Спосіб оцінки зносу і залишкової товщини робочого шару деталей з плівковими покриттями
Номер патенту: 99408
Опубліковано: 10.06.2015
Автори: Пасько Наталія Сергіївна, Романюк Світлана Павлівна, Плугатарьов Артем Валентинович, Скобло Тамара Семенівна, Сідашенко Олександр Іванович, Клочко Оксана Юріївна

Формула / Реферат
1. Спосіб оцінки зносу і залишкової товщини робочого шару деталей з плівковими покриттями, який включає використання методу мікротвердості, який відрізняється тим, що оцінку стану і залишкового ресурсу покриттів здійснюють за характером серії відбитків мікротвердості в різних поверхневих зонах, при якому визначають наявність смуг зсуву покриття при деформації в процесі дискретного навантаження індентора.
2. Спосіб за п. 1, який відрізняється тим, що товщина кожної з формованих смужок відповідає залишковому шару покриття у відповідній зоні під відбитком, співвіднесена до його катета.
3. Спосіб за п. 1, який відрізняється тим, що смужки, які формуються під відбитком мікротвердості одного розміру, відповідають однорідному залишковому шару покриття, а ті, що різняться - неоднорідному, при цьому ступінь неоднорідності зносу оцінюють за максимальним відхиленням.
4. Спосіб за п. 1, який відрізняється тим, що при повному зносі покриття смужки під відбитком відсутні.
Текст
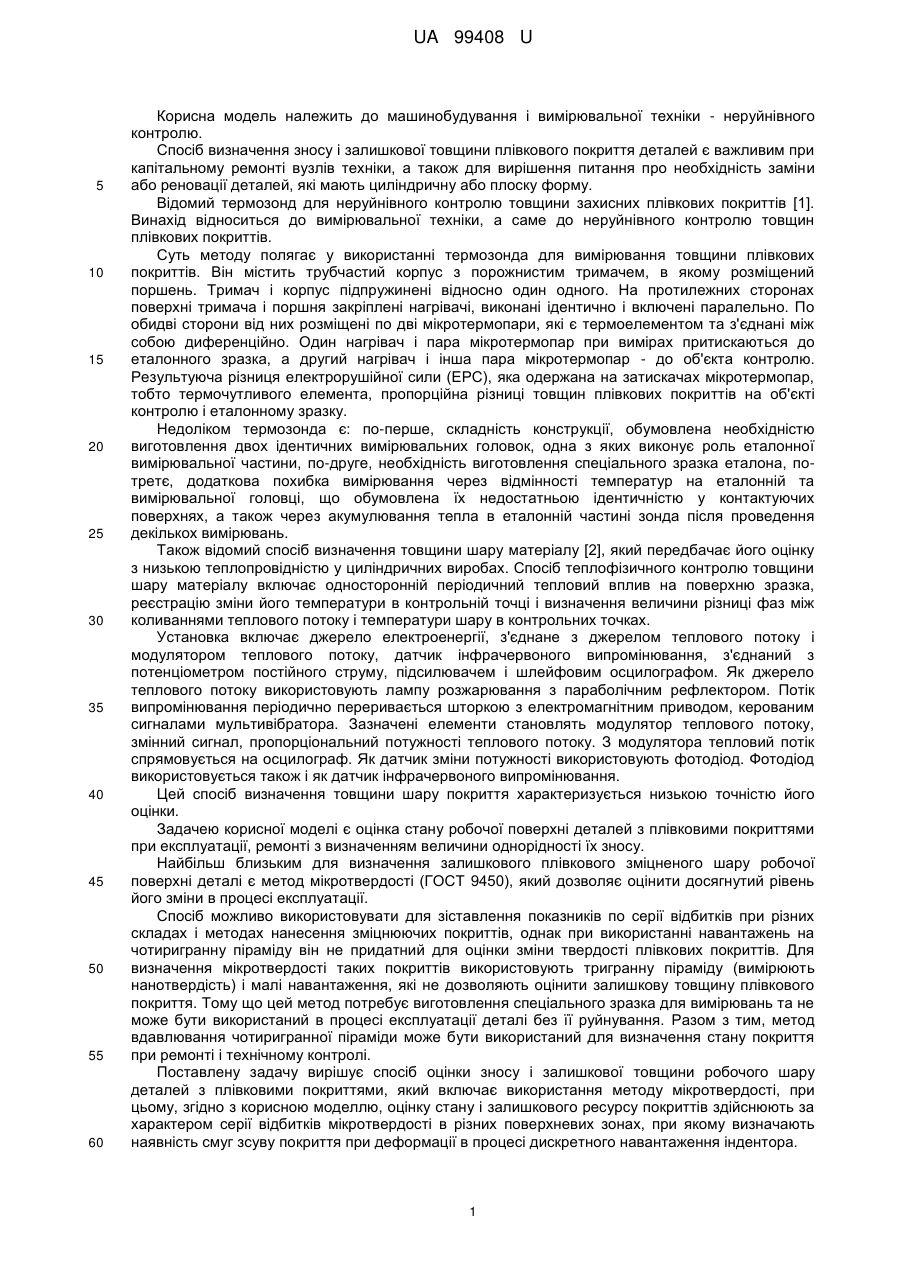
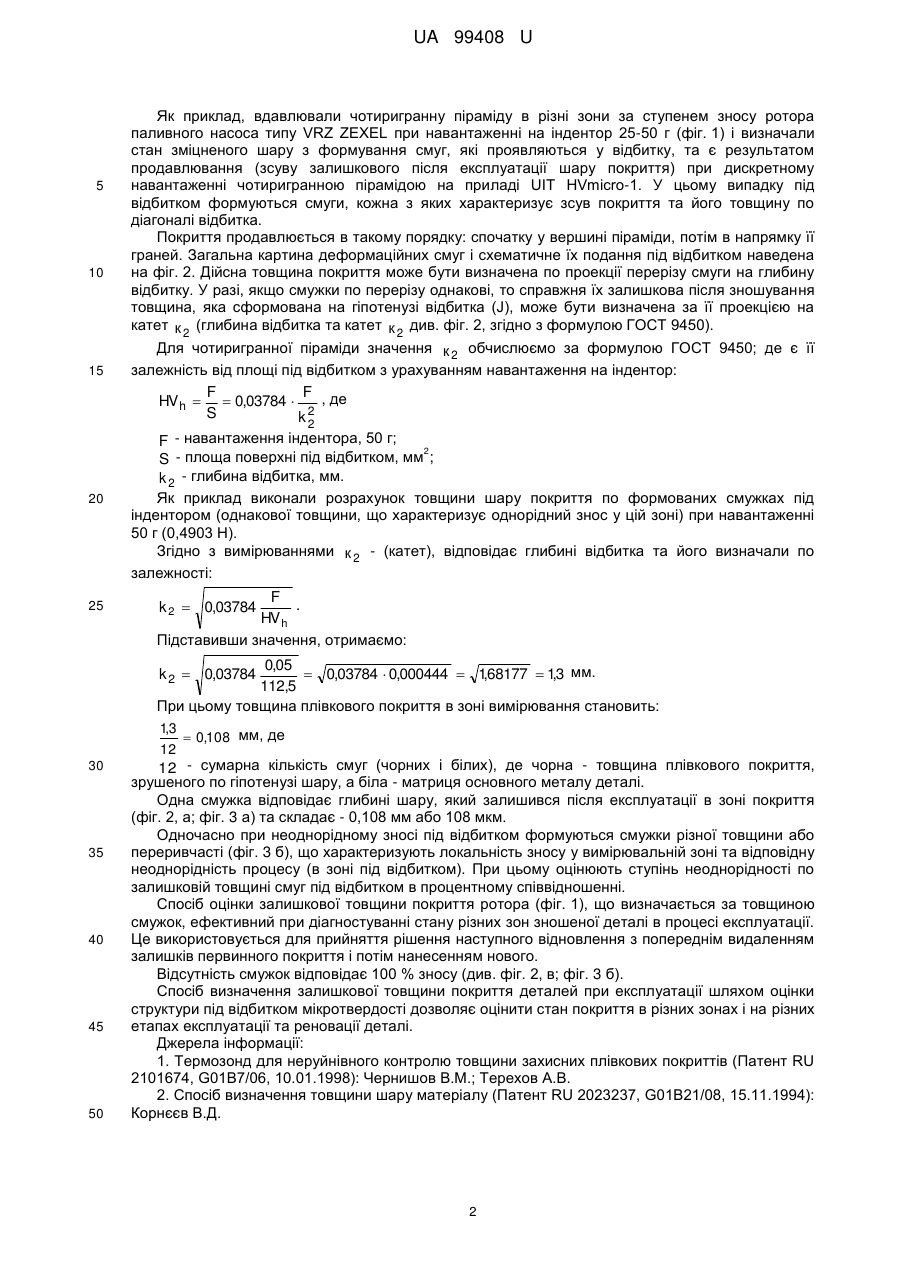
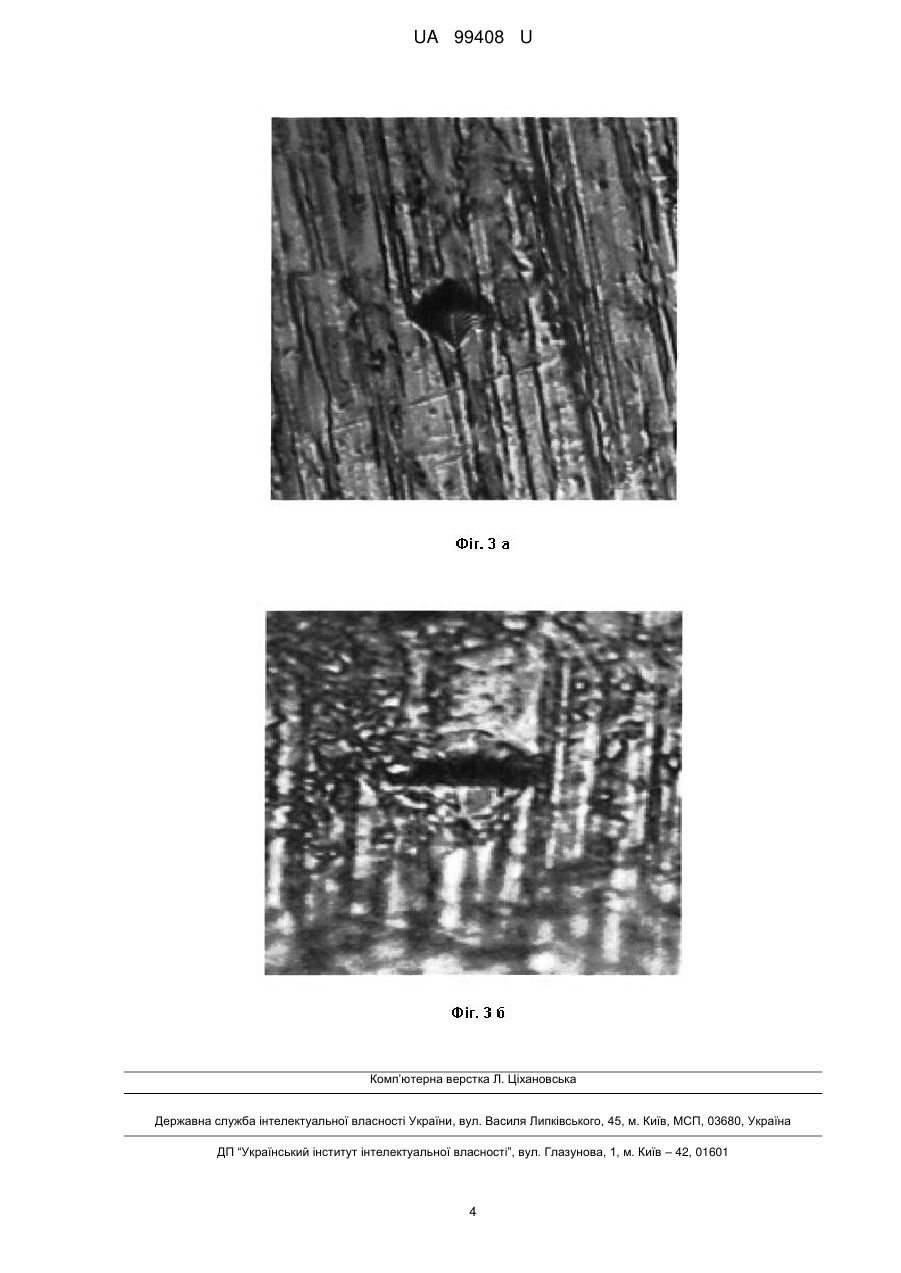
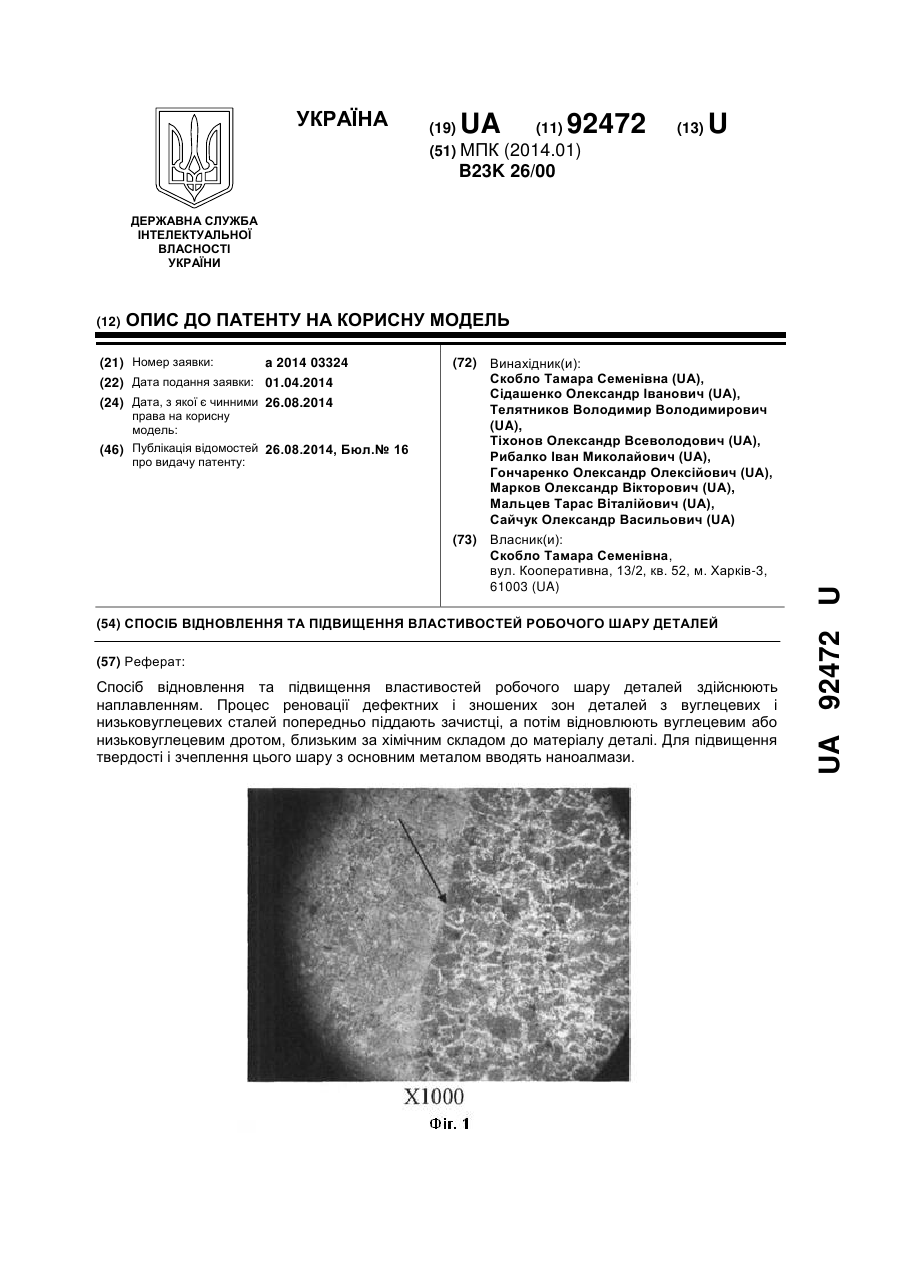
Реферат: Спосіб оцінки зносу і залишкової товщини робочого шару деталей з плівковими покриттями включає використання методу мікротвердості. Оцінку стану і залишкового ресурсу покриттів здійснюють за характером серії відбитків мікротвердості в різних поверхневих зонах, при якому визначають наявність смуг зсуву покриття при деформації