Ламінаційна станція для ламінування полотна картону або тонкого картону
Формула / Реферат
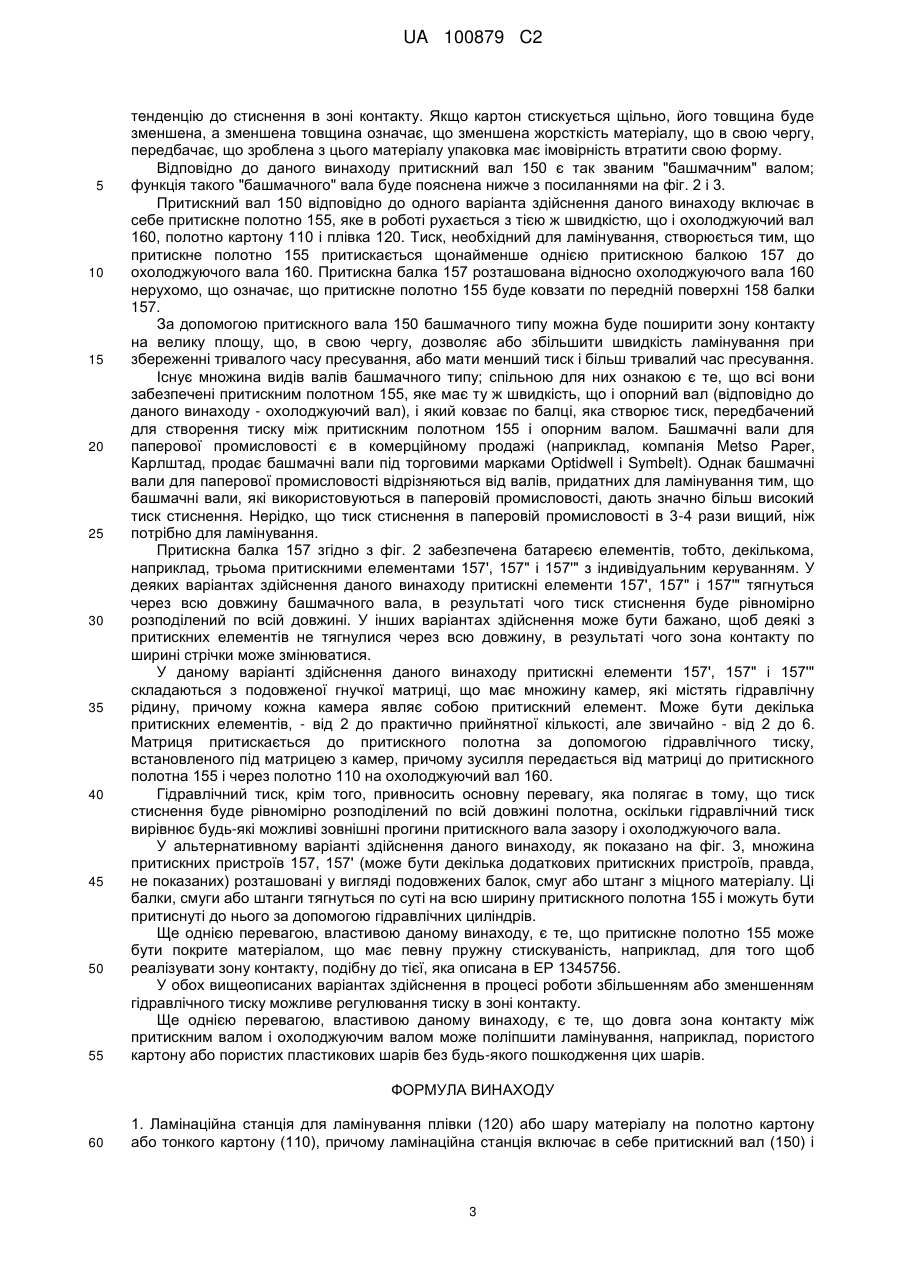
1. Ламінаційна станція для ламінування плівки (120) або шару матеріалу на полотно картону або тонкого картону (110), причому ламінаційна станція включає в себе притискний вал (150) і охолоджуючий вал (160), і між цими валами (150, 160) утворена зона контакту, яка притискує один до одного шар матеріалу або плівку (120) і полотно картону (110), при цьому плівка (120) або шар матеріалу після цієї зони контакту притискується до охолоджуючого вала протягом заданого кутового інтервалу, який відрізняється тим, що притискний вал (150) являє собою вал типу башмачного преса.
2. Ламінаційна станція за п. 1, в якій між притискуваними плівкою (120) і полотном картону (110) вводиться проміжний шар (130) розплавленого полімеру або адгезивний шар.
3. Ламінаційна станція за п. 1 або 2, в якій притискувана плівка (120) є полімерною плівкою або алюмінієвою фольгою (Alifoil).
4. Ламінаційна станція за п. 1, в якій притискуваний шар матеріалу являє собою розплавлений полімер, який нанесений на полотно картону за допомогою екструзійного покриття.
