Вихрострумовий спосіб визначення глибини дефекту і залишкової товщини непошкодженого шару тонкостінних конструкцій із неферомагнітних матеріалів

Формула / Реферат
1. Вихрострумовий спосіб визначення глибини дефекту і залишкової товщини непошкодженого шару тонкостінних конструкцій із неферомагнітних матеріалів, при якому сканують контрольовану поверхню вихрострумовим диференційним перетворювачем з двома зустрічно включеними обмотками, спостерігають зміни сигналу вихрострумового перетворювача в процесі сканування, виділяють складову сигналу, обумовлену дефектом і, по перевищенню сигналу від дефекту встановленого порогу чутливості, знаходять місце розташування дефекту, аналізують фазу сигналу від дефекту, за якою з використанням кореляційної залежності фази від глибини дефекту визначають глибину виявленого дефекту незалежно від поверхні, на якій дефект утворюється в процесі експлуатації конструкції, визначають поверхню тонкостінної конструкції, на якій знаходиться дефект, і по визначеній глибині дефекту визначають залишкову товщину непошкодженого шару як різницю між номінальною товщиною тонкостінної конструкції і визначеною глибиною дефекту, який відрізняється тим, що визначають лінійний розподіл амплітуди сигналу вихрострумового перетворювача вздовж виявленого дефекту за орієнтації вихрострумового перетворювача, при якій проекція центрів зустрічно включених обмоток вихрострумового перетворювача на контрольовану поверхню знаходиться на лінії дефекту, визначають координати двох точок на лінійному розподілі, в яких амплітуда сигналу дефекту має максимальні значення, і по відстані між точками максимальної амплітуди визначають довжину дефекту, глибину дефекту і відповідну залишкову товщину непошкодженого шару визначають за кореляційними залежностями, побудованими для визначеного значення довжини дефекту.
2. Спосіб за п. 1, при якому попередньо виготовляють зразки із матеріалу контрольованого виробу товщини Т, яка відповідає номінальній товщині контрольованої конструкції, на які наносять штучні протяжні дефекти різної довжини, при цьому для кожної довжини протяжного дефекту виготовляють набір зразків з різною глибиною від h до Т на різних поверхнях тонкостінної конструкції, де h - поріг чутливості вихрострумового перетворювача до дефекту по глибині на відповідній поверхні, сканують зразки вихрострумовим перетворювачем і за параметрами сигналу визначають кореляційну залежність фази сигналу дефекту від його глибини для кожного значення довжини дефекту.