в процесі дискретного навантаження індентора. UA 99408 U (12) UA 99408 U UA 99408 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування і вимірювальної техніки - неруйнівного контролю. Спосіб визначення зносу і залишкової товщини плівкового покриття деталей є важливим при капітальному ремонті вузлів техніки, а також для вирішення питання про необхідність заміни або реновації деталей, які мають циліндричну або плоску форму. Відомий термозонд для неруйнівного контролю товщини захисних плівкових покриттів [1]. Винахід відноситься до вимірювальної техніки, а саме до неруйнівного контролю товщин плівкових покриттів. Суть методу полягає у використанні термозонда для вимірювання товщини плівкових покриттів. Він містить трубчастий корпус з порожнистим тримачем, в якому розміщений поршень. Тримач і корпус підпружинені відносно один одного. На протилежних сторонах поверхні тримача і поршня закріплені нагрівачі, виконані ідентично і включені паралельно. По обидві сторони від них розміщені по дві мікротермопари, які є термоелементом та з'єднані між собою диференційно. Один нагрівач і пара мікротермопар при вимірах притискаються до еталонного зразка, а другий нагрівач і інша пара мікротермопар - до об'єкта контролю. Результуюча різниця електрорушійної сили (ЕРС), яка одержана на затискачах мікротермопар, тобто термочутливого елемента, пропорційна різниці товщин плівкових покриттів на об'єкті контролю і еталонному зразку. Недоліком термозонда є: по-перше, складність конструкції, обумовлена необхідністю виготовлення двох ідентичних вимірювальних головок, одна з яких виконує роль еталонної вимірювальної частини, по-друге, необхідність виготовлення спеціального зразка еталона, потретє, додаткова похибка вимірювання через відмінності температур на еталонній та вимірювальної