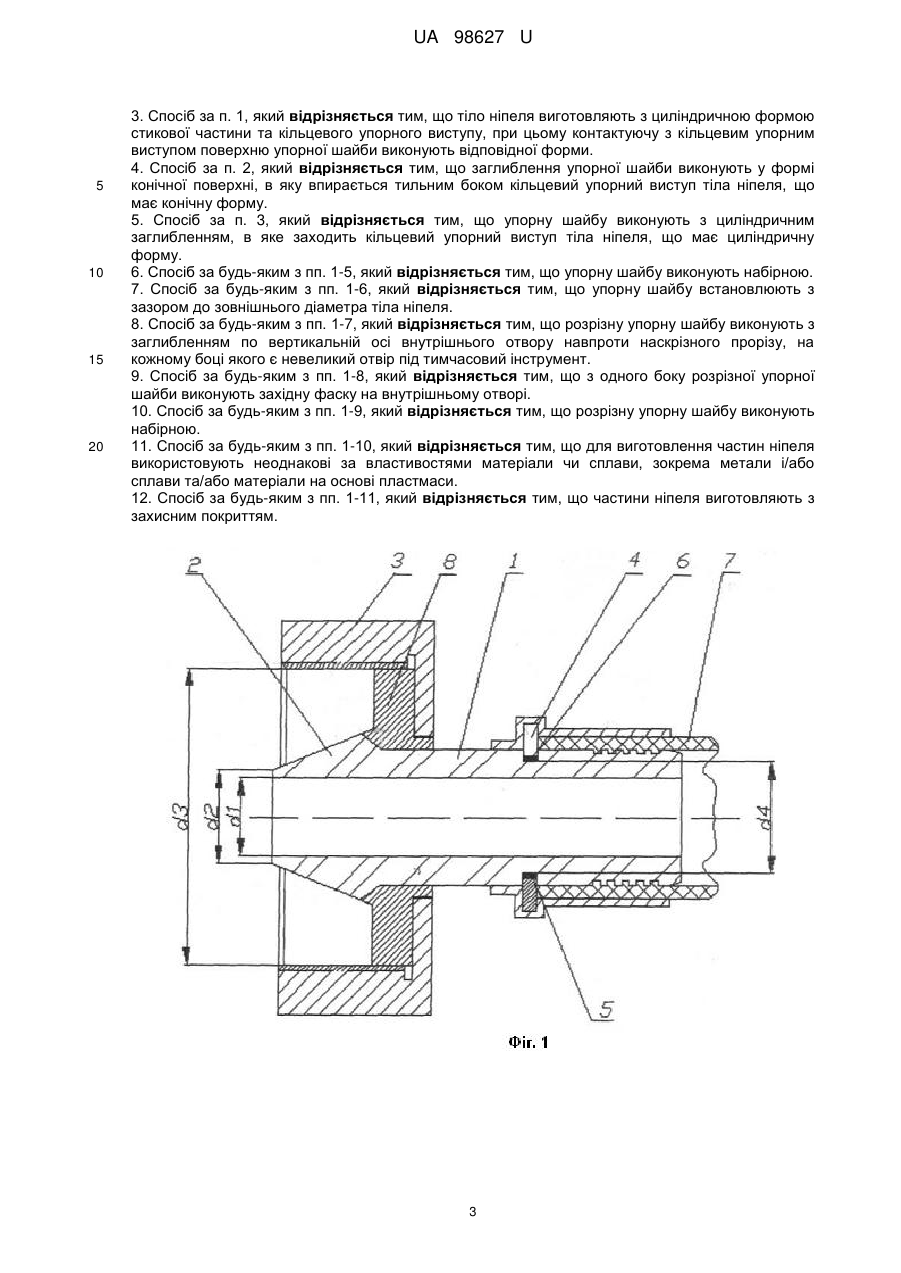
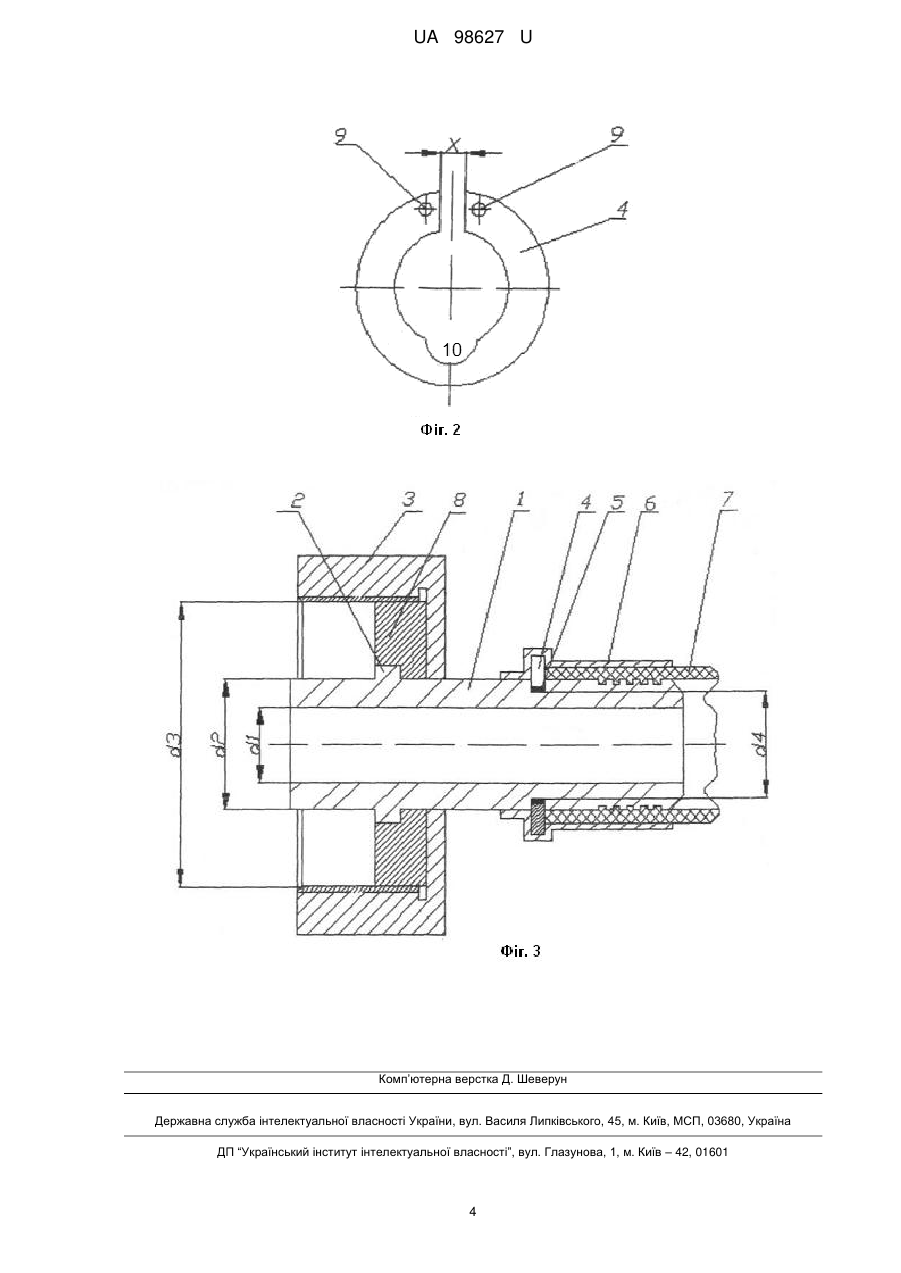
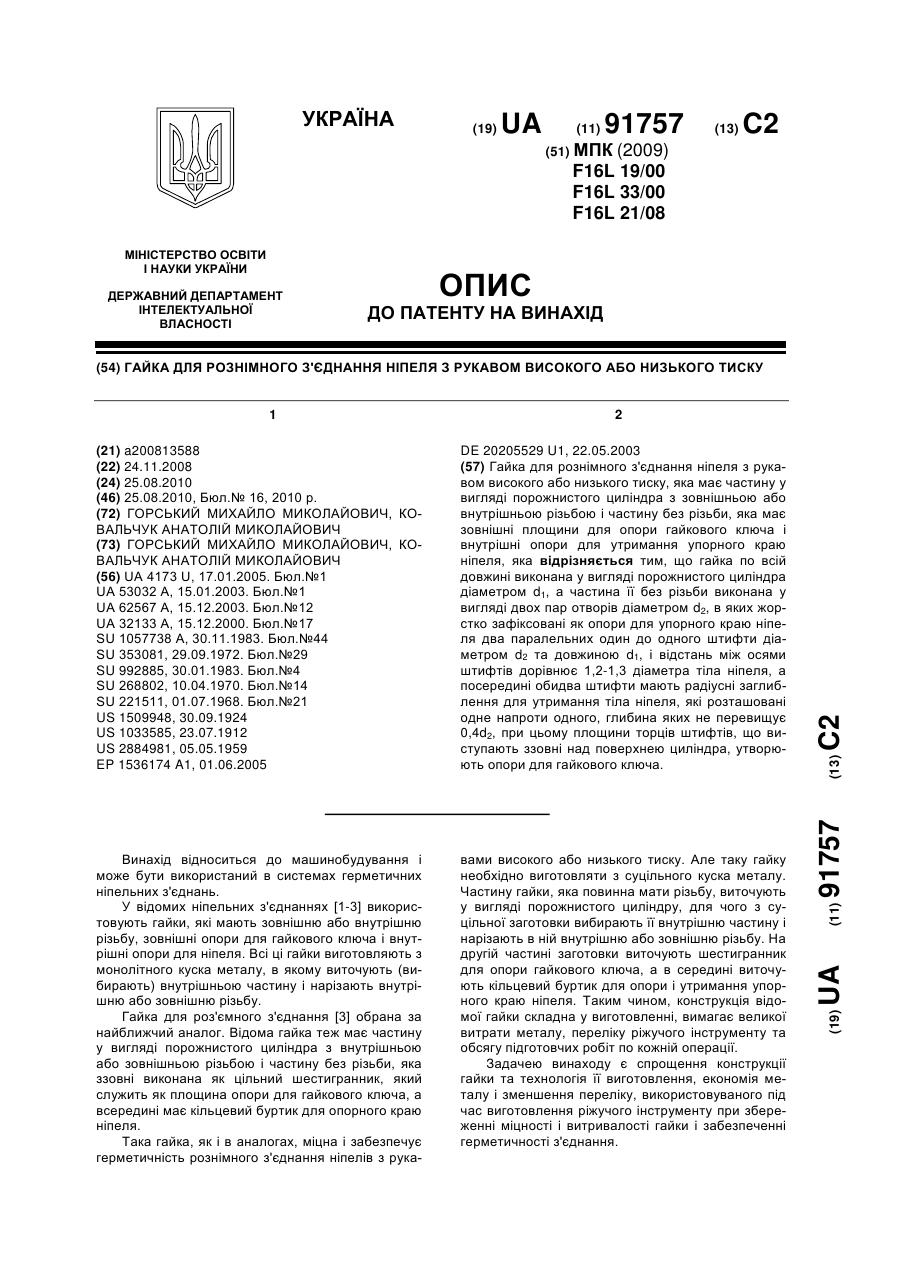
Реферат: Спосіб виготовлення ніпеля для рознімного з'єднання з рукавом чи шлангом високого або низького тиску, який має упорний виступ під гайку, внутрішній прохідний отвір, зовнішній діаметр під прохідний отвір в рукаві чи шлангу. Ніпель виконують складеним з декількох різних окремих частин, а саме: тіла ніпеля, упорної шайби та розрізної упорної шайби. Виготовляють окремо частини ніпеля токарною обробкою зі стандартних труб різних діаметрів. При цьому тіло ніпеля виготовляють токарною обробкою з товстостінної труби вибраного діаметра умовного проходу (внутрішнього діаметра). На частині по зовнішньому його діаметру роблять стикову частину, кільцевий упорний виступ, а після нього частину зі зменшеним зовнішнім діаметром відносно до кільцевого упорного виступу, з канавкою, що відповідають прохідному отвору рукава чи шланга тиску та отвору в упорній шайбі. Одягають послідовно на тіло ніпеля упорну шайбу, гайку. Розрізну упорну шайбу встановлюють в канавку для можливості з'єднання з рукавом чи шлангом з обоймою, що підлягає обтисканню. UA 98627 U (12) UA 98627 U UA 98627 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудівної галузі та може бути використана в інших галузях промисловості, де потрібні рознімні ніпельні з'єднання рукавів чи шлангів високого або низького тиску. Відомі конструкції і технології виготовлення ніпелів [1-4], які вимагають суттєвих енерговитрат та затрат металу. Після виготовлення заготовки ніпеля за допомогою ливарного процесу, вона потребує додаткової обробки на токарному обладнанні. В умовах, коли потрібна невелика кількість ніпелів різної конструкції, немає сенсу використовувати ливарний процес. Такий спосіб їх виготовлення не дозволяє малим підприємствам економічно-обґрунтовано виготовляти цей вид продукції. Відомий спосіб [1] взятий за найближчий аналог. Існуючий спосіб виготовлення ніпеля вимагає велику кількість металу, часу та інструменту, при цьому неможливим є застосування різних видів металів, сплавів та інших матеріалів. Це не дає змоги комбінувати при виготовленні частини ніпеля з різних матеріалів, металів і сплавів, звужуючи його область використання, та зменшити ціну виробу. Наприклад, виготовлення ніпеля токарною обробкою з суцільної металевої