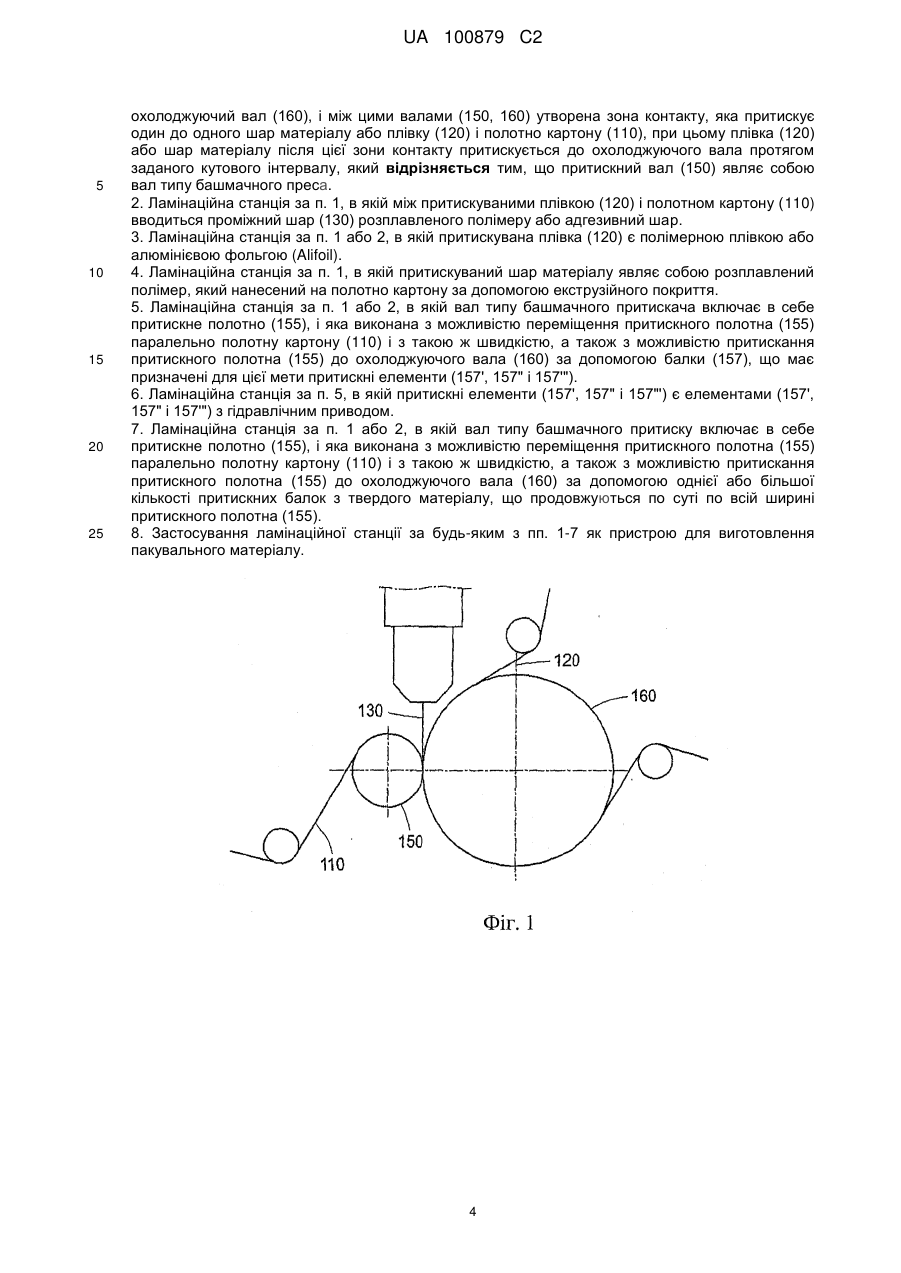
5. Ламінаційна станція за п. 1 або 2, в якій вал типу башмачного притискача включає в себе притискне полотно (155), і яка виконана з можливістю переміщення притискного полотна (155) паралельно полотну картону (110) і з такою ж швидкістю, а також з можливістю притискання притискного полотна (155) до охолоджуючого вала (160) за допомогою балки (157), що має призначені для цієї мети притискні елементи (157', 157" і 157'").
6. Ламінаційна станція за п. 5, в якій притискні елементи (157', 157" і 157"') є елементами (157', 157" і 157'") з гідравлічним приводом.