головці, що обумовлена їх недостатньою ідентичністю у контактуючих поверхнях, а також через акумулювання тепла в еталонній частині зонда після проведення декількох вимірювань. Також відомий спосіб визначення товщини шару матеріалу [2], який передбачає його оцінку з низькою теплопровідністю у циліндричних виробах. Спосіб теплофізичного контролю товщини шару матеріалу включає односторонній періодичний тепловий вплив на поверхню зразка, реєстрацію зміни його температури в контрольній точці і визначення величини різниці фаз між коливаннями теплового потоку і температури шару в контрольних точках. Установка включає джерело електроенергії, з'єднане з джерелом теплового потоку і модулятором теплового потоку, датчик інфрачервоного випромінювання, з'єднаний з потенціометром постійного струму, підсилювачем і шлейфовим осцилографом. Як джерело теплового потоку використовують лампу розжарювання з параболічним рефлектором. Потік випромінювання періодично переривається шторкою з електромагнітним приводом, керованим сигналами мультивібратора. Зазначені елементи становлять модулятор теплового потоку, змінний сигнал, пропорціональний потужності теплового потоку. З модулятора тепловий потік спрямовується на осцилограф. Як датчик зміни потужності використовують фотодіод. Фотодіод використовується також і як датчик інфрачервоного випромінювання. Цей спосіб визначення товщини шару покриття характеризується низькою точністю його оцінки. Задачею корисної моделі є оцінка стану робочої поверхні деталей з плівковими покриттями при експлуатації, ремонті з визначенням величини однорідності їх зносу. Найбільш близьким для визначення залишкового плівкового зміцненого шару робочої поверхні деталі є метод мікротвердості (ГОСТ 9450), який дозволяє оцінити досягнутий рівень його зміни в процесі