Спосіб виготовлення зразків для настроювання приладів контролю змін структури виробів під час шліфування поверхні
Номер патенту: 100738
Опубліковано: 10.08.2015
Автори: Учанін Валентин Миколайович, Сидоренко Михайло Володимирович
Формула / Реферат
1. Спосіб виготовлення зразків для настроювання приладів контролю змін структури виробів під час шліфування поверхні, який полягає у вирізанні заготовок з заданим розміром робочої поверхні, вимірюванні нормованого параметру матеріалу заготовок прямим методом і присвоєнні зразку визначеного значення параметру, який відрізняється тим, що заготовки виготовляють більшими по площі, ніж заданий робочий розмір зразків, проводять хіміко-термічну обробку зразків згідно з штатною технологією виготовлення контрольованого виробу, обробляють робочу поверхню зразків рівномірним шліфування в один прохід шліфувального інструменту в різних режимах, відрізають зайву частину шліфованих заготовок, аналізують розподіл змін структури в перерізі відрізаної частини заготовок прямим методом, за яким визначають параметри структурно змінених поверхневих шарів і присвоюють відповідному зразку визначене значення параметра структурно зміненого поверхневого шару, за отриманими результатами будують залежність параметрів припаленого шару від режиму шліфування для дослідженого типу матеріалу, яку використовують для визначення режимів шліфування залежно від заданих параметрів припаленого шару зрізків.
2. Спосіб за п. 1, при якому вибір різного режиму шліфування проводять вибором різної глибини шару, що знімається за один прохід шліфувального інструменту.
3. Спосіб за п. 1, при якому аналіз розподілу змін структури в перерізі зразка проводять шляхом прямих оптичних вимірювань.
4. Спосіб за п. 1, при якому як нормований параметр зразків приймають товщину шару припаленого під час шліфування.
Текст
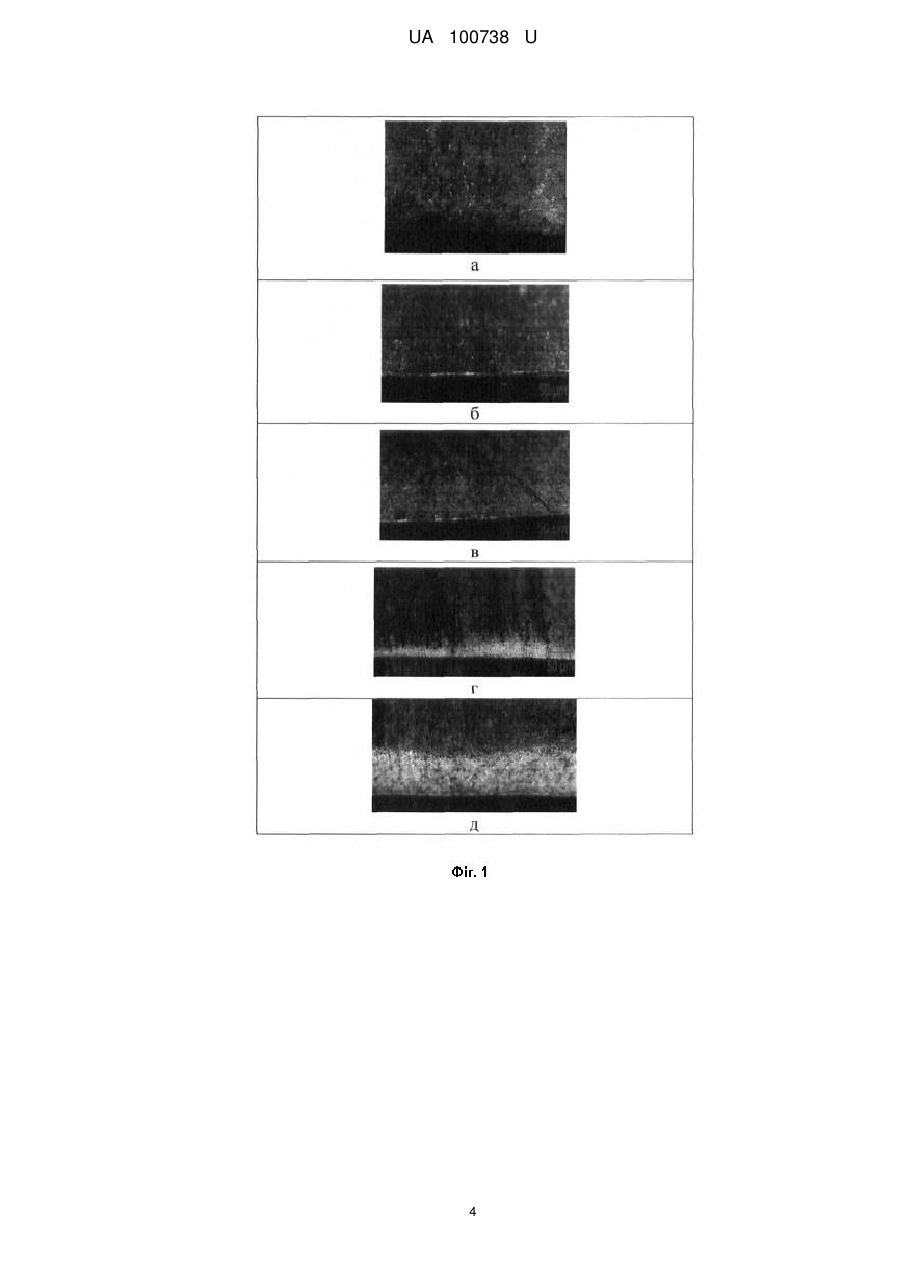
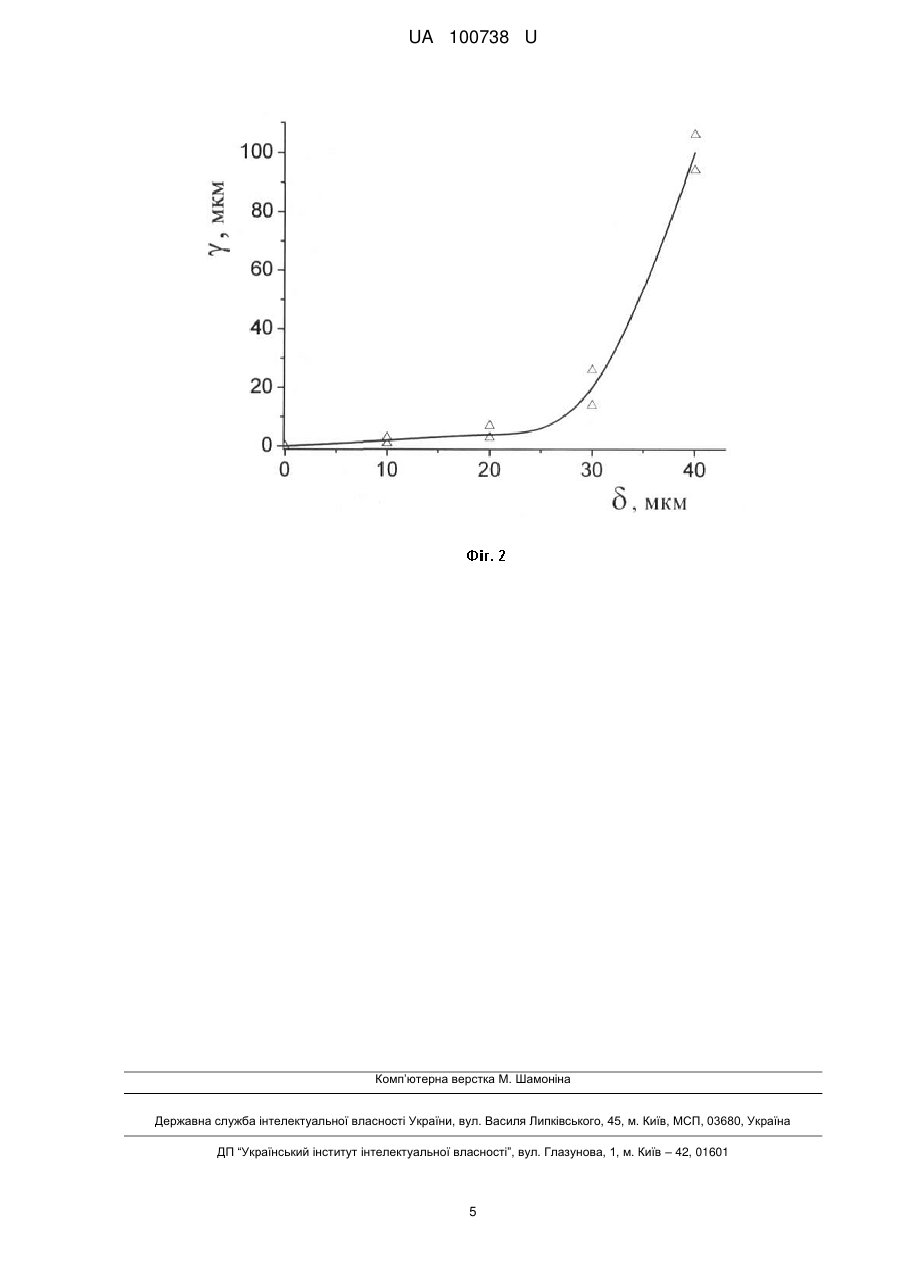
Реферат: Спосіб виготовлення зразків для настроювання приладів контролю змін структури виробів під час шліфування поверхні включає вирізання заготовок з заданим розміром робочої поверхні, вимірювання нормованого параметру матеріалу заготовок прямим методом і присвоєння зразку визначеного значення параметру. Заготовки виготовляють більшими по площі, ніж заданий робочий розмір зразків, проводять хіміко-термічну обробку зразків згідно з штатною технологією виготовлення контрольованого виробу, обробляють робочу поверхню зразків рівномірним шліфування в один прохід шліфувального інструменту в різних режимах, відрізають зайву частину шліфованих заготовок, аналізують розподіл змін структури в перерізі відрізаної частини заготовок прямим методом, за яким визначають параметри структурно змінених поверхневих шарів і присвоюють відповідному зразку визначене значення параметра структурно зміненого поверхневого шару, за отриманими результатами будують залежність