Спосіб заточування гвинтових передніх поверхонь різального інструмента
Номер патенту: 100928
Опубліковано: 10.08.2015
Автори: Шаповал Юрій Володимирович, Коротун Микола Миколайович

Формула / Реферат
Спосіб заточування гвинтових передніх поверхонь різального інструмента, при якому вісь шліфувального круга розташовують під кутом відносно передньої поверхні різального інструмента і проводять послідовне заточування кожної передньої поверхні, який відрізняється тим, що використовують циліндричний фасонний шліфувальний круг, а кут між віссю круга і передньою поверхнею різального інструмента вибирають за умови, при якій формоутворююча лінія гвинтової передньої поверхні різального інструмента буде співпадати з формоутворюючою лінією поверхні круга, причому на незаточеній частині гвинтової передньої поверхні, паралельно осі шліфувального круга, встановлюють упор, який жорстко з'єднують із шліфувальним кругом і переміщують сумісно з ним по незаточеній частині поверхні, як по копіру, а на заточеній частині передньої поверхні, паралельно осі шліфувального круга, встановлюють другий упор, який також жорстко з'єднують зі шліфувальним кругом і перемішують сумісно з ним по заточеній поверхні, як по копіру.
Текст
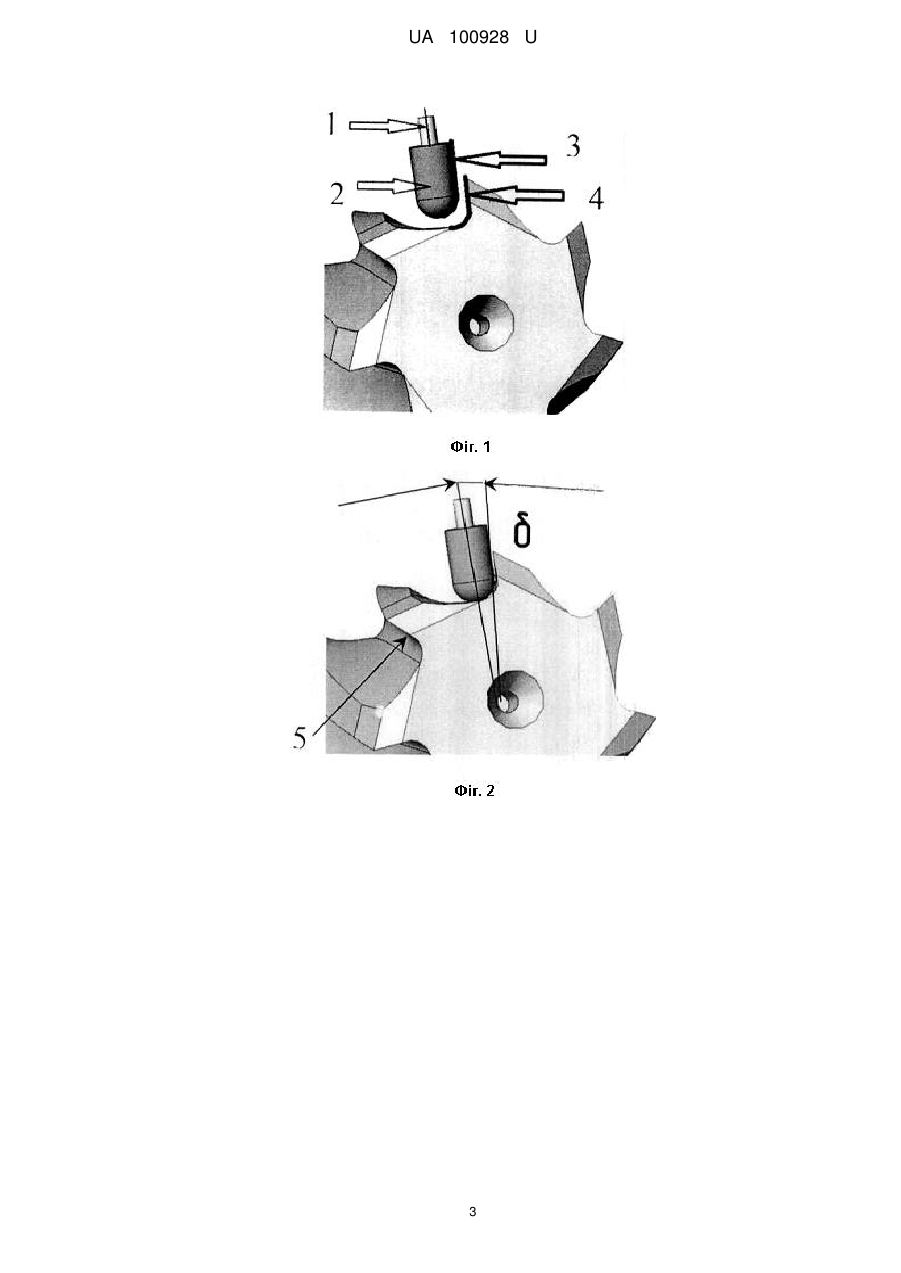
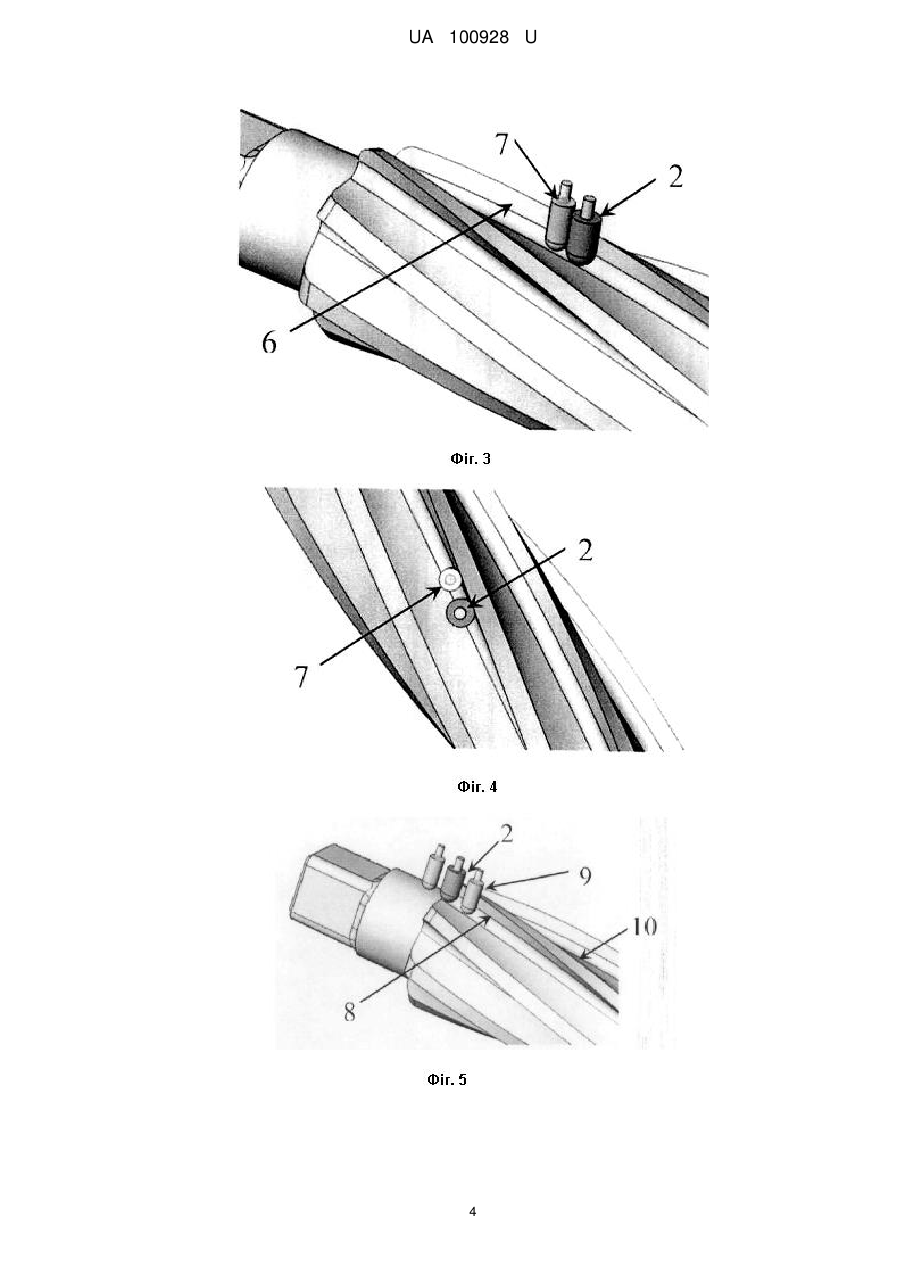
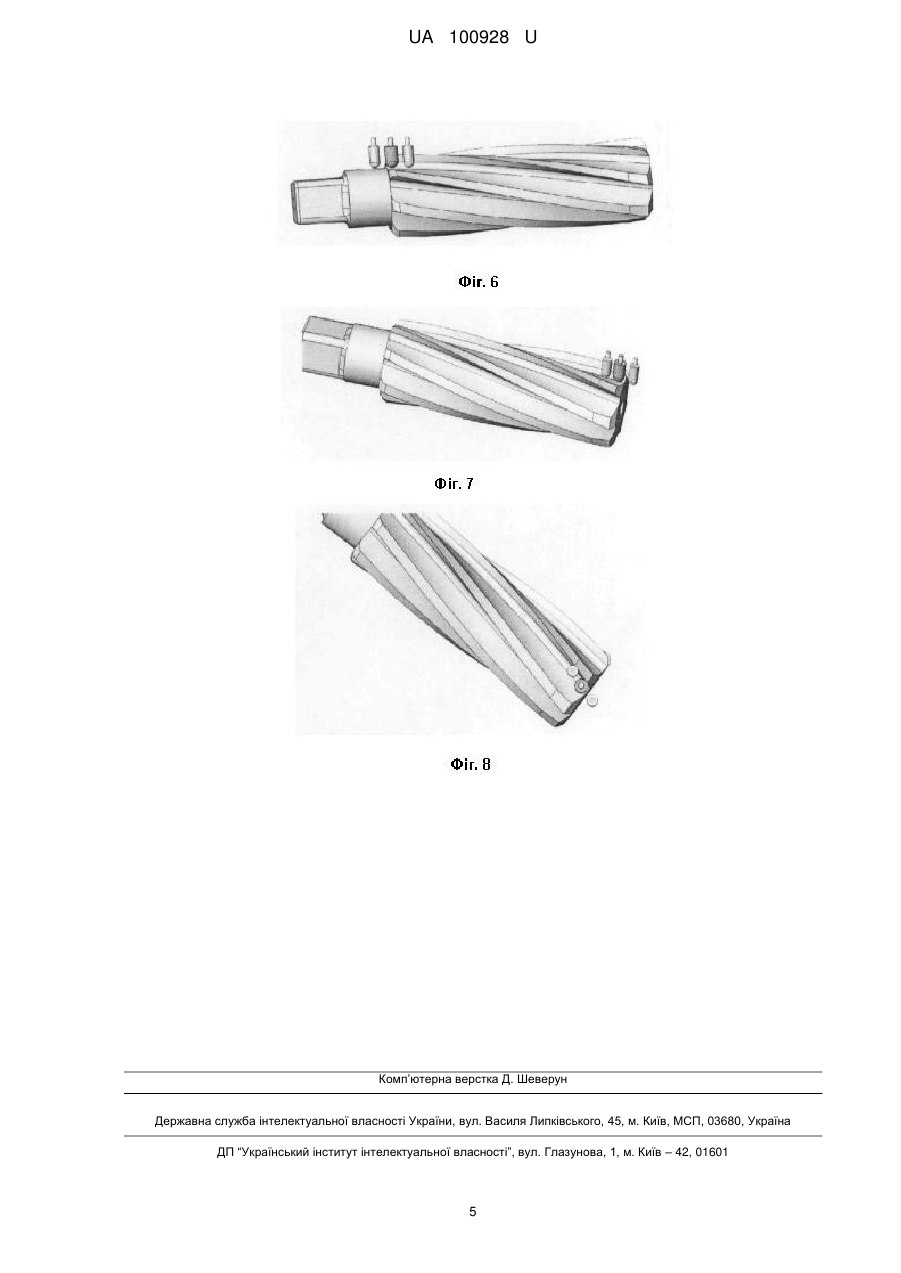
Реферат: UA 100928 U UA 100928 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі металообробки, стосується заточування гвинтових передніх поверхонь різального інструмента, призначеного як для обробки отворів, так і для фрезерування поверхонь, і може бути використаний як при виробництві, так і при повторних заточуваннях гвинтових передніх поверхонь різального інструмента при його експлуатації. Заточування гвинтових передніх поверхонь різального інструмента є складною технологічною операцією, яка виконується як при виробництві, так і при експлуатації різального інструмента, наприклад такого, як розгортки, зенкери, кінцеві фрези, мітчики. Особливо така операція стосується розмірного різального інструмента, як розгортки та зенкери. Відомий спосіб заточування гвинтових передніх поверхонь різального інструмента (Справочник инструментальщика / И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др. Под общ. ред. И.