експлуатації. Спосіб можливо використовувати для зіставлення показників по серії відбитків при різних складах і методах нанесення зміцнюючих покриттів, однак при використанні навантажень на чотиригранну піраміду він не придатний для оцінки зміни твердості плівкових покриттів. Для визначення мікротвердості таких покриттів використовують тригранну піраміду (вимірюють нанотвердість) і малі навантаження, які не дозволяють оцінити залишкову товщину плівкового покриття. Тому що цей метод потребує виготовлення спеціального зразка для вимірювань та не може бути використаний в процесі експлуатації деталі без її руйнування. Разом з тим, метод вдавлювання чотиригранної піраміди може бути використаний для визначення стану покриття при ремонті і технічному контролі. Поставлену задачу вирішує спосіб оцінки зносу і залишкової товщини робочого шару деталей з плівковими покриттями, який включає використання методу мікротвердості, при цьому, згідно з корисною моделлю, оцінку стану і залишкового ресурсу покриттів здійснюють за характером серії відбитків мікротвердості в різних поверхневих зонах, при якому визначають наявність смуг зсуву покриття при деформації в процесі дискретного навантаження індентора. 1 UA 99408 U 5 10 15 Як приклад, вдавлювали чотиригранну піраміду в різні зони за ступенем зносу ротора паливного насоса типу VRZ ZEXEL при навантаженні на індентор 25-50 г (фіг. 1) і визначали стан зміцненого шару з формування смуг, які проявляються у відбитку, та є результатом продавлювання (зсуву залишкового після експлуатації шару покриття) при дискретному навантаженні чотиригранною пірамідою на приладі UIT HVmicro-1. У цьому випадку під відбитком формуються смуги, кожна з яких характеризує зсув покриття та його товщину по діагоналі відбитка. Покриття продавлюється в такому