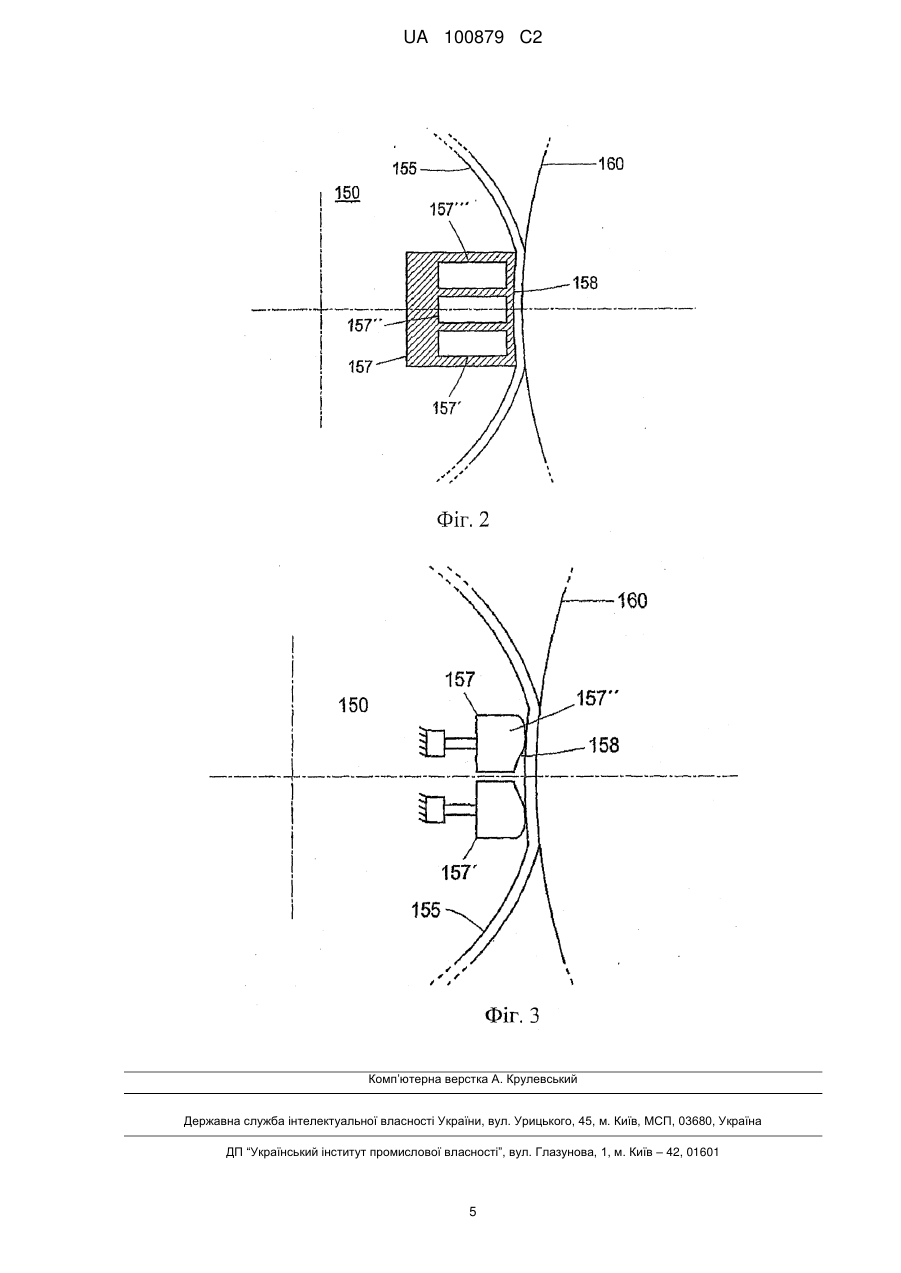
7. Ламінаційна станція за п. 1 або 2, в якій вал типу башмачного притиску включає в себе притискне полотно (155), і яка виконана з можливістю переміщення притискного полотна (155) паралельно полотну картону (110) і з такою ж швидкістю, а також з можливістю притискання притискного полотна (155) до охолоджуючого вала (160) за допомогою однієї або більшої кількості притискних балок з твердого матеріалу, що продовжуються по суті по всій ширині притискного полотна (155).
8. Застосування ламінаційної станції за будь-яким з пп. 1-7 як пристрою для виготовлення пакувального матеріалу.
