Цифровий друк з нанесенням зв’язувального матеріалу і порошку
Формула / Реферат
1. Спосіб формування цифрового друку (Р) на панелі (1), що має поверхню (2), яка є частиною будівельної панелі (1), причому спосіб включає стадії, в яких:
переміщують панель під цифровою головкою (30') для нанесення краплин,
наносять на поверхню (2) рідинний зв'язувальний матеріал (11) за допомогою цифрової головки (30') для нанесення краплин;
наносять забарвлюючі матеріали (7) на рідинний зв'язувальний матеріал (11) і на поверхню (2);
зв'язують частину забарвлюючих матеріалів (7) з поверхнею (2) за допомогою рідинного зв'язувального матеріалу (11);
видаляють незв'язані забарвлюючі матеріали (7) з поверхні (2) так, що зв'язаними забарвлюючими матеріалами (7) формується цифровий друк (Р);
підводять тепло і прикладають тиск до панелі (1), поверхні (2) і зв'язаних забарвлюючих матеріалів (7) таким чином, що забарвлюючі матеріали (7) постійно зв'язуються з поверхнею (2),
причому забарвлюючі матеріали (7) впресовуються в поверхню (2), коли до панелі (1) підводять тепло і прикладають тиск.
2. Спосіб за п. 1, в якому щонайменше один об'єкт з поверхні (2) і забарвлюючих матеріалів (7) піддають пресуванню в стадії, в якій підводять тепло і прикладають тиск до панелі (1), поверхні і зв'язаних забарвлюючих матеріалів (7).
3. Спосіб за п. 1 або 2, в якому рідинний зв'язувальний матеріал (11) включає гліколь або гліцерин.
4. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) включає матеріал, який може стверджуватися при нагріванні і під тиском.
5. Спосіб за будь-яким з пп. 1-3, в якому поверхня (2) включає матеріал, який є плавким при нагріванні і під тиском.
6. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) включає деревні волокна (61).
7. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) включає термореактивну смолу (13), яка отверджується в стадії, в якій підводять тепло і прикладають тиск, таким чином, що забарвлюючі матеріали (7) постійно зв'язуються з поверхнею (2) за допомогою отвердженої термореактивної смоли.
8. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) становить частину панелі (1) підлогового покриття.
9. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) являє собою паперовий шар або плівку.
10. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) включає шар порошку.
11. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) включає ще один колір, ніж забарвлюючі матеріали (7).
12. Спосіб за будь-яким з попередніх пунктів, в якому рідинний зв'язувальний матеріал (11) має водну основу.
13. Спосіб за будь-яким з попередніх пунктів, в якому нанесений рідинний зв'язувальний матеріал (11) піддають впливу ІЧ-випромінювання (23) або гарячого повітря.
14. Спосіб за будь-яким з попередніх пунктів, в якому цифрова головка (30') для нанесення краплин являє собою чорнильну п'єзоголовку.
15. Спосіб за будь-яким з попередніх пунктів, в якому рідинний зв'язувальний матеріал (11) наносять у вигляді краплин (56), розміщених в формі растра (R1-R4), і причому забарвлюючі матеріали (7) зв'язуються декількома краплинами.
16. Спосіб за будь-яким з пунктів 3-15, в якому рідинний зв'язувальний матеріал містить 10-70 % води і 30-90 % гліколю і/або гліцерину, за вагою.
17. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) включає суху меламіноформальдегідну смолу (13), яка розплавляється, коли наносить рідинний зв'язувальний матеріал (11), і яка зв'язує забарвлюючі матеріали (7) з поверхнею (2).
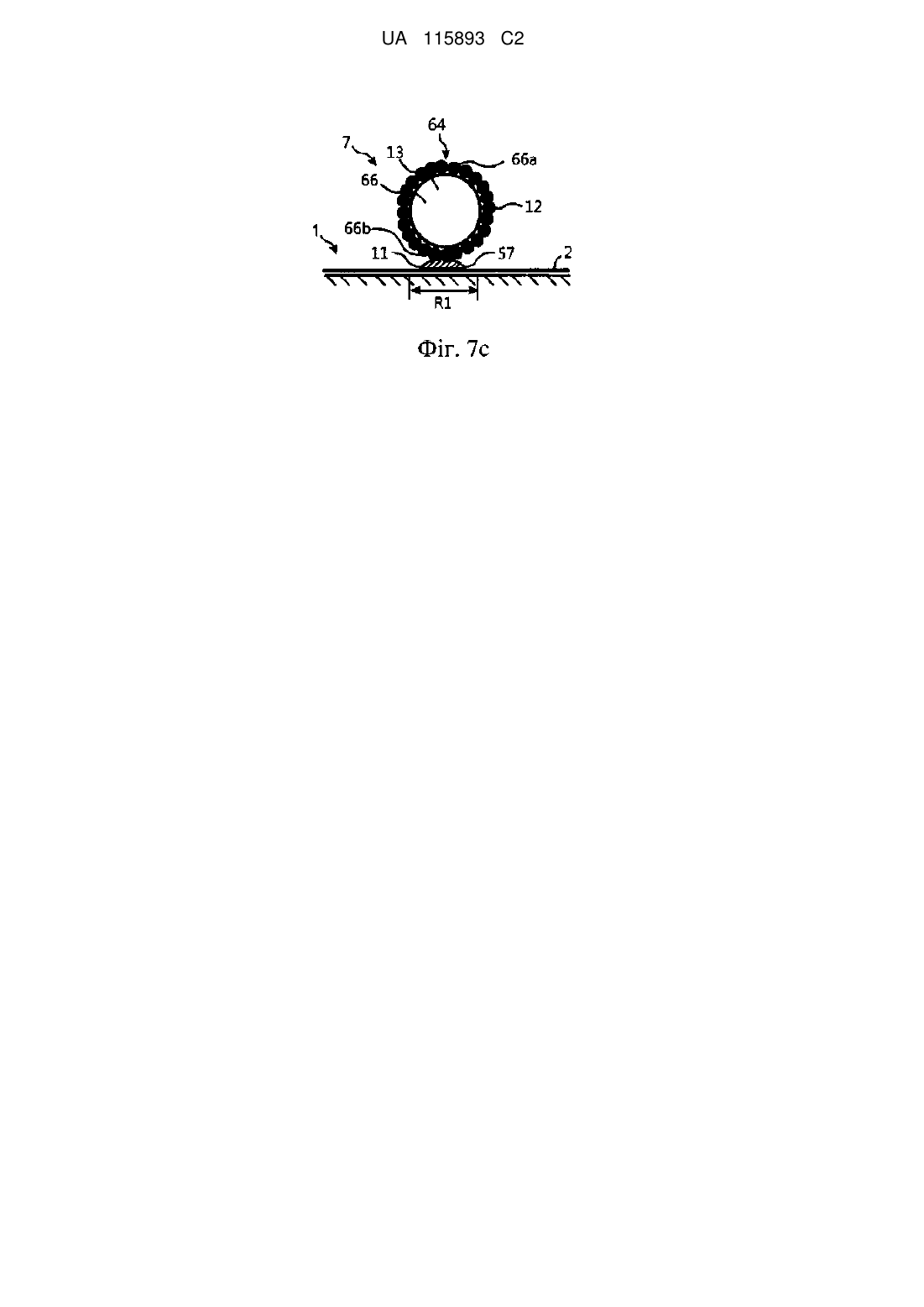
18. Спосіб за будь-яким з попередніх пунктів, в якому забарвлюючі матеріали (7) включають пігменти (12), змішані з сухим зв'язувальним матеріалом (13), який взаємодіє з рідинним зв'язувальним матеріалом (11).
19. Спосіб за п. 18, в якому сухий зв'язувальний матеріал (13) включає термореактивну смолу.
20. Спосіб за будь-яким з попередніх пунктів, в якому кожний із забарвлюючих матеріалів (7) має тіло (66) частинки, що включає деревні волокна (61).
21. Спосіб за будь-яким з попередніх пунктів, причому спосіб включає додаткові стадії, в яких наносять нові забарвлюючі матеріали (7, 12b) з іншим кольором на перші зв'язані забарвлюючі матеріали (7, 12а) і на поверхню (2), зв'язують частину нових забарвлюючих матеріалів (7, 12b) з поверхнею за допомогою зв'язувального матеріалу, і видаляють незв'язані нові забарвлюючі матеріали (7, 12b) з поверхні так, що формується цифровий друк (Р) з перших (12а) і нових забарвлюючих матеріалів(12b), розміщених поруч один з одним на поверхні (2).
22. Спосіб за будь-яким з попередніх пунктів, в якому забарвлюючі матеріали (7) наносять розсипанням.
23. Спосіб за будь-яким з попередніх пунктів, в якому цифровий друк включає забарвлюючі матеріали (7), розміщені у вигляді деревних волокон або малюнка каменя.
24. Спосіб за будь-яким з попередніх пунктів, в якому забарвлюючі матеріали (7) наносять на рідинний зв'язувальний матеріал (11).
25. Спосіб за будь-яким з попередніх пунктів, в якому поверхню (2) зі зв'язаними забарвлюючими матеріалами (7) піддають пресуванню під тиском близько 40-60 бар (4-6 МПа) і нагріванню при температурі, що перевищує приблизно 160 °C.
26. Спосіб за будь-яким з попередніх пунктів, в якому поверхню (2) і забарвлюючі матеріали (7) піддають пресуванню і отвердженню з утворенням твердої поверхні з рельєфною (17) структурою таким чином, що частина забарвлюючих матеріалів розташовується під верхніми частинами поверхні (2).
27. Установка (40) для створення цифрового друку (Р) на панелі (1), що має поверхню (2), яка є частиною будівельної панелі (1), причому установка включає конвеєр (21), цифрову головку (30') для нанесення краплин, пристрій (27) для нанесення сухих чорнил, і пристрій (28) для видалення сухих чорнил,
причому конвеєр пристосований для переміщення панелі (1) по суті горизонтально під цифровою головкою для нанесення краплин,
причому цифрова головка (30') для нанесення краплин пристосована для нанесення рідких безбарвних чорнил (11) на поверхню (2),
причому пристрій (27) длянанесення сухих чорнил пристосований для нанесення сухих чорнил (15), які включають сухі забарвлюючі матеріали (7), на безбарвні чорнила (11), причому рідкі безбарвні чорнила (11) пристосовані для зв'язування частини забарвлюючих матеріалів (7) з поверхнею (2), і
причому пристрій (28) для видалення сухих чорнил пристосований для видалення незв'язаних забарвлюючих матеріалів (7) з поверхні (2) після кожного нанесення безбарвних чорнил (11) і сухих чорнил (15),
зазначена установка додатково включає прес, причому прес пристосований для підведення тепла і прикладання тиску до панелі (1), поверхні (2) і зв'язаних забарвлюючих матеріалів (7), коли незв'язані забарвлюючі матеріали (7) були видалені, таким чином, що щонайменше один об'єкт з поверхні (2) і забарвлюючих матеріалів (7) піддається пресуванню, і поверхня і забарвлюючі матеріали зв'язуються один з одним.
28. Установка за п. 27, в якій цифрова головка (30') для нанесення краплин пристосована для нанесення на поверхню (2) рідких безбарвних чорнил (11), що включають гліколь або гліцерин.
29. Установка за будь-яким з пп. 27-28, в якій цифрова головка (30') для нанесення краплин має цифрове з'єднання з цифровим керуючим пристроєм (34), який контролює нанесення краплин (56) безбарвних чорнил, швидкість конвеєра (21), і функціонування пристрою (27) для нанесення сухих чорнил.
30. Установка за будь-яким з попередніх пп. 27-29, в якій пристрій (27) для нанесення сухих чорнил включає валик (46).
31. Установка за будь-яким з попередніх пп. 27-30, в якій пристрій (27) для нанесення сухих чорнил включає валик з гравірованою, тиснутою, протравленою або підданою піскоструминній обробці, або голчатою поверхнею (44), який діє як дозуючий пристрій, який пристосований для переміщення попередньо визначеної кількості сухих чорнил (15) на поверхню (2).
32. Установка за будь-яким з попередніх пп. 27-31, в якій пристрій (28) для видалення сухих чорнил пристосований для видалення забарвлюючих матеріалів (7) потоком повітря.
33. Установка за будь-яким з попередніх пп. 27-32, в якій пристрій (28) для видалення сухих чорнил пристосований для видалення забарвлюючих матеріалів (7) потоком повітря і за допомогою вакууму, який видуває і засмоктує забарвлюючі матеріали.
34. Установка за будь-яким з попередніх пп. 27-33, в якій цифрова головка (30) для нанесення краплин являє собою цифрову друкуючу п′єзоголовку.
35. Установка за будь-яким з попередніх пп. 27-34, в якій декілька цифрових головок (30') для нанесення краплин розміщені паралельно таким чином, що по суті вся ширина поверхні (2) покривається головками.
36. Установка за будь-яким з попередніх пп. 27-35, що додатково включає стабілізуючий пристрій, пристосований для подачі вологи і нагрівання, щоб стабілізувати поверхню (2) порошку, що включає деревні волокна і сухі меламінові смоли, і причому стабілізацію проводять перед нанесенням безбарвних чорнил (11).
37. Установка за будь-яким з попередніх пп. 27-36, в якій цифрова головка для нанесення краплин пристосована для нанесення безбарвних чорнил (11), що включають воду.
38. Установка за будь-яким з попередніх пп. 27-37, що додатково включає ІЧ-лампу, пристосовану для висушування безбарвних чорнил (11) після нанесення.
39. Установка за будь-яким з попередніх пп. 27-38, в якій пристрій (27) для нанесення сухих чорнил і пристрій (28) для видалення сухих чорнил пристосовані для нанесення і видалення частинок (61) сухих чорнил на основі деревних волокон.