3. Спосіб за п. 1, при якому для контролю тонкостінних трубок використовують прохідний диференційний вихрострумовий перетворювач, який в процесі сканування переміщують вздовж осі трубки.
Текст
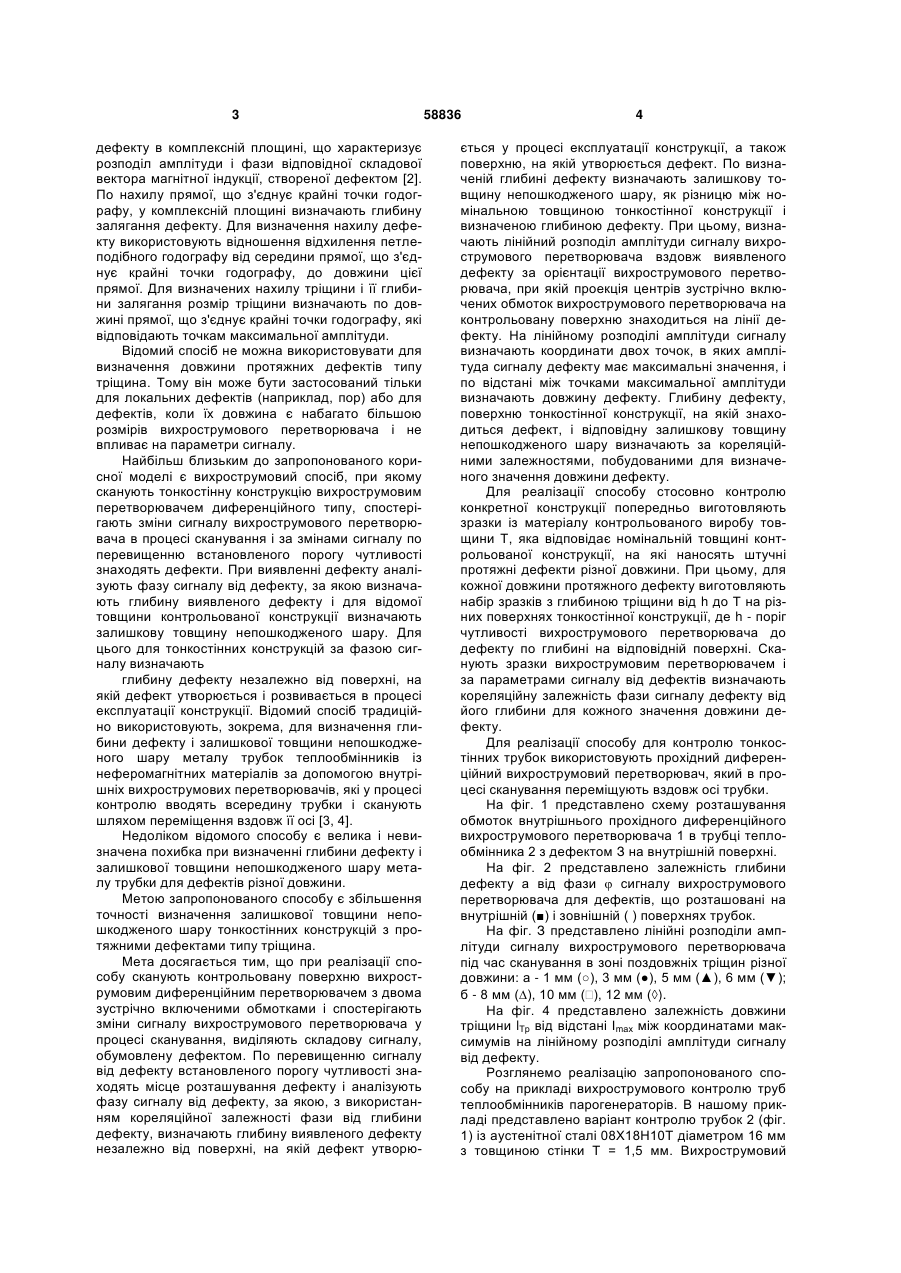
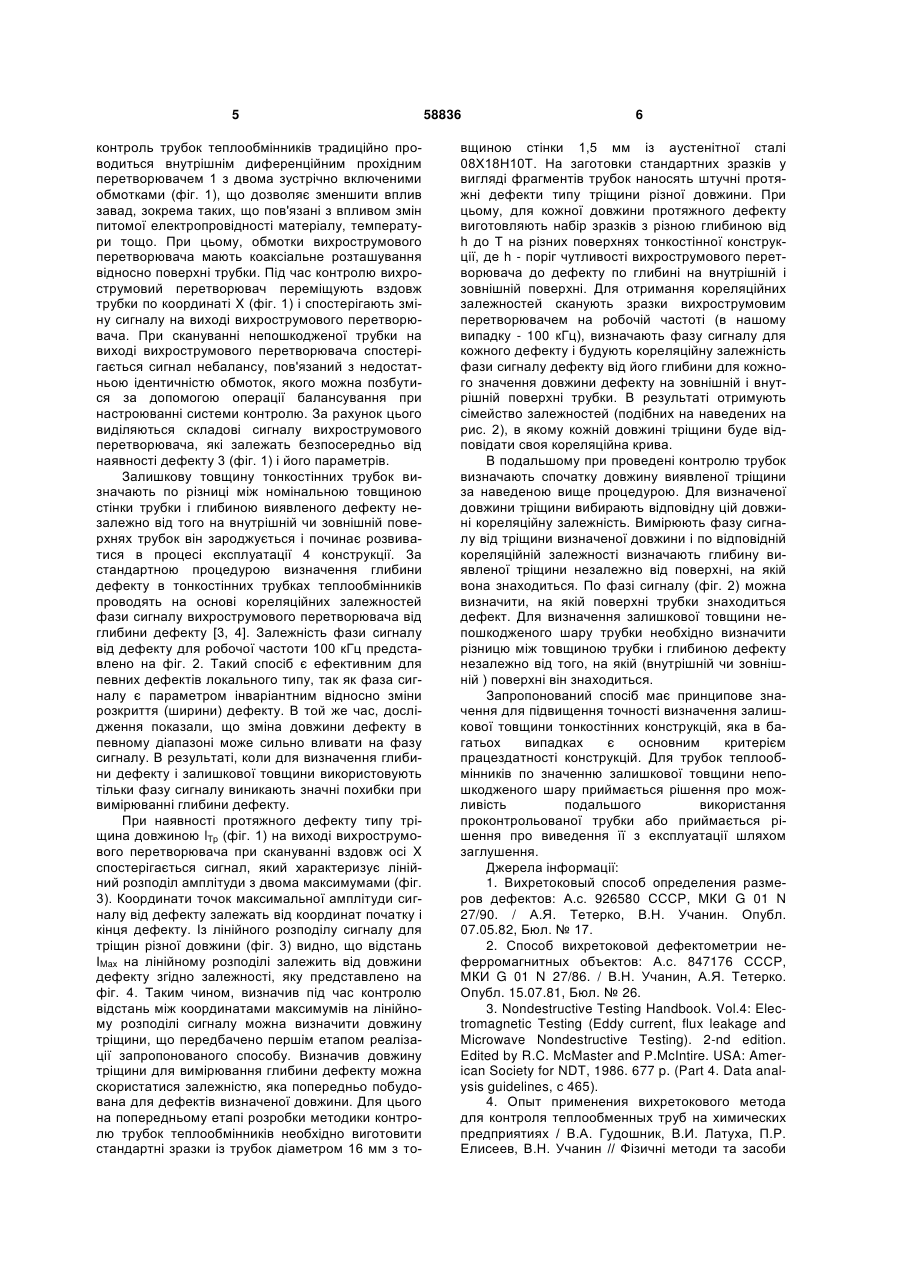
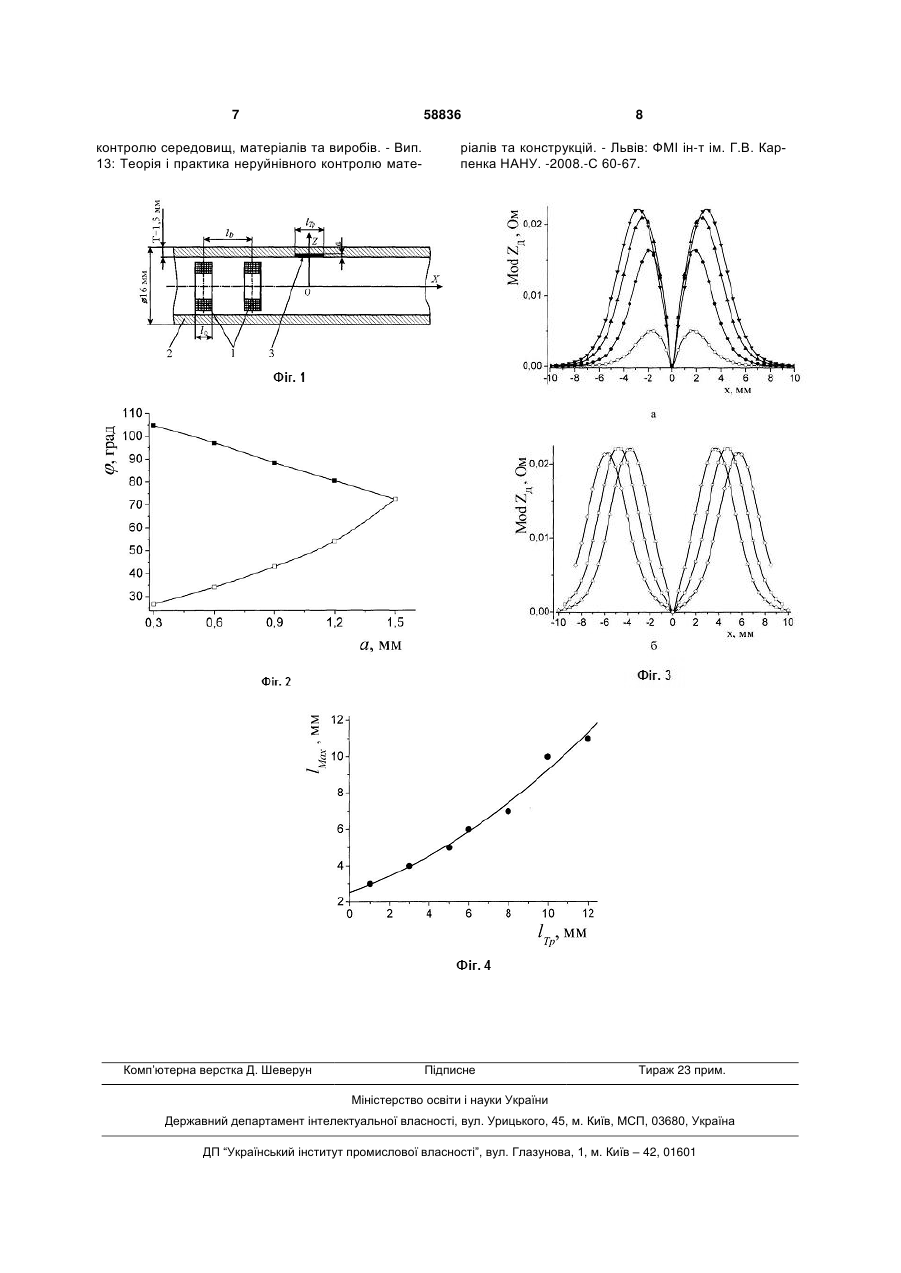
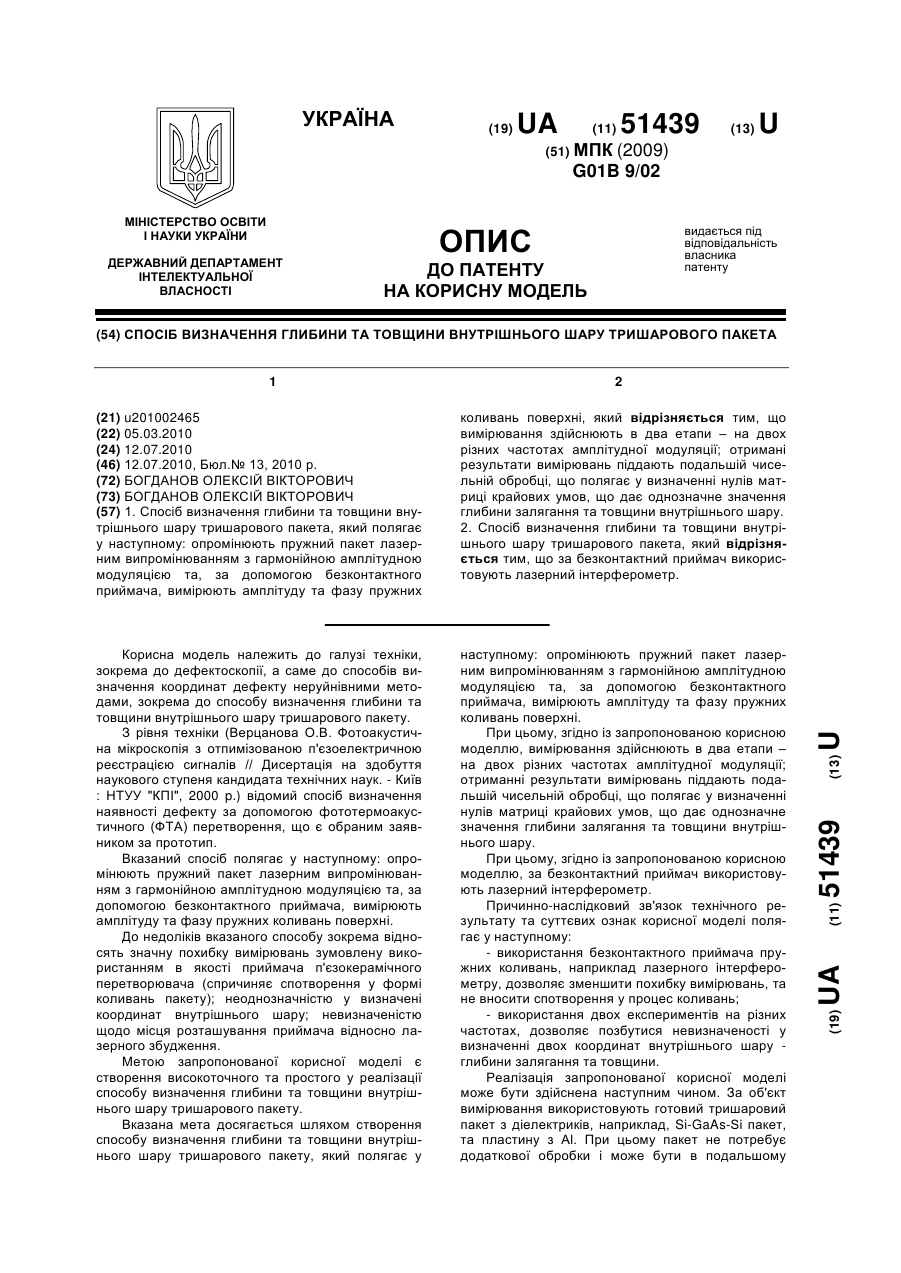
1. Вихрострумовий спосіб визначення глибини дефекту і залишкової товщини непошкодженого шару тонкостінних конструкцій із неферомагнітних матеріалів, при якому сканують контрольовану поверхню вихрострумовим диференційним перетворювачем з двома зустрічно включеними обмотками, спостерігають зміни сигналу вихрострумового перетворювача в процесі сканування, виділяють складову сигналу, обумовлену дефектом і, по перевищенню сигналу від дефекту встановленого порогу чутливості, знаходять місце розташування дефекту, аналізують фазу сигналу від дефекту, за якою з використанням кореляційної залежності фази від глибини дефекту визначають глибину виявленого дефекту незалежно від поверхні, на якій дефект утворюється в процесі експлуатації конструкції, визначають поверхню тонкостінної конструкції, на якій знаходиться дефект, і по визначеній глибині дефекту визначають залишкову товщину непошкодженого шару як різницю між номінальною товщиною тонкостінної конструкції і визначеною глибиною дефекту, який відрізняється тим, що визначають лінійний розподіл амплітуди сигналу вихрострумового перетворювача U 2 (19) 1 3 дефекту в комплексній площині, що характеризує розподіл амплітуди і фази відповідної складової вектора магнітної індукції, створеної дефектом [2]. По нахилу прямої, що з'єднує крайні точки годографу, у комплексній площині визначають глибину залягання дефекту. Для визначення нахилу дефекту використовують відношення відхилення петлеподібного годографу від середини прямої, що з'єднує крайні точки годографу, до довжини цієї прямої. Для визначених нахилу тріщини і її глибини залягання розмір тріщини визначають по довжині прямої, що з'єднує крайні точки годографу, які відповідають точкам максимальної амплітуди. Відомий спосіб не можна використовувати для визначення довжини протяжних дефектів типу тріщина. Тому він може бути застосований тільки для локальних дефектів (наприклад, пор) або для дефектів, коли їх довжина є набагато більшою розмірів вихрострумового перетворювача і не впливає на параметри сигналу. Найбільш близьким до запропонованого корисної моделі є вихрострумовий спосіб, при якому сканують тонкостінну конструкцію вихрострумовим перетворювачем диференційного