параметрів припаленого шару від режиму шліфування для дослідженого типу матеріалу, яку використовують для визначення режимів шліфування залежно від заданих параметрів припаленого шару зрізків. UA 100738 U (54) СПОСІБ ВИГОТОВЛЕННЯ ЗРАЗКІВ ДЛЯ НАСТРОЮВАННЯ ПРИЛАДІВ КОНТРОЛЮ ЗМІН СТРУКТУРИ ВИРОБІВ ПІД ЧАС ШЛІФУВАННЯ ПОВЕРХНІ UA 100738 U UA 100738 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до методів та засобів неруйнівного контролю і може бути використана для їх метрологічного забезпечення, а також необхідна для виготовлення стандартних зразків, які необхідні для реалізації кількісного контролю змін структури під час шліфування, зокрема для виявлення і оцінки шліфувального припалювання. Шліфувальне припалювання характеризується змінами структури поверхневого шару матеріалу за рахунок нагріву під час шліфування і призводить до зменшення якості виробу. Відомий стандартний зразок для калібрування і повірки засобів неруйнівного контролю неферомагнітних діелектричних і композиційних матеріалів, який виготовлений таким чином: на пластину або заготовку іншої форми із сегнетоелектрика наносять електроди для підведення зовнішнього електричного поля, зміна якого дозволяє регулювати значення електромагнітного параметра зразка (наприклад, діелектричної проникності) у широкому діапазоні його значень [1]. Недоліками відомого способу є те, що виготовлений за ним стандартний зразок не дозволяє імітувати значення тих електрофізичних параметрів матеріалу, які не залежать від зовнішнього електричного поля, складність використання і мала точність. Крім того, він не дозволяє моделювати зразки з поверхневими шліфувальними припаленнями різної товщини. Відомий спосіб виготовлення стандартних зразків для настроювання структуроскопів, який полягає у вирізанні з ділянок напівфабрикатів з різними електрофізичними параметрами заготовок зразків з плоскопаралельними поверхнями однакової товщини, вимірюванні електрофізичного структурочутливого параметру матеріалу заготовок стандартного зразка і присвоєнні стандартному зразку визначеного значення електрофізичного параметру. Заготовки виготовляють із напівфабрикатів з анізотропію електрофізичного структурочутливого параметру шляхом вирізання під різними кутами відносно напрямку осей анізотропії, а як електрофізичний структурочутливий параметр при вимірюванні параметрів заготовок використовують параметри анізотропії електрофізичного структурочутливого параметру [2]. Відомий спосіб не дозволяє виготовляти стандартні зразки, які б відтворювали різний ступінь шліфувального припалювання, зокрема їх різну товщину. Відомий спосіб отримання міри для приладів неруйнівного контролю, який реалізують шляхом підбору значень параметра контрольованого зразка з нормованим пошкодженням [3]. При цьому підбір параметрів реалізують шляхом підбору із сукупності контрольних зразків групи зразків, для яких покази приладу лежать