порядку: спочатку у вершині піраміди, потім в напрямку її граней. Загальна картина деформаційних смуг і схематичне їх подання під відбитком наведена на фіг. 2. Дійсна товщина покриття може бути визначена по проекції перерізу смуги на глибину відбитку. У разі, якщо смужки по перерізу однакові, то справжня їх залишкова після зношування товщина, яка сформована на гіпотенузі відбитка (J), може бути визначена за її проекцією на катет к 2 (глибина відбитка та катет к 2 див. фіг. 2, згідно з формулою ГОСТ 9450). Для чотиригранної піраміди значення к 2 обчислюємо за формулою ГОСТ 9450; де є її залежність від площі під відбитком з урахуванням навантаження на індентор: F F , де HV h 0,03784 S k2 2 20 25 F - навантаження індентора, 50 г; 2 S - площа поверхні під відбитком, мм ; k 2 - глибина відбитка, мм. Як приклад виконали розрахунок товщини шару покриття по формованих смужках під індентором (однакової товщини, що характеризує однорідний знос у цій зоні) при навантаженні 50 г (0,4903 Н). Згідно з вимірюваннями к 2 - (катет), відповідає глибині відбитка та його визначали по залежності: F . HV h Підставивши значення, отримаємо: k 2 0,03784 0,05 0,03784 0,000444 168177 13 мм. , , 112,5 При цьому товщина плівкового покриття в зоні вимірювання становить: 1,3 0,108 мм, де 12 12 - сумарна кількість смуг (чорних і білих), де чорна - товщина плівкового покриття, зрушеного по гіпотенузі шару, а біла - матриця основного металу деталі. Одна смужка відповідає глибині шару, який залишився після експлуатації в зоні покриття (фіг. 2, а; фіг. 3 а) та складає - 0,108 мм або 108 мкм. Одночасно при неоднорідному зносі під відбитком формуються смужки різної товщини або переривчасті (фіг. 3 б), що характеризують локальність зносу у вимірювальній зоні та відповідну неоднорідність процесу (в зоні під