типу, спостерігають зміни сигналу вихрострумового перетворювача в процесі сканування і за змінами сигналу по перевищенню встановленого порогу чутливості знаходять дефекти. При виявленні дефекту аналізують фазу сигналу від дефекту, за якою визначають глибину виявленого дефекту і для відомої товщини контрольованої конструкції визначають залишкову товщину непошкодженого шару. Для цього для тонкостінних конструкцій за фазою сигналу визначають глибину дефекту незалежно від поверхні, на якій дефект утворюється і розвивається в процесі експлуатації конструкції. Відомий спосіб традиційно використовують, зокрема, для визначення глибини дефекту і залишкової товщини непошкодженого шару металу трубок теплообмінників із неферомагнітних матеріалів за допомогою внутрішніх вихрострумових перетворювачів, які у процесі контролю вводять всередину трубки і сканують шляхом переміщення вздовж її осі [3, 4]. Недоліком відомого способу є велика і невизначена похибка при визначенні глибини дефекту і залишкової товщини непошкодженого шару металу трубки для дефектів різної довжини. Метою запропонованого способу є збільшення точності визначення залишкової товщини непошкодженого шару тонкостінних конструкцій з протяжними дефектами типу тріщина. Мета досягається тим, що при реалізації способу сканують контрольовану поверхню вихрострумовим диференційним перетворювачем з двома зустрічно включеними обмотками і спостерігають зміни сигналу вихрострумового перетворювача у процесі сканування, виділяють складову сигналу, обумовлену дефектом. По перевищенню сигналу від дефекту встановленого порогу чутливості знаходять місце розташування дефекту і аналізують фазу сигналу від дефекту, за якою, з використанням кореляційної залежності фази від глибини дефекту, визначають глибину виявленого дефекту незалежно від поверхні, на якій дефект утворю 58836 4 ється у процесі експлуатації конструкції, а також поверхню, на якій утворюється дефект. По визначеній глибині дефекту визначають залишкову товщину непошкодженого шару, як різницю між номінальною товщиною тонкостінної конструкції і визначеною глибиною дефекту. При цьому, визначають лінійний розподіл амплітуди сигналу вихрострумового перетворювача вздовж виявленого дефекту за орієнтації вихрострумового перетворювача, при якій проекція центрів зустрічно включених обмоток вихрострумового перетворювача на контрольовану поверхню знаходиться на лінії дефекту. На лінійному розподілі амплітуди сигналу визначають координати двох точок, в яких амплітуда сигналу дефекту має максимальні