Текст
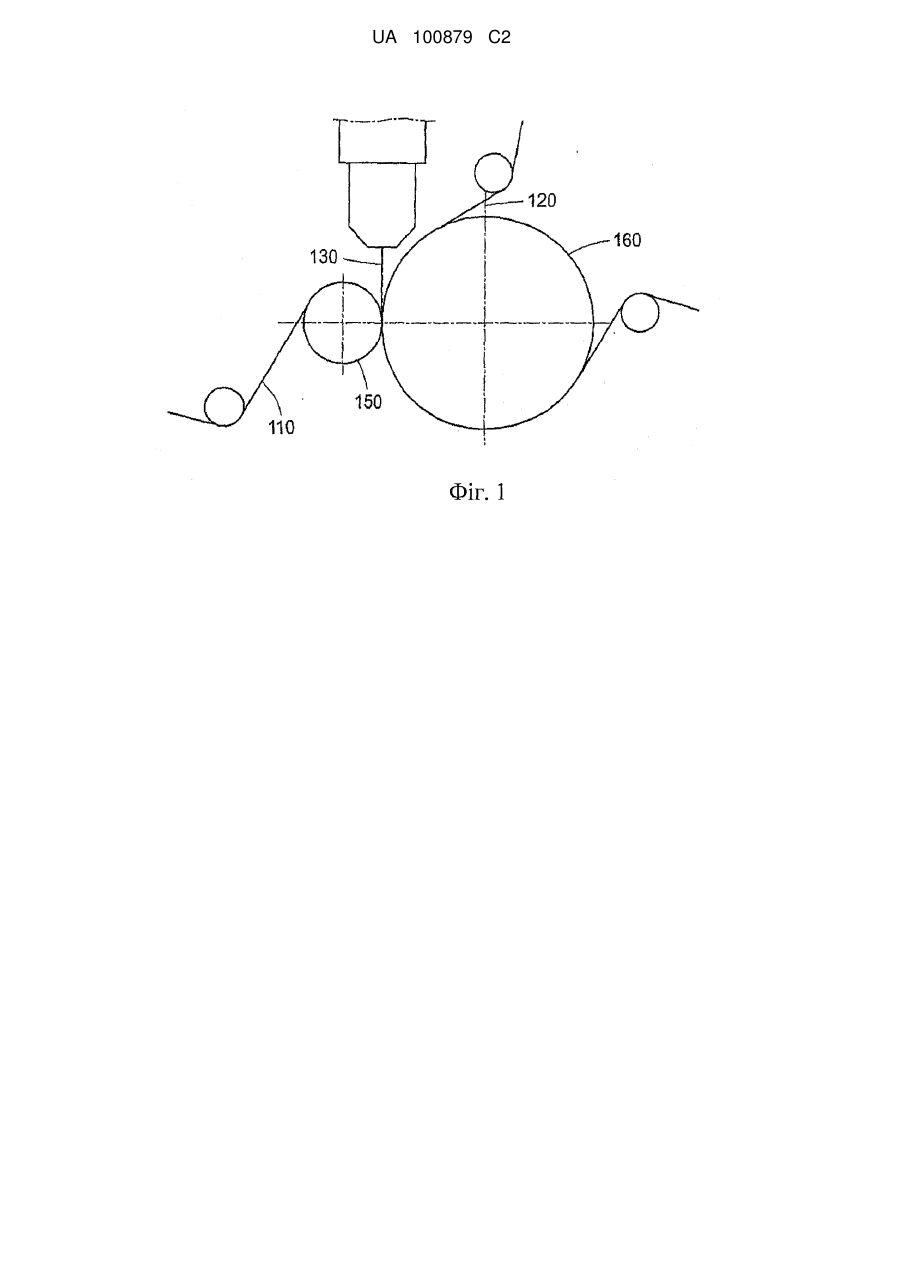
Реферат: Ламінаційна станція для ламінування плівки (120) на полотно картону (110) включає в себе притискний вал (150) і охолоджуючий вал (160). Між цими валами (150, 160) утворена зона контакту, яка притискує один до одного плівку (120) і полотно картону (110) з проміжним шаром (130) розплавленого полімеру або адгезивного шару, розташованого між плівкою (120) і полотном картону (110). Плівка, папір і розплавлений полімер лежать, після зони контакту, з приляганням до охолоджуючого вала в деякому кутовому інтервалі. Відповідно до винаходу притискний вал (150) є притискним валом башмачного типу, який містить притискну балку, що має декілька притискних елементів з гідравлічним приводом, або містить одну або декілька твердих притискних балок. UA 100879 C2 (12) UA 100879 C2 UA 100879 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Даний винахід стосується ламінаційної станції для нанесення плівки на полотно картонного або тонкого картонного матеріалу. Рівень техніки При ламінуванні пакувальних матеріалів, наприклад, упаковок для рідин, вважається звичайною практикою починати з полотна картонного або тонкого картонного матеріалу, один або обидва боки якого покриваються різними типами плівок або шарами матеріалу для того, щоб кінцевий пакувальний матеріал набув потрібних властивостей. Такі шари, які використовуються для покриття картонного або тонкого картонного матеріалу, принципово відрізняються від пластикових плівок, і різних типів металевих плівок (наприклад, Alifoil). Пластикові шари і можливі металеві плівки виконують мету попередження взаємодії між продуктом, який упаковується, і пакувальним матеріалом. Іншою метою є запобігання проникненню в упаковку кисню. У більш загальному значенні полотно картону або тонкого картону постачається у вигляді складського рулону. Складський рулон встановлюється на одному кінці ламінаційної машини, яка містить множину валів, які всі разом утворюють канал для цього полотна. Для того, щоб реалізувати необхідне для ламінування притискне зусилля, звичайно, поруч один з одним встановлюються два вали, так, щоб між ними утворилася зона контакту. Для одержання задовільної зчіплюваності між, наприклад, пластмасовою плівкою і картоном або тонким картоном, в цій зоні контакту протягом деякого часу повинен підтримуватися певний тиск. Загалом, можна сказати, що, якщо цей тиск малий, то цей час повинен бути довгим, і навпаки. Проблемою, яка виникає у тому випадку, коли полотно картону або тонкого картону має низьку щільність, тобто, є "ворсистим", і є намір зберегти цю низьку щільність також після проходження зони контакту між валами, є те, що тиск повинен бути низьким (тобто, зазор між валами повинен бути великим), в іншому випадку полотно буде стиснуте тиском в зоні контакту. Як було згадано раніше, зчіплюваність між полотном і плівкою, яка повинна бути до неї припресована, залежить від часу, протягом якого полотно піддається цьому тиску, а також від самого тиску, який чиниться на полотно. Якщо тиск низький, час знаходження в зоні контакту, таким чином, повинен бути великим, щоб досягнути адгезії такої ж величини. Є два способи збільшення часу, протягом якого зона контакту між двома валами чинить тиск на полотно: перший спосіб полягає в зменшенні швидкості полотна, але з точки зору продуктивності він менш прийнятний. Друга можливість полягає в збільшенні діаметра валів, але при цьому швидко досягається точка, після якої розмір валів стає нерозумним. Більше того, ламінаційні машини існуючого рівня техніки спроектовані на заданий тиск ламінування. Це передбачає, що вали можуть мати дещо опуклу форму, яка компенсує зовнішнє вигинання валів і при певному стискальному зусиллі між валами дає рівномірний розподіл притиску по всій ширині валів. Якщо зусилля між валами збільшується або зменшується, опуклість валів не буде відповідати зовнішньому вигинанню валів, в результаті чого діапазон, всередині якого можна змінювати притискне зусилля, обмежений. В ЕР 1345756 розкрита ламінаційна система для ламінування плівки або шару матеріалу на полотно картону або тонкого картону, де ламінаційна станція включає в себе притискний вал і охолоджуючий вал. Між валами утворена зона контакту, яка притискує один до одного шар