А. Ординарцева. – Л.: Машиностроение. Ленингр. Отд-ние, 1987. - С. 819, рис. 15.9). У відповідності до цього способу копіром при заточуванні передньої поверхні є безпосередньо шліфувальний круг, розгорнутий до гвинтової лінії різального інструмента. Недоліком способу є те, що він не забезпечує при заточуванні точне виконання гвинтової лінії різального інструмента, тому що спосіб здійснюється без використання упорної бази. Найближчим до запропонованого способу за технічною суттю і результату, що досягається, є спосіб заточування передніх поверхонь різального інструмента (Попов С.А. Дибнер Л.Г. Шлифование деталей и заточка режущего инструмента: Учебн. для средних профессионально технических училищ. - М.: Высш.шк., 1975. - С. 112, рис. 113), вибраний нами як найближчий аналог. Суть способу полягає у тому, що шліфувальний круг встановлюють під кутом заточування відносно передньої поверхні і проводять послідовне заточування кожної передньої поверхні. Недоліком способу є те, що заточування здійснюється без використання упорної бази, круг потрібно розгорнути до гвинтової лінії, перед заточуванням передній кут заточування необхідно визначити і відповідно його виконати, а заточування здійснювати додатковими діями для забезпечення цього кута, що не гарантує сталість кута, точність та якість заточування і знижує технологічні можливості заточування різального інструмента із різними параметрами передніх поверхонь. В основу способу поставлена задача удосконалення способу заточування передніх поверхонь різального інструмента шляхом введення нових дій і використовуваних при цьому елементів пристосувань, що дозволяє використовувати існуючий передній кут як копір для заточування цієї ж поверхні різального інструмента, що забезпечує сталість отримання існуючого переднього кута і розширює технологічні можливості за рахунок заточування різального інструмента з різними параметрами передніх поверхонь, використовуючи їх як копір. Поставлена задача вирішується тим, що у відомому способі заточування гвинтових передніх поверхонь різального інструмента, при якому вісь шліфувального круга встановлюють під кутом відносно передньої поверхні різального інструмента і проводять послідовне заточування кожної передньої поверхні, згідно з корисною моделлю використовують циліндричний фасонний шліфувальний крут, а кут між віссю круга і передньою поверхнею різального