Текст
Реферат: Винахід належить до способу і установки для формування цифрового друку, для чого панель переміщують під цифровою головкою (30') для нанесення рідинного зв'язувального матеріалу (11) на поверхню (2) панелі, наносять забарвлюючі матеріали (7) на поверхню, зв'язують частину забарвлюючих матеріалів з поверхнею за допомогою рідинного зв'язувального матеріалу, видаляють незв'язані забарвлюючі матеріали і забезпечують постійне зв'язування забарвлюючих матеріалів з поверхнею при нагріванні і прикладанні тиску. UA 115893 C2 (12) UA 115893 C2 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої належить винахід Винахід в основному стосується галузі декоративних поверхонь, що створюються в цифровій формі для будівельних панелей, таких як підлогові покриття і стінові панелі. Винахід стосується способу і установки для нанесення і зв'язування забарвлюючих матеріалів на порошковій основі таким чином, що на таких поверхнях виконується цифровий друк. Галузь застосування Варіанти здійснення даного винаходу особливо придатні для застосування в підлогових покриттях, які сформовані з підлогових панелей, що включають основу, або корпус, декоративний шар і переважно прозорий зносостійкий структурований шар зверху декоративного шару. Переважними варіантами виконання є стандартні ламінатні підлогові покриття, підлогове покриття на порошковій основі, дерев'яні підлоги, вінілові підлогові LVTплитки на полімерній основі і керамічні плитки. Тому нижченаведений опис способів, проблем відомої технології, і цілей і ознак винаходу буде, як необмежувальний приклад, зосереджений передусім на цій галузі застосування, і, зокрема, на підлогових покриттях, які подібні традиційним ламінованим підлоговим покриттям або підлоговим покриттям з пружним поверхневим шаром. Потрібно підкреслити, що варіанти здійснення винаходу можуть бути застосовані для створення цифрового зображення і/або виконаної в цифровій формі структури на будь-якій поверхні, але переважними є плоскі панелі, наприклад, такі як будівельні панелі загалом, стінові панелі, стелі, компоненти меблів і подібні вироби, які, як правило, мають великі поверхні з сучасними декоративними малюнками. Базові принципи винаходу можуть бути використані для нанесення друку на папір, плівку, текстильні матеріали, метали, тверду деревину, деревний шпон, листові матеріали на деревній основі, пробку, лінолеум, полімерний матеріал, керамічні матеріали, шпалери, і тому подібні поверхні. Рівень техніки Нижченаведений опис використовується для викладення основ і виробів, матеріалів і способів виготовлення, які можуть включати конкретні частини переважних варіантів виконання в уявленні даного винаходу. а) Ламінатні підлогові покриття. Більшість всіх ламінатних підлогових покриттів виготовляється згідно зі способом виготовлення, який в загальному називається "Ламінатом Прямого Пресування" (DPL). Такі ламіновані підлогові покриття мають основу з деревноволокнистої плити товщиною 6-12 мм, верхній декоративний поверхневий шар ламінату товщиною 0,2 мм, і нижній стабілізуючий шар з товщиною 0,1-0,2 мм з ламінату, пластику, паперу або тому подібних матеріалів. Поверхневий шар ламінатного підлогового покриття відрізняється тим, що декоративні властивості і характеристики зносостійкості, як правило, виходять за допомогою двох окремих шарів з паперу, один зверху іншого. Як правило, декоративний шар являє собою протягнутий в пресі папір, і зносостійкий шар являє собою прозорий покривний шар (еверлей) з паперу, який включає дрібні частинки оксиду алюмінію. Декоративний шар є найбільш важливим з нашарованих паперів, оскільки він створює візуальний зовнішній вигляд ламінату. Питома вага декоративного паперу, як правило, варіює в 2 діапазоні 60-150 г/м . 2 Покривний папір, як правило, є тоншим з питомою вагою близько 20-50 г/м , і виготовлений з чистої целюлози, яка основана на делігніфікованій целюлозі. Покривний папір стає майже повністю прозорим після ламінування, і стає видимим зовнішній вигляд декоративного паперу. Товстіші покривні папери зі значною кількістю частинок оксиду алюмінію можуть зумовлювати високу зносостійкість. Недолік полягає в тому, що вони менш прозорі, і декоративний малюнок закритий сірим шаром, який спотворює надрукований малюнок. Надруковування декоративних паперів є економічно дуже вигідним. Використовуються ротаційні машини глибокого друку з друкарськими циліндрами, які можуть мати ширину 3 метри, і які можуть діяти зі швидкістю до 600 м/хв. Друкарські циліндри звичайно виготовляють традиційним механічним гравіруванням. Нещодавно було введене цифрове лазерне гравірування, яке дозволяє швидше створювати малюнок декору, і забезпечує кращу якість декору. Часто використовують безсольветні чорнила з органічними пігментами, і надлишкові чорнила використовують повторно. Надрукований декоративний папір і покривний шар просочують меламіноформальдегідними смолами, які звичайно називаються меламіновими смолами, і нашаровують на основу з деревноволокнистої плити високої щільності (HDF) у великих пресах для безперервного або періодичного ламінування, де смола отверджується при сильному нагріванні (близько 170 °C) і високому тиску (40-60 бар (4-6 МПа)), і папери нашаровуються на матеріал 1 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 основи. Рельєфна друкарська пластина або сталева стрічка формує поверхневу структуру. Іноді як друкарську матрицю використовують структурований папір. Тиснення на високоякісних підлогових покриттях виконують в приведенні до малюнка. Глибину тиснення обмежують до 0,10,2 мм (100-200 мікронів (мкм)). Ламіновані підлогові покриття також можуть бути виготовлені за технологією прямого друку. Одна перевага полягає в тому, що можна уникнути операції пресування, і що не потрібні надруковані папери для створення декоративної поверхні. Використовують друкарські чорнила на водній основі для надруковування декору на машині багатоколірного друку валиками на попередньо ущільнену основу, і друк покривають захисним прозорим зносостійким шаром, який може являти собою покривний шар, пластикову плівку або шар лаку. Процес виготовлення є досить складним і рентабельний тільки при дуже великих обсягах виробництва. Технологія прямого друку може бути замінена технологією цифрового друку, яка є набагато більш технологічно гнучкою, і малі обсяги виробництва можуть бути економічно вигідними при виготовленні. Різниця між цими двома способами головним чином полягає в стадії друку, де друкарські валики замінені процесом цифрового неконтактного друку. Цифровий друк також може бути використаний для друку на паперовому листі, який застосовують в традиційному виробництві ламінату і нашаровують при нагріванні і під тиском. Друк може бути виконаний до або після імпрегнування. Такий друк до імпрегнування є ускладненим, оскільки папір може набухати і зморщуватися під час друку і стадії імпрегнування, і малі кількості не є рентабельними для імпрегнування. Друк після імпрегнування на просоченому меламіном папері є дуже ускладненим, оскільки пігменти, нанесені на поверхню меламіну, розтікаються під час стадії пресування, коли меламінова смола знаходиться в рідкому стані. Такі проблеми можуть бути частково дозволені способом, де використовують паперову основу, що переважно включає основний колір, і фіксують на основі до друку, і імпрегнований папір або меламіновий порошок наносять під і/або над паперовою основою так, що смоли з імпрегнованих паперів просочуються в паперову основу під час стадії пресування. Ламінатні підлогові покриття також можуть мати поверхню з паперових плівок або пластикових плівок, і такі плівкові матеріали також можуть бути використані для цифрового друку. Захисний зносостійкий прозорий шар, який, як правило, являє собою поліуретановий лак, використовують для покриття надрукованого декору. b) Підлогові покриття на порошковій основі (WFF) Нещодавно були розроблені нові "безпаперові" типи підлогових покриттів з твердими поверхнями, що включають по суті однорідну суміш порошкоподібних волокон, зв'язувальних матеріалів і зносостійких частинок, які далі називаються WFF (Wood Fibre Floor - підлогове покриття з деревного волокна). Суміш порошків може включати частинки оксиду алюмінію, меламіно-формальдегідні смоли і деревні волокна. У більшості варіантів застосування в суміш вводять декоративні частинки, наприклад, такі як кольорові пігменти. Як правило, всі ці матеріали наносять в сухій формі у вигляді змішаного порошку на несучу HDF-плиту і отверджують при нагріванні і під тиском до твердого шару товщиною 0,1-1,0 мм. Порошок перед пресуванням стабілізують вологою і ІЧлампами так, що він утворює верхній покривний шар, подібний паперовому шару, і цим запобігається здування порошку під час пресування. Меламіно-формальдегідний порошок і деревні волокна можуть бути замінені термопластичними частинками. Можуть бути одержані деякі переваги порівняно з відомою технологією і, особливо, перед традиційними ламінатними підлоговими покриттями, такі як підвищена стійкість до зносу і ударів, глибоке тиснення, поліпшена технологічна гнучкість виробництва, і знижені витрати. Може бути легко досягнута глибина тиснення 0,2-0,7 мм. Порошкова технологія дуже придатна для одержання декоративного поверхневого шару, який імітує камінь і кераміку. У минулому було складніше створювати, наприклад, такі оформлення, як деревні декори. Однак нещодавно був розроблений цифровий порошковий друк, і стало можливим створювати дуже розвинені декори будь-якого типу введенням чорнила в порошок перед пресуванням. Можуть бути повністю усунуті проблеми, пов'язані з імпрегнуванням паперу, оскільки імпрегнування не потрібне. Поверхнева структура виконується таким же шляхом, як для ламінатних підлогових покриттів, за допомогою структурованої друкарської пластини, сталевої стрічки або рельєфної паперової матриці, якими спресовують порошок. Основна перевага порівняно з іншими технологіями цифрового друку полягає в тому, що порошок створює основний колір, і не потрібний ніякий захисний шар зверху друку, оскільки чорнила можуть просочуватися в порошок. Однак просочення є досить обмеженим, оскільки чорнильні краплини будуть зв'язуватися з першою часткою, з якою вони зіткнуться, головним чином з деревними волокнами. Підвищена зносостійкість може бути досягнута, якщо декілька 2 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 шарів друкарського порошку наносять один зверху іншого, або якщо як захисний шар використовується порошковий покривний шар, що наноситься зверху цифрового друку. с) Меламіно-формальдегідна смола. Базовим матеріалом в ламінатних і WFF підлогових покриттях є термореактивна меламіноформальдегідна смола, яка використовується як зв'язувальний матеріал. Меламінова смола або меламіно-формальдегідна смола (для узагальнення скорочено називається "меламіном") являє собою твердий термореактивний пластичний матеріал, що одержується з меламіну і формальдегіду шляхом полімеризації. Така смола, яка далі називається меламіном, включає три основні стадії. Ці стадії, А-стадія, В-стадія, С-стадія, описані в публікації автора George Odian "Principles of Polymerization" ("Принципи полімеризації"), 3-е видання, яка включена тут посиланням, в тому числі особливо сторінки 122-123. Перша неотверджена А-стадія виходить, коли меламін, формальдегід і воду кип'ятять з утворенням рідкого матеріалу із вмістом сухої речовини близько 50 %. Другу напівотверджену В-стадію одержують, коли рідку смолу використовують для імпрегнування, наприклад, покривного паперу, який після нанесення рідкої смоли висушують при нагріванні. Молекули починають зшиватися, але смола все ще може отверджуватися в кінцевій стадії, якщо висушування смоли проводять протягом досить короткого часу, наприклад, однієї хвилини, і з нагріванням при температурі близько 90-120 °C. В-Стадія також може бути одержана при розпиленні рідкої смоли гарячим повітрям так, що краплини висушуються, і виходить сухий напівотверджений меламіно-формальдегідний порошок, який включає дрібні круглі сферичні частинки з діаметром близько 30-100 мікронів (0,03-0,10 мм). Кінцева повністю отверджена С-стадія виходить, коли, наприклад, імпрегнований меламіном папір або WFF-порошок нагрівають до температури близько 160 °C під тиском протягом 10-20 секунд. Суха меламіно-формальдегідна смола стає м'якою, розплавляється і отверджується до фіксованої форми, коли температуру підвищують під час пресування. Отвердження залежить від температури і тривалості нагрівання. Отвердження може бути одержане при нижчих температурах і тривалішому часі, або при вищих температурах протягом коротшого часу. Одержаний розпилювальним сушінням порошок меламіну також може бути отверджений при високій температурі. d) Дерев'яні підлоги. Дерев'яні підлоги виготовляють багатьма різними шляхами. Традиційні суцільні дерев'яні настили підлоги були вдосконалені до більш конструктивно складних підлогових покриттів з шарами з деревини, нанесеними на основу, виконану з деревних ламелей, деревноволокнистої плити високої щільності (HDF) або фанери. Більшість таких підлогових покриттів постачається у вигляді підданих чорновій обробці підлогових покриттів з дерев'яною поверхнею, яку покривають декількома прозорими шарами на фабриці. Покриття може бути виконане з УФотверджуваного поліуретану, масла або воску. Нещодавно дерев'яні підлогові покриття також почали виробляти з нанесеним цифровим друком малюнком, який поліпшує конфігурацію структури деревних волокон в дерев'яних виробах, які мають поверхню незадовільної якості. е) Керамічні плитки Керамічні плитки являють собою один з головних матеріалів, що використовуються для підлогових покриттів і стінових покриттів. Сировинні матеріали, що застосовуються для формування плиток, складаються з глинистих мінералів, польового шпату і хімічних добавок, необхідних для процесу формування. В одному стандартному способі одержання керамічних плиток застосовують наступні технологічні стадії. Сировинні матеріали розмелюють в порошок і змішують. Іноді потім додають воду, і інгредієнти розмелюють у вологому стані. Воду видаляють з використанням фільтрування під тиском, з подальшим розпилювальним сушінням до порошкоподібної форми. Потім одержаний порошок піддають напівсухому пресуванню під дуже високим тиском (близько 400 бар (40 МПа)) з утворенням корпусу плитки з товщиною 6-8 мм. Корпус плитки додатково висушують для видалення залишкової вологи і для стабілізації плиткового формування до суцільного однорідного матеріалу. Нещодавно було розроблене напівсухе пресування великих і тонких панелей. Сухий гранульований матеріал спресовують при дуже високому тиску до 400 бар (40 МПа), і можуть бути економічним шляхом одержані панелі з розмірами 1×2 м і більше, і зі зменшеною до декількох мм товщиною. Такі панелі можуть бути використані для стінових панелей і робочих поверхонь. Час виготовлення виробу був скорочений від декількох днів до менше, ніж однієї години. Такі панелі можуть бути розкроєні з наданням потрібної форми при допусках на обробку, які перевершують традиційні способи, і можуть бути змонтовані навіть в незв'язному стані за допомогою механічних кріпильних систем. На корпус плитки сухим або мокрим методами наносять один або декілька шарів глазурі, яка являє собою скловидний матеріал. Товщина глазурі становить близько 0,2 3 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 0,5 мм. На плитці можуть бути дві глазурі, спочатку непрозора глазур на корпусі плитки, потім прозора глазур на поверхні. Призначення глазурування плитки полягає в захисті плитки. Глазурування може бути виконане з численними різними кольорами і конфігураціями. Деяка глазур може створювати різні текстури. Після глазурування плитку піддають випалюванню в печі або обпалювальній печі при дуже високих температурах (1300 °C). Під час випалювання частинки глазурі спікається і сплавляються одна з одною, і утворюють зносостійкий шар. Для створення декоративних малюнків часто використовують роликові форми для трафаретного друку. Контактний характер ротаційного трафаретного друку зумовлює численні недоліки, такі як пошкодження і тривалі періоди часу налаштування. Тому деякі виробники плиток нещодавно замінили цю традиційну технологію друку технологією цифрового струминного друку, яка забезпечує ряд переваг. Як правило, використовують чорнила на масляній основі, і друк наносять на спресований корпус плитки або на базову глазур, яку наносять у вологій формі і висушують перед надрукуванням. На цифровий друк може бути нанесений шар прозорої глазурі, щоб поліпшити зносостійкість. Цифровий неконтактний друк означає відсутність пошкоджень і можливість використання тонших корпусів плиток. Іншими основними перевагами є коротка тривалість налаштування, рандомізований друк без повторюваних ефектів і здатність виконання друку на поверхнях із змінними структурами і на плитках зі скошеними кромками. Додатковими обставинами, які сприяли введенню технології цифрового друку у виробництво плиток, є той факт, що керамічні плитки є досить малорозмірними порівняно, наприклад, з ламінатними підлоговими покриттями або підлоговими покриттями на порошковій основі, які виготовляються у вигляді великих спресованих плит з величиною близько 2,1×2,7 м. У промисловості для виробництва плиток можуть бути застосовані досить маленькі принтери з обмеженим числом друкуючих головок, і первинні капіталовкладення є досить обмеженими. Чорнила на масляній основі мають дуже тривалий час висихання, і можна уникнути засмічення сопел. Інші переваги пов'язані з глазуруванням, яке створює основний колір. Як правило, для формування малюнка на основному кольорі плитки потрібні менші кількості пігментів, ніж для створення виразної конфігурації деревної структури на HDF або паперовому матеріалі, що застосовуються в ламінатних підлогових покриттях, де імпрегнування і ламінування створюють додаткові проблеми. f) Підлогові LVT-покриття. Дизайнерські вінілові плитки (Luxury Vinyl Tiles), які звичайно називаються підлоговими LVTпокриттями, розроблені у вигляді шаруватого виробу. Назва в деякому роді вводить в оману, оскільки основна частина підлогових LVT-покриттів має розмір широкої пластини з деревним малюнком. Базовий шар головним чином виконаний з декількох індивідуальних базових шарів, що включають різні суміші PVC-порошку (полівінілхлоридний) і крейди як наповнювача, щоб знизити вартість матеріалів. Індивідуальні базові шари звичайно мають товщину близько 1 мм. Базовий шар на верхній стороні має тонку декоративну PVC-плівку з високоякісним друком. На декоративну плівку звичайно наносять прозорий зносостійкий шар з вінілу з товщиною 0,1-0,6 мм. Для поліпшення теплостійкості часто використовують скляні волокна. Індивідуальні базові шари, скляні волокна, декоративну плівку і прозорий шар сплавляють між собою при нагріванні і під тиском в пресах безперервної або періодичної дії. Прозорий шар може включати покриття з поліуретану, яке забезпечує додаткову стійкість до зносу і п'ятноутворення. Деякі виробники замінили прозорий вініловий шар поліуретановим шаром, який наносять безпосередньо на декоративну плівку. Нещодавно були розроблені нові типи підлогових LVT-покриттів з базовим шаром товщиною 3-6 мм і з краями, що включають системи механічного фіксування, які дозволяють виконувати монтаж в незв'язному стані. Підлогові LVT-покриття забезпечують деякі переваги, наприклад, перед ламінатними підлоговими покриттями, такі як глибоке тиснення, гнучкість, розмірна стабільність, водостійкість і малошумність. Цифровий друк на підлогових LVT-покриттях поки перебуває в експериментальній стадії, але, якщо буде введена, створювала б головні переваги перед традиційною технологією друку. У порядку узагальнення можна згадати, що цифровий друк використовується на підлогових покриттях деяких типів для створення декору. Однак об'єми все ще дуже малі, особливо у варіантах застосування з дерев'яними і ламінатними підлоговими покриттями, головним чином внаслідок високої вартості чорнила і великих капіталовкладень для промислових принтерів. Технологічна гнучкість, яку забезпечує технологія цифрового друку, обмежена тисненням, яке є фіксованим і не може бути пристосоване до варіацій виконаного цифровим друком декору. Було б дуже корисно, якби можна було знизити вартість чорнила, якби могло бути використане економічніше обладнання для друку в промисловому масштабі, якби вища зносостійкість могла бути досягнута без окремих захисних шарів, і якби могли бути сформовані варіації витисненних структур, які відповідають варіаціям нанесеного цифровим друком малюнка. 