відбитком). При цьому оцінюють ступінь неоднорідності по залишковій товщині смуг під відбитком в процентному співвідношенні. Спосіб оцінки залишкової товщини покриття ротора (фіг. 1), що визначається за товщиною смужок, ефективний при діагностуванні стану різних зон зношеної деталі в процесі експлуатації. Це використовується для прийняття рішення наступного відновлення з попереднім видаленням залишків первинного покриття і потім нанесенням нового. Відсутність смужок відповідає 100 % зносу (див. фіг. 2, в; фіг. 3 б). Спосіб визначення залишкової товщини покриття деталей при експлуатації шляхом оцінки структури під відбитком мікротвердості дозволяє оцінити стан покриття в різних зонах і на різних етапах експлуатації та реновації деталі. Джерела інформації: 1. Термозонд для неруйнівного контролю товщини захисних плівкових покриттів (Патент RU 2101674, G01B7/06, 10.01.1998): Чернишов В.М.; Терехов А.В. 2. Спосіб визначення товщини шару матеріалу (Патент RU 2023237, G01B21/08, 15.11.1994): Корнєєв В.Д. k 2 0,03784 30 35 40 45 50 2 UA 99408 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 1. Спосіб оцінки зносу і залишкової товщини робочого шару деталей з плівковими покриттями, який включає використання методу мікротвердості, який відрізняється тим, що оцінку стану і залишкового ресурсу покриттів здійснюють за характером серії відбитків мікротвердості в різних поверхневих зонах, при якому визначають наявність смуг зсуву покриття при деформації в процесі дискретного навантаження індентора. 2. Спосіб за п. 1, який відрізняється тим, що товщина кожної з формованих смужок відповідає залишковому шару покриття у відповідній зоні під відбитком, співвіднесена до його катета. 