значення, і по відстані між точками максимальної амплітуди визначають довжину дефекту. Глибину дефекту, поверхню тонкостінної конструкції, на якій знаходиться дефект, і відповідну залишкову товщину непошкодженого шару визначають за кореляційними залежностями, побудованими для визначеного значення довжини дефекту. Для реалізації способу стосовно контролю конкретної конструкції попередньо виготовляють зразки із матеріалу контрольованого виробу товщини Т, яка відповідає номінальній товщині контрольованої конструкції, на які наносять штучні протяжні дефекти різної довжини. При цьому, для кожної довжини протяжного дефекту виготовляють набір зразків з глибиною тріщини від h до Т на різних поверхнях тонкостінної конструкції, де h - поріг чутливості вихрострумового перетворювача до дефекту по глибині на відповідній поверхні. Сканують зразки вихрострумовим перетворювачем і за параметрами сигналу від дефектів визначають кореляційну залежність фази сигналу дефекту від його глибини для кожного значення довжини дефекту. Для реалізації способу для контролю тонкостінних трубок використовують прохідний диференційний вихрострумовий перетворювач, який в процесі сканування переміщують вздовж осі трубки. На фіг. 1 представлено схему розташування обмоток внутрішнього прохідного диференційного вихрострумового перетворювача 1 в трубці теплообмінника 2 з дефектом З на внутрішній поверхні. На фіг. 2 представлено залежність глибини дефекту а від фази сигналу вихрострумового перетворювача для дефектів, що розташовані на внутрішній ( ) і зовнішній ( ) поверхнях трубок. На фіг. З представлено лінійні розподіли амплітуди сигналу вихрострумового перетворювача під час сканування в зоні поздовжніх тріщин різної довжини: а - 1 мм (○), 3 мм (●), 5 мм (▲), 6 мм (▼); б - 8 мм (), 10 мм ( 12 мм (). ), На фіг. 4 представлено залежність довжини тріщини lТр від відстані Іmах між координатами максимумів на лінійному розподілі амплітуди сигналу від дефекту. Розглянемо реалізацію запропонованого способу на прикладі вихрострумового контролю труб теплообмінників парогенераторів. В нашому прикладі представлено варіант контролю трубок 2 (фіг. 1) із аустенітної сталі 08Х18Н10Т діаметром 16 мм з товщиною стінки Т = 1,5 мм. Вихрострумовий 5 контроль трубок теплообмінників традиційно проводиться внутрішнім диференційним прохідним перетворювачем 1 з двома зустрічно включеними обмотками (фіг. 1), що дозволяє зменшити вплив завад, зокрема таких, що пов'язані з впливом змін питомої електропровідності матеріалу, температури