поблизу відповідного значення параметра. Проводять руйнування частини зразків кожної групи і вимірюють значення тонованого параметра прямим методом. Результати цих прямих вимірювань обробляють статистичними методами, оцінюють значення нормованого параметра, яке присвоюють незруйнованому зразку. Недоліком є те, що відомий спосіб не дає можливості створити стандартні зразки з різним ступенем (зокрема товщиною) структурних змін у вигляді припалювань, які виникли у поверхневому шарі об'єкту контролю в результаті шліфування. Найбільш близьким аналогом є відомий спосіб виготовлення стандартних зразків, який полягає у тому, що з напівфабрикатів у вигляді злитків вирізають заготовки. Після цього виготовляють зразки у вигляді пластин з плоскопаралельними поверхнями і вимірюють їх електричний опір. Отримані зразки матеріалу використовують як стандартні зразки питомої електропровідності, яка є структурочутливим параметром. Для цього на основі виміряного електричного опору та геометричних розмірів пластин розраховують значення питомої електропровідності матеріалу, яке присвоюють відповідним зразкам [4]. Недоліками відомого способу є неможливість виготовляти стандартні зразки, які відтворюють різний ступінь шліфувального припалювання, які концентруються в поверхневому шарі. Крім того, неможливо виготовляти зразки із феромагнітних матеріалів, коли на параметри контролю впливає не тільки питома електропровідність матеріалу, а і його магнітні властивості, зокрема магнітна проникність. В основу корисної моделі поставлена задача створення технології виготовлення стандартних зразків, які відтворюють різні значення шліфувальних припалювань для калібрування і повірки приладів-структуроскопів для виявлення та оцінки поверхневих структурних змін у вигляді припалювання, які можуть виникати у поверхневому шарі в результаті шліфування. Поставлена задача вирішується тим, що у способі виготовлення зразків для настроювання приладів контролю змін структури виробів під час шліфування поверхні, який полягає в вирізанні заготовок з заданим розміром робочої поверхні, вимірюванні нормованого параметру матеріалу заготовок прямим методом і присвоєнні зразку визначеного значення параметру, заготовки виготовляють більшими по площі, ніж заданий робочий розмір зразків, проводять хіміко-термічну обробку зразків згідно з штатною технологією виготовлення контрольованого виробу, обробляють робочу поверхню зразків рівномірним шліфуванням в один прохід 1 UA 100738 U 5 10 15 20 25 30 35 40 45 50 55 60 шліфувального інструменту в різних режимах, відрізають зайву частину шліфованих заготовок, аналізують розподіл змін структури в перерізі відрізаної частини заготовок прямим методом, за яким визначають параметри структурно змінених поверхневих шарів і присвоюють відповідному зразку визначене значення параметра структурно зміненого поверхневого шару. За отриманими результатами будують