заготовки призводить до того, що після його виготовлення у відходи йде близько 50 % металу. В основу корисної моделі поставлена задача виготовлення ніпеля з труб токарною обробкою з раціональним використанням матеріалу без використання ливарного процесу, з можливістю використання різних видів матеріалів, сплавів та різних засобів захисного покриття, зі зменшенням обсягу енерговитрат, інструменту і часу, причому конструкція ніпеля повинна мати стандартні параметри існуючих за умовами експлуатації і зберігання. Поставлена задача вирішується тим, що за способом виготовлення ніпеля його виконують складеним з декількох окремих різних частин, які виготовляють окремо зі стандартних труб різного зовнішнього діаметра. Тіло ніпеля виконують з товстостінної труби вибраного (необхідного) діаметра умовного проходу (внутрішнього діаметра) токарною обробкою. Спочатку виконують його стикову частину, продовженням якої є зовнішній кільцевий упорний виступ. Після цього виконують частину зі зменшеним діаметром, відносно до кільцевого упорного виступу, під прохідний отвір рукава чи шлангу тиску. На деякій відстані після кільцевого виступу виконують канавку, глибина якої відповідає діаметру отвору в розрізній упорній шайбі, що утримує фіксуючу обойму рукава чи шлангу тиску, яка одягається ззовні на розрізну упорну шайбу та рукав чи шланг тиску, фіксуючи їх до поверхні хвостової частини тіла ніпеля після наявності всіх складових частин на його поверхні. Обойма обтискує і відтворює зовнішній контур розрізної упорної шайби, охоплюючи її та притискаючи до заглиблення в проточці. Розрізну упорну шайбу виконують з наскрізним прорізом та невеликими отворами під стандартний інструмент по обох боках наскрізного прорізу. Ці отвори потрібні для використання тимчасового інструменту з метою встановлення в канавці тіла ніпеля розрізної упорної шайби. Навпроти наскрізного прорізу розрізної упорної шайби виконують заглиблення у внутрішньому отворі по вертикальній осі, що зменшує зусилля для встановлення її в проточку. З одного боку розрізної упорної шайби по контуру внутрішнього отвору роблять західну фаску для спрощення встановлення її на хвостову частину тіла ніпеля в проточку. В проточці ніпеля можливе розташування декількох розрізних упорних шайб, мова йде про виконання розрізної упорної шайби набірною, що дає можливість компенсувати