4 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 Визначення деяких термінів У подальшому тексті видима поверхня змонтованої панелі підлогового покриття називається "передньою стороною", тоді як протилежна сторона панелі підлогового покриття, повернута до чорної підлоги, називається "задньою стороною". Під терміном "вгору" мається на увазі напрямок до передньої сторони, і "вниз" - напрямок до задньої сторони. "Вертикально" означає орієнтацію перпендикулярно до поверхні, і "горизонтально" має на увазі розташування паралельно до поверхні. Термін "пігменти" означає дуже тонкий порошок з частинок твердого забарвлюючого матеріалу. Під "пігментним чорнилом" маються на увазі чорнила, які включають пігменти, які суспендовані або дисперговані у всьому об'ємі несучого текучого середовища. Термін "зв'язувальний матеріал" означає речовину, яка з'єднує або сприяє з'єднанню двох частинок або матеріалів. Зв'язувальний матеріал може бути рідким, порошкоподібним, являти собою термореактивну або термопластичну смолу, і тому подібним. Зв'язувальний матеріал може складатися з двох компонентів, які реагують, будучи в контакті між собою. Один з двох компонентів може бути рідиною, й інший - сухим матеріалом. Під "матрицею", також званою "пластиною", мається на увазі матеріал, який формує рельєфну поверхневу структуру, коли матеріал притискують до поверхні при пресуванні. Вираз "тиснення в регістр", або EIR, означає, що надрукований декор виконаний в приведенні до витисненої структури. Вираз "цифровий струминний друк" означає регульований в цифровій формі викид краплинок текучого середовища, що включають забарвлюючий матеріал, з друкуючої головки на поверхню. Вираз "цифровий друк" має на увазі регульований в цифровій формі метод розміщення забарвлюючого матеріалу на поверхні. Під "забарвлюючим матеріалом" мається на увазі будь-який матеріал (барвник, органічні або неорганічні пігменти, дрібні забарвлені частинки будь-якого матеріалу, і т. д.), який може бути використаний для створення кольору на поверхні, переважно внаслідок вибіркового поглинання або відображення світла з різними довжинами хвиль. Під "панеллю" мається на увазі сформований у вигляді листа матеріал з довжиною і шириною, яка є більшою, ніж товщина. Це досить широке визначення охоплює, наприклад, ламінатні і дерев'яні підлогові покриття, плитки, LVT, листоподібні стінові покриття і деталі меблів. Відома технологія і її проблеми Нижче описані загальновідомі технології, які можуть бути використані для виконання цифрового друку і тиснутої поверхневої структури. Способи можуть бути застосовані частково або повністю в різноманітних комбінаціях з переважними варіантами здійснення винаходу для створення цифрового друку або цифрового тиснення згідно з даним розкритим винаходом. У цифрових струминних принтерах високого розрізнення використовують безударний процес цифрового друку. Принтер має друкуючі головки, які "вистрілюють" краплинки чорнила з друкуючої головки на поверхню дуже точним чином. Багатопрохідний друк, який також називається скануючим друком, являє собою спосіб друку, де головка принтера багато разів переміщується в поперечному напрямку над поверхнею для створення зображення. Такі принтери працюють повільно, але одна маленька друкуюча головка може формувати обширніше зображення. Промислові принтери, як правило, основуються на методі однопрохідного друку, в якому використовують фіксовані друкуючі головки, з шириною, яка відповідає ширині друкарського носія. Продруковувана поверхня переміщується під головками. Такі принтери мають високу продуктивність, і вони обладнані фіксованими друкуючими головками, які вилаштовані одна після іншої у напрямку подачі. Як правило, кожна головка друкує один колір. Такі принтери можуть бути виготовлені на замовлення для кожного варіанта застосування. Фігура 1а показує вигляд збоку промислового однопрохідного цифрового струминного принтера 35, що включає п'ять цифрових друкуючих головок 30а-е, які з'єднані трубками 32 для подачі чорнила з чорнильними контейнерами 31, які заповнені чорнилом різних кольорів. Чорнильні головки з'єднані кабелями 33 цифрової передачі даних з цифровим керуючим пристроєм 34, який контролює нанесення чорнильних краплин і швидкість конвеєра 21, який повинен бути здатним переміщувати панель під друкуючими головками з високою точністю, щоб забезпечувати високоякісне зображення, що включає декілька кольорів. Фігура 1b показує вигляд зверху друку Р волокон деревини, створеного на поверхні 2 панелі. Поверхня панелі підлогового покриття часто є тиснутою з базовою структурою 17, яка є 5 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 однаковою для декількох базових декорів, як показано в фігурі 1с. У сучасних підлогових покриттях застосовують так зване EIR-тиснення 17 (тиснення в регістр), яке погоджують з надрукованим малюнком Р, як показано в фігурі 1d. Нормальна ширина промислової друкуючої головки становить близько 6 см, і можуть бути продруковані будь-які довжини. Обширні площі в 1-2 м можуть бути надруковані цифровими принтерами, що включають декілька рядів друкуючих головок, вилаштованих паралельно. Для створення 5-кольорового друку на панелі ламінатного підлогового покриття шириною 2 м можуть знадобитися 166 друкуючих головок, і друк може бути порушений, якщо хоча б декілька сопел в одній друкуючій головці засмітяться сухими чорнилами. Кількість точок на дюйм, або DPI, використовують для визначення розрізнювальної здатності і якості друку цифрового принтера. Як правило, достатніми є 300 DPI, щоб, наприклад, надрукувати структури деревних волокон з такою ж якістю, як в цей час використовується в традиційних ламінатних підлогових покриттях. Промислові принтери можуть друкувати малюнки з розрізненням 300-600 DPI і навіть більше, і зі швидкістю, що перевищує 60 м/хв. Друк може являти собою "повний друк". Це означає, що візуальний надрукований декор в основному створюється чорнильними пікселями, нанесеними на поверхню. Колір порошкового шару або основний колір паперу в такому варіанті виконання, як правило, чинить обмежену дію на видимий малюнок або декор. Друк також може бути "частковим друком". Колір ще одного шару, який лежить нижче, являє собою один з кольорів, які є видимими в кінцевому декорі. Область, покрита друкарськими пікселями, і кількість чорнила, яке використовується, може бути скорочені, і може бути одержана економія витрат внаслідок застосування меншої кількості чорнила і підвищеної продуктивності друку, порівняно з дизайном повного друку. Однак частковий друк не є так же технологічно гнучким, як повний друк, оскільки основні кольори важче змінювати, ніж коли використовується повний друк. Друк може бути оснований на субтрактивній колірній моделі CMYK, де поверхнею створюється білий колір. Вона являє собою 4-кольорову автотипію, що включає ціан, магенту, жовтий і чорний. Змішування їх разом буде давати колірний простір/гаму, яка є відносно малою. Для посилення конкретного кольору або загальної гами можуть бути додані колірні точки. Колірна точка може бути будь-якого кольору. Кольори змішуються і контролюються комбінацією програмного забезпечення і обладнання (друкуючий механізм/друкуючі головки). Гнучкість також може бути значно підвищена додаванням в принтер білого кольору. Фірмою CeraLoc Innovation Belgium BVBA, дочірньою компанією фірми Välinge International AB, була розроблена нова технологія, яка робить можливим введення цифрового рідинного друку в порошковий шар. Цей новий тип "Цифрового інжекторного друку", або DIP, виходить завдяки тому факту, що друк виконують в порошок, який отверджують після друку. Чорнила і надрукований малюнок завантажені в отверджений шар, і вони не наносяться на поверхню, як при застосуванні традиційних способів друку. Надрукований малюнок може бути позиціонований за декількома вимірюваннями горизонтально, і вертикально на різних глибинах. Це може бути використане для створення тривимірних (3D) ефектів, наприклад, коли використовують прозорі, і переважно відбілені деревні волокна. Для підвищення зносостійкості також може бути застосований двошаровий друк. Не потрібно ніяких захисних шарів, наприклад, покривного шару, які спотворюють оригінальний дизайн сірими затемненнями. DIP-Метод може бути використаний для всіх матеріалів на порошковій основі, які можуть бути отверджені після друку. Однак DIP-метод особливо корисний для застосування, коли порошок включає суміш з деревних волокон, дрібних твердих зносостійких частинок і меламінової смоли. Поверхневий шар також може включати термопластичний матеріал, наприклад, частинки вінілового наповнювача, які наносять в порошковій формі на поверхню. Цим забезпечується можливість того, що друкарський малюнок може бути вприснутий в частинки вінілового порошку. Поліпшене оформлення і підвищена зносостійкість можуть бути досягнуті навіть з такими матеріалами. Для одержання високої якості друку і швидкості в шарах на порошковій основі й інших шарах, як було описано вище, повинна застосовуватися придатна друкуюча головка. Друкуюча головка має декілька маленьких сопел, які можуть викидати і наносити краплинки чорнила в контрольованому режимі. Промислові системи струминного друку в широкому значенні поділяються або на системи безперервного струминного друку (CIJ), або на системи краплиноструминного друку (DOD). CIJ безперервно викидає краплини з друкуючої головки. Краплинки проходять через комплект електродів, які надають заряд кожній краплині. Потім заряджені краплини проходять через відхиляючі пластини, на яких використовується електростатичне поле для відбору 6 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 краплин, які повинні бути надруковані, і краплин, які повинні бути зібрані і повернуті для повторного використання. DOD викидає краплини з друкуючої головки, тільки коли це потрібно, і всі краплини наносяться на поверхню. CIJ головним чином застосовують для кодування і маркування виробів. Технологію струминного друку DOD в цей час використовують в більшості існуючих промислових варіантів застосування струминного друку, де потрібен високоякісний декор. -12 Нормальний розмір чорнильної краплинки становить близько 2-4 піколітрів (=1×10 літра, 3 або 0,000001 мм ). Розмір кожної краплинки може варіювати залежно від типу чорнила і типу головки, звичайно між 1-40 піколітрами, і це відповідає краплині, яка має діаметр близько 10-30 мікронів (мкм). Менші краплинки створюють зображення з високим розрізненням. Деякі друкуючі головки можуть викидати краплинки різних розмірів, і вони здатні продруковувати шкалу рівнів сірого. Інші головки можуть викидати краплинки тільки однієї фіксованої величини. Можуть бути розроблені друкуючі головки, які можуть вистрелювати більші краплини до 100-200 піколітрів або більше. Для викидання краплин з сопел може бути використано декілька технологій. У технології з термічною друкуючою головкою, яка загалом називається пухирцевоструминним друком, застосовують друкарські картриджи з серією крихітних камер, кожна з яких містить нагрівник. Для викидання краплинки з кожної камери через нагрівальний елемент пропускається імпульс струму, що викликає швидке випаровування чорнил в камері з утворенням пухирця, який зумовлює різке підвищення тиску, що виштовхує краплинку чорнила через сопло і на поверхню. У більшості споживчих струминних принтерів застосовуються термічні друкуючі головки. Такі термічні принтери, як правило, розраховані на використання чорнила на водній основі з в'язкістю 2-5 сантипуаз (сП). Нещодавно фірмою Memjet були розроблені крупномасштабні термічні друкуючі головки з шириною робочого поля друку 223 мм і зі швидкістю друку близько 20 м/хв або більше. Друкуюча головка містить 5 чорнильних каналів і два ряди сопел на канал. Конструкція кожного індивідуального сопла має поперечник близько 30 мікронів (мкм), що дозволяє забезпечити 800 dpi, з другим рядом сопел для кожного кольору, злегка зміщеним від першого, для виконання 1600 dpi, в комбінації. Друкуюча головка фірми Memjet може безперервно викидати до 750 мільйонів в секунду краплин об'ємом по 2 піколітри з діаметром краплини 14 мікронів (мкм). Вартість друкуючої головки становить менше 10 % витрат на стандартні п'єзоголовки з подібною продуктивністю. У таких термічних принтерах можуть використовуватися матеріали на водній основі з в'язкістю 0,7-1,5 сантипуаз, яка подібна в'язкості води (1 сантипуаз при температурі 20 °C). Друкуюча головка фірми Memjet включає систему самоохолодженняз нагрівальним елементом посередині чорнильної камери. Коли краплини викидаються, нові чорнила притікають в камеру і охолоджують нагрівальний елемент. Термічна технологія зумовлює таке обмеження, що чорнила повинні бути теплостійкими, як правило, до температури 300 °C, оскільки процес викидання пов'язаний з виділенням тепла. Це робить дуже ускладненим створення багатоколірних термічних головок на пігментній основі. Друкуючі головки фірми Memjet розраховані на чорнила на основі барвників, і тому не застосовуються в промисловості з виробництв підлогових покриттів і варіантах промислового застосування, де потрібні високоякісні чорнила на пігментній основі. У більшості комерційних і промислових струминних принтерів і в деяких споживчих принтерах використовується технологія з п'єзоелектричною друкуючою головкою, яка є основною технологією, що застосовується в промисловості з виробництва підлогових покриттів. Замість нагрівального елемента використовується п'єзоелектричний кристалічний матеріал (який звичайно називається "п'єзоелементом") в заповненій чорнилом камері позаду кожного сопла. Коли подається напруга, п'єзоелектричний матеріал змінює свою форму, чим створюється імпульс тиску в текучому середовищі, що виштовхує краплинку чорнил з сопла. Конфігурація друкуючої п'єзоголовки може використовувати різні базові принципи деформації для викидання краплин з сопла. Ці принципи в основному класифікують на технології друкуючих головок з деформаціями стиснення, згинання, натиснення і зсуву. П'єзоелектричний кристал також може бути використаний для створення акустичних хвиль, оскільки він вібрує, і для спонукання чорнила розбиватися на краплинки з регулярними інтервалами. П'єзоелектричний струминний друк дозволяє широко варіювати чорнила і при вищій в'язкості, ніж термічний струминний друк. Чорнила, як правило, мають в'язкість в діапазоні 2-12 сантипуаз, і дуже придатні для нанесення чорнила на пігментній основі. У варіантах промислового застосування часто застосовують друкуючі головки, які можуть діяти з високов'язким чорнилом, оскільки початкова в'язкість чорнила значно знижується під час роботи, коли температура може 7 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 підвищуватися до 40 °C або більше, і низька початкова в'язкість може падати нижче мінімального рівня, який потрібен для належного функціонування друкуючої головки. Фігура 1е показує, як чорнильні краплини 56 викидаються згідно з роботою п'єзоелектричного матеріалу в режимі згинальної деформації. Друкуюча п'єзоголовка 30 включає матриці дуже дрібних отворів, які звичайно називаються жиклерами 50, з яких краплинки 56 чорнила 58 з пігментами 12 викидаються на поверхню паперу. Чорнила 58 перетікають з чорнильного контейнера через чорнильний впускний патрубок 55 в чорнильну камеру 52. Електричні імпульси спричиняють згинання п'єзокристала 51 і мембрани 53. Ця деформація створює імпульс тиску, який викидає краплину 56 чорнила з сопла 54. Краплини різної величини можуть бути сформовані варіацією електричного заряду. Сопла звичайно мають діаметр 10 мікронів (мкм). Типові об'єми краплин варіюють в діапазоні 2-5 піколітрів, утворюючи надруковані на поверхні чорнильні точки 57 з розмірами в діапазоні 10-20 мікронів (мкм). Кожна капелька може містити близько 20 % пігментів. Інша частина являє собою рідинний носій і смоли, необхідний для зв'язування пігментів з поверхнею. Цифрове зображення містить сітку з фіксованої кількості рядів і колонок пікселів, які являють собою найменший індивідуальний елемент в цифровому зображенні. Сітка називається растром. Пікселі, які представляють зображення у вигляді комп'ютерного файлу, мають одноманітні розмір і форму. Вони не перекриваються, і вони стикаються з сусідніми пікселями з всіх сторін. Растрові зображення можуть бути створені різноманітними пристроями введення, наприклад, цифровою фотокамерою. У всіх відомих принтерах використовується пакет програм "Raster Image Processing (RIP)» ("Растрова розгортка зображень"), який приймає вхідний графічний файл і видає кольоровий профільований, растрований бітовий вихідний файл, який керує друкуючими головками і створює необхідні дані, які потрібні для нанесення чорнильних краплин на поверхню в попередньо заданому растровому малюнку R1-R4, як показано в фігурі 1е. Можуть бути використані чорнила великої кількості типів. Основними компонентами є забарвлюючі матеріали, які створюють колір, зв'язувальний матеріал, який з'єднує забарвлюючі матеріали з поверхнею, і рідинний носій, який переносить забарвлюючий матеріал і зв'язувальний матеріал з друкуючої головки у вигляді чітко визначених маленьких краплин на поверхню безконтактним способом нанесення. Забарвлюючий матеріал являє собою або барвник, або пігмент, або комбінацію їх обох. Несуче текуче середовище може бути на водній основі або на основі розчинника. Несуче текуче середовище випаровується і залишає забарвлюючий матеріал на поверхні. УФ-отверджувані чорнила подібні чорнилу на основі розчинників, але несуче текуче середовище отверджується, коли піддається впливу інтенсивного УФ-випромінювання. Основна проблема чорнила і друкуючих головок всіх типів полягає в тому, що, коли чорнила висихають внаслідок випаровування, вони можуть всохти і засмітити сопла. Промислові принтери можуть бути забезпечені системою циркуляції чорнила, яка залучає чорнила в циркуляцію через жиклери, щоб подовжити так званий "decap" ("у відкритому стані") час, який представляє кількість часу, протягом якого друкуюча головка може бути залишена незакритою і недіючою, і все ще здатна належним чином викидати чорнильні краплини. Короткий час у відкритому стані або засмічення можуть приводити до повної втрати сопла, і небажані лінії можуть утворюватися по всій поверхні, коли застосовуються однопрохідні принтери. Особливо чорнила на пігментній основі, які включають полімерні зв'язувальні системи, мають схильність до всихання, і було б дуже переважно якби міг бути збільшений час у відкритому стані, і можна було б уникнути засмічення сопел. Барвник являє собою забарвлюючу речовину, яка повністю розчинена в несучому текучому середовищі, і чорнила являють собою істинний розчин. Пігменти являють собою дуже тонкодисперсний порошок з твердих частинок забарвлюючого матеріалу, які суспендовані або дисперговані в об'ємі рідинного носія. Чорнила на пігментній основі, як правило, індивідуально змішують одне з одним з використанням кольорових пігментів і деяких хімікатів. Пігменти, що використовуються в чорнилі для цифрового друку, являють собою дуже дрібні частинки і мають середній розмір частинок близько 0,1 мікрона (мкм). Стандартна величина сопел становить близько 10-20 мікронів (мкм), чим мається на увазі, що для частинок пігментів є досить місця, щоб пройти через канали сопел в друкуючій головці. Сопла все-таки можуть бути засмічені самим чорнилом і пігментами, які утворюють кластери з частинок. Високоякісні пігментні чорнила повинні утримувати пігменти у зваженому стані в несучому текучому середовищі протягом тривалого періоду часу. Це є ускладненим, зокрема, при досить низькій в'язкості, яка потрібна для хорошої роботи друкуючих головок. Пігменти мають природну схильність до осідання і випадання в осад з рідинного носія. У високоякісному 8 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 пігментному чорнилі седиментація пігменту звичайно не повинна відбуватися. Щоб уникнути таких проблем, що стосуються чорнила з високим вмістом пігментів, застосовуються сучасні системи циркуляції чорнила. Пігментні чорнила звичайно є більш світлостійкими, особливо коли піддаються впливу УФвипромінювання, і стійкішими до вицвітання, ніж чорнила на основі барвників. Тому вони використовуються майже для всіх варіантів застосування в підлогових покриттях. Чорнила на