3. Спосіб за п. 1, який відрізняється тим, що смужки, які формуються під відбитком мікротвердості одного розміру, відповідають однорідному залишковому шару покриття, а ті, що різняться - неоднорідному, при цьому ступінь неоднорідності зносу оцінюють за максимальним відхиленням. 4. Спосіб за п. 1, який відрізняється тим, що при повному зносі покриття смужки під відбитком відсутні. 3 UA 99408 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюSkoblo Tamara Semenivna, Sidashenko Oleksandr Ivanovych, Pasko Natalia Serhiivna
Автори російськоюСкобло Тамара Семеновна, Сидашенко Александр Иванович, Пасько Наталья Сергеевна
МПК / Мітки
МПК: G01B 21/08
Мітки: покриттями, товщини, залишкової, спосіб, шару, зносу, деталей, оцінки, плівковими, робочого
Код посилання
<a href="https://ua.patents.su/6-99408-sposib-ocinki-znosu-i-zalishkovo-tovshhini-robochogo-sharu-detalejj-z-plivkovimi-pokrittyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки зносу і залишкової товщини робочого шару деталей з плівковими покриттями</a>
Вихрострумовий спосіб визначення глибини дефекту і залишкової товщини непошкодженого шару тонкостінних конструкцій із неферомагнітних матеріалів

Номер патенту: 58836
Опубліковано: 26.04.2011
Автор: Учанін Валентин Миколайович
МПК: G01N 27/90
Мітки: конструкцій, спосіб, залишкової, глибини, вихрострумовий, товщини, непошкодженого, шару, визначення, тонкостінних, матеріалів, неферомагнітних, дефекту
Формула / Реферат:
1. Вихрострумовий спосіб визначення глибини дефекту і залишкової товщини непошкодженого шару тонкостінних конструкцій із неферомагнітних матеріалів, при якому сканують контрольовану поверхню вихрострумовим диференційним перетворювачем з двома зустрічно включеними обмотками, спостерігають зміни сигналу вихрострумового перетворювача в процесі сканування, виділяють складову сигналу, обумовлену дефектом і, по перевищенню сигналу від дефекту...