тощо. При цьому, обмотки вихрострумового перетворювача мають коаксіальне розташування відносно поверхні трубки. Під час контролю вихрострумовий перетворювач переміщують вздовж трубки по координаті X (фіг. 1) і спостерігають зміну сигналу на виході вихрострумового перетворювача. При скануванні непошкодженої трубки на виході вихрострумового перетворювача спостерігається сигнал небалансу, пов'язаний з недостатньою ідентичністю обмоток, якого можна позбутися за допомогою операції балансування при настроюванні системи контролю. За рахунок цього виділяються складові сигналу вихрострумового перетворювача, які залежать безпосередньо від наявності дефекту 3 (фіг. 1) і його параметрів. Залишкову товщину тонкостінних трубок визначають по різниці між номінальною товщиною стінки трубки і глибиною виявленого дефекту незалежно від того на внутрішній чи зовнішній поверхнях трубок він зароджується і починає розвиватися в процесі експлуатації 4 конструкції. За стандартною процедурою визначення глибини дефекту в тонкостінних трубках теплообмінників проводять на основі кореляційних залежностей фази сигналу вихрострумового перетворювача від глибини дефекту [3, 4]. Залежність фази сигналу від дефекту для робочої частоти 100 кГц представлено на фіг. 2. Такий спосіб є ефективним для певних дефектів локального типу, так як фаза сигналу є параметром інваріантним відносно зміни розкриття (ширини) дефекту. В той же час, дослідження показали, що зміна довжини дефекту в певному діапазоні може сильно вливати на фазу сигналу. В результаті, коли для визначення глибини дефекту і залишкової товщини використовують тільки фазу сигналу виникають значні похибки при вимірюванні глибини дефекту. При наявності протяжного дефекту типу тріщина довжиною lТр (фіг. 1) на виході вихрострумового перетворювача при скануванні вздовж осі X спостерігається сигнал, який характеризує лінійний розподіл амплітуди з двома максимумами (фіг. 3). Координати точок максимальної амплітуди сигналу від дефекту залежать від координат початку і кінця дефекту. Із лінійного розподілу сигналу для тріщин різної довжини (фіг. 3) видно, що відстань ІMaх на лінійному розподілі залежить від довжини дефекту згідно залежності, яку представлено на фіг. 4. Таким чином, визначив під час контролю відстань між координатами максимумів на лінійному розподілі сигналу можна визначити довжину тріщини, що передбачено першім етапом реалізації запропонованого способу. Визначив довжину тріщини для вимірювання глибини дефекту можна скористатися залежністю, яка