інструмента вибирають за умови, при якій формоутворююча лінія гвинтової передньої поверхні різальною інструмента буде співпадати з формоутворюючою лінією поверхні круга, причому на незаточеній частині гвинтової передньої поверхні, паралельно осі шліфувального круга, встановлюють упор, який жорстко з'єднують із шліфувальним кругом і переміщують сумісно з ним по незаточеній частині поверхні, як по копіру, а на заточеній частині передньої поверхні, паралельно осі шліфувального круга, встановлюють другий упор, який також жорстко з'єднують із шліфувальним кругом і переміщують сумісно з ним по заточеній поверхні, як по коміру. Використовування способу, що заявляється, в сукупності з усіма істотними ознаками, включаючи відмінні, дозволяє за рахунок установки осі циліндричного фасонного шліфувального круга під кутом, що забезпечує співпадіння формоутворюючої лінії поверхні круга та формоутворюючої лінії гвинтової передньої поверхні різального інструмента отримати сталу гвинтову передню поверхню різального інструмента, а встановлення на незаточеній частині гвинтової передньої поверхні і паралельно осі шліфувального круга упора, жорстко пов'язаного із віссю шліфувального круга, забезпечує можливість використання гвинтової передньої поверхні як копіра. Встановлення другого упора жорстко з'єднаного із віссю шліфувального круга на заточеній частині передньої гвинтової поверхні дає можливість використовувати її теж як копір, що в цілому підвищує надійність виконання заточувальної операції, якість заточеної поверхні та точність відтворення кута гвинтової поверхні різального інструмента. Суть способу пояснюється кресленнями, на яких показані: 1 UA 100928 U 5 10 15 20 25 30 35 40 45 50 фіг. 1 - приклад налагодження способу заточування гвинтових передніх поверхонь різального інструмента, вигляд з торця інструмента, де позначені: вісь 1 циліндричного фасонного шліфувального круга 2, циліндричний фасонний шліфувальний круг 2, формоутворююча лінія 3 поверхні круга 2, формоутворююча лінія 4 гвинтової передньої поверхні різального інструмента 10; фіг. 2 - приклад виконання способу заточування гвинтових передніх поверхонь різального інструмента 10, вигляд з горця інструмента, де позначені: гвинтова передня поверхня 5 різальною інструмента 10. кут δ, що забезпечує співпадіння формоутворюючої лінії 3 