матеріалу або плівку або полотно картону, при цьому плівка або шар матеріалу після цієї зона контакту притискується до охолоджуючого валу протягом заданого кутового інтервалу. В даному технічному рішенні використовується притискний вал, що містить внутрішнє жорстке осердя, оточене двома шарами пружного матеріалу. Якщо використовується один такий вал, то, очевидно, зона контакту буде трохи довшою, але основна причина використання такого вала полягає в тому, що при цьому буде одержана зона контакту, яка є відносно нечутливою до змін товщини полотна. Однак дане рішення не забезпечує регулювання під час роботи притискного зусилля в зоні контакту між валами. Таким чином, існує потреба в подальшому удосконаленню відомих з рівня техніки технічних рішень. Суть винаходу Задачею даного винаходу є вирішення проблеми досягнення тривалого часу пресування в зазорі з забезпеченням можливості регулювання під час роботи притискного зусилля в зоні контакту між валами. Вказана задача вирішена відповідно до даного винаходу тим, що в ламінаційній станції для ламінування плівки або шару матеріалу на полотно картону або тонкого картону, де ламінаційна станція включає в себе притискний вал і охолоджуючий вал, і де між цими валами утворена зона контакту, яка притискує один до одного шар матеріалу або плівку і полотно картону, і при цьому плівка або шар матеріалу після цієї зони притискується до 1 UA 100879 C2 5 10 15 20 25 30 35 40 45 50 55 60 охолоджуючого вала протягом заданого кутового інтервалу, притискний вал являє собою притискний вал башмачного типу. Для того щоб створити адгезію між шаром матеріалу або плівкою і полотном картону або тонкого картону, між плівкою і полотном картону може бути введений проміжний шар розплавленого полімеру або адгезивний шар. Для досягнення чудових властивостей непроникності для рідини і повітря, плівка може являти собою полімерну плівку або алюмінієву фольгу (Alifoil). Шаром матеріалу може бути також розплавлений полімер, який нанесений на полотно картону за допомогою екструзійного покриття. Для того щоб одержати зону контакту потрібної довжини, притискний вал включає в себе притискне полотно, причому це притискне полотно рухається паралельно полотну картону і з такою ж швидкістю, і це притискне полотно притискається до охолоджуючого вала за допомогою однієї або більшої кількості притискних балок, призначених для цієї мети. Для того щоб забезпечити можливість регулювання під час роботи притискного зусилля, притискна балка може бути подовженим елементом, що має профіль, що нагадує тип "башмака", який притискається до притискного полотна, звичайно гідравлічно притискним механізмом, що впливає на башмакоподібний елемент. Ця технологія відома в зоні каландрування паперу як звичайна технологія башмачного притиску. Альтернативно і відповідно до більш сучасної технології башмачного притиску, притискна балка може включати в себе батарею елементів з гідравлічним приводом для створення тиску на притискну стрічку і розподілення тиску всередині зони контакту. Одним з переважних застосувань ламінаційної станції, в якій міститься зона контакту, визначена башмачним притискним валом, може бути виробництво пакувальних матеріалів. Короткий опис супровідних креслень Далі даний винахід буде описаний більш детально з посиланнями на супровідні креслення. На цих супровідних кресленнях: Фіг. 1 являє собою схематичний вигляд збоку станції ламінування відповідно до даного винаходу, і Фіг. 2 являє собою схематичний вигляд збоку, який показує зону контакту між валом типу башмачного преса і охолоджуючим валом, відповідно до одного варіанта здійснення даного винаходу. Фіг. 3 являє собою схематичний вигляд збоку, який показує зазор між валом типу башмачного преса і охолоджуючим валом, відповідно до альтернативного варіанта здійснення даного винаходу. Опис переважних варіантів здійснення Фіг. 1, 2 і 3 показують частину ламінаційної машини, призначеної для покриття полотна картону 110 плівкою 120. Для того щоб фіксувати плівку 120 на картоні 110, між картоном 110 і плівкою 120 наноситься тонкий шар 130 у вигляді розплавленого полімеру або адгезивної речовини. Для того щоб створити тиск і зменшення температури, необхідний для ламінування, картон 110, плівка 120 і розплавлений полімер 130 стискуються