залежність параметрів припаленого шару від режиму шліфування для дослідженого типу матеріалу, яку використовують для визначення режимів шліфування залежно від заданих параметрів припаленого шару зрізків. При цьому вибір різного режиму шліфування можна проводити вибором різної глибини шару, що знімається за один прохід шліфувального інструменту. Аналіз розподілу змін структури в перерізі зразка можна проводити шляхом прямих оптичних вимірювань. При цьому як нормований параметр зразків можна прийняти товщину поверхневого шару припаленого під час шліфування. Суть корисної моделі пояснюється кресленням, де на фіг. 1 представлено зображення перерізу заготовок з різною товщиною γ припаленого шару за рахунок шліфування в різних режимах: до шліфування γ = 0 (а); γ = 1…3 мкм (б); γ = 3…7 мкм (в); γ = 14…26 мкм (г); γ = 90…110 мкм (д). На фіг. 2 представлено залежність γ(δ) товщини поверхневого припаленого шару γ від товщини поверхневого шару δ, який знімається під час шліфування за один прохід інструменту (глибина різання), для сталі ВКС-5. Розглянемо випадок реалізації запропонованого способу для створення стандартних зразків із теплостійкої сталі типу ВКС-5 (16Х3НВФМБ-Ш) з розмірами довжиною 50 мм, шириною 12 мм і товщиною 4 мм з різною товщиною поверхневого припаленого шару. Такі зразки необхідні для настроювання приладів для виявлення та оцінки припаленого шару, зокрема вихрострумових структуроскопів. Попередньо із сталі ВКС-5 виготовляють заготовки у вигляді пластин довжиною 60 мм, шириною 12 мм і товщиною 4 мм, тобто довжина пластин заготовок на 10 мм більша необхідного розміру зразків. Проводять хіміко-термічну обробку заготовок згідно з штатною технологією виготовлення контрольованого виробу, так як початкова структура і, відповідно, електрофізичні параметри матеріалу зразків повинні бути ідентичними контрольованому виробу. Закріплюють першу заготовку на станині столу шліфувального станка 3Г71. Для створення припалювань використовували круг з карбіду кремнію зеленого 64С F90 L V. Швидкість повздовжнього переміщення столу приймали мінімальною. За один прохід шліфувального інструменту знімають мінімальний поверхневий шар з робочої поверхні заготовки (в нашому випадку δ = 10 мкм). Поступово встановлюють наступні заготовки на станині шліфувального станка, встановлюють більші товщини поверхневого шару δ (глибину різання), який знімають за один прохід, наприклад δ = 20 мкм, δ = 30 мкм і δ = 40 мкм. При цьому швидкість переміщення шліфувального інструменту не змінюють. Знімають відповідно з поверхні наступних заготовок по 20, 30 і 40 мкм. Після цього відрізають від заготовки зайві 10 мм і скорочують заготовку по довжині. В результаті отримують комплект зрізків, поверхня яких прошліфована за різних режимів, в нашому прикладі за різної товщини поверхневого шару (глибин різання), який знятий за один прохід шліфувального інструменту. З