поверхні круга 2 та формоутворюючої лінії 4 гвинтової передньої поверхні 5 різального інструмента 10; фіг. 3 - приклад виконання способу заточування гвинтових передніх поверхонь різального інструмента, вигляд спереду, де позначені: незаточена гвинтова передня поверхня 6, упор 7 на незаточеній частині гвинтової передньої поверхні 6; фіг. 4 вид зверху на фіг. 3, де позначені: упор 7 та круг з паралельними осями; фіг. 5 приклад закінчення операції заточування з використанням другого упора, де позначені: заточена 8 передня поверхня різального інструмента, упор 9 на заточеній 8 передній поверхні, циліндричний фасонний шліфувальний круг 2; фіг. 6 вид спереду на фіг. 5, закінчення операції заточування з використанням другого упора; фіг. 7 - вид на фіг. 6 початок операції заточування з використанням двох упорів; фіг. 8 - вид зверху на фіг. 7 на початок операції заточування з використанням двох упорів. Спосіб здійснюється таким чином. Різальний інструмент 10 з гвинтовими передніми поверхнями 5 розміщують у центрах заточувального верстата. Виконують налагодження способу заточування гвинтових передніх поверхонь різального інструмента 10 так, що вісь 1 циліндричного фасонного шліфувального круга установлюють під кутом δ, при якому формоутворююча лінія 3 поверхні круга 2 співпадає з формоутворюючою лінією 4 гвинтової передньої поверхні 5 різального інструмента. На незаточеній гвинтовій передній поверхні 6 установлюють упор 7, вісь якого паралельна осі 1 фасонного шліфувального круга 2. На заточеній передній поверхні 8 різального інструмента 10 установлюють упор 9, вісь якого паралельна осі 1 фасонного шліфувального круга 2. Наявність упора 7 забезпечує сталість положення фасонного шліфувального круга 2 відносно гвинтової передньої поверхні 5 різального інструмента на початку заточування, тобто при врізанні фасонного шліфувального круга 2 в гвинтову передню поверхню 5, і використовувати її як копір. Упор 9 забезпечує сталість положення фасонного шліфувального круга 2 відносно гвинтової передньої поверхні 5 різального інструмента при закінченні заточування, тобто при виході фасонного шліфувального круга 2 із гвинтової передньої поверхні 5, використовуючи її як копір. Спосіб можна використовувати для заточування різних інструментів з гвинтовою передньою поверхнею, таких як мітчики, зенкери, розгортки, фрези. Спосіб може бути реалізований в умовах малих і експериментальних виробництв, де пристрої для заточування передніх поверхонь можуть бути відсутніми. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб заточування гвинтових передніх поверхонь різального інструмента, при якому вісь шліфувального круга розташовують під кутом відносно передньої поверхні різального інструмента і проводять послідовне заточування кожної передньої поверхні, який відрізняється тим, що використовують циліндричний фасонний шліфувальний круг, а кут між віссю круга і передньою поверхнею різального інструмента вибирають за умови, при якій формоутворююча лінія гвинтової передньої поверхні різального інструмента буде співпадати з формоутворюючою лінією поверхні круга, причому на незаточеній частині гвинтової передньої поверхні, паралельно осі шліфувального круга, встановлюють упор, який жорстко з'єднують із шліфувальним кругом і переміщують сумісно з ним по незаточеній частині поверхні, як по копіру, а на заточеній частині передньої поверхні, паралельно осі шліфувального круга, встановлюють другий упор, який також жорстко з'єднують зі шліфувальним кругом і перемішують сумісно з ним по заточеній поверхні, як по копіру. 2 UA 100928 U 3 UA 100928 U 4 UA 100928 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: різального, поверхонь, заточування, передніх, інструмента, гвинтових, спосіб
Код посилання
<a href="https://ua.patents.su/7-100928-sposib-zatochuvannya-gvintovikh-perednikh-poverkhon-rizalnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб заточування гвинтових передніх поверхонь різального інструмента</a>
Спосіб заточування задніх поверхонь свердел
Номер патенту: 76237
Опубліковано: 17.07.2006
Автори: Запорожець Олег В'ячеславович, Коротун Микола Миколайович
МПК: B24B 3/00
Мітки: поверхонь, заточування, задніх, спосіб, свердел
Формула / Реферат:
Спосіб заточування задніх поверхонь свердел, при якому свердло встановлюють відносно шліфувального круга і проводять послідовне заточування кожної задньої поверхні, який відрізняється тим, що шліфувальний круг встановлюють по головній різальній кромці на одній із задніх поверхонь, а на вільній задній поверхні на незношеній частині головної різальної кромки і перпендикулярно їй установлюють щуп, який жорстко з'єднують із шліфувальним кругом і...