разом між притискним валом 150 і охолоджуючим валом 160. Ця зона, в якій створюється тиск між цими валами, звичайно називається зоною контакту, і її протяжність в подовжньому напрямку полотна 110 визначається, з одного боку, зусиллям між охолоджуючим валом і притискним валом, а з іншого боку, - тим, наскільки пружним є матеріал притискного вала і охолоджуючого вала. Нерідко охолоджуючий вал 160 охолоджується, наприклад, за допомогою внутрішнього водяного охолоджуючого пристрою (не показаний). В іншому варіанті здійснення даного винаходу можна обійтися без тонкого шару 130, а замість цього використовувати плівку 120, яка покрита адгезивним або гарячим розплавленим шаром (не показаний), який спрямований у бік полотна картону 110. Після цього в зоні контакту можна одержати такий тиск і температуру, що плівка 120 прилипає до картону 110 в результаті повного або часткового розплаву (так зване "ламінування на гарячому циліндрі"). У ламінаційних машинах згідно з існуючою технологією і охолоджуючий вал 160, і притискний вал 150 в більшості випадків є циліндричними. У результаті зона контакту буде відносно короткою, поки велике зусилля не притисне вали один до одного. Однак у використанні значних зусиль є множина недоліків, наприклад, які полягають в тому, що при цьому картон 110 буде підданий стисненню, яке зменшує його міцність або жорсткість. Коротка зона контакту відповідно до існуючої технології означає, що час перебування в зоні контакту буде коротким, що обмежує швидкість, з якою полотно може пройти через зону контакту. Крім того, високий тиск в зоні контакту робить важким використання економічних типів картону, такого як картон 110, оскільки картони недорогого типу мають низьку щільність, що виявляє їх очевидну 2 UA 100879 C2 5 10 15 20 25 30 35 40 45 50 55 тенденцію до стиснення в зоні контакту. Якщо картон стискується щільно, його товщина буде зменшена, а зменшена товщина означає, що зменшена жорсткість матеріалу, що в свою чергу, передбачає, що зроблена з цього матеріалу упаковка має імовірність втратити свою форму. Відповідно до даного винаходу притискний вал 150 є так званим "башмачним" валом; функція такого "башмачного" вала буде пояснена нижче з посиланнями на фіг. 2 і 3. Притискний вал 150 відповідно до одного варіанта здійснення даного винаходу включає в себе притискне полотно 155, яке в роботі рухається з тією ж швидкістю, що і охолоджуючий вал 160, полотно картону 110 і плівка 120. Тиск, необхідний для ламінування, створюється тим, що притискне полотно 155 притискається щонайменше однією притискною балкою 157 до охолоджуючого вала 160. Притискна балка 157 розташована відносно охолоджуючого вала 160 нерухомо, що означає, що притискне полотно 155 буде ковзати по передній поверхні 158 балки 157. За допомогою притискного вала 150 башмачного типу можна буде поширити зону контакту на велику площу, що, в свою чергу, дозволяє або збільшити швидкість ламінування при збереженні тривалого часу пресування, або мати менший тиск і більш тривалий час пресування. Існує множина видів валів башмачного типу; спільною для них ознакою є те, що всі вони забезпечені притискним полотном 155, яке має ту ж швидкість, що і опорний вал (відповідно до даного винаходу - охолоджуючий вал), і який ковзає по балці, яка створює тиск, передбачений для створення тиску між притискним полотном 155 і опорним валом. Башмачні вали для паперової промисловості є в комерційному продажі (наприклад, компанія Metso Paper, Карлштад, продає башмачні вали під торговими марками Optidwell і Symbelt). Однак башмачні вали для паперової промисловості відрізняються від валів, придатних для ламінування тим, що башмачні вали, які використовуються в паперовій промисловості, дають значно більш високий тиск стиснення. Нерідко, що тиск стиснення в паперовій промисловості в 3-4 рази вищий, ніж потрібно для ламінування. Притискна балка 157 згідно з фіг. 2 забезпечена батареєю елементів, тобто, декількома, наприклад, трьома притискними елементами 157', 157" і 157'" з індивідуальним керуванням. У деяких варіантах здійснення даного винаходу притискні елементи 157', 157" і 157'" тягнуться через всю довжину башмачного вала, в результаті чого тиск стиснення буде рівномірно розподілений по всій довжині. У інших варіантах здійснення може