Спосіб відновлення та підвищення властивостей робочого шару деталей
Номер патенту: 92472
Опубліковано: 26.08.2014
Автори: Сідашенко Олександр Іванович, Гончаренко Олександр Олексійович, Тіхонов Олександр Всеволодович, Сайчук Олександр Васильович, Скобло Тамара Семенівна, Марков Олександр Вікторович, Рибалко Іван Миколайович, Телятников Володимир Володимирович, Мальцев Тарас Віталійович
МПК: B23K 26/00
Мітки: робочого, підвищення, шару, властивостей, спосіб, деталей, відновлення
Формула / Реферат:
1. Спосіб відновлення та підвищення властивостей робочого шару деталей, що здійснюють наплавленням, який відрізняється тим, що процес реновації дефектних і зношених зон деталей з вуглецевих і низьковуглецевих сталей попередньо піддають зачистці, а потім відновлюють вуглецевим або низьковуглецевим дротом, близьким за хімічним складом до матеріалу деталі, і для підвищення твердості і зчеплення цього шару з основним металом вводять...
Спосіб об’єктивної рентгенограметричної оцінки товщини шару запальної інфільтрації при гнійно-деструктивних ускладненнях уражень легень у хворих на снід
Номер патенту: 90417
Опубліковано: 26.05.2014
Автори: Вороньжев Ігор Олександрович, Лімарєв Сергій Володимирович, Крамний Іван Омелянович
МПК: A61B 6/00
Мітки: шару, спосіб, уражень, гнійно-деструктивних, хворих, товщини, легень, снід, об`єктивної, ускладненнях, рентгенограметричної, інфільтрації, оцінки, запальної
Формула / Реферат:
Спосіб об'єктивної рентгенограметричної оцінки товщини шару запальної інфільтрації при гнійно-деструктивних ускладненнях уражень легень у хворих на СНІД шляхом виконання рентгенограми органів грудної клітки, який відрізняється тим, що паралельно з детальним аналізом виявлених рентгенологічних змін проводять рентгенограметричні розрахунки, спочатку порожнину на рентгенограмі або паперовому носії розмежовують розміщеними перпендикулярно...
Пристрій для контролю мікротвердості та товщини віброзміцненого шару металу

Номер патенту: 66278
Опубліковано: 26.12.2011
Автори: Яковенко Валерій Володимирович, Чурносов Андрій Павлович, Шатова Наталія Олександрівна
МПК: H01F 13/00
Мітки: товщини, контролю, металу, шару, віброзміцненого, мікротвердості, пристрій
Формула / Реферат:
Пристрій для контролю мікротвердості та товщини віброзміцненого шару металу, який містить вимірювальний перетворювач, що має ферозонд, блок обробки вихідного сигналу та електричні лінії зв'язку, який відрізняється тим, що ферозонд споряджено додатковою обмоткою.
Спосіб регулювання товщини фільтруючого підшару та товщини шару осаду при центрифугуванні суспензій та пристрій для його здійснення
Номер патенту: 95782
Опубліковано: 12.09.2011
Автори: Абрамюк Станіслав Федорович, Уманець Олександр Сергійович, Шматченко Богдан Анатолійович, Гершман Валерій Якович
МПК: B04B 13/00, B04B 11/00
Мітки: здійснення, товщини, підшару, фільтруючого, суспензій, пристрій, центрифугуванні, осаду, регулювання, спосіб, шару
Формула / Реферат:
1. Пристрій для регулювання товщини фільтруючого підшару та товщини шару, осаду при центрифугуванні суспензій, що містить ротор та шнек, споряджений скребками, кожний з яких змонтований на двох опорах, встановлених на корпусі шнека з можливістю автоматичного зворотно-поступального переміщення у радіальному напрямку, що передбачає зміну товщини фільтруючого підшару та товщини шару осаду у процесі центрифугування, який відрізняється тим, що...
Попередній патент: Пристрій для лазерної обробки
Наступний патент: Патрон для закріплення осьового ріжучого інструменту
Випадковий патент: Інгалятор (варіанти) та спосіб його використання (варіанти)