попередньо побудована для дефектів визначеної довжини. Для цього на попередньому етапі розробки методики контролю трубок теплообмінників необхідно виготовити стандартні зразки із трубок діаметром 16 мм з то 58836 6 вщиною стінки 1,5 мм із аустенітної сталі 08Х18Н10Т. На заготовки стандартних зразків у вигляді фрагментів трубок наносять штучні протяжні дефекти типу тріщини різної довжини. При цьому, для кожної довжини протяжного дефекту виготовляють набір зразків з різною глибиною від h до Т на різних поверхнях тонкостінної конструкції, де h - поріг чутливості вихрострумового перетворювача до дефекту по глибині на внутрішній і зовнішній поверхні. Для отримання кореляційних залежностей сканують зразки вихрострумовим перетворювачем на робочій частоті (в нашому випадку - 100 кГц), визначають фазу сигналу для кожного дефекту і будують кореляційну залежність фази сигналу дефекту від його глибини для кожного значення довжини дефекту на зовнішній і внутрішній поверхні трубки. В результаті отримують сімейство залежностей (подібних на наведених на рис. 2), в якому кожній довжині тріщини буде відповідати своя кореляційна крива. В подальшому при проведені контролю трубок визначають спочатку довжину виявленої тріщини за наведеною вище процедурою. Для визначеної довжини тріщини вибирають відповідну цій довжині кореляційну залежність. Вимірюють фазу сигналу від тріщини визначеної довжини і по відповідній кореляційній залежності визначають глибину виявленої тріщини незалежно від поверхні, на якій вона знаходиться. По фазі сигналу (фіг. 2) можна визначити, на якій поверхні трубки знаходиться дефект. Для визначення залишкової товщини непошкодженого шару трубки необхідно визначити різницю між товщиною трубки і глибиною дефекту незалежно від того, на якій (внутрішній чи зовнішній ) поверхні він знаходиться. Запропонований спосіб має принципове значення для підвищення точності визначення залишкової товщини тонкостінних конструкцій, яка в багатьох випадках є основним критерієм працездатності конструкцій. Для трубок теплообмінників по значенню залишкової товщини непошкодженого шару приймається рішення про можливість подальшого використання проконтрольованої трубки або приймається рішення про виведення її з експлуатації шляхом заглушення. Джерела інформації: 1. Вихретоковый способ определения размеров дефектов: А.с. 926580 СССР, МКИ G 01 N 27/90. / А.Я. Тетерко, В.Н. Учанин. Опубл. 07.05.82, Бюл. № 17. 2. Способ вихретоковой дефектометрии неферромагнитных объектов: А.с. 847176 СССР, МКИ G 01 N 27/86. / В.