бути бажано, щоб деякі з притискних елементів не тягнулися через всю довжину, в результаті чого зона контакту по ширині стрічки може змінюватися. У даному варіанті здійснення даного винаходу притискні елементи 157', 157" і 157'" складаються з подовженої гнучкої матриці, що має множину камер, які містять гідравлічну рідину, причому кожна камера являє собою притискний елемент. Може бути декілька притискних елементів, - від 2 до практично прийнятної кількості, але звичайно - від 2 до 6. Матриця притискається до притискного полотна за допомогою гідравлічного тиску, встановленого під матрицею з камер, причому зусилля передається від матриці до притискного полотна 155 і через полотно 110 на охолоджуючий вал 160. Гідравлічний тиск, крім того, привносить основну перевагу, яка полягає в тому, що тиск стиснення буде рівномірно розподілений по всій довжині полотна, оскільки гідравлічний тиск вирівнює будь-які можливі зовнішні прогини притискного вала зазору і охолоджуючого вала. У альтернативному варіанті здійснення даного винаходу, як показано на фіг. 3, множина притискних пристроїв 157, 157' (може бути декілька додаткових притискних пристроїв, правда, не показаних) розташовані у вигляді подовжених балок, смуг або штанг з міцного матеріалу. Ці балки, смуги або штанги тягнуться по суті на всю ширину притискного полотна 155 і можуть бути притиснуті до нього за допомогою гідравлічних циліндрів. Ще однією перевагою, властивою даному винаходу, є те, що притискне полотно 155 може бути покрите матеріалом, що має певну пружну стискуваність, наприклад, для того щоб реалізувати зону контакту, подібну до тієї, яка описана в ЕР 1345756. У обох вищеописаних варіантах здійснення в процесі роботи збільшенням або зменшенням гідравлічного тиску можливе регулювання тиску в зоні контакту. Ще однією перевагою, властивою даному винаходу, є те, що довга зона контакту між притискним валом і охолоджуючим валом може поліпшити ламінування, наприклад, пористого картону або пористих пластикових шарів без будь-якого пошкодження цих шарів. ФОРМУЛА ВИНАХОДУ 60 1. Ламінаційна станція для ламінування плівки (120) або шару матеріалу на полотно картону або тонкого картону (110), причому ламінаційна станція включає в себе притискний вал (150) і 3 UA 100879 C2 5 10 15 20 25 охолоджуючий вал (160), і між цими валами (150, 160) утворена зона контакту, яка притискує один до одного шар матеріалу або плівку (120) і полотно картону (110), при цьому плівка (120) або шар матеріалу після цієї зони контакту притискується до охолоджуючого вала протягом заданого кутового інтервалу, який відрізняється тим, що притискний вал (150) являє собою вал типу башмачного преса. 2. Ламінаційна станція за п. 1, в якій між притискуваними плівкою (120) і полотном картону (110) вводиться проміжний шар (130) розплавленого полімеру або адгезивний шар. 3. Ламінаційна станція за п. 1 або 2, в якій притискувана плівка (120) є полімерною плівкою або алюмінієвою фольгою (Alifoil). 4. Ламінаційна станція за п. 1, в якій притискуваний шар матеріалу являє собою розплавлений полімер, який нанесений на полотно картону за допомогою екструзійного покриття. 5. Ламінаційна станція за п. 1 або 2, в якій вал типу башмачного притискача включає в себе притискне полотно (155), і яка виконана з можливістю переміщення притискного полотна (155) паралельно полотну картону (110) і з такою ж швидкістю, а також з можливістю притискання притискного полотна (155) до охолоджуючого вала (160) за допомогою балки (157), що має призначені для цієї мети притискні елементи (157', 157" і 157'"). 6. Ламінаційна станція за п. 5, в якій притискні елементи (157', 157" і 157"') є елементами (157', 157" і 157'") з гідравлічним приводом. 7. Ламінаційна станція за п. 1 або 2, в якій вал типу башмачного притиску включає в себе притискне полотно (155), і яка виконана з можливістю переміщення притискного полотна (155) паралельно полотну картону (110) і з такою ж швидкістю, а також з можливістю притискання притискного полотна (155) до охолоджуючого вала (160) за допомогою однієї або більшої кількості притискних балок з твердого матеріалу, що продовжуються по суті по всій ширині притискного полотна (155). 8. Застосування ламінаційної станції за будь-яким з пп. 1-7 як пристрою для виготовлення пакувального матеріалу. 4 UA 100879 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюLamination station for laminating web of paperboard or thin paperboard