різницю теплових розширень при виконанні конструктивних елементів з різних матеріалів або використовувати наявні розрізні упорні шайби меншої товщини при відсутності необхідної. Упорна шайба під гайку, як і всі інші частини ніпеля, може бути виготовлена з металу або іншого матеріалу, наприклад з міцної пластмаси. Зовнішній діаметр упорної шайби відповідає внутрішньому різьбовому заглибленню в гайці, яке дозволяє наблизитись до її внутрішньої стінки. Упорна шайба може мати різну конструктивну форму та розміри. Спосіб виготовлення тіла ніпеля з товстостінної труби дає можливість виконати кільцевий упорний виступ різної форми, відповідний формі виконання упорної шайби. Упорна шайба може охоплювати зовнішній діаметр кільцевого упорного виступу або бути продовженням його, маючи з ним одну площину контактування з боку стику. Встановлення упорної шайби з зазором до зовнішнього діаметра тіла ніпеля дасть можливість зменшити зусилля при різьбовому з'єднанні за рахунок зменшення тертя між площинами їх контактування. Упорну шайбу також можна виконати набірною з декількох, що дасть можливість компенсувати різницю теплових розширень при виконанні конструктивних елементів з різних матеріалів або використовувати наявні упорні шайби меншої товщини при відсутності необхідної. Герметичність з'єднання зберігається за рахунок використання товстостінної безшовної або зварної труби потрібного зовнішнього діаметра і діаметра прохідного отвору з виконанням стикової частини, кільцевого упорного виступу та канавки. Упорна шайба та розрізна упорна 1 UA 98627 U 5 10 15 20 25 30 35 40 шайба виготовляються окремо зі стандартних труб різного зовнішнього діаметра. В місцях стиковки упорної шайби і кільцевого упорного виступу можна розташовувати додаткові ущільнення, для чого необхідно виконати відповідні заглиблення. Виконана з посадкою з зазором до тіла ніпеля упорна шайба зменшить тертя та зусилля при виконанні різьбового з'єднання. Тіло ніпеля також може мати до канавки вигиб під потрібним кутом, тобто бути зігнутим. Перевагою корисної моделі також є те, що не потрібно робити однакове захисне покриття усієї поверхні ніпеля, а є можливість робити різні види захисного покриття, наприклад фарбування чи інші загальновідомі види хімічного покриття. Спосіб виготовлення ніпеля, що заявляється, дозволяє робити тіло ніпеля з неоднакових за