водній основі для цифрового друку, що включають кольорові пігменти, особливо придатні для нанесення на підлогові покриття і можуть бути основою способу високоякісного друку на численних різноманітних матеріалах. Як правило, пігменти не прилипають до гладкої поверхні. Вони подібні частинкам піску і можуть бути без великих зусиль видалені з багатьох сухих і гладких поверхонь. Тому несуче текуче середовище на водній основі, як правило, змішують з невеликими кількостями деяких інших добавок для створення спеціальних властивостей чорнила і друку, таких як зв'язувальні матеріали, які забезпечують адгезію пігментів до поверхні, розпливання точок, рівень рН, формування краплин, корозійну стійкість друкуючої головки, стійкість до вицвітання, і т. д. Включення смол, які служать як зв'язувальний матеріал, до складу чорнила обмежує можливу кількість реагентів, оскільки обидва ці компоненти підвищують в'язкість чорнила. Кольорові пігменти як сировинні матеріали є повністю конкурентоздатними за ціною, особливо, коли частинки є досить великими з розміром близько одного мікрона (мкм), але виробництво чорнила на пігментній основі, що включає дуже дрібні частинки, й інших чорнил для цифрових принтерів є дуже складним і дорогим, і це зумовлює дуже високу вартість чорнила, яка звичайно може варіювати в діапазоні близько 50-100 Евро за літр. Одним літром 2 2 (при нанесенні 20-10 г/м ) може бути продруковано приблизно 50-100 м підлогового покриття, 2 якщо проводиться повне нанесення високоякісного друку, і це дає вартість друку 1-2 Евро/м . Витрати на традиційний друк поверхонь підлогових покриттів, де використовуються друкарські циліндри, становлять всього 10 % від витрат на цифровий друк поверхонь підлогових покриттів. Це означає, що цифровий друк, оснований на стандартному рідкому чорнилі на пігментній основі, є конкурентоздатним по ціні тільки в малих серіях, коли потрібна дуже висока технологічна гнучкість виробництва. У цифрових струминних принтерах застосовується безконтактний метод нанесення чорнила на поверхню. Однак лазерний друк оснований на контактному методі, де лазерний промінь проектує зображення на електрично заряджений обертовий барабан, який звичайно називається фотопровідним барабаном. Сухі частинки друкарської фарби, яка звичайно називається тонером, потім електростатично захоплюються зарядженим ділянками барабана. Тонер включає дрібні і дуже точно оформлені сферичні частинки сухого полімерного порошку, наприклад, такого як стирол-акрилатний співполімер або смола на основі складного поліефіру, який змішаний з газовою сажею або із забарвлюючими агентами. Частинки мають діаметр близько 8-10 мікронів (мкм), коли потрібний друк з розрізненням 600 DPI. У деяких лазерних принтерах застосовуються навіть ще дрібніші частинки з діаметром близько 5 мікронів (мкм). Термореактивний пластичний матеріал діє як зв'язувальна речовина. Барабан друкує зображення на папері внаслідок безпосереднього контакту і при нагріванні, яке вплавляє тонер в папір, зв'язуючи полімерний порошок з папером. У кольорових лазерних принтерах застосовується CMYK-принцип з використанням забарвленого сухого тонера, типово ціану, магенти, жовтого і чорного, які змішуються, щоб створити високоякісне кольорове зображення. Лазерна технологія з ударним методом не використовується для друку на поверхнях плоских панелей, таких як поверхні панелей підлогових покриттів. 3D-Друк являє собою загальновідому технологію, яку застосовують для нанесення і з'єднання декількох шарів рідкого матеріалу, порошку або плівок, одне зверху одного, щоб створити розвинені тривимірні структури. Технологія головним чином застосовується для виготовлення дослідних зразків невеликих складних виробів. Може бути нанесено один на один декілька сотень шарів. Для побудови шаруватих конструкцій може бути використаний ряд принципів. Згідно з одним головним принципом, шари з порошку наносяться один зверху іншого, і деякі частини зв'язуються рідинним УФ-отверджуваним матеріалом, що наноситься цифровою друкуючою головкою на кожний шар порошку. Незв'язаний порошок видаляється, коли сформована вся структура виробу загалом. У ще одному принципі застосовується маленький пістолет для склеювання, який наносить декілька шарів гарячого рідкого полімерного матеріалу в декілька шарів. 3D-Принтери мають дуже низьку продуктивність, і побудова навіть дрібних об'єктів може займати декілька годин. 3D-Принтери не використовуються для створення плоских декорів на поверхні, де забарвлюючі матеріали наносяться поруч один з одним, і де незв'язаний порошок повинен бути видалений після кожного нанесення шару. Структура шарів, 9 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 нанесених один зверху іншого, буде зруйнована, якщо для отвердження використовують пресування. У термосублімаційних принтерах застосовується довгий рулон прозорої плівки з листів целофану, забарвленого в червоний, синій, жовтий і сірий кольори, приєднаних один до одного безперервним ланцюгом. У цю плівку з численних листів, які йдуть один за іншим, вбудовані тверді барвники, відповідні чотирьом основним кольорам ціану, магенти, жовтого і чорного, і кожний лист включає тільки один колір. "Друкуюча головка" містить тисячі дрібних нагрівальних елементів, які підводять змінні кількості тепла, і барвник переноситься на покритий папір внаслідок "сублімації", який означає, що барвник, будучи нагрітим, переходить в газоподібний стан без первинного перетворення в рідину. Такі термічні друкуючі головки, які далі називаються нагрівальними друкуючими головками, щоб відрізняти такі головки від використовуваних в пухирцево-струминному друці термічних друкуючих головок, виробляють нагрівання, коли проходять над плівкою, спричиняючи випаровування барвників, перш ніж вони повернуться в тверду форму на папері. Цей метод усуває необхідність застосування рідких чорнил, і може забезпечувати високу якість друку фотографій барвниками, які є прозорими, і які змішуються з утворенням кольору безперервного тону. Однак метод має багато недоліків. Кожний лист повинен мати такий же розмір, як друкарська поверхня, і використовується весь лист, навіть якщо даним кольором продруковується тільки невелика частина поверхні. Щоб усунути деякі з цих недоліків, були розроблені принтери, що створюють зображення сублімацією барвників шляхом теплоперенесення, в яких використовуються спеціальні барвники, що включають здатні до сублімації частинки. Для друку зображення за допомогою такого сублімаційного чорнила може бути застосований стандартний струминний принтер зі спеціальним папером або плівкою. Зображення після цього переноситься під тиском і при нагріванні на важкополіефірний матеріал або на поверхню, яка має полімерне покриття. Термічний друк з нагрівальними друкуючими головками також застосовується для створення надрукованих в цифровій формі зображень безпосередньо на термочутливому папері, або непрямо методом друку з теплоперенесенням, де тепло підводиться до термочутливої перевідної плівки. Ці способи друку головним чином застосовуються для нанесення одного кольору на папір, і для друку, наприклад, етикеток. Нагрівальні друкуючі головки мають декілька переваг. Вони надійні, оскільки немає небезпеки засмічення чорнилом, і є конкурентоздатними по ціні. Основні недоліки пов'язані з високою вартістю паперу або перевідної плівки, і з колірними обмеженнями здебільшого до одного кольору. Нагрівальні друкуючі головки є в продажу на ринку з шириною до 200 мм, і можуть забезпечувати розрізнення до 600 DPI. Цифровий друк являє собою дуже технологічно гнучкий спосіб, який може створювати високоякісний друк, але не може бути повністю використаний в промисловому масштабі, і особливо не для підлогових покриттів внаслідок високої вартості друкарських фарб, проблем, пов'язаних з висиханням і засміченням сопел, зокрема, коли застосовуються чорнила на пігментній основі, і з необхідністю в спеціальних захисних шарах, які є дорогими і не повністю прозорими. Висока вартість чорнила передусім зумовлюється необхідністю в розмелюванні кольорових пігментів до точно визначених дуже дрібних частинок, і в диспергуванні частинок по всьому об'ємі несучого текучого середовища. Було б надзвичайно корисно, якби цифрові зображення могли бути створені за допомогою кольорових пігментів, які можуть бути крупнішими, які не дисперговані в несучому текучому середовищі і які не наносяться у вигляді краплин з маленьких сопел. Також було б дуже сприятливо, якби цифрові зображення могли бути сформовані з високою зносостійкістю і без захисних шарів. Більшість з всіх вищеописаних підлогових покриттів і, зокрема, підлогових покриттів з цифровим друком, мають рельєфну поверхневу структуру, особливо, коли декоративний надрукований декор являє собою малюнок деревної структури. Рельєфну структуру в минулому створювали як окрему загальну структуру, яку використовували для багатьох різних типів декору. Нещодавно багато виробників підлогових покриттів впровадили так званий метод Тиснення в регістр (EIR), де витиснена поверхнева структура конкретно формується для кожного типу дерев'яних виробів, і тиснення виконується в приведенні до надрукованого декору. Це створює довершені зразки, які важко відрізнити від натуральних матеріалів, таких як деревина і камінь. Тиснення виходить, коли поверхню піддають пресуванню структурованою матрицею, яка може являти собою сталеву пластину, сталеву стрічку, металевий валик, полімерну плівку або покритий папір. Декор повинен бути позиціонований з високою точністю відносно пресової матриці. Як правило, для одержання такого позиціонування використовують цифрові камери і механічні пристрої, які коректують кінцеве положення панелі так, щоб воно було узгоджене з декором перед пресуванням. Однією конкретною проблемою, пов'язаною з ламінатним підлоговим покриттям, є та обставина, що надрукований папір набухає і 10 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 зморщується неконтрольованим чином під час імпрегнування, і розмір декору може варіювати між різними листами імпрегнованого паперу. Технологічна гнучкість цифрового друку також обмежена в зв'язку з EIR-поверхнями, оскільки надрукований декор завжди повинен бути узгоджений з тиснильною матрицею. Загальною характерною ознакою всіх таких підлогових покриттів, як описаних вище, є те, що всі поверхні у виробничій партії мають однакову базову структуру, і неможливо скоректувати і погодити будь-які зміни в декорі. Цей ефект повторення тиснутої структури створює поверхню підлогового покриття, яка не подібна дерев'яному підлоговому покриттю, де практично всі панелі мають різні варіанти оформлення і структури внаслідок структури деревних волокон в дереві. Копії каменя й інших натуральних матеріалів не можуть бути одержані шляхом, який дає точну імітацію натурального матеріалу, де оформлення і структура, як правило, поєднуються довершеним чином, і всі панелі є різними. Технологію цифрового струминного друку головним чином використовують для одержання переваг, пов'язаних з можливістю створення зображення з високим розрізненням технологічно гнучким шляхом. Однак інші аспекти технології, які в основному стосуються можливості наносити рідкий матеріал дуже точно безударним методом, не були повністю задіяні або розвинені, зокрема, у варіантах застосування, де декор наносять на панель великого розміру, що включає поверхню, яка під час виготовлення і особливо після друку приймає свою кінцеву форму і властивості в технологічних стадіях, що передбачають високий тиск і нагрівання. Відомо, що порошок, нанесений на рідку речовину, міг би бути використаний для створення підведених ділянок або зображення головним чином на паперовій підкладці, і що рідка речовина може бути нанесена способом цифрового струминного друку. 3D-Друк, що включає декілька шарів порошку, які локально з'єднані, з використанням цифрового пристрою, такого як чорнильна головка, і де частинки надлишкового незв'язаного порошку віддаляються в кінцевій стадії, являє собою загальновідому технологію, яка може бути використана для створення рельєфної структури на панелі. Також відомо, що частинки порошку можуть бути нанесені безпосередньо безконтактним способом на поверхню, що включає зв'язувальний матеріал, або непрямо контактним методом, де використовують перевідний спосіб. Відомі навіть комбінації, де застосовується безконтактний метод перенесення, і порошок відділяється від перевідної поверхні нагріванням або зіскоблюванням. Патентний документ US 3,083,116 описує рельєфний друкарський порошок і процес рельєфного друку, що включає стадії, в яких напилюють порошкоподібну смолу на щойно протягнутий в пресі лист, видаляють з нього надлишковий порошок, який не прилип до вологого чорнила, і підводять тепло до порошку, що залишився на листі, для вплавляти його таким чином, що його частинки будуть розтікатися спільно і прилипати до листа. Порошок може включати фенольну смолу, таку як фенол, сечовина і меламін. Патентний документ US 3,440,076 описує спосіб формування рельєфних суцільних друкарських знаків на листі паперу. Чорнильну композицію протягують в пресі на папері, і потім приводять в контакт з сухим матеріалом. Один компонент з чорнильної композиції і сухого матеріалу містить термореактивну смолу, й інший матеріал включає піноутворювальну добавку і зшивний реагент. Сухий порошкоподібний матеріал, не прилиплий до чорнила, видаляють, і смолу, пов'язану з надрукованим символом, потім отверджують нагріванням при температурах, достатніх для вплавлення порошку. Патентний документ US 3,446,184 описує спосіб формування липкої копії зображення. Порошкоподібний тонер наносять на рідкий відбиток, і частина порошку затримується рідинним покриттям, утворюючи видиме зображення. Незв'язаний порошок видаляють і лист пропускають через нагрівальний пристрій, де затриманий порошок вплавляється з утворенням постійного зображення. Патентний документ US 4,312,268 описує спосіб, в якому чорнила на водній основі наносять в цифровій формі на безперервну стрічку, і плавкий одноколірний порошкоподібний матеріал наносять на стрічку і на чорнила. Частина порошкоподібного матеріалу зв'язується з рідиною, і незв'язаний порошкоподібний матеріал видаляють зі стрічки перед нагріванням стрічки для висушування рідини і для сплавлення порошкоподібного матеріалу з стрічкою внаслідок розплавлення порошку. Згадано, що порошкоподібний матеріал може мати частинки з розміром в діапазоні від 5 до 1000 мікронів (мкм), і може мати температуру плавлення або температуру термічного закріплення в діапазоні від 50 до 300 °C. Порошкоподібний матеріал може бути одержаний розчиненням або диспергуванням, відповідно, барвника або пігменту в смолі або композиції смоли, з подальшим розмелюванням, охолоджуванням при розпиленні або тому подібним, для подрібнення матеріалу в тонкий порошок. Порошкоподібний матеріал може 11 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 додавати характеристики зносостійкості чорнилу, яке може містити фенольну смолу. Рідкий матеріал, який наносять через форсунки, може являти собою чисту і безбарвну воду. Патентний документ GB 2 128 898 описує спосіб формування рельєфних декоративних ділянок в пластиковій плитці. Декоративне підлогове покриття в формі плитки має картину, надруковану на його верхній поверхні. Частинки, такі як частинки неорганічного піску, розміщують на верхній поверхні пластикової плитки, причому щонайменше деякі з частинок розташовуються на поверхні плитки в регістр з картиною, надрукованою на поверхні плитки. Надлишкові частинки піску видаляють. Отверджений зносостійкий шар перекриває як виступаючі частинки, так і пластикову основу, внаслідок чого поверхня зносостійкого шару в областях, що містять частинки, і в областях, що не містять частинки, буде мати різні характеристики глянцю. Процес вимагає розпилення частинок зверху адгезивної покритої поверхні для утримання частинок в приведенні до надрукованої картини на поверхні плитки. Патентний документ US 6,387,457 описує спосіб застосування сухих пігментів для варіантів нанесення друку, що стосуються забарвлення автомобілів, друкування цінних паперів, забарвлювання загалом і косметичних виробів. Зв'язувальний матеріал наносять на поверхню підкладки рівномірно або у вигляді малюнка. Зв'язувальний матеріал наносять струминним способом, напиленням, за допомогою трафаретного, офсетного або глибокого друку. На зв'язувальний матеріал наносять сухий пігмент у вигляді картини або рівномірно. Матеріал сухого пігменту включає лусочки неметалічного матеріалу, що мають розмір частинок менше, ніж близько 100 мікронів (мкм). Лусочки шикуються у напрямку паралельно до поверхні підкладки, і на лусочки може бути нанесене захисне покриття. Патентний документ ЕР 0 403 264 А2 описує перевідний спосіб для формування багатоколірного зображення на барабані, який переносить зображення на папір. Приховане цифрове зображення з текучого середовища потім виявляють в проявному пристрої, де забарвлений порошок наносять на рідинне приховане зображення і фіксують для одержання видимого і постійного зображення. Може бути застосовано декілька цифрових друкуючих головок, які проводять друк текучими середовищами, які не містять барвники, що включають суміш води з багатоатомними спиртами і їх підгрупами з етиленгліколю, гліцерину, діетиленгліколю і поліетиленгліколю. Порошковий тонер наносять зверху поверхні паперу, і прикладають напруження під час цього проявлення. Потім напруження реверсують для видалення тонера з ділянок основи. Фіксування досягається за допомогою стандартних способів вплавлення в копіювальній техніці. Патентний документ US 5,627,578 описує спосіб одержання рельєфних написів і графічних зображень у варіантах застосування настільних принтерів з використанням термографічного порошку і струминного принтера для нанесення рідинного зв'язувального матеріалу. Спосіб подібний вищеописаним методам одержання рельєфного тексту. Патентний документ ЕР 0 657 309 А1 описує спосіб багатоколірного переведення з використанням перевідного паперу, що несе утворену струминним методом картину, і порошку, подібно вищеописаним способам. Спосіб переведення призначений для декорування керамічних матеріалів. Патентний документ WO 2007/096746 стосується систем і пристроїв для перенесення гранульованого матеріалу безконтактним або контактним методом на декоровану поверхню, зокрема, для одержання декоративних зображень на керамічних плитках. Рідинний цифровий малюнок створюють струминним способом на перевідній поверхні, яка може являти собою барабан або стрічку. Гранульований матеріал наносять і зв'язують з перевідною поверхнею, і тільки зв'язаний гранульований матеріал переміщується в зону перенесення, де підводять тепло на конкретну ділянку перевідної поверхні в зоні перенесення, щоб відділити гранульований матеріал від перевідної поверхні і нанести гранульований матеріал на приймаючу поверхню. Гранули також можуть бути відділені зіскоблюванням. Основна перевага цього способу полягає в тому, що на приймаючу поверхню наносяться тільки частинки, які утворюють кінцеве зображення. Основний недолік полягає в тому, що нагрівання повинне бути стрімким, і частинки повинні бути виведені із зони перенесення, і вони повинні падати вниз на приймаючу поверхню шляхом, що точно контролюється, щоб одержати зображення з високим розрізненням. Високе розрізнення може бути одержане тільки з досить важкими частинками, які падають під дією сили ваги на приймаючу поверхню. Використовуваний у винаході гранульований матеріал стосується типу, що включає непористі гранули, наприклад, такі як грубозернисті скловидні матеріали або спечені суміші, піски, і т. д., в різноманітних діапазонах гранулометричного складу від 30 мкм до 800 мкм, що переважно варіюють від 50 мкм до 150 мкм. Також описаний перевідний друк контактним методом. 