Спосіб заточування задніх поверхонь свердел
Номер патенту: 76237
Опубліковано: 17.07.2006
Автори: Запорожець Олег В'ячеславович, Коротун Микола Миколайович
Формула / Реферат
Спосіб заточування задніх поверхонь свердел, при якому свердло встановлюють відносно шліфувального круга і проводять послідовне заточування кожної задньої поверхні, який відрізняється тим, що шліфувальний круг встановлюють по головній різальній кромці на одній із задніх поверхонь, а на вільній задній поверхні на незношеній частині головної різальної кромки і перпендикулярно їй установлюють щуп, який жорстко з'єднують із шліфувальним кругом і переміщують по вільній задній поверхні як по копіру, концентрично oсі свердла, при цьому базування шліфувального крута і щупа відносно oсі свердла здійснюють по перемичці і робочій частині свердла, після чого заточують іншу задню поверхню, причому заточену поверхню використовують для неї як копір.
Текст
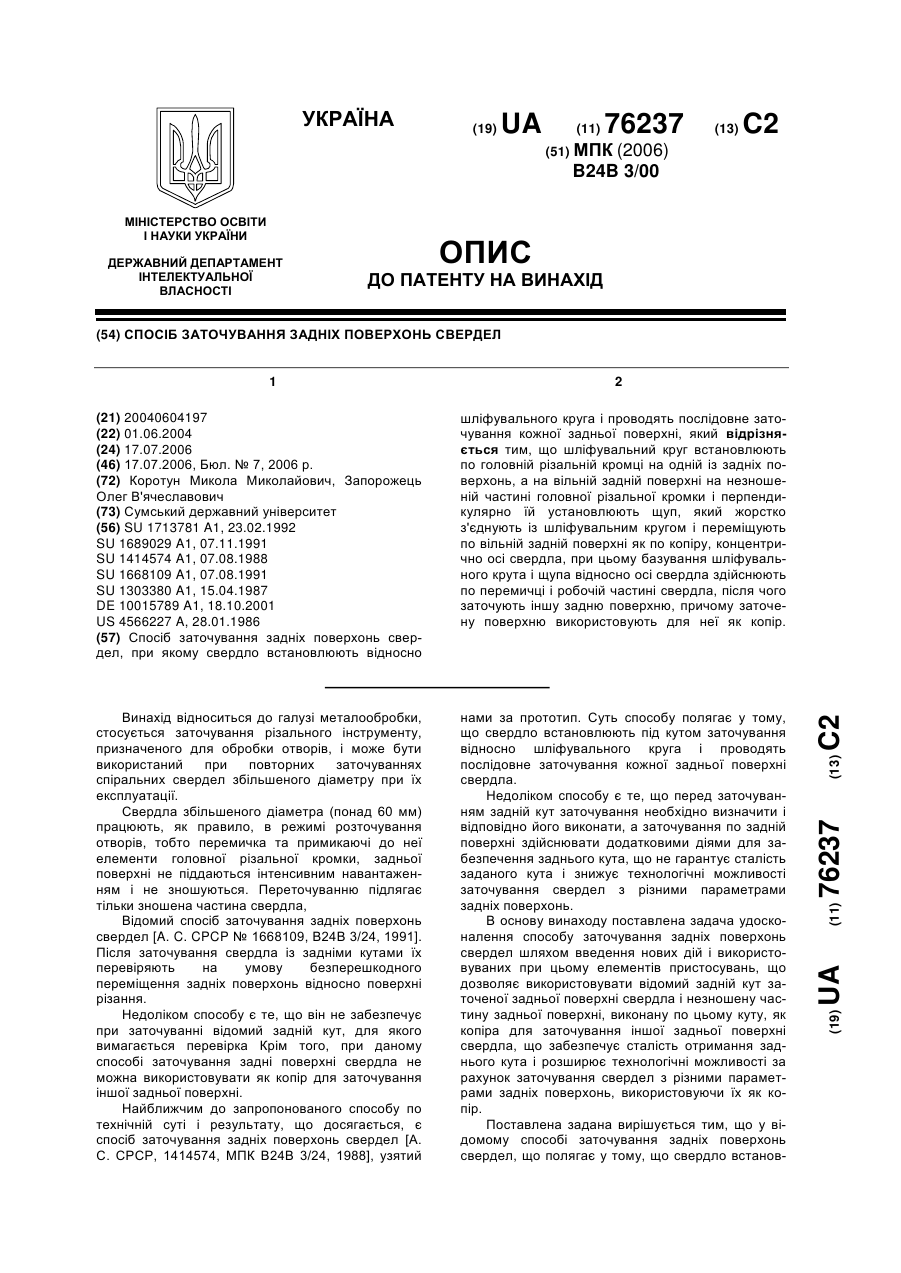