Автори англійськоюPersson, Ake, Jonasson, Katarina
Назва патенту російськоюЛаминационная станция для ламинирования полотна картона или тонкого картона
Автори російськоюПерссон Оке, Йонассон Катарина
МПК / Мітки
МПК: D21H 27/30, D21H 27/18, B32B 27/10, B32B 37/10, D21F 3/00
Мітки: ламінування, полотна, станція, тонкого, картону, ламінаційна
Код посилання
<a href="https://ua.patents.su/7-100879-laminacijjna-stanciya-dlya-laminuvannya-polotna-kartonu-abo-tonkogo-kartonu.html" target="_blank" rel="follow" title="База патентів України">Ламінаційна станція для ламінування полотна картону або тонкого картону</a>
Спосіб виготовлення картону-основи для виробництва палітурного картону
Номер патенту: 24277
Опубліковано: 25.06.2007
Автори: Мороз Валентина Миколаевна, Паламарчук Микола Федорович
МПК: D21J 1/00, D21H 23/00, D21H 17/00
Мітки: виготовлення, картону-основи, виробництва, палітурного, картону, спосіб
Формула / Реферат:
1. Спосіб виготовлення картону-основи для виробництва палітурного картону, що включає приготування волокнистої суспензії з макулатурного волокна, приготування волокнистої суспензії з деревного волокна, складання з них волокнистої композиції, відлив картонного полотна, його пресування і сушіння, який відрізняється тим, що волокнисту суспензію з макулатурного волокна і/або картонне полотно обробляють біоцидом.2. Спосіб за п. 1, який...
Механізм відтяжки полотна круглов’язальної машини
Номер патенту: 45115
Опубліковано: 26.10.2009
Автори: Олійник Олена Юріївна, Піпа Борис Федорович
МПК: D04B 15/88
Мітки: відтяжки, механізм, машини, полотна, круглов'язальної
Формула / Реферат:
Механізм відтяжки полотна круглов'язальної машини, що містить кінематично зв'язані між собою ведучий і два ведені відтяжні валики, який відрізняється тим, що додатково обладнаний притискним роликом, встановленим посередині одного із ведених валиків з можливістю притискання до останнього, причому вісь притискного ролика і осі відтяжних валиків розташовані в одній площині.
Установка для сушіння гофрованого картону
Номер патенту: 42901
Опубліковано: 27.07.2009
Автори: Марчевський Віктор Миколайович, Яковенко Марія Петрівна, Глівчук Андрій Олександрович
МПК: B31F 1/00
Мітки: сушіння, картону, гофрованого, установка
Формула / Реферат:
Установка для сушіння гофрованого картону, що містить стіл з сушильними плитами, транспортер з сукном для транспортування картону і щілинні сопла для поперечної продувки пазів гофрованого картону, яка відрізняється тим, що сопла розміщені ділянками з двох боків сушильного стола в шаховому порядку з кроком, величину якого вибрано з умови,де І - крок між...
Механізм накочування полотна круглов`язальної машини
Номер патенту: 28452
Опубліковано: 10.12.2007
Автори: Піпа Борис Федорович, Гайдамака Василь Кирилович
МПК: D04B 15/88
Мітки: машини, полотна, круглов'язальної, накочування, механізм
Формула / Реферат:
1. Механізм накочування полотна круглов'язальної машини, що містить корпус та товарний валик, розташований в опорах корпусу, який відрізняється тим, що додатково обладнаний гільзою, встановленою на товарний валик.2. Механізм за п. 1, який відрізняється тим, що внутрішні розміри поперечного перерізу гільзи вибираються із умови:А = В; А = А1+(3...5) мм; В = В1+(3...5) мм,де А, А1...
Спосіб оцінювання і контролю якості різання паперу та картону
Номер патенту: 74080
Опубліковано: 17.10.2005
Автори: Задра Володимир Михайлович, Главацький Артур Станіславович, Коломієць Андрій Борисович
МПК: G01B 9/00, G01B 21/00, G01B 11/24
Мітки: контролю, спосіб, оцінювання, різання, паперу, картону, якості
Формула / Реферат:
Спосіб оцінювання і контролю якості різання паперу та картону, що полягає у замірюванні середньої висоти нерівностей края зрізу паперу або картону, який відрізняється тим, що оцифровують скануванням краю зрізу паперу або картону, отримують растрове зображення, перетворюють його у векторне, з якого виділяють полілінію, розраховують середнє значення її нерівностей відносно найнижчої точки за допомогою комп`ютера.
Попередній патент: Насадкова цегла
Наступний патент: Окуляри з механізмом регулювання доступу зорової інформації