12 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 Патентний документ WO 2011/107610 описує спосіб створення піднесення або рельєфу на панелі підлогового покриття, щоб уникнути застосування дорогих пресових пластин. Спосіб є таким же, як відомі способи створення рельєфного друку. Описаний спосіб одержання дошки підлоги надрукуванням отверджуваного матеріалу для створення піднесення на панелі. Піднесення може бути нанесене на базовий декоративний малюнок, який безпосередньо надрукований або нашарований на панель. Отверджуваний матеріал може включати зносостійкі частинки. Отверджуваний матеріал може бути надрукований в цифровій формі на панелі нанесенням першого друку рідиною у вигляді попередньо заданої картини, і потім нанесенням проміжного матеріалу, який може включати порошок. Отверджуваний матеріал може бути отверджений УФ-випромінюванням, або може являти собою лакове покриття. Патентний документ ЕР 2 213 476 А1 описує, що попередньо визначений малюнок може бути надрукований в цифровій формі на носії отверджуваною рідиною так, щоб сформувати тиснуту декоративну картину, який може бути напресований на покривний шар. Отверджувана рідина може являти собою пластик, який стає повністю жорстким після отвердження, наприклад, що містять пластик чорнила. Цей спосіб непридатний для застосування на підлогових покриттях. Головка для цифрового друку може друкувати тільки дуже тонкий шар з товщиною близько 10-20 мікронів (мкм). Товщина щонайменше 100-200 мікронів (мкм), які потрібні для формування рельєфу в ламінаті, і 200-700 мікронів (мкм) для відповідності вимогам до підлогових покриттів на порошковій основі, неможливо одержати економічним шляхом. Патентний документ WO 2012007230 описує спосіб формування 3-D структури на меблях або панелі підлогового покриття за допомогою керованого в цифровій формі пристрою. Декор наносить з плоскою тривимірною структурою з покривного матеріалу на основі порошку, що включає один або більше шарів, які локально отверджуються за допомогою керованого в цифровій формі пристрою під дією світла або теплового випромінювання. Надлишковий неотверджений покривний матеріал видаляють в кінцевій технологічній стадії. Тривимірна структура може бути надрукована в цифровій формі. Рідкий покривний матеріал наносять на 3D структуру як захисний шар. Більшість відомих способів основується на прямому нанесенні порошку на поверхню, що включає малюнок із зв'язувального матеріалу. Вони головним чином застосовуються для створення рельєфного тексту або тривимірних декорів, які отверджують і захищають рідинним покриттям. Такі способи непридатні для застосування, де забарвлений порошок повинен бути введений в поверхню, щоб забезпечувати достатню зносостійкість. Жоден з цих способів прямого нанесення не поєднується зі стадією пресування, в якій здавлюють нанесений порошок, і, особливо, зі стадією пресування, в якій весь поверхневий шар отверджується таким чином, що частинки порошку вплавляються в поверхню. Деякі з відомих способів основуються на непрямому нанесенні порошку перевідним методом. Пресування застосовується тільки для перенесення порошку з носія, і стадії пресування виконуються для отвердження порошку і поверхні. Відомі способи непридатні для створення високоякісного багатоколірного зображення на будівельній панелі, і, зокрема, на панелі підлогового покриття, де повинні використовуватися стійкі до УФ-випромінювання пігменти, і де зображення повинне бути введене в зносостійку поверхню. Немає відомостей про те, що описані вище принципи можуть бути застосовані для створення цифрового зображення на панелі, яку після стадії друку піддають отвердженню з сильним нагріванням при високому тиску, і, зокрема, про те, як відомі принципи повинні бути пристосовані до друку на поверхнях підлогових покриттів, подібних ламінату і підлоговим покриттям з деревного волокна (WFF), де порошок, чорнила і способи нанесення повинні бути пристосовані до конкретних термореактивним смол, матеріалів з деревного волокна і параметрів пресування, які потрібні для формування стійкої до зносу, ударів і п'ятноутворення високоякісної багатоколірної поверхні економічно вигідним шляхом. Відомі способи не представляють ніяких розв'язань основної проблеми, яка стосується зв'язування між порошком і рідинним зв'язувальним матеріалом, нанесеним на поверхню. Щоб видалити нанесені надмірні частинки, як правило, треба застосовувати інтенсивні потоки повітря, і такі повітряні потоки будуть видаляти навіть ті частинки, які повинні бути зв'язані зв'язувальним матеріалом. Вищенаведений опис різноманітних відомих аспектів представляє їх охарактеризування заявниками, і не визнання того, що вищеописане є прототипом, коли описані вироби, способи і обладнання використовуються частково або повністю в різноманітних комбінаціях. Цілі і суть винаходу Основною метою щонайменше визначених варіантів здійснення винаходу є створення вдосконаленого і економічного способу друку для нанесення забарвлюючих матеріалів на 13 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхню в чітко визначених картинах, переважно на поверхню панелей підлогових покриттів, з використанням цифрових чорнильних головок, які можуть наносити рідкий матеріал на поверхню панелі. Однією конкретною метою є установка для формування надрукованих в цифровій формі зображень згідно з основною метою. Вищезгадані цілі є зразковими, і варіанти здійснення винаходу можуть бути виконані порізному або додатковими варіантами виконання. Варіанти здійснення винаходу основуються на головному принципі, де традиційні способи цифрового друку поділені на дві окремих стадії, що включають окреме нанесення рідинного зв'язувального матеріалу і сухих забарвлюючих матеріалів. На поверхню панелі наносять забарвлені частинки. Деякі частинки зв'язуються сформованим в цифровій формі малюнком. Інші незв'язані частинки видаляються, і зв'язані частинки, що залишилися, утворюють цифрове зображення. Цей двостадійний процес може бути повторюваний, і декілька кольорів можуть бути нанесені так, щоб міг бути сформований довершений багатоколірний цифровий друк високого розрізнення. Зв'язані забарвлені частинки і поверхня панелі спресовують одна з одною, і досягається посилене зв'язування. Пресування виконують при підвищеній температурі таким чином, що забарвлені частинки і поверхня отверджуються з утворенням твердого зносостійкого шару. Перевага перед традиційним цифровим струминним друком полягає в тому, що забарвлені частинки не дисперговані в рідкій речовині і не наносяться цифровою друкуючою головкою на поверхню. Згідно з варіантами здійснення винаходу, друкуюча головка використовується тільки для нанесення недорогого зв'язувального матеріалу головним чином на водній основі без пігментів. Варіанти здійснення винаходу роблять можливими поєднання нижчих витрат на чорнила і цифрових друкуючих головок з поліпшеною продуктивністю. Забарвлюючі матеріали на пігментній основі можуть поєднуватися з дуже недорогими друкуючими головками, які можуть являти собою термічні друкуючі головки. Забарвлені частинки можуть являти собою покриті пігментом деревні волокна або мінеральні частинки, і можуть бути одержані дуже реалістичні імітації структур деревини і каменя з такими декоративними матеріалами в довершених високоякісних зображеннях. Перевага порівняно з відомими способами друку на основі порошків полягає в тому, що забарвлені частинки наносяться безпосередньо на поверхню панелі. Можна уникнути звертання і перенесення окремих надрукованих листів, які можуть спричиняти осипання порошку. Також усувається необхідність в позиціонуванні на панелі окремих поверхневих шарів, таких як паперові листи, і цифровий друк може бути розміщений з високою точністю відносно панелі. Перевага полягає в тому, що склад матеріалу і властивості поверхневого шару, що приєднується при нагріванні і під тиском, використовуються для одержання постійного зв'язування забарвлених частинок з поверхнею, і таке зв'язування може бути одержане в тій же стадії пресування, яку використовують для отвердження і нашарування поверхневого шару на основу панелі. Зв'язування частинок за допомогою тиску і нагрівання і з використанням властивостей поверхні для забезпечення зв'язування перевершує багато які інші способи отвердження, які застосовуються у відомих методах друку на порошковій основі. Висока міцність зв'язування під час нанесення і видалення порошку може бути одержана за допомогою рідинного зв'язувального матеріалу, який реагує зі смолами, які введені в поверхню і в порошок. Конкретна перевага полягає в тому, що спосіб основується на рідинному зв'язувальному матеріалі, який придатний для обробки при нагріванні і під тиском, і який може являти собою дуже просту речовину, що включає Гліколь, яка забезпечує тривалий час у відкритому стані ("decap"). Не потрібні ніякі розчинники або хімікати для УФ-отвердження, і це може давати дуже екологічно безпечний і економічний спосіб виготовлення. Першим аспектом винаходу є спосіб формування цифрового друку на панелі, які мають поверхню, причому спосіб включає стадії, в яких: переміщують панель під цифровою головкою для нанесення краплин, наносять на поверхню рідинний зв'язувальний матеріал за допомогою цифрової головки для нанесення краплин; наносять забарвлюючі матеріали на рідинний зв'язувальний матеріал і на поверхню; зв'язують частину забарвлюючих матеріалів з поверхнею за допомогою рідинного зв'язувального матеріалу; видаляють незв'язані забарвлюючі матеріали з поверхні так, що зв'язаними забарвлюючими матеріалами формується цифровий друк; підводять тепло і прикладають тиск до панелі, поверхні і зв'язаних забарвлюючих матеріалів таким чином, що забарвлюючі матеріали постійно зв'язуються з поверхнею. 14 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 Щонайменше один об'єкт з поверхні і забарвлюючих матеріалів може бути підданий пресуванню в стадії, в якій підводять тепло і прикладають тиск до панелі, поверхні і зв'язаних забарвлюючих матеріалів. Рідинний зв'язувальний матеріал може включати гліколь або гліцерин. Поверхня може включати матеріал, який може отверджуватися при нагріванні і під тиском. Поверхня може включати матеріал, який є плавким при нагріванні і під тиском. Поверхня може включати деревні волокна. Забарвлюючі матеріали можуть бути впресовані в поверхню, коли до панелі підводять тепло і прикладають тиск. Поверхня може включати термореактивну смолу, яка отверджується в стадії, в якій підводять тепло і прикладають тиск, таким чином, що забарвлюючі матеріали постійно зв'язуються з поверхнею за допомогою отвердженої термореактивної смоли. Поверхня може бути частиною будівельної панелі. Поверхня може бути частиною панелі підлогового покриття. Поверхня може являти собою паперовий шар або плівку. Поверхня може включати шар порошку. Поверхня може включати ще один колір, ніж забарвлюючі матеріали. Рідинний зв'язувальний матеріал може включати воду. Нанесений рідинний зв'язувальний матеріал може бути підданий впливу ІЧ-випромінювання або гарячого повітря. Цифрова головка для нанесення краплин може являти собою чорнильну п'єзоголовку. Рідинний зв'язувальний матеріал може бути нанесений у вигляді краплин, розміщених в формі растра, і причому забарвлюючі матеріали зв'язуються декількома краплинами. Рідинний зв'язувальний матеріал може містити 10-70 % води і 30-90 % гліколю і/або гліцерину, за вагою. Поверхня може включати суху меламіно-формальдегідну смолу, яка розплавляється, коли наносить рідинний зв'язувальний матеріал, і яка зв'язує забарвлюючі матеріали з поверхнею. Забарвлюючі матеріали можуть включати пігменти, змішані з сухим зв'язувальним матеріалом, який взаємодіє з рідинним зв'язувальним матеріалом. Сухий зв'язувальний матеріал може включати термореактивну смолу. Кожний із забарвлюючих матеріалів може мати тіло частинки, що включає деревне волокно. Спосіб може включати додаткові стадії, в яких наносять нові забарвлюючі матеріали з іншим кольором на перші зв'язані забарвлюючі матеріали і на поверхню, зв'язують частину нових забарвлюючих матеріалів з поверхнею за допомогою зв'язувального матеріалу, і видаляють незв'язані нові забарвлюючі матеріали з поверхні так, що формується цифровий друк з перших і нових забарвлюючих матеріалів, розміщених поруч один з одним на поверхні. Забарвлюючі матеріали можуть бути нанесені розсипанням. Цифровий друк може включати забарвлюючі матеріали, розміщені у вигляді деревних волокон або малюнка каменя. Забарвлюючі матеріали можуть бути нанесені на рідинний зв'язувальний матеріал. Поверхня зі зв'язаними забарвлюючими матеріалами може бути піддана пресуванню під тиском близько 40-60 бар (4-6 МПа) і нагріванню при температурі, що перевищує приблизно 160 °C. Поверхня і забарвлюючі матеріали можуть бути піддані пресуванню і отвердженню з утворенням твердої поверхні з рельєфною структурою таким чином, що частина забарвлюючих матеріалів розташовується під верхніми частинами поверхні. У всіх відомих установках, призначених для нанесення друку на порошковій основі, використовують гнучкий лист, такий як папір, як поверхня для нанесення. Недороге по вартості обладнання, яке може бути застосоване для створення високоякісного порошкового друку на панелі шляхом нанесення забарвлюючих матеріалів на сформований цифровим шляхом малюнок із зв'язувального матеріалу, невідоме. Другий аспект винаходу представляє установку для створення цифрового друку на панелі, що має поверхню. Установка включає конвеєр, цифрову головку для нанесення краплин, пристрій для нанесення сухих чорнил, і пристрій для видалення сухих чорнил, причому конвеєр пристосований для переміщення панелі по суті горизонтально під цифровою головкою для нанесення краплин, причому цифрова головка для нанесення краплин пристосована для нанесення рідких безбарвних чорнил на поверхню, 15 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 причому пристрій для нанесення сухих чорнил пристосований для нанесення сухих чорнил, які включають сухі забарвлюючі матеріали, на безбарвні чорнила, причому рідкі безбарвні чорнила пристосовані для зв'язування частини забарвлюючих матеріалів з поверхнею, і причому пристрій для видалення сухих чорнил пристосований для видалення незв'язаних забарвлюючих матеріалів з поверхні після кожного нанесення безбарвних чорнил і сухих чорнил. Цифрова головка для нанесення краплин може бути пристосована для нанесення на поверхню рідких безбарвних чорнил, що включає гліколь або гліцерин. Установка може додатково включати прес, причому прес пристосований для підведення тепла і прикладання тиску до панелі, поверхні і зв'язаних забарвлюючих матеріалів, коли незв'язані забарвлюючі матеріали були видалені, таким чином, що щонайменше один об'єкт з поверхні і забарвлюючих матеріалів піддається пресування, і поверхня і забарвлюючі матеріали зв'язуються одне з одним. Цифрова головка для нанесення краплин може мати цифрове з'єднання з цифровим керуючим пристроєм, який контролює нанесення краплин безбарвних чорнил, швидкість конвеєра, і функціонування пристрою для нанесення сухих чорнил. Пристрій для нанесення сухих чорнил може включати валик. Пристрій для нанесення сухих чорнил може включати валик з гравірованою, тиснутою, протравленою або підданою піскоструминній обробці, або голчатою поверхнею, який діє як дозуючий пристрій, який пристосований для переміщення попередньо визначеної кількості сухих чорнил на поверхню. Пристрій для видалення сухих чорнил може бути пристосований для видалення забарвлюючих матеріалів потоком повітря. Пристрій для видалення сухих чорнил може бути пристосований для видалення забарвлюючих матеріалів потоком повітря і за допомогою вакууму, який видуває і засмоктує забарвлюючі матеріали. Цифрова головка для нанесення краплин може являти собою цифрову друкуючу п'єзоголовку. Декілька цифрових головок для нанесення краплин можуть бути розміщені паралельно таким чином, що по суті вся ширина поверхні покривається головками. Установка може додатково включати стабілізуючий пристрій, пристосований для подачі вологи і нагрівання, щоб стабілізувати поверхню порошку, що включає деревні волокна і сухі меламінові смоли, і причому стабілізацію проводять перед нанесенням безбарвних чорнил. Цифрова головка для нанесення краплин може бути пристосована для нанесення безбарвних чорнил, що включає воду. Установка може додатково включати ІЧ-лампу, пристосовану для висушування безбарвних чорнил після нанесення. Пристрій для нанесення сухих чорнил і пристрій для видалення сухих чорнил можуть бути пристосовані для нанесення і видалення частинок сухих чорнил на основі деревних волокон. Короткий опис креслень Далі винахід буде описаний в зв'язку з переважними варіантами виконання і докладніше з посиланням на супровідні зразкові креслення, в яких, Фігури 1а-е ілюструють відомі способи одержання продрукованої і тиснутої поверхні; Фігури 2а-е ілюструють перший принцип одного варіанта здійснення винаходу; Фігури 3а-d ілюструють другий принцип одного варіанта здійснення винаходу; Фігури 4а-d ілюструють третій принцип одного варіанта здійснення винаходу; Фігури 5а-h ілюструють цифрове нанесення пігментів згідно з першим принципом одного варіанта здійснення винаходу; Фігури 6а-d ілюструють способи виготовлення, основані на першому принципі одного варіанта здійснення винаходу, і панель з декоративним малюнком, сформовану згідно з одним варіантом здійснення винаходу; Фігури 7а-с ілюструють нанесення забарвлюючих матеріалів на поверхню; Фігури 8а-h ілюструють переважні варіанти виконання макророзмірних забарвлюючих матеріалів; Фігури 9а-е ілюструють нанесення і пресування макророзмірних забарвлюючих матеріалів; Фігури 10а-с ілюструють нанесення і пресування макророзмірних забарвлюючих матеріалів; Фігури 11а-с ілюструють нанесення декількох кольорів за допомогою однієї друкуючої головки, і нанесення і видалення забарвлюючих матеріалів з проміжним попереднім пресуванням; Фігури 12а-d ілюструють способи перевідного друку і панелі з переважними поверхнями; 16 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фігури 13а-d ілюструють нанесення забарвлюючих матеріалів з утворенням малюнків способами, де рідкі безбарвні чорнила не використовуються для зв'язування забарвлюючих матеріалів; Фігури 14а-d ілюструють цифрове тиснення за допомогою тиснильних частинок; і Фігури 15а-d ілюструють цифрове тиснення в поєднанні з цифровим перевідним друком. Докладний опис варіантів здійснення винаходу Фігури 2а-2d схематично показують один варіант здійснення винаходу, який оснований на першому принципі, де малюнок BP зв'язувального матеріалу або зображення утворені в цифровій формі за допомогою чорнильної головки, яка переважно наносить тільки зв'язувальний матеріал 11 на поверхню 2, як показано в фігурі 2а. Забарвлюючі матеріали 7, які можуть включати дрібні забарвлені частинки, наприклад, пігменти 12, наносять хаотично, переважно в сухій формі, за допомогою другого пристрою таким чином, що вони приходять в контакт з малюнком BP зв'язувального матеріалу. Фігура 2b показує переважний варіант виконання, де пігменти 12 в сухій формі розсипані зверху малюнка BP зв'язувального матеріалу. Фігура 2с показує, що зв'язувальний матеріал 11 приєднує деякі пігменти 12, які утворюють такий же малюнок, як зв'язувальний матеріал 11, і на поверхні 2 формується друк Р, коли інші незв'язані пігменти 12 видаляються з поверхні 2, наприклад, з використанням вакууму. Цей тристадійний процес, який далі називається "циклом формування друку", коли процес стосується нанесення одного кольору, або "друком зв'язувальним матеріалом і порошком", або ВАР-друком, коли процес стосується всього друку загалом, і де переважний рідинний зв'язувальний матеріал 11, який далі називається "безбарвними чорнилами", і сухі частинки, що включають забарвлюючі матеріали 7, які далі називаються "сухими чорнилами" 15, наносяться окремо і зв'язуються одне з одним, і де незв'язані частинки видаляються, може створювати цифровий друк Р з такою ж або навіть перевершуючою якістю, ніж традиційна технологія цифрового друку. Поверхня 2 може являти собою шар паперу або плівки, або шар порошку. Поверхню 2 може складати частину будівельної панелі або панелі 1 підлогового покриття. Зв'язувальний матеріал може являти собою безбарвні чорнила 11, що включають рідку речовину, яку переважно наносять за допомогою цифрової чорнильної головки. Рідка речовина може мати водну основу. Поверхня 2 зі зв'язаними забарвлюючими матеріалами 7 може бути піддана нагріванню і пресуванню. Поверхня 2 і забарвлюючі матеріали 7 можуть бути спресовані і отверджені з утворенням твердої поверхні з рельєфною структурою. Забарвлюючі матеріали 7 можуть являти собою макрочастинки забарвлюючих матеріалів крупніше 20 мікронів (мкм), і вони можуть бути впресовані в поверхню 2. Поверхня 2 може складати частину панелі 1, яка може являти собою ламінатне або дерев'яне підлогове покриття, підлогове покриття на порошковій основі, плитку або підлогове LVT-покриття. Рідкі безбарвні чорнила можуть бути замінені процесом нагрівання в