Н. Учанин, А.Я. Тетерко. Опубл. 15.07.81, Бюл. № 26. 3. Nondestructive Testing Handbook. Vol.4: Electromagnetic Testing (Eddy current, flux leakage and Microwave Nondestructive Testing). 2-nd edition. Edited by R.C. McMaster and P.McIntire. USA: American Society for NDT, 1986. 677 p. (Part 4. Data analysis guidelines, с 465). 4. Опыт применения вихретокового метода для контроля теплообменных труб на химических предприятиях / В.А. Гудошник, В.И. Латуха, П.Р. Елисеев, В.Н. Учанин // Фізичні методи та засоби 7 58836 контролю середовищ, матеріалів та виробів. - Вип. 13: Теорія і практика неруйнівного контролю мате Комп’ютерна верстка Д. Шеверун 8 ріалів та конструкцій. - Львів: ФМІ ін-т ім. Г.В. Карпенка НАНУ. -2008.-С 60-67. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюEddy-current method for determination of depth of defect and residual thickness of not damaged layer of thin-wall constructions made of non-ferromagnetic materials
Автори англійськоюUchanin Valentyn Mykolaiovych
Назва патенту російськоюВихретоковый способ определения глубины дефекта и остаточной толщины не поврежденного слоя тонкостенных конструкций из неферромагнитных материалов
Автори російськоюУчанин Валентин Николаевич
МПК / Мітки
МПК: G01N 27/90
Мітки: товщини, тонкостінних, шару, визначення, неферомагнітних, непошкодженого, спосіб, дефекту, вихрострумовий, конструкцій, матеріалів, залишкової, глибини
Код посилання
<a href="https://ua.patents.su/4-58836-vikhrostrumovijj-sposib-viznachennya-glibini-defektu-i-zalishkovo-tovshhini-neposhkodzhenogo-sharu-tonkostinnikh-konstrukcijj-iz-neferomagnitnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Вихрострумовий спосіб визначення глибини дефекту і залишкової товщини непошкодженого шару тонкостінних конструкцій із неферомагнітних матеріалів</a>
Спосіб визначення глибини та товщини внутрішнього шару тришарового пакета
Номер патенту: 51439
Опубліковано: 12.07.2010
Автор: Богданов Олексій Вікторович
МПК: G01B 9/02
Мітки: визначення, тришарового, внутрішнього, товщини, пакета, спосіб, шару, глибини
Формула / Реферат:
1. Спосіб визначення глибини та товщини внутрішнього шару тришарового пакета, який полягає у наступному: опромінюють пружний пакет лазерним випромінюванням з гармонійною амплітудною модуляцією та, за допомогою безконтактного приймача, вимірюють амплітуду та фазу пружних коливань поверхні, який відрізняється тим, що вимірювання здійснюють в два етапи – на двох різних частотах амплітудної модуляції; отримані результати вимірювань піддають...