властивостями металів та сплавів відносно інших частин збірного ніпеля. На фіг. 1 зображений зібраний ніпель відповідно до способу виготовлення з конусною формою стикової частини. На фіг.2 зображено розрізну упорну шайбу. На фіг. 3 зображено зібраний ніпель відповідно до способу виготовлення з циліндричною формою стикової частини. На фіг. 1 зображена конструкція зібраного ніпеля згідно зі способом виготовлення, що заявляється, а саме: тіло ніпеля 1; кільцевий упорний виступ 2; гайка 3; розрізна упорна шайба 4; канавка 5; обойма фіксування 6; рукав чи шланг тиску 7; d1 - діаметр прохідного отвору ніпеля; d2 - зовнішній діаметр головки тіла ніпеля; d3 - отвір різьбового заглиблення в гайці 3 під упорну шайбу 8; d4 - діаметр проточки. На фіг. 2 зображена конструкція розрізної упорної шайби 4, де вказані малі отвори під тимчасовий інструмент 9, наскрізний проріз X, заглиблення 10. На фіг.3 зображено варіант конструкції тіла ніпеля згідно зі способом виготовлення, що заявляється, з циліндричною стиковою частиною. Спосіб виготовлення полягає у тому, що спочатку на товстостінній трубі з потрібним прохідним отвором виконують токарною обробкою стикову частину тіла ніпеля 1 під відповідне стикове з'єднання, далі зовнішній кільцевий упорний виступ 2, після цього точать частину зі зменшеним (відносно до упорного виступу) діаметром під прохідний отвір рукава чи шланга тиску 7, канавку 5 та хвостову частину тіла ніпеля 1. Окремо виготовляють упорну шайбу 8 з зовнішнім діаметром d3 під різьбове заглиблення в гайці 3 і одягають її на тіло ніпеля 1 з боку хвостовика до упора в кільцевий упорний виступ 2. Далі на зовнішній діаметр тіла ніпеля одягають гайку 3 з різьбовим заглибленням, куди заходить упорна шайба 8. Розрізна упорна шайба 4 має з одного боку західну фаску на внутрішньому отворі для зменшення зусиль при заведенні її за допомогою інструмента зі сторони хвостової частини тіла ніпеля 1. Вона встановлюється в канавку 5. При використанні ніпеля одягають на хвостовик тіла ніпеля 1 рукав чи шланг тиску 7 і за допомогою обойми 6 їх обтискують, чим досягається жорстка фіксація до тіла ніпеля 1 рукава чи шланга тиску 7 і розрізної упорної шайби 4 в канавці 5. Джерела інформації: 1. Деклараційний патент України № 4173 A, F16L 29/00, 2005р. 2. Деклараційний патент України № 5303 A, F16L 33/20, 2003р. 3. Деклараційний патент України № 6256 A, F16L 33/20, 2003р. 4. Каталог фірми Tubes International 2008р. - С. 93, фіг. 52701. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 1. Спосіб виготовлення ніпеля для рознімного з'єднання з рукавом чи шлангом високого або низького тиску, який має упорний виступ під гайку, внутрішній прохідний отвір, зовнішній діаметр під прохідний отвір в рукаві чи шлангу, який відрізняється тим, що ніпель виконують складеним з декількох різних окремих частин, а саме: тіла ніпеля, упорної шайби та розрізної упорної шайби; виготовляють окремо частини ніпеля токарною обробкою зі стандартних труб різних діаметрів, при цьому тіло ніпеля виготовляють токарною обробкою з товстостінної труби вибраного діаметра умовного проходу (внутрішнього діаметра), на частині по зовнішньому його діаметру роблять стикову частину, кільцевий упорний виступ, а після нього частину зі зменшеним зовнішнім діаметром відносно до кільцевого упорного виступу, з канавкою, що відповідають прохідному отвору рукава чи шланга тиску та отвору в упорній шайбі, одягають послідовно на тіло ніпеля упорну шайбу, гайку, розрізну упорну шайбу встановлюють в канавку для можливості з'єднання з рукавом чи шлангом з обоймою, що підлягає обтисканню. 2. Спосіб за п. 1, який відрізняється тим, що тіло ніпеля виготовляють з конусною формою стикової частини та кільцевого упорного виступу, при цьому контактуючу з кільцевим упорним виступом поверхню упорної шайби виконують відповідної форми. 2 UA 98627 U 5 10 15 20 3. Спосіб за п. 1, який відрізняється тим, що тіло ніпеля виготовляють з циліндричною формою стикової частини та кільцевого упорного виступу, при цьому контактуючу з кільцевим упорним виступом поверхню упорної шайби виконують відповідної форми. 4. Спосіб за п. 2, який відрізняється тим, що заглиблення упорної шайби виконують у формі конічної поверхні, в яку впирається тильним боком кільцевий упорний виступ тіла ніпеля, що має конічну форму. 5. Спосіб за п. 3, який відрізняється тим, що упорну шайбу виконують з циліндричним заглибленням, в яке заходить кільцевий упорний виступ тіла ніпеля, що має циліндричну форму. 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що упорну шайбу виконують набірною. 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що упорну шайбу встановлюють з зазором до зовнішнього діаметра тіла ніпеля. 