цифровій формі, де тепло з цифрової нагрівальної друкуючої головки або лазера активує зв'язувальний матеріал, введений в сухі чорнила і/або в поверхню. Безбарвні чорнила і сухі чорнила можуть бути нанесені багатьма альтернативними шляхами. Поверхня 2 може бути повернута вгору або вниз, і безбарвні і/або сухі чорнила можуть бути нанесені зверху або знизу. Поверхня 2 з безбарвними чорнилами, наприклад, може бути повернутою вниз, і може приходити в контакт з шаром сухих чорнил. Незв'язані сухі чорнила можуть бути видалені під дією сили ваги, коли поверхня відділяється від шару сухих чорнил. Щоб спростити опис, в більшості переважних варіантів виконання поверхня показана повернутою вгору і приєднаною до панелі перед друком. Згідно з принципами винаходу, можуть бути продруковані окремо поверхні 2 без підтримувальної панелі 1. Спосіб особливо придатний для варіантів застосування, де значні кількості забарвлюючих матеріалів, переважно пігментів, наносять на велику плоску панель, щоб сформувати довершений обширний друк або декоративний малюнок переважно з високою стійкістю до зносу, ударів і УФ-випромінювання, і де малюнок переважно передбачає імітацію структури деревини або каменя. Такі картини, як правило, формують з одного основного кольору, який, наприклад, створює базовий зовнішній вигляд деревини або каменя, і декількох колірних плям, які використовуються для утворення структури деревних волокон, сучків, тріщинок і різноманітних дефектів, які можна бачити в поверхні дерева, або тріщин кристалічної структури й інших дефектів при оформленні у вигляді каменя. Спосіб також дуже придатний для 17 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 формування малюнка на плитці або для надруковування ламінатних або на порошковій основі підлогових покриттів з імітацією, наприклад, плиткової підлоги, яка включає плитки різного кольору і шви заливання розчину між плитками. На відміну від відомих способів, цифрову чорнильну головку, яка далі називається "цифровою головкою 30' для нанесення краплин", не застосовують для нанесення традиційного чорнила будь-якого типу з кольоровими пігментами або барвниками. Це є перевагою, оскільки цифрова головка 30' для нанесення краплин не повинна мати справи з дорогим чорнилом, що включає пігментні дисперсії і зв'язувальні смоли. Безбарвні чорнила переважно являють собою по суті прозору рідку речовину, яка переважно в основному включає воду. Безбарвні чорнила, які також називаються рідкою речовиною, переважно не містять пігменти. Друк, що створюється безбарвними чорнилами або рідкою речовиною, може бути названий рідинним друком Р. Рідинний друк може бути сформований з краплин безбарвних чорнил, нанесених на поверхню. Забарвлюючі матеріали переважно зв'язуються з поверхнею в дві стадії. Перше зв'язування являє собою зв'язування при нанесенні, де зв'язування забарвлюючих матеріалів повинно вистачати для утримання забарвлюючих матеріалів, з'єднаних з малюнком BP зв'язувального матеріалу, щоб забезпечити можливість видалення інших надлишкових забарвлюючих матеріалів, які були нанесені на області поза малюнком із зв'язувального матеріалу. Друге зв'язування являє собою постійне зв'язування, що передбачає постійне з'єднання зв'язаних при нанесенні забарвлюючих матеріалів з поверхнею 2. Перше зв'язування при нанесенні і друге постійне зв'язування можуть включати проміжну стадію стабілізації, де структуру зв'язаних забарвлюючих матеріалів модифікують, наприклад, нагріванням і/або тиском так, щоб міг бути виконаний новий цикл формування друку. Проміжна стадія стабілізації забезпечує можливість того, що нові незв'язані забарвлюючі матеріали, які нанесені на поверхню під час другого циклу формування друку, можуть бути легко видалені навіть на ділянках поверхні, які включають забарвлюючі матеріали з першого циклу формування друку. Перше зв'язування при нанесенні переважно одержують за допомогою рідкої речовини, яка також називається безбарвними чорнилами, яка переважно включає головним чином дистильовану або демінералізовану воду. Адгезія води в деяких варіантах застосування, особливо, коли наносять тільки один колір, може зв'язувати забарвлюючий матеріал з поверхнею з силою, яка достатня, щоб забезпечити видалення незв'язаних забарвлюючих матеріалів. Виробничі витрати на таку рідку речовину гранично низькі, і може бути відвернуте засмічення сопел, коли зв'язувальний матеріал висихає. Можуть бути додані деякі хімічні речовини, наприклад, гліколь або гліцерин, які потрібні для досягнення в'язкості і поверхневого натягу рідкої речовини, які можуть потребуватися для належного функціонування друкуючої головки. Водорозчинний поліетиленгліколь (PEG), який доступний з багатьма різними молекулярними масами, є особливо придатним для модифікування води таким чином, щоб могли бути одержані безбарвні чорнила з належною в'язкістю, при якій діють, наприклад, п'єзоголовки. Композиції з низькою молекулярною масою, наприклад, такі як PEG 400, є особливо придатними для застосування в безбарвному чорнилі, і переважно спільно з сухими чорнилами або поверхнею, яка включає термореактивні смоли, такі як меламін. Вода і PEG сумісні з меламіновими смолами і забезпечують легке і швидке отвердження при нагріванні і переважно також під тиском. Переважний невисихаючий розчинник, який сумісний з термореактивними смолами, повинен змішуватися з водою, мати температуру кипіння вище 100 °C і температуру плавлення нижче, ніж температура нанесення. Прикладами такого, але без обмеження, є етиленгліколь, пропіленгліколь, поліетиленгліколь, діетиленгліколь, бутандіол і гліцерин. Також можуть бути використані комбінації. У деяких варіантах застосування в безбарвні чорнила можуть бути внесені деякі інші хімічні речовини в невеликих кількостях, наприклад, змочувальні агенти, й інші хімічні речовини, які потрібні для запобігання розтікатися, коли безбарвні чорнила наносять на поверхню. Безбарвні чорнила також можуть містити антиадгезійні добавки, особливо, коли пряме нанесення забарвлюючих матеріалів, які далі називаються "прямим ВАР-друком", як було описано вище, замінюють перевідним нанесенням, які далі називаються "перевідним ВАР-друком", де безбарвні чорнила і забарвлюючі матеріали в першій стадії наносять на перевідну поверхню, і потім припресовують до поверхні і зв'язують з нею. Багато які з таких добавок є недорогими, і вартість одержання безбарвних чорнил може становити лише частку витрат на традиційні чорнила на пігментній основі. 18 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 Багато які друкуючі п'єзоголовки розраховані на роботу при в'язкості в діапазоні від 2 до 12 сантипуаз (сП). Чорнила на водній основі можуть бути без великих зусиль пристосовані для відповідності всім можливим вимогам відносно в'язкості. Придатні безбарвні чорнила, які можуть бути переважно використані в низьков'язкісній друкуючій головці, розрахованій на роботу при в'язкості близько 5 сП, такій як друкуюча головка Kyocera, можуть являти собою розчин гліколю на водній основі, що включає, наприклад, близько 75 % (вагових) Етиленгліколю, або 55 % Діетиленгліколю, або 50 % Пропіленгліколю, або 38 % Поліетиленгліколю PEG 400. Також може бути застосований розчин гліцерину на водній основі, що включає близько 40 % гліцерину. Демінералізована вода також може бути змішана з Гліцерином і Гліколем. Придатні безбарвні чорнила для низьков'язкісної друкуючої головки можуть включати, наприклад, близько 40 % води, 50 % Гліцерину і 10 % Діетиленгліколю. Придатні безбарвні чорнила, які можуть бути переважно застосовані у високов'язкісній друкуючій головці, розрахованій на роботу при в'язкості близько 10-12 сП, такій як друкуюча головка Fuji, можуть являти собою розчин Гліколю на водній основі, що включає, наприклад, близько 95 % (вагових) Етиленгліколю, або 75 % Діетиленгліколю, або 70 % Пропіленгліколю, або 50 % Поліетиленгліколю PEG 400. Також може бути використаний розчин Гліцерину на водній основі, що містить близько 65 % гліцерину. Демінералізована вода також може бути змішана з Гліцерином і Гліколем. Придатні безбарвні чорнила для високов'язкісної друкуючої головки можуть включати, наприклад, близько 30 % води, 60 % Гліцерину і 10 % Діетиленгліколю. Вміст води в безбарвному чорнилі, пристосованому для низько- і високов'язкісних друкуючих п'єзоголовок, може бути додатково підвищений, якщо застосовуються високов'язкі гліколі, наприклад, Поліетиленгліколь з вищою молекулярною масою, ніж PEG 400. Переважні безбарвні чорнила, які переважно придатні для друкуючих п'єзоголовок, можуть включати 070 % води і 30-100 % Гліколю і/або Гліцерину. Ще більш переважною є композиція, що включає 10-70 % води і 30-90 % Гліколю і/або Гліцерину. Безбарвні чорнила, які придатні для термічних пухирцево-струминних друкуючих головок, які розраховані на дуже низьку в'язкість; наприклад, 2-4 сП, можуть включати більше 70 % води. Всі композиції безбарвних чорнил можуть включати невеликі кількості, близько 1 %, змочувальних агентів, таких як BYK або Surfinol, і хімічних препаратів, таких як Acticide, призначених для пригнічення бактерій і грибів. Безбарвні чорнила переважно являють собою по суті неотверджувані рідкі речовини, які використовуються для забезпечення зв'язування при нанесенні і для зв'язування забарвлюючих матеріалів аж до досягнення постійного зв'язування, яке переважно відбувається при нагріванні і під тиском, і зі смолами, які становлять частину матеріалу підкладки і/або частинок сухих чорнил. Такі безбарвні чорнила не будуть зв'язувати частинки, коли вони висихають, або коли підводиться тепло. Безбарвні чорнила можуть включати спеціальні отверджувані зв'язувальні матеріали, переважно акрилові емульсії на водній основі, які сумісні з водою, гліколем або гліцерином. Вміст зв'язувального матеріалу переважно становить 5-20 %. Акрилові емульсії будуть зв'язувати частинки, коли вода, що міститься, випаровується, і вони будуть створювати міцний зв'язок при сильному нагріванні і під високим тиском. Високий вміст води, щонайменше 50 %, створює ту перевагу, що може бути низькою вартість матеріалу. Час у відкритому стані буде досить коротким, менше однієї години, оскільки вода випаровується. Низький вміст води в поєднанні з високим вмістом гліколю або гліцерину буде значно збільшувати час у відкритому стані. Безбарвні чорнила із вмістом води нижче 40 % можуть мати час у відкритому стані декілька годин. Вміст води нижче 20 % буде приводити до дуже тривалого часу у відкритому стані, який може перевищувати 6 годин. Можна використовувати безбарвні чорнила, які містять більше 90 % гліколю, і цим час у відкритому стані може бути збільшеним до декількох днів. Безбарвні чорнила можуть бути виготовлені без води, і високов'язкісні друкуючі головки можуть діяти з безбарвними чорнилами, яке містить, наприклад, 100 % Етиленгліколю. Можна уникнути застосування системи циркуляції чорнила в промислових принтерах, коли використовуються безбарвні чорнила, які не включають ніякі пігментні дисперсії або зв'язувальні матеріали, і які головним чином являють собою розчин на водній основі, як було описано вище. Це буде значно знижувати вартість друкарського обладнання. Фігура 2е показує в'язкість в сП водних розчинів Пропіленгліколю (PG) при температурах 2030 °C. Лінія W1 показує в'язкість води. Склад Pg1 включає 50 % PG і 50 % води. Склад Pg2 включає 70 % PG і 30 % води. В'язкість безбарвних чорнил, пристосованих для низьков'язкісної 19 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 друкуючої головки, може варіювати між 4-6 сП в межах діапазону температур 20-30 °C. В'язкість безбарвних чорнил, призначених для високов'язкісної друкуючої головки, може варіювати між 814 сП, і це може бути за межами нормальних експлуатаційних умов друкуючої головки. Ця проблема може бути дозволена за допомогою друкарського обладнання, яке включає систему контролю температури, яка переважно об'єднана з системою кліматичного контролю, яка регулює вологість. Час у відкритому стані для безбарвних чорнил на водній основі може бути збільшений, якщо відносна вологість навколо друкуючої головки становить вище 50 %. Зв'язувальний матеріал, який зв'язує забарвлюючі матеріали з поверхнею, може включати два компоненти. Перший компонент зв'язувального матеріалу може бути введений в безбарвні чорнила. Другий компонент зв'язувального матеріалу може бути включений в сухі чорнила і в поверхню, і активований безбарвними чорнилами. Це робить можливим, наприклад, застосування води, щоб забезпечити зв'язування при нанесенні, стабілізацію і постійне зв'язування. Вода може реагувати зі зв'язувальним матеріалом, який може бути введений в забарвлюючі матеріали або в поверхню. Звичайно, безбарвні чорнила можуть включати зв'язувальний матеріал, який може створювати таке ж зв'язування, як вищезазначені два компоненти. Безбарвні чорнила можуть бути нанесені на будь-яку поверхню 2, наприклад, на шар непрозорого паперу, по суті прозорий покривний шар, шар порошку, стабілізований шар порошку, деревний шпон або дерев'яний лист, глазуровану плитку, пластикову плівку або основний колір, нанесений на листоподібний матеріал, що переважно включає деревний або полімерний матеріал. Нанесення поверхні 2 на листоподібний матеріал, такий як панель 1, створює ряд переваг. Можна уникнути обробки і позиціонування незв'язаних шарів, які можуть набухати і зморщуватися під час нанесення рідких безбарвних чорнил. Зв'язування при нанесенні забарвлюючих матеріалів 7 може бути виконане з дуже низькою міцністю зв'язування, оскільки поверхня 2 підтримується плоскою панеллю і може переміщуватися горизонтально на конвеєрі безпосередньо в прес, де відбувається постійне зв'язування при нагріванні і під тиском. Можна уникнути прокатки, різання і нашарування поверхонь паперу і плівки. Деякі поверхні, такі як неотверджений порошок і глазур на плитці, не можуть бути оброблені без опори на панель 1. Також може бути виконаний ВАР-друк на підлогових LVT-покриттях, коли, наприклад, індивідуальні базові шари, що переважно включають шар зі скловолокна, і декоративну пластикову плівку з основним кольором приплавляют спільно до панелі. Прозорий захисний шар може бути наплавлений при нагріванні і під тиском на ВАР-друк і декоративну пластикову плівку так, що частинки сухих чорнил постійно зв'язуються і сплавляються з поверхнею. Безбарвні чорнила можуть бути пристосовані так, щоб уникнути розпливання краплин на гладкій пластиковій плівці. Є сприятливим, якщо безбарвні чорнила мають високу в'язкість, переважно 10 сП і вище. ВАР-друк на керамічних плитках переважно виконують, коли порошок припресований до корпусу плитки, що утворює панель. На плитку наносять глазур переважно основного кольору, і на суху глазур наносять ВАР-друк. Після цього ВАР-друк і корпус плитки піддають пресуванню, і на спресований друк наносять захисну прозору глазур. Після глазурования плитку піддають випаленню в печі або обпалювальній печі при дуже високих температурах так, щоб частинки сухих чорнил спікалися і вплавлялись в корпус плитки і глазур. Описані вище варіанти виконання основуються на головних принципах, що ВАР-друк наносять на поверхню 2, яка становить частину панелі 1, і яка також включає такий склад матеріалу, що, коли проводять нагрівання і прикладають тиск, панель, поверхню і друк будуть постійно пов'язані один з одним. Такі поверхні можуть включати термореактивні смоли, переважно меламіно-формальдегідні смоли, які звичайно використовуються в WFF- або ламінатних підлогових покриттях на паперовій основі, отверджувані і плавкі мінеральні матеріали, що застосовуються в керамічних плитках, або термопластичні матеріали, що використовуються в підлогових LVT-покриттях. Прямий і перевідний ВАР-друк також може бути застосований на поверхнях текстильних матеріалів. Сухі чорнила і безбарвні чорнила можуть бути спеціально пристосовані для поверхонь різноманітних текстильних матеріалів. Зв'язувальні матеріали, в'язкість і розмір сухих чорнил або забарвлюючі матеріали можуть бути узгоджені для забезпечення належного зв'язування і видалення забарвлюючих матеріалів. Нанесення на деякі специфічні поверхні може бути поліпшене за допомогою так званої обробки коронним розрядом, який іноді також позначається як повітряна плазма. Це являє собою спосіб модифікування поверхні, в якому використовують низькотемпературну плазму коронного розряду для внесення змін у властивості поверхні. Плазму коронного розряду 20 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 збуджують додаванням високої напруги до гострих наконечників електродів, які утворюють плазму на кінцях гострих наконечників. Такі матеріали, як пластики, скло або папір, можуть бути пропущені через завісу плазми коронного розряду, щоб змінити поверхневу енергію матеріалу. Поверхня також може бути оброблена мінеральними солями різноманітних типів. Поверхня може включати перший основний колір, який може бути використаний для створення головної частини забарвленої видимої поверхні. Поверхні на порошковій основі, що переважно включають термореактивні смоли, можуть бути піддані попередньому пресуванню і сформовані з гладкою поверхнею, яка полегшує нанесення і видалення забарвлюючих матеріалів. Попереднє пресування переважно виконують під тиском і при нагріванні, і з тривалістю циклу пресування, які забезпечують те, що меламінова смола переходить на рівень напівотвердженого стану і в В-стадію, як було описано у введенні. В одному переважному варіанті виконання забарвлюючий матеріал включає головним чином кольорові пігменти 12, які насипають як сухий порошковий шар зверху вологого малюнка BP зв'язувального матеріалу, як показано в фігурі 2b. Пігменти можуть бути змішані з іншими частинками, наприклад, частинками 13 меламінового порошку, які розплавляються, коли вони контактують з рідинним малюнком BP зв'язувального матеріалу, і які зв'язують пігменти з поверхнею. Сухі незв'язані пігменти і меламіновий порошок 13 можуть бути видалені, наприклад, потоком повітря або під дією сили ваги, і вологий меламін 13, що залишився, і кольорові пігменти 12 утворюють надрукований малюнок Р, як показано в фігурі 2с, який по суті ідентичний малюнку BP зв'язувального матеріалу, створеному безбарвними чорнилами. Сухі чорнила можуть мати такий же склад матеріалу, як поверхневий шар 2 в підлоговому WFFпокритті на порошковій основі, і можуть включати суміш деревних волокон, сухий порошок меламіно-формальдегідної смоли, частинки оксиду алюмінію і кольорові пігменти. Стабілізація друку може бути частково або повністю одержана, наприклад, впливом ІЧвипромінювання, гарячого повітря, УФ-випромінювання, мікрохвильового випромінювання, попереднім пресуванням або подібними, або комбінацією таких способів. Зв'язувальний матеріал, який в цьому переважному варіанті виконання являє собою воду або вологий меламін, переважно стабілізують попереднім пресуванням, яке зв'язує кольорові пігменти з поверхнею 2 внаслідок висушування вологого меламіну або розплавлення частинок меламіну. Попереднє пресування стискає поверхню надрукованого малюнка Р. Другий малюнок може бути надрукований безбарвними чорнилами на поверхні 2, і другий шар пігментів і порошку меламіну може бути нанесений на поверхню і зверху першого друку. Це може бути повторювано, і може бути створений довершений декор з декількох кольорів так, що цифрове зображення включає забарвлюючі матеріали різного кольору, позиціоновані з горизонтальним зміщенням в одній площині. Безбарвні чорнила переважно являють собою по суті прозору рідку речовину, яка не спотворює колір зв'язаних забарвлюючих матеріалів. Безбарвні чорнила з такої ж рідкої речовини можуть бути використані спільно з сухими чорнилами, що включає багато які різні забарвлюючі матеріали, і це забезпечує можливість, наприклад, того, що одна друкуюча головка з одним і тим же безбарвними чорнилами може бути застосована для нанесення декількох різних кольорів, які можуть бути нанесені в декілька стадій з проміжним нанесенням цифрового малюнка, сформованого безбарвними чорнилами. Цим досягається те, що може бути істотно скорочена кількість друкуючих головок, оскільки одна друкуюча головка з одним чорнильним каналом, що наносить одні і ті ж безбарвні чорнила, може бути використана для нанесення практично необмеженої кількості сухих чорнил різного кольору, структур, розмірів частинок, і т. д. Простий склад безбарвних чорнил робить можливим застосування дешевших друкуючих головок, оскільки ніякі кольорові