Вихрострумовий спосіб визначення довжини тріщин
Номер патенту: 86505
Опубліковано: 27.04.2009
Автор: Учанін Валентин Миколайович
МПК: G01N 27/90
Мітки: визначення, довжини, спосіб, тріщин, вихрострумовий
Формула / Реферат:
1. Вихрострумовий спосіб визначення довжини тріщин, в якому сканують поверхню контрольованого виробу вихрострумовим перетворювачем, реєструють розподіл його сигналів по поверхні виробу, по характеру якого визначають параметри тріщини, який відрізняється тим, що реєструють розподіл сигналу вихрострумового перетворювача вздовж напрямку поширення тріщини, по якому визначають розподіл похідної сигналу, по якому визначають координати характерних...
Спосіб визначення товщини приповерхневого мікродефектного шару на пластинах кремнію
Номер патенту: 48502
Опубліковано: 25.03.2010
Автори: Жарких Юрій Серафимович, Єременко Вадим Олексійович, Примаченко Іван Андрійович, Карплюк Олександр Іванович, Третяк Олег Васильович, Лисоченко Сергій Васильович
МПК: G01B 11/30
Мітки: пластинах, мікродефектного, товщини, спосіб, кремнію, шару, визначення, приповерхневого
Формула / Реферат:
Спосіб визначення товщини приповерхневого мікродефектного шару на пластинах кремнію, що включає опромінення зразка світлом і реєстрацію характеристик відбитої зразком частини опромінення, який відрізняється тим, що опромінення проводять в області прозорості кремнію інфрачервоним світлом з довжиною хвиль 1,3-27 мкм, а товщину приповерхневого мікродефектного шару на пластинах кремнію визначають за величиною довгохвильової межі густини шумів...
Спосіб визначення товщини і розташування межі наплавленого шару
Номер патенту: 27557
Опубліковано: 12.11.2007
Автори: Кассов Валерій Дмитрович, Гавриш Павло Анатолійович
МПК: B23K 37/00
Мітки: розташування, межі, визначення, шару, наплавленого, спосіб, товщини
Формула / Реферат:
Спосіб визначення товщини і розташування межі наплавленого шару за допомогою рухомого стрижня, який відрізняється тим, що виконується одночасне контролювання декількох наплавлених валиків спеціальним шаблоном з блоком рухомих стрижнів, який встановлюється на деталь, при цьому рухомі стрижні шаблона своїми нижніми кінцівками контактують з верхівками наплавлених валиків деталі, а верхніми кінцівками визначається реальна межа наплавленого шару,...
Спосіб оцінки глибини дефекту емалі після дозованої кислотної дії
Номер патенту: 59118
Опубліковано: 15.08.2003
Автори: Удод Олександр Анатольович, Трубка Ірина Олександрівна, Бугорков Ігор Веніамінович, Шамаєв Віталій Віталійович, Яковлєва Наталля Миколаївна
МПК: A61C 19/04, A61B 6/14
Мітки: глибини, спосіб, дефекту, кислотної, дозованої, дії, оцінки, емалі
Формула / Реферат:
Спосіб оцінки глибини дефекту емалі зубів після дозованої кислотної дії, що полягає у протравленні ділянки вестибулярної поверхні емалі зубів і подальшій оцінці глибини дефекту емалі, який відрізняється тим, що здійснюють точну кількісну оцінку глибини дефекту емалі зубів безпосередньо у порожнині рота, для чого виконують інтраоральний знімок дефекту емалі зубів за допомогою інтраоральної камери, яка є сполученою з комп'ютером, з подальшим...
Попередній патент: Спосіб розпізнавання зображення, наприклад, відбитка пальця
Наступний патент: Спосіб очистки викидних газів від неприємних запахів
Випадковий патент: Спосіб радикальної мастектомії у хворих на рак молочної залози з надмірною масою тіла