відрізаних зайвих частин заготовок готують шліфи, які після відповідного протравлювання аналізують оптичним методом, наприклад за допомогою металографічного інвертованого мікроскопа Carl Zeiss Observer Dim. На поверхні спостерігається структурно-змінений шар матеріалу за рахунок його перепалу під час шліфування у вигляді білого шару (фіг. 1). Товщина γ припаленого шару в різних перерізах для кожного зразка має деякий розкид, але тим не менше спостерігається певна кореляційна залежність γ(δ) (фіг.2) товщини поверхневого припаленого шару γ від товщини поверхневого шару , який знімається під час шліфування за один прохід інструменту (глибин різання). Приймемо як параметр нормування зразків товщину припаленого шару. В цьому випадку отримані значення товщини припаленого шару присвоюють відповідному зразку. Отриману кореляційну залежність γ(δ) (фіг. 2) товщини поверхневого припаленого шару γ від товщини поверхневого шару δ використовують для вибору режиму шліфування під час виготовлення зразків теплостійкої сталі типу ВКС-5 з наперед заданою товщиною припаленого шару. Різні зміни структури припаленого шару можна також отримати вибором різної швидкості переміщення шліфувального інструменту. Розподіл змін структури в поверхневому шарі після шліфування можна отримати шляхом визначення розподілу мікротвердості шліфів. Запропонований спосіб виготовлення зразків дозволяє виготовляти стандартні зразки, які відтворюють різні параметри поверхневого припаленого шару, зокрема відтворювати припалений шар різної товщини. Такий шар з'являється при порушеннях режиму шліфування і 2 UA 100738 U 5 10 15 призводить до зменшення якості відповідальних виробів, зокрема зубчатих коліс. Такі зразки можуть бути використані для настроювання приладів неруйнівного контролю, зокрема вихрострумовим методом, а також для метрологічного забезпечення відповідних технологій контролю. Перелік посилань. 1. А. с. № 1437815 СССР. МКИ G 01 R 33/12. Способ настройки, калибровки и поверки средств неразрушающего контроля / Ю.Я. Останин (СССР). - 4213912/25-28; Заявлено 23.03.87; Опубл. 15.11.88, Бюл. № 42. - 4 с. 2. Пат. 101421 України, МПК G 01 N 3/56. Спосіб виготовлення стандартних зразків для настроювання структуроскопів. / В.Г. Рибачук, В.М. Учанін (Україна); № а 201109087; Заявл. 20.07.2011; Опубл. 10.01.2013, Бюл. № 6. - 4 с. 3. А.с. 1753394 СССР, МКИ G 01 N 27/90. Способ получения меры для поверки приборов неразрушающего контроля / В.Н. Учанин, Ю.В. Поздняков, Ю.Н. Агапов (СССР). - № 4733631/28; Заявлено 11.05.89; Опубл. 07.08.92, Бюл. № 29. - 5 с. 4. Ривлин A.M., Наумов Н.М., Арбузова Т.В. и др. Стандартные образцы удельной электрической проводимости в диапазоне 0,5-2,0 МСм/м // Дефектоскопия, 1990. - № 6. - С. 8284. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 40 1. Спосіб виготовлення зразків для настроювання приладів контролю змін структури виробів під час шліфування поверхні, який полягає у вирізанні заготовок з заданим розміром робочої поверхні, вимірюванні нормованого параметру матеріалу заготовок прямим методом і присвоєнні зразку визначеного значення параметру, який відрізняється тим, що заготовки виготовляють більшими по площі, ніж заданий робочий розмір зразків, проводять хімікотермічну обробку зразків згідно з штатною технологією виготовлення контрольованого виробу, обробляють робочу поверхню зразків рівномірним шліфування в один прохід шліфувального інструменту в різних режимах, відрізають зайву частину шліфованих заготовок, аналізують розподіл змін структури в перерізі відрізаної частини заготовок прямим методом, за яким визначають параметри структурно змінених поверхневих шарів і присвоюють відповідному зразку визначене значення параметра структурно зміненого поверхневого шару, за отриманими результатами будують залежність параметрів припаленого шару від режиму шліфування для дослідженого типу матеріалу, яку використовують для визначення режимів шліфування залежно від заданих параметрів припаленого шару зрізків. 2. Спосіб за п. 1, при якому вибір різного режиму шліфування проводять вибором різної глибини шару, що знімається за один прохід шліфувального інструменту. 3. Спосіб за п. 1, при якому аналіз розподілу змін структури в перерізі зразка проводять шляхом прямих оптичних вимірювань. 4. Спосіб за п. 1, при якому як нормований параметр зразків приймають товщину шару припаленого під час шліфування. 3 UA 100738 U 4 UA 100738 U Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюUchanin Valentyn Mykolaiovych
Автори російськоюУчанин Валентин Николаевич
МПК / Мітки
Мітки: виробів, контролю, приладів, поверхні, структури, зразків, спосіб, виготовлення, змін, шліфування, настроювання
Код посилання
<a href="https://ua.patents.su/7-100738-sposib-vigotovlennya-zrazkiv-dlya-nastroyuvannya-priladiv-kontrolyu-zmin-strukturi-virobiv-pid-chas-shlifuvannya-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зразків для настроювання приладів контролю змін структури виробів під час шліфування поверхні</a>
Спосіб виготовлення контрольних зразків для настроювання, калібрування та атестації приладів неруйнівного контролю
Номер патенту: 29293
Опубліковано: 10.01.2008
Автор: Учанін Валентин Миколайович
МПК: G01N 27/90
Мітки: виготовлення, контрольних, настроювання, атестації, спосіб, зразків, неруйнівного, контролю, калібрування, приладів
Формула / Реферат:
1. Спосіб виготовлення контрольних зразків для настроювання, калібрування та атестації приладів неруйнівного контролю, який складається із виготовлення заготовки з матеріалу, характеристики якого відповідають контрольованому об'єкту, на поверхню якої наносять тріщиноподібний дефект у вигляді тонкого паза, який відрізняється тим, що на поверхню зразка попередньо наносять виріз, а тріщиноподібні дефекти наносять на бокову поверхню вирізу,...