пігменти не викидаються через маленькі сопла друкуючої головки. У деяких варіантах застосування для створення постійного зв'язування може бути достатньою стадія стабілізації. Кінцеве постійне зв'язування також може мати місце, коли поверхню переважно піддають пресуванню і отвердженню при нагріванні і під тиском згідно з способами, які використовуються для отвердження ламінату або поверхні на порошковій основі, що включає термореактивну смолу, або поверхні, що включає термопластичний шар. Також може бути використаний УФ-отверджуваний прозорий лак, який наносять зверху забарвлюючих матеріалів, і який після нанесення отверджують в УФ-печі. Цей прозорий шар може бути нанесений в рідкій формі валиками або за допомогою цифрових п'єзоголовок і в одній або декількох стадіях з проміжним УФ-отвердженням. Термопластична смола або термопластичні частинки також можуть бути застосовані для одержання першого зв'язування при нанесенні або другого постійного зв'язування. Покривний шар на паперовій основі або порошковій основі, що 21 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 включає оксид алюмінію і меламінові смоли, також може бути використаний як захисний шар і як постійне зв'язування. Низька вартість і простий хімічний склад рідкої речовини, що наноситься головкою для нанесення краплин, роблять можливим застосування досить простої технології з цифровою друкуючою головкою для нанесення рідкої зв'язувальної речовини. Може бути застосований CIJ (метод безперервного струминного друку), оскільки вода легко переробляється, і зібрані краплини можуть бути утилізовані навіть без будь-якого повторного використання. Можуть бути застосовані недорогі термічні друкуючі головки, оскільки вода є простою в поводженні в умовах пухирцево-струминної технології. Можуть бути використані досить прості п'єзоголовки з високою продуктивністю і системами DOD (крапля на вимогу), які мають тривалий термін служби, і які вимагають мінімального технічного обслуговування як наслідок дуже сприятливого складу рідкої речовини, який не буде створювати ніяких перешкод виробництву, оскільки немає ніяких пігментів, і переважно відсутні швидко висихаючі смоли, з якими доводиться мати справу у випадку, коли застосовуються традиційні чорнила на пігментній основі. Зв'язувальний матеріал може включати найбільш різноманітні термореактивні і термопластичні матеріали, які можуть бути використані як частинки або хімічні речовини в поверхні, в сухому чорнилі або як дисперсії в безбарвному чорнилі, що наноситься цифровою головкою для нанесення краплин. Багато які з таких матеріалів можуть бути одержані в сухій порошкоподібній формі або у вигляді рідинних дисперсій. Переважно, щоб хімічна речовина, яка забезпечує зв'язування після висушування, була введена в поверхню або в сухі чорнила, і щоб безбарвні чорнила являли собою просту рідку хімічну речовину без яких-небудь смол або інших хімікатів, які в сухій формі можуть засмічувати сопла. Як альтернатива термореактивним матеріалам, таким як меламін, або термопластичним матеріалам, наприклад, таким як порошок PVC (полівінілхлорид), може бути використаний, наприклад, УФ-отверджуваний поліуретан в формі порошку або у вигляді дисперсії. Може бути застосований УФ-отверджуваний поліуретановий матеріал з в'язкістю, яка пристосована до цифрової головки 30' для нанесення краплин. Як рідка речовина в цифровій головці для нанесення краплин переважні поліуретанові дисперсії на водній основі, оскільки вони не отверджуються, поки не будуть піддані впливу УФ-випромінювання. Поліуретанові дисперсії являють собою поліуретани/полісечовини, що повністю прореагували, з дрібними і дискретними полімерними частинками, і такі частинки можуть бути одержані з розмірами близько 0,01-5,0 мікронів (мкм), і тому можуть бути застосовними в цифровій друкуючій головці або інших подібних головках. Поліуретанові дисперсії можуть бути змішані, наприклад, з акриловими емульсіями й іншими емульсіями, щоб знизити витрати. Цифрова головка для нанесення краплин, яка в деяких варіантах застосування переважно може являти собою п'єзоголовку, переважно має здатність викидати краплини з величиною краплин близько 1-200 піколітрів або більше. Розмір краплин й інтенсивність формування краплин можуть варіювати, і це може бути використане, щоб варіювати інтенсивність кольору і створювати так звану "сіру шкалу" з одним і тим же основним кольором. Більші краплини будуть зв'язувати товстіші шари сухих чорнил, і дрібніші краплини будуть зв'язувати тонші шари. Також можуть бути застосовані адгезиви на водній основі, такі як розчинні адгезиви або дисперговані у воді адгезиви. Як зв'язувальні матеріали в формі порошку або у вигляді дисперсій можуть бути використані інші УФ-отверджувані матеріали, наприклад, акрилати, такі як модифіковані епоксидами, уретанами, складними поліефірами, простими поліефірами, амінами прості поліефіракрилати, і різноманітні акрилатні олігомери. Безбарвні чорнила також можуть бути нанесені на поверхню за допомогою розпилювальних форсунок або гравірованих валиків. Фігура 2d схематично показує один ВАР-друкуючий пристрій 40 установки для надруковування зв'язувального матеріалу, який може бути застосований для створення цифрового друку Р на панелі 1, що включає поверхню 2, основу 3 і захисний шар 4. Пристрій 36 для нанесення безбарвних чорнил, що включають цифрову головку 30' для нанесення краплин, яка переважно являє собою п'єзоголовку або термічну друкуючу головку, наносить малюнок BP зв'язувального матеріалу з безбарвних чорнил 11. Декілька головок 30' можуть бути розміщені поруч одна з одною, щоб покривати поверхню, що продруковується по всій ширині. Малюнок зв'язувального матеріалу створюється в цифровій формі таким же чином, як в стандартному цифровому друці. Кольори розділені, і кожний пристрій 36 для нанесення безбарвних чорнил наносить головним чином одну і ту ж рідку речовину, або безбарвні чорнила, які використовуються для зв'язування одного конкретного кольору в кожному циклі формування друку. Цифрова головка для нанесення краплин через поживну трубку 32 приєднана до 22 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 контейнера 31 з безбарвними чорнилами. Цифрові головки 30' для нанесення краплин мають цифрове з'єднання переважно через кабелі 33 даних або бездротовим зв'язком з цифровим керуючим пристроєм 34, який контролює нанесення краплин, швидкість конвеєра 21, функціонування пристрою 27 для нанесення сухих чорнил і всього іншого обладнання, яке використовується для зв'язування і видалення пігментів. Краплини безбарвних чорнил 11 на водній основі, які в цьому варіанті виконання служать як матеріал для зв'язування при нанесенні, повинні бути вологими, поки вони проходять через пристрій 27 для нанесення сухих чорнил, яке в цьому переважному варіанті виконання являє собою розсипаючий пристрій. Сухі чорнила 15, які в цьому переважному варіанті виконання включають забарвлюючі матеріали з кольорових пігментів 12, змішані зі смолою у вигляді утвореного розпилювальним сушінням меламінового порошку 13, розкидаються на рідкі безбарвні чорнила 11. Розсипаючий пристрій включає бункер 45, який містить сухі чорнила 15, скребок-лопатку 47, яка спільно з валиком 46, що переважно включає гравіровану, тиснуту, протравлену або піддану піскоструминній обробці поверхню 44 валика, діє як дозуючий пристрій, що переміщує попередньо задану кількість сухих чорнил 15 з бункера 45 і на поверхню 2. Валик 46 також може мати поверхню 44 валика, яка включає дрібні голки. Також можуть бути застосовані обертові або коливні валики. Пристрій для видалення матеріалу, який може являти собою таку, що качається, або обертову щітку 48, також може бути використаний в деяких варіантах застосування разом з однією або декількома обертовими або вібруючими сітками 49, які можуть коливатися або обертатися в різних напрямках. Скребок-лопатка 47 може бути жорсткою або гнучкою, і може мати кромку, яка узгоджена зі структурою поверхні валика. Вібруючі або обертові сітки 49 також можуть бути виконані таким чином, щоб вони розкидали сухі чорнила 15 попередньо заданим шляхом, і вони можуть бути об'єднані з одним з декількох сит, які можуть бути використані для просіювання частинок перед тим, як вони наносяться у вигляді шару. Обертання валика, положення скребка-лопатки і швидкість переміщення поверхні, яка призначена для нанесення покриття з сухих чорнил, можуть бути використані для регулювання товщини шару. Рідкі безбарвні чорнила 11 і сухі чорнила з пігментами 12 і розплавлені частинки 13 меламіну в цьому варіанті виконання нагріваються і стабілізуються, коли вони переміщуються переважно під гарячою ІЧ-лампою 23, яка переважно розміщена після цифрової головки 30' для нанесення краплин у напрямку подачі. Пристрій 28 для видалення сухих чорнил, який в цьому варіанті виконання оснований на потоках повітря і вакуумі, видаляє пігменти 12 і частинки 13 меламіну, які не змочені і не зв'язані малюнком BP зв'язувального матеріалу, і створюється довершений кольоровий друк Р. Пристрій для видалення сухих чорнил може бути розміщений після ІЧ-ламп 23 або між ІЧлампами і розсипаючим пристроєм 27. Ця технологічна стадія може бути повторювана, і другий розсипаючий пристрій 27, який включає ще один колір, може наносити другий колір на малюнок зв'язувального матеріалу, який може бути нанесений тією ж друкуючою головкою або новою друкуючою головкою, яка використовується у другому циклі формування друку. Видалені висушені пігменти і частинки меламіну можуть бути пропущені через сито або фільтр, і вони можуть бути повернуті в оборот і знову використані повторно декілька разів. Панель 1 з поверхнею 2 переважно розміщують по суті горизонтально під цифровою головкою 30' для нанесення краплин, пристроєм 27 для нанесення сухих чорнил і пристроєм 28 для видалення сухих чорнил, з використанням одного або декількох конвеєрів 21. Очевидно, що в альтернативному варіанті цифрова головка 30' для нанесення краплин, пристрій 27 для нанесення сухих чорнил і пристрій 28 для видалення сухих чорнил можуть переміщуватися над панеллю 1 під час ВАР-друку. Сухі чорнила, в доповнення до пігментів і частинок меламіну, також можуть включати зносостійкі частинки, такі як дрібні частинки оксиду алюмінію, і волокна, переважно деревні волокна, які переважно можуть включати відбілені прозорі або напівпрозорі волокна або складатися з них. Такі сухі чорнила можуть бути використані для створення суцільного друку з пігментів, які позиціоновані вертикально один над одним, зі зв'язувальними матеріалами і зносостійкими частинками вище і нижче пігментів. Дрібні краплини безбарвних чорнил внаслідок капілярних взаємодій і поєднання поверхневого натягу і адгезійних сил можуть просочуватися в сухі чорнила і зв'язувати великі кількості сухих чорнил, ніж при застосуванні традиційного чорнила, де пігменти наносяться на поверхню у вигляді дрібних краплин. Один переважний варіант виконання ВАР-друку відрізняється тим, що протяжність забарвлюючих матеріалів по вертикалі перевищує протяжність по вертикалі краплин безбарвних чорнил. Ще один переважний варіант виконання відрізняється тим, що нанесені в 23 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 цифровій формі краплини безбарвних чорнил просочуються вниз і вгору від поверхні після нанесення. Дуже зносостійкий друк може бути одержаний способом друку, що передбачає безбарвні чорнила і сухі чорнила з зносостійкими частинками, переважно введеними в сухі чорнила. Декілька шарів друку можуть бути позиціоновані один зверху іншого, і це може бути використане для додаткового підвищення зносостійкості і для створення тривимірних (3D) декоративних ефектів. Для нанесення і/або для видалення незв'язаних частинок порошку можуть бути використані статична електрика або ультразвук. Повітряні потоки і вакуум, які видувають і/або засмоктують частинки, переважно можуть бути об'єднані зі щітками. Як правило, всі способи сухої і мокрої обробки, які застосовуються для видалення пилу, можуть бути використані окремо або в різноманітних комбінаціях для видалення незв'язаних частин сухих чорнил. Однак переважними є способи сухої і неконтактної обробки. Регульоване повне або часткове видалення незв'язаних частинок сухих чорнил є істотним для високоякісного друку із попередньо заданим декоративним зображенням. Також можуть бути застосовані вдосконалені системи видалення, які видаляють тільки забарвлюючі матеріали, наприклад, кольорові пігменти, тоді як істотна частина прозорих частинок меламінового порошку може залишатися на поверхні. Це може бути виконано, наприклад, двостадійним нанесенням, де перший шар включає тільки меламінову смолу або частинки, які наносяться на поверхню перед нанесенням безбарвних чорнил із забарвлюючими матеріалами. Цей перший шар переважно є стабілізованим. Він може бути напилений з водою і висушений, наприклад, ІЧ-випромінюванням або гарячим повітрям. Цей окремий зв'язувальний шар, який переважно включає меламін, в деяких варіантах застосування може бути замінений, наприклад, попередньо імпрегнованим папером, який в деяких варіантах застосування може бути використаний як поверхневий шар 2, і тільки неімпрегнований папір з основним кольором або без нього може бути застосований як поверхня 2 для циклу формування друку. Вміст вологи в поверхневому шарі повинен бути точно відрегульований, щоб полегшити видалення незв'язаних частинок порошку. Переважно вміст вологи становить нижче 8 %, або навіть більш переважно не перевищує 6 %. Поверхневий шар 2 може бути висушений, наприклад, ІЧ-лампами перед нанесенням безбарвних чорнил. Може бути додана спеціальна хімічна речовина, щоб закрити поверхню 2 або верхню частину зв'язаних забарвлюючих матеріалів для створення покривного або відокремлюваного шару, який може запобігати прилипанню забарвлюючих матеріалів до конкретних ділянок поверхневого шару, де безбарвні чорнила не нанесені. Панель 1 підлогового покриття, як правило, включає нижній стабілізуючий шар 4 з ламінату, полімерних плівок, покритого паперу або подібного матеріалу. Такий стабілізуючий шар (балансир) також може бути нанесений у вигляді сухої суміші з меламінового порошку і деревних волокон, яких стабілізовані вологою і тепловою обробкою перед пресуванням. У суміш порошків можуть бути включені пігменти для створення основного кольору. Стабілізуючий шар також може включати тільки меламіновий порошок або рідку меламінову смолу, яку наносять безпосередньо на задню сторону основи 3, і ніякий папір або деревні волокна не потрібні для врівноваження поверхневого шару. Вміст меламіну в поверхневому шарі переважно є вищим, ніж в стабілізуючому шарі. Задня сторона панелі дуже придатна для розміщення конкретної інформації, адресованої монтажнику підлогового покриття або кінцевому споживачеві. Для створення цифрового малюнка або тексту на стабілізуючому шарі можуть бути застосовані традиційний цифровий друк або ВАР-друк. Можуть бути розміщені інструкції по монтажу і технічному відходу, логотипи, інструкції інших типів, малюнки й інформація, і можуть замінювати інформацію, яка звичайно розміщується на упаковці або в спеціальних окремих інструкціях. Цифровий друк і, зокрема, ВАР-друк, можуть бути дуже економічними, оскільки тільки одного нанесеного в цифровій формі кольору звичайно досить в доповнення до основного кольору. Захисний шар також може мати цифровий друк, який є тільки декоративним. Фігури 3а-3d показують один варіант здійснення винаходу, який основується на другому принципі, де в першій стадії на поверхню 2 наносять сухі чорнила 15, що включають забарвлюючі матеріали 7 і переважно також зв'язувальний матеріал, який може являти собою меламін 13. Після цього як друга стадія виконують цифровий друк, сформований цифровою головкою для нанесення краплин, яка наносить на сухі чорнила малюнок BP з безбарвних чорнил за допомогою безбарвних чорнил. Головна відмінність між першим і другим принципами полягає в послідовності нанесення безбарвних чорнил і сухих чорнил. Згідно з першим принципом, безбарвні чорнила 15 наносять в першій стадії, тоді як згідно з другим принципом безбарвні чорнила 15 наносять у другій стадії. Перший принцип нижче називається BUP 24 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 друком, "зв'язувальний матеріал під порошком", і другий принцип називається ВАР-друком, "зв'язувальний матеріал на порошку". Цифровий друк BUP і BАP може являти собою прямий друк або перевідний друк, як було описано вище. Ці два принципи BUP і BАP можуть створювати різні зображення з різною інтенсивністю кольорів. Краплини 11 безбарвних чорнил, будучи нанесеними згідно з першим BUP-принципом, будуть формувати чорнильні точки, коли вони стикаються з поверхнею, і такі чорнильні точки будуть покривати набагато обширнішу площу, ніж діаметр краплин. Тільки частина рідкої речовини з чорнильних точок буде просочуватися з поверхні і в сухі чорнила. Коли краплини безбарвних чорнил наносяться згідно з другим ВАР-принципом, вони будуть спочатку просочуватися в частинки сухих чорнил, які будуть зв'язуватися одна з одною з утворенням скупчень дрібних частинок, і невелика частина краплин рідкого безбарвних чорнил буде досягати поверхні 2, де дрібні кластери будуть зв'язані з поверхнею. Таке нанесення може бути використане в деяких варіантах застосування для запобігання розтікання, де поверхня має відкриту структуру, яка розподіляє рідку речовину. Потрібно згадати, що розтікання не завжди є недоліком, оскільки воно може бути використане для створення декоративних ефектів. Нанесення сухих чорнил повинне точно контролюватися, коли використовують ВАР-принцип, і максимальна товщина шару сухих чорнил повинна бути узгоджена з розміром краплин й інтенсивністю формування краплин так, щоб безбарвні чорнила просочувалися через шар сухих чорнил і досягали поверхні. Товщина шару сухих чорнил переважно не повинна перевищувати максимального рівня просочення краплин в сухі чорнила. Товщина шару сухих чорнил може в значній мірі варіювати, коли використовують перший BUP-принцип, оскільки надлишок незв'язаних частинок більше рівня просочення нанесених на поверхню краплин безбарвних чорнил буде автоматично видалятися, і рідка речовина на верхній частині частинок сухих чорнил може бути висушена. Товщина шару сухих чорнил може бути більшою або меншою, ніж рівень просочення краплин безбарвних чорнил, коли застосовують BUP-принцип. Це створює можливість використання комбінацій інтенсивності формування краплин безбарвних чорнил і протяжність сухих чорнил по вертикалі для утворення варіацій кольору. Обидва принципи мають переваги і недоліки залежно від варіанта застосування. Безбарвні чорнила 11 навіть в цьому варіанті виконання можуть включати воду, яка, коли наносять розплави, наприклад, меламінових частинок 13, змішувалася з пігментами 12 або частинками меламіну, нанесеними під пігментами. Зв'язувальний матеріал з'єднує деякі пігменти, які формують такий же малюнок, як малюнок BP зв'язувального матеріалу, тоді як інші незв'язані пігменти видаляються. Фігура 3а показує сухі чорнила 15, що включають суміш меламінового порошку 13 і пігментів 12, розсипаних на поверхню 2. Фігура 3b показує нанесений в цифровій формі малюнок BP з безбарвних чорнил, нанесений на сухі чорнила. Фігура 3с показує, що були видалені незв'язані пігменти, які і в цьому переважному варіанті виконання також являють собою частинки 13 меламіну. Фігура 3d показує пристрій 40 для ВАРдруку, що включає розсипаючий пристрій 27 і пристрій 36 для нанесення безбарвних чорнил, ІЧпіч 23 і пристрій 28 для видалення сухих чорнил, що діє за допомогою потоку повітря і вакууму. Перший і другий принципи можуть бути об'єднані. Безбарвні чорнила 11 можуть бути нанесені до і після нанесення сухих чорнил 15, і це може бути використано для зв'язування товстішого шару забарвлюючих матеріалів і для створення суцільного друку з великою протяжністю по вертикалі і високою зносостійкістю. Установка для друку зв'язувального матеріалу може включати пристрої для друку з нанесенням зв'язувального матеріалу, які наносять сухі і безбарвні чорнила згідно з першим і другим принципами. Фігури 4а-4d показують варіанти здійснення винаходу, які основуються на третьому принципі, де зв'язування сухих чорнил 15 виконується регульованим в цифровій формі нагріванням, яке активує термочутливу смолу і зв'язує сухі чорнила 15 з поверхнею 2 таким чином, що формується цифровий друк Р, коли частинки