Спосіб зміцнення різального інструмента
Номер патенту: 69699
Опубліковано: 15.09.2004
Автори: Розов Юрій Георгійович, Сошко Віктор Олександрович
МПК: C21D 6/00, C23C 22/00
Мітки: різального, зміцнення, інструмента, спосіб
Формула / Реферат:
Спосіб зміцнення різального інструмента, який здійснюють шляхом хіміко-термічної обробки його в активному середовищі, який відрізняється тим, що хіміко-термічну обробку здійснюють шляхом різання ним металевої заготовки з загартованої сталі на металорізальному верстаті в середовищі, що містить полімер.
Спосіб заточування свердла з криволінійними різальними крайками

Номер патенту: 14830
Опубліковано: 15.05.2006
Автори: Лупкін Борис Володимирович, Родін Родіон Петрович, Мамлюк Олег Володимирович, Равська Наталія Сергіївна
МПК: B23B 51/00
Мітки: крайками, заточування, криволінійними, свердла, різальними, спосіб
Формула / Реферат:
Спосіб заточування свердла з криволінійними різальними крайками, який включає заточування фасонним шліфувальним кругом, що встановлений на осі перпендикулярно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що для спрощення кінематичної схеми обробки заточування здійснюють фасонним шліфувальним кругом, профіль якого обкреслений за дугою кола, яке обертається навколо нерухомої осі, а свердло, вісь якого перпендикулярна...
Спосіб підвищення зносостійкості різального інструмента
Номер патенту: 43594
Опубліковано: 25.08.2009
Автори: Усачов Петро Антонович, Степаненко Алла Миколаївна
МПК: C23C 22/05
Мітки: різального, інструмента, зносостійкості, спосіб, підвищення
Формула / Реферат:
Спосіб підвищення зносостійкості різального інструмента шляхом зміни фізико-механічних властивостей поверхневого шару інструментального матеріалу робочої поверхні інструмента, що включає знежирення в органічному розчиннику, декапірування у розчині соляної і сірчаної кислот, промивання у воді, що містить інгібітори корозії, нанесення нікель-фосфорногопокриття на робочу поверхню інструмента, промивання водою, сушіння і термообробку, який...
Спосіб визначення температури різального інструмента
Номер патенту: 58099
Опубліковано: 25.03.2011
Автори: Шевченко Вадим Володимирович, Грабовський Дмитро Олександрович, Капінос Ірина Валеріївна
Мітки: визначення, температури, різального, інструмента, спосіб
Формула / Реферат:
Спосіб визначення температури різального інструмента, який полягає в тому, що різання відбувається одночасно двома різцями, виготовленими з різних матеріалів та з різними термоелектричними властивостями, які утворюють з оброблюваним матеріалом термопару, дозволяючи виключити процес градуювання термопари для кожного виду оброблюваного матеріалу, який відрізняється тим, що для виключення впливу на результати вимірювання негативних...
Попередній патент: Порошковий сплав для захисту дзеркальних поверхонь
Наступний патент: Машина для приготування компосту
Випадковий патент: Пристрій для очищення повітря від шкідливих викидів у виробництві карбаміду