Спосіб виготовлення стандартних зразків для настроювання структуроскопів
Номер патенту: 101421
Опубліковано: 25.03.2013
Автори: Учанін Валентин Миколайович, Рибачук Володимир Георгійович
МПК: G01N 27/90
Мітки: спосіб, стандартних, виготовлення, настроювання, зразків, структуроскопів
Формула / Реферат:
1. Спосіб виготовлення стандартних зразків для настроювання структуроскопів, що полягає в вирізанні із заготовок з різними електрофізичними параметрами стандартних зразків з плоскопаралельними поверхнями однакової товщини, вимірюванні електрофізичного структурочутливого параметра матеріалу стандартного зразка і присвоєнні стандартному зразку визначеного значення електрофізичного параметра, який відрізняється тим, що заготовки для стандартних...
Спосіб настроювання приладів вихрострумового контролю
Номер патенту: 55509
Опубліковано: 10.12.2010
Автори: Черленевський Всеволод Вадимович, Учанін Валентин Миколайович
МПК: G01N 27/90
Мітки: приладів, спосіб, вихрострумового, контролю, настроювання
Формула / Реферат:
1. Спосіб настроювання приладів вихрострумового контролю, при якому вводять вихрострумовий перетворювач приладу по черзі у взаємодію з контрольними зразками, що відповідають нижньому, середньому і верхньому значенням діапазону вимірювань контрольованого параметра, змінюють зазор між робочою поверхнею вихрострумового перетворювача і поверхнею зразка, змінюють параметри вхідної схеми і положення обмотки вихрострумового перетворювача приладу і...
Спосіб зміцнення та шліфування поверхні
Номер патенту: 90191
Опубліковано: 12.04.2010
Автори: Сизий Юрій Анатолійович, Волков Олег Олексійович, Погрібний Микола Андрійович
МПК: B24B 1/00, B23P 9/00, B24B 5/00, B24B 39/00
Мітки: поверхні, шліфування, зміцнення, спосіб
Формула / Реферат:
Спосіб зміцнення та шліфування поверхні, який включає термофрикційну обробку поверхні обертальним інструментом, який відрізняється тим, що після термофрикційної обробки додатково проводять чистову шліфувальну обробку зміцнювальної поверхні при швидкості подачі зміцнювальної поверхні до обертального інструмента, не перевищуючої 200 мм/с, у співвідношенні з глибиною обробки, не перевищуючої 1/2 товщини зміцнювальної поверхні, при цьому як...
Спосіб контролю товщини деревинних плитних матеріалів у процесі шліфування абразивними циліндрами
Номер патенту: 12975
Опубліковано: 15.03.2006
Автори: Кенс Ігор-Роман Романович, Голубець Володимир Михайлович, Алещенко Олексій Григорович, Кійко Орест Антонович, Дудюк Дмитро Лук'янович
МПК: B27C 1/00
Мітки: контролю, циліндрами, процесі, спосіб, товщини, плитних, деревинних, абразивними, шліфування, матеріалів
Формула / Реферат:
Спосіб контролю товщини деревинних плитних матеріалів у процесі шліфування абразивними циліндрами, при якому використовують давачі вимірювання, який відрізняється тим, що застосовують безконтактні вихрострумові давачі, причому вимірюють відстань до поверхні направляючих вальців шліфувального верстата.
Попередній патент: Безпілотний літальний апарат
Наступний патент: Зміщуваний токарний центр
Випадковий патент: Спосіб сейсморозвідки