незв'язаних сухих чорнил видаляються. Сухі чорнила 15, що включають забарвлюючі матеріали 7, переважно пігменти 12, можуть бути нанесені на поверхню 2 в першій стадії, як показано в фігурі 4а. Після цього способами сухого зв'язування створюють в цифровій формі малюнок BP зв'язувального матеріалу, або зображення, і після цього незв'язані забарвлюючі матеріали 7 видаляють, як показано в фігурі 4с. Може бути застосовано декілька способів. Фігура 4d показує лазерний пучок 29, який розплавлює або отверджує зв'язувальний матеріал, наприклад, термореактивну або термопластичну смолу 13, яка може бути змішана з безбарвними чорнилами або введена в поверхню 2. Сухі чорнила також можуть бути електростатично зв'язані з поверхнею дією лазерного пучка. Створений в цифровій формі друк Р виходить, коли видаляються незв'язані або неприєднані забарвлюючі матеріали. Лазерний пучок може бути використаний для 25 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 створення малюнка зв'язувального матеріалу при нагріванні або електростатично до і/або після нанесення забарвлюючих матеріалів згідно з описаними вище першим і другим принципами для нанесення безбарвних чорнил. Фігура 4d показує пристрій 40 для друку зв'язувального матеріалу, що включає пристрій 27 для нанесення сухих чорнил, лазер 29 і пристрій 28 для видалення сухих чорнил, оснований на потоці повітря і вакуумі. Лазер 29 може бути замінений нагрівальними лампами, які можуть бути застосовані для створення зображень, які включають, наприклад, досить обширні ділянки однакового кольору, як в деяких структурах каменя, або основні кольори в структурах деревних волокон. Фігура 4d також показує, що пристрій 26 для термічного зв'язування з нагрівальними друкуючими головками 80, що включають декілька маленьких нагрівальних елементів, може бути використаний для створення друку високого розрізнення способами сухого зв'язування. Нагрівальна друкуюча головка 80 може безпосередньо підводити тепло, яке зв'язує частинки сухих чорнил 15, що переважно містять пігменти 12 і термочутливу смолу. Нагрівальна друкуюча головка 80 також може непрямо підводити тепло шляхом нагрівання теплопередачою плівки 81, яка може контактувати з нагрівальною друкуючою головкою 80 і частинками сухих чорнил 15. Теплопередавальна плівка 81 може являти собою мідну або алюмінієву фольгу, і може включати окремі дрібні елементи з високою теплопровідністю, наприклад, елементи, виконані з міді або алюмінію, які вбудовані в теплоізолюючий носій, який запобігає поширенню тепла між окремими елементами. Теплопередавальна плівка 81 може бути використана для підвищення продуктивності друку. Тепловий імпульс від нагрівальної друкуючої головки буде нагрівати ділянку плівки, і тепло буде підтримуватися, коли плівка слідує за поверхнею і переносить тепло на частинки сухих чорнил. Навіть стандартна лазерна система, основана на вищеописаному ударному методі, може бути використана для нанесення цифрового друку, частково або повністю, на будівельну панель, або в комбінації з описаними вище способами друку з нанесенням зв'язувального матеріалу. Всі вищеописані принципи можуть бути частково або повністю об'єднані, і технологічна лінія може включати декілька пристроїв цифрового друку для нанесення зв'язувального матеріалу згідно з першим, другим або третім принципами. Фігури 5а-5h схематично показують вигляд збоку нанесення двох різних кольорів згідно з першим BUP-принципом. Перший зв'язувальний матеріал, або точку безбарвних чорнил 11а, які в цьому варіанті виконання включають по суті воду, наносять з використанням термічної цифрової чорнильної головки для нанесення краплин на поверхню 2, яка може являти собою стабілізований шар порошку або папір, як показано в фігурі 5а. Струмені 50 з головки наносять краплини безбарвних чорнил 11 з сопел 54, коли нагрівник 59 створює пухирці 60 в чорнильній камері 52 так, що краплини безбарвних чорнил 11 утворюють рідинні точки 11а, коли вони стикаються з поверхнею 2. Цифрова головка для нанесення краплин також може являти собою п'єзоголовку, і безбарвні чорнила на водній основі також можуть включати речовину для підвищення в'язкості. Безбарвні чорнила на водній основі можуть включати гліколь або гліцерин. Перший шар сухих чорнил, що включають кольорові пігменти 12а і сухі частинки зв'язувального матеріалу, в цьому переважному варіанті виконання частинки 13а меламіну, наносять на поверхню 2 і на точки 11а рідких безбарвних чорнил, як показано в фігурі 5b. Частинки 13а меламіну, які контактують з вологими краплинами на водній основі, будуть розплавлятися. Перша ІЧ-лампа 23а може бути застосована для висушування вологого меламіну і для зв'язування пігментів з поверхнею, як показано в фігурі 5с, і після цього незв'язані частинки меламіну і пігментів видаляються так, що виходить пігментне зображення, або декор 12а, який відповідає нанесеному малюнку зв'язувального матеріалу, сформованому краплинами 11а безбарвних чорнил, як показано в фігурі 5d. Фігури 5е-5h показують, що таке ж нанесення може бути повторюване з новим нанесенням сухих чорнил, що включають пігменти 12b, що мають ще один колір, і змішаних з частинками 13b меламіну, і нового малюнка 11b зв'язувального матеріалу, таким чином, що виходить двобарвне зображення із забарвлюючих матеріалів або кольорових пігментів 12а, 12b двох типів, зв'язаних з двома малюнками з безбарвних чорнил 11а, 11b, як показано в фігурі 5h. Фігура 6а показує один варіант виконання, де установка 40 цифрового ВАР-друку включає пристрій 36 для цифрового нанесення безбарвних чорнил, пристрій 27 для нанесення сухих чорнил, пристрій 23 для ІЧ-висушування або отвердження, і вакуумний пристрій 28 для видалення сухих чорнил. Установка 40 ВАР-друку в цьому переважному варіанті виконання об'єднана зі стандартним струминним принтером 35. Спосіб ВАР-друку може бути використаний 26 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 в цій комбінації для створення основної частини цифрового друку, тоді як деякі частини кінцевого друку можуть бути створені за допомогою стандартного струминного принтера. Це може значно скоротити вартість чорнила, оскільки, наприклад, економічно сприятливим ВАРспособом, де через цифрову головку для нанесення краплин не повинні пройти ніякі пігменти, може бути нанесено, наприклад, 90 % пігментів, які потрібні для створення повністю продрукованого цифрового декору або малюнка. Підлогові покриття на порошковій основі особливо придатні для цього комбінованого способу. Перший основний колір може бути створений порошковим шаром 2а. Другий кольоровий малюнок може бути нанесений установкою ВАР-друку, і третій колір може бути нанесений традиційним пристроєм для цифрового друку. Стабілізація другого кольору не потрібна, оскільки ніякі додаткові сухі забарвлюючі матеріали не будуть наноситися і видалятися. Цей варіант виконання відрізняється тим, що трикольорове зображення формують основним кольором, переважно передбаченим в порошку або в паперовому шарі, сухими забарвлюючими матеріалами і рідким чорнилом. Друкуючі головки одного і того ж типу можуть бути застосовані для нанесення безбарвних чорнил і стандартних рідких чорнил. Стандартний цифровий принтер може бути використаний для нанесення безбарвних чорнил, які застосовуються як зв'язувальний матеріал для сухих чорнил, і традиційних рідких чорнил, що включають забарвлюючі матеріали. Один або декілька чорнильних каналів, наприклад, можуть бути заповнені безбарвними чорнилами, які мають інші характеристики висихання і/або зв'язування, ніж інші канали, що включають традиційні чорнила на пігментній основі. Краплини безбарвних чорнил можуть бути вологими, коли краплини на пігментній основі вже висохли. Безбарвні чорнила можуть бути використані для нанесення забарвлюючих матеріалів, які утворюють основні частини кольору цифрового друку. Фігура 6b показує установку 40 для надруковування зв'язувального матеріалу і порошку, де сухі чорнила 15, що включають, наприклад, суміш пігментів 12 і меламінового порошку 13, наносять за допомогою розсипаючого пристрою 27, що включає переважно рельєфний валик 22 і переважно коливну щітку 42. Незв'язані забарвлюючі матеріали, наприклад, пігменти і частинки меламіну, видаляються пристроєм 28 для видалення сухих чорнил, яке повертає суміш 12, 13 або безбарвні чорнила в розсипаючий пристрій 27 для повторного використання. За допомогою повітряного потоку може бути створене пилова хмарка з пігменту/меламіну, і з поверхнею 2 будуть зв'язуватися тільки пігменти і меламіновий порошок, які контактують з вологим зв'язувальним матеріалом 11. Фігура 6с представляє вигляд в розрізі панелі 1 підлогового покриття, і показує, що спосіб ВАР-друку особливо придатний для нанесення цифрового ВАР-друку на панель підлогового покриття з поверхнею 2 на паперовій основі або на порошковій основі, і з механічною замковою системою, що включає планку 6 зі стопорним елементом 8 на одному краю, який сполучається зі стопорною виїмкою 14 в суміжній кромці ще однієї панелі, для горизонтального фіксування суміжних кромок, і шпунт 10 на одній кромці, який взаємодіє з пазом 9 для шпунта на ще одній кромці для вертикального фіксування панелей. Такі панелі підлогового покриття, як правило, мають високоякісні тиснуті декори під деревину або камінь, які вимагають великих кількостей різноманітних кольорових пігментів, і декору, який повинен бути точно позиціонований відносно тиснутих структур і кромок панелей, де сформована механічна замкова система. Як правило, декор повинен бути узгоджений з крайовою частиною поверхневої області, яку видаляють, коли формують замкові системи. Фігура 6с показує малюнок деревних волокон з першою S1 і другою S2 поверхневою областю, що мають різні кольори. Друга поверхнева область S2, яка в цьому варіанті виконання є протяжною головним чином у напрямку L довжини панелі підлогового покриття, нанесена на базовий шар 2, що включає першу поверхневу область S1. Фігура 6d показує пристрій 28 для видалення сухих чорнил, який в цьому варіанті виконання основується на потоках повітря і вакуумі, які видувають і засмоктують частинки. Один або декілька фасонних патрубків 41 для вакуумного всмоктування з отворами, які перекривають шар нанесених сухих чорнил по всій ширині, можуть бути використані для видалення по суті всіх незв'язаних частинок 11 сухих чорнил. Один або декілька повітряних ракелів 42, які також покривають всю ширину, можуть подавати стиснуте повітря на незв'язані частинки, що залишилися так, щоб вони відділялися від поверхні 2 панелі і видувалися в фасонний патрубок для вакуумного всмоктування. Головна перевага цього комбінованого способу полягає в тому, що високий тиск повітря є дієвішим і створює сильніший повітряний потік, ніж вакуум. Цей спосіб може бути використаний для видалення по суті всіх видимих частинок сухих чорнил з шорсткуватих поверхонь, таких як поверхня стабілізованого порошку і шорсткуваті поверхні паперу. Можуть бути видалені навіть дуже дрібні частинки, наприклад, тонкозернисті пігменти або дуже дрібні деревні волокна. Для повторного використання сухих чорнил може бути 27 UA 115893 C2 5 10 15 20 25 30 35 40 45 50 55 60 застосований двостадійний процес. Перше видалення виконують з використанням пристрою для видалення сухих чорнил, яке включає тільки пристрій для вакуумного всмоктування і яке видаляє всі зовсім вільно розташовані частинки, які можуть становити близько 90 % або більше незв'язаних частинок сухих чорнил. Такі частинки, як правило, є дуже чистими і можуть бути використані повторно. Другий комбінований пристрій 28 для видалення сухих чорнил, оснований на вакуумі і тиску повітря, як показано в фігурі 6d, може бути використаний для видалення частинок, що залишилися, які можуть містити деякі частинки з поверхні 2 на порошковій основі, або з попереднього нанесення ще одного кольору. Такі частинки можуть бути непридатними для повторного використання. Всі вищеописані способи можуть бути частково або повністю об'єднані. Фігури 7а-7с описують нанесення і видалення забарвлюючих матеріалів 64, що мають різні розміри, і те, як суцільний друк Р може бути сформований спресуванням одна з одною частинок сухих чорнил 11. У деяких варіантах застосування нанесення і видалення забарвлюючих матеріалів є важливими для високоякісного зображення. У деяких інших варіантах застосування може бути сприятливим, якщо деякі забарвлюючі матеріали залишаються на поверхні, оскільки це може бути використано для створення реалістичнішої імітації, наприклад, малюнків деревної структури, де поверхня дерева майже завжди має деякі дрібні дефекти і кольорові плями, які розподілені безладно. Дрібні частинки також важко роздивитися, і вони в багатьох варіантах застосування не будуть спотворювати загальне враження від декору, особливо, якщо вони не нанесені у вигляді растрового малюнка. Фігура 7а показує, що дуже дрібні частинки з розміром 10-20 мікронів (мкм) і менше можуть виявляти тенденцію прилипати до поверхні 2, яка, наприклад, може являти собою поверхню непокритого паперу, що включає деревні волокна 61 з досить грубою структурою волокон. Фігура 7а також показує піддану пресуванню частину А і неспресовану частину В поверхні 2 панелі. Краплини безбарвних чорнил нанесені у вигляді растрового малюнка R1-R4. Не піддана пресуванню частина В показує пігменти 12а, які після видалення сухих чорнил пов'язані з безбарвними чорнилами, й інші пігменти 12b, які не пов'язані безбарвними чорнилами, але які все ще приєднані, наприклад, до поверхні паперу після видалення внаслідок тертя або статичної електрики. Піддана пресуванню частина А показує пігменти 12с, які постійно пов'язані з поверхнею 2 під тиском і при нагріванні. Пігменти 12с, які були нанесені один зверху іншого, спресовані з утворенням плоского і суцільного друку Р з перекриваючими пігментами. ВАР-друк створює можливість створювати друк, який відповідає практично необмеженому розрізнення з використанням досить низького розрізнення, наприклад, 300 DPI, коли наносять безбарвні чорнила 11. Такий надрукований малюнок може бути практично ідентичний структурі деревних волокон в реальній структурі деревини, або малюнку каменя в реальному камені, де візерунки утворені різними натуральними волокнами або кристалічними структурами. Фігура 7b показує, що проблема налипання може бути дозволена за допомогою сухих чорнил, які включають забарвлюючі матеріали 7, які є більш грубозернистими, ніж, наприклад, стандартні пігменти 12. Забарвлюючі матеріали мають розміри переважно в діапазоні 30-100 мікронів (мкм). У деяких варіантах застосування, залежно від декору, можуть бути використані забарвлюючі матеріали з розміром до 300 мікронів (мкм) або більше. Такі забарвлюючі матеріали з порівняно великими макрочастинками 64 можуть бути сформовані багатьма різними шляхами. Згідно з одним переважним варіантом виконання, макророзмірні забарвлюючі матеріали 64 включають пігменти 12, приєднані до тіла 66 частинки. Тіло частинки в цьому переважному варіанті виконання являє собою одержану розпилювальним сушінням меламінову частинку 13. Такі макрочастинки 64 забарвлюючих матеріалів з розміром, що перевищує 20 мікронів (мкм), набагато простіше розсипати і видаляти, ніж дрібні пігменти з розміром в декілька мікронів або дрібніше. Основна перевага полягає в тому, що пігменти налипають на деякі частини тіла 66 частинки - на нижню 66а і верхню 66b частинки - як показано в фігурі 7с, яка представляє вигляд збоку макророзмірного забарвлюючого матеріалу 64, показаного зверху в фігурі 7b. Краплина 57 рідких безбарвних чорнил 11 зв'язує макрочастинку 64 забарвлюючого матеріалу, що включає деякі пігменти 12. Пігменти 12 позиціоновані по вертикалі один над іншим на протилежних сторонах тіла 66 частинки, і такий варіант виконання може забезпечувати глибший друк з підвищеними інтенсивністю кольору і зносостійкістю. Ще одна перевага полягає в тому, що маленька краплина 57 безбарвних чорнил може бути використана для зв'язування великих кількостей забарвлюючих матеріалів або пігментів, які фактично можуть мати масу або розмір, що перевищують масу або розмір точок безбарвних чорнил, нанесених у вигляді краплин з цифрової головки 30' для нанесення краплин. Велика кількість пігменту або забарвлюючих матеріалів може бути зв'язана цим шляхом досить дрібними 28
ДивитисяДодаткова інформація
Назва патенту англійськоюDigital binder and powder print
Автори англійськоюPervan, Darko, Pervan, Tony
Автори російськоюПерван Дарко, Перван Тони
МПК / Мітки
МПК: B41M 5/00
Мітки: друк, порошку, нанесенням, зв'язувального, цифровий, матеріалу
Код посилання
<a href="https://ua.patents.su/62-115893-cifrovijj-druk-z-nanesennyam-zvyazuvalnogo-materialu-i-poroshku.html" target="_blank" rel="follow" title="База патентів України">Цифровий друк з нанесенням зв’язувального матеріалу і порошку</a>
Цифровий друк зв’язуючим
Номер патенту: 114632
Опубліковано: 10.07.2017
Автор: Перван Дарко
МПК: B05D 5/06, B44C 5/04, B41J 3/44, B41M 3/00, B44C 1/00, B41M 7/00
Мітки: друк, цифровий, зв'язуючим
Формула / Реферат:
1. Спосіб формування друкованого цифровим способом зображення (Р) за допомогою кольорових пігментів (12) на поверхні (2) будівельної панелі (1), що включає в себе етапи, на яких:- розсіюють сухі кольорові пігменти (12) на поверхні (2);- зв'язують частину сухих кольорових пігментів з поверхнею (2);- видаляють незв'язані сухі кольорові пігменти з поверхні таким чином, що за допомогою зв'язаних сухих кольорових пігментів...
Пристрій для отримання порошку з полімерного матеріалу
Номер патенту: 70728
Опубліковано: 25.06.2012
Автори: Пристайлов Сергій Олегович, Сокольський Олександр Леонідович, Черниш Ігор Анатолійович, Сівецький Володимир Іванович, Мікульонок Ігор Олегович
МПК: B29B 17/00
Мітки: порошку, матеріалу, пристрій, отримання, полімерного
Формула / Реферат:
Пристрій для отримання порошку з полімерного матеріалу, що містить корпус, у конічній порожнині якого розміщено конічний ротор з утворенням між ними кільцевого проміжку, а також завантажувальний і розвантажувальний патрубки, при цьому корпус і ротор оснащено засобами охолодження, який відрізняється тим, що ротор виконано з кутом конусності, більшим за кут конусності порожнини корпусу.
Спосіб виготовлення термомагнітного матеріалу на основі порошку заліза
Номер патенту: 47705
Опубліковано: 15.07.2002
Автори: Мелешко Ігор Володимирович, Воропаєв Віталій Семенович
МПК: H01F 1/12
Мітки: матеріалу, виготовлення, заліза, спосіб, термомагнітного, порошку, основі
Формула / Реферат:
Спосіб виготовлення термомагнітного матеріалу на основі порошку заліза шляхом пресування та спікання, який відрізняється тим, що спечений матеріал прокатують з проміжними відпалами з сумарною висотною деформацією 85 - 95 %, причому використовують вихідний залізний порошок дисперсністю 160-200 мкм.
Шовкотрафаретний друк і магнітна орієнтація
Номер патенту: 107071
Опубліковано: 25.11.2014
Автори: Мюллер Едгар, Судан Александр, Деспланд Клод-Ален, Блайкольм Антон, Лі Сян, Деготт П'єр
МПК: B41M 1/00, B41F 15/00, B41L 13/00
Мітки: орієнтація, шовкотрафаретний, магнітна, друк
Формула / Реферат:
1. Пристрій для виготовлення знака, що містить магнітоорієнтовані магнітні або намагнічувані частки у фарбі або покривній композиції на листі матеріалу підкладки, при цьому пристрій містить:пласкодрукувальний модуль для шовкотрафаретного друку, що містить пласку трафаретну сітку і друкувальну плиту для приймання зазначеного листа, при цьому друкувальна плита містить верхню поверхню, звернену до трафаретної сітки, і перший напрямок...
Спосіб отримання пористого матеріалу з феромагнітного порошку

Номер патенту: 68136
Опубліковано: 15.07.2004
Автор: Бережинський Яків Зинов'євич
Мітки: феромагнітного, спосіб, матеріалу, отримання, пористого, порошку
Формула / Реферат:
Спосіб отримання фільтруючого матеріалу з феромагнітного порошку, що включає приготування газопорошкової суміші, яку у вигляді потоку пропускають через магнітне поле, після чого газопорошкову суміш вільно осаджують в форму і спікають, який відрізняється тим, що вектор напруженості магнітного поля встановлюють колінеарно вектору швидкості потоку газопорошкової суміші, при цьому градієнт напруженості магнітного поля в площині, перпендикулярній...
Попередній патент: Комбінація діючих речовин, яка містить піридилетилбензаміди й інші діючі речовини
Наступний патент: Місцева антимікробна дерматологічна композиція
Випадковий патент: Енергетичний напій