8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що розрізну упорну шайбу виконують з заглибленням по вертикальній осі внутрішнього отвору навпроти наскрізного прорізу, на кожному боці якого є невеликий отвір під тимчасовий інструмент. 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що з одного боку розрізної упорної шайби виконують західну фаску на внутрішньому отворі. 10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що розрізну упорну шайбу виконують набірною. 11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що для виготовлення частин ніпеля використовують неоднакові за властивостями матеріали чи сплави, зокрема метали і/або сплави та/або матеріали на основі пластмаси. 12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що частини ніпеля виготовляють з захисним покриттям. 3 UA 98627 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюHorskyi Mykhailo Mykolaiovych, Kovalchyk Anton Anatoliiovych, Letiahin Serhii Volodymyrovych, Horskyi Maksym Mykhailovych
Автори російськоюГорский Михаил Николаевич, Ковальчук Антон Анатольевич, Летягин Сергей Владимирович, Горский Максим Михайлович
МПК / Мітки
МПК: F16L 33/00, F16L 11/00, B21D 41/00, B23B 1/00
Мітки: шлангом, ніпеля, високого, рукавом, тиску, низького, виготовлення, з'єднання, рознімного, спосіб
Код посилання
<a href="https://ua.patents.su/6-98627-sposib-vigotovlennya-nipelya-dlya-roznimnogo-zehdnannya-z-rukavom-chi-shlangom-visokogo-abo-nizkogo-tisku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ніпеля для рознімного з’єднання з рукавом чи шлангом високого або низького тиску</a>
Гайка для рознімного з’єднання ніпеля з рукавом високого або низького тиску
Номер патенту: 91757
Опубліковано: 25.08.2010
Автори: Ковальчук Анатолій Миколайович, Горський Михайло Миколайович
МПК: F16L 33/00, F16L 19/00, F16L 21/08
Мітки: з'єднання, низького, ніпеля, гайка, рознімного, тиску, рукавом, високого
Формула / Реферат:
Гайка для рознімного з'єднання ніпеля з рукавом високого або низького тиску, яка має частину у вигляді порожнистого циліндра з зовнішньою або внутрішньою різьбою і частину без різьби, яка має зовнішні площини для опори гайкового ключа і внутрішні опори для утримання упорного краю ніпеля, яка відрізняється тим, що гайка по всій довжині виконана у вигляді порожнистого циліндра діаметром d1, а частина її без різьби виконана у вигляді двох пар...
Роз’ємне з’єднання ніпеля з рукавом високого тиску
Номер патенту: 53032
Опубліковано: 15.01.2003
Автори: Іванов Дмитро Михайлович, Стрілець Володимир Миколайович, Хрипун Олег Романович
МПК: F16L 33/20
Мітки: тиску, роз'ємне, високого, ніпеля, з'єднання, рукавом
Формула / Реферат:
Роз'ємне з'єднання ніпеля з рукавом високого тиску, яке містить ніпель з гайкою і рукав високого тиску, суцільну і розрізану гофровану втулки, яке відрізняється тим, що розрізана гофрована втулка виконана у вигляді циліндричної втулки, розрізаної по твірній, і розрізаних кілець, встановлених на її внутрішній циліндричній поверхні і з'єднаних з нею, наприклад зварюванням в одній точці так, що розрізи згаданих розрізаних кілець зміщені по колу...
Роз’ємне з’єднання ніпеля з рукавом високого тиску
Номер патенту: 62567
Опубліковано: 15.12.2003
Автори: Стрілець Володимир Миколайович, Кусик Петро Віталійович, Куба Віталій Васильович, Хрипун Олег Романович
МПК: F16L 33/20
Мітки: рукавом, високого, тиску, ніпеля, роз'ємне, з'єднання
Формула / Реферат:
Роз'ємне з'єднання ніпеля з рукавом високого тиску, яке містить ніпель з гайкою і рукав високого тиску, суцільну і розрізану втулки, яке відрізняється тим, що на зовнішніх циліндричних поверхнях суцільної циліндричної та розрізаної по твірній з розрізаними кільцями втулок з одного торця виконані виступи, наприклад, у вигляді кільцевих бортиків, суцільного і розрізаного, відповідно.
Пристрій для монтажу і демонтажу роз’ємного з’єднання ніпеля з рукавом високого тиску
Номер патенту: 65212
Опубліковано: 15.03.2004
Автори: Куба Віталій Васильович, Хрипун Олег Романович, Похильчук Ігор Олександрович, Стрілець Володимир Миколайович
МПК: F16L 37/00
Мітки: рукавом, пристрій, демонтажу, монтажу, з'єднання, роз'ємного, ніпеля, високого, тиску
Формула / Реферат:
Пристрій для монтажу і демонтажу роз'ємного з'єднання ніпеля з рукавом високого тиску, який містить основу і гідроциліндр з штоком, який відрізняється тим, що на штокові гідроциліндра закріплена одна змінна скоба у вигляді короткої квадратної труби з перемичкою, паралельною до двох паралельних стінок, у цих стінках і перемичці виконані отвори, в одній стінці - отвір для кріплення скоби до штока, а у перемичці і в іншій стінці виконані...
Пристрій для опресування з’єднання штуцера з рукавом високого тиску

Номер патенту: 16572
Опубліковано: 15.08.2006
Автори: Куба Віталій Васильович, Стрілець Олег Романович, Стрілець Володимир Миколайович, Шинкаренко Іван Тимофійович
МПК: F16L 37/00
Мітки: опресування, з'єднання, пристрій, рукавом, високого, тиску, штуцера
Формула / Реферат:
Пристрій для опресування з'єднання штуцера з рукавом високого тиску, що містить корпус у вигляді суцільного циліндра з внутрішньою порожниною у вигляді двох зрізаних конусів, сполучених меншими основами, та три профільні кулачки, з'єднані двома кільцевими розрізними пружинами у бочкоподібний циліндр, який відрізняється тим, що профільні кулачки виконані у вигляді пустотілого циліндра, складеного з двох пустотілих півциліндрів, у яких виконані...
Попередній патент: Спосіб діагностики чутливості пацієнтів до антигіпертензивних препаратів при резистентній артеріальній гіпертензії
Наступний патент: Гальмування в екстремальних умовах (гальмування карная)
Випадковий патент: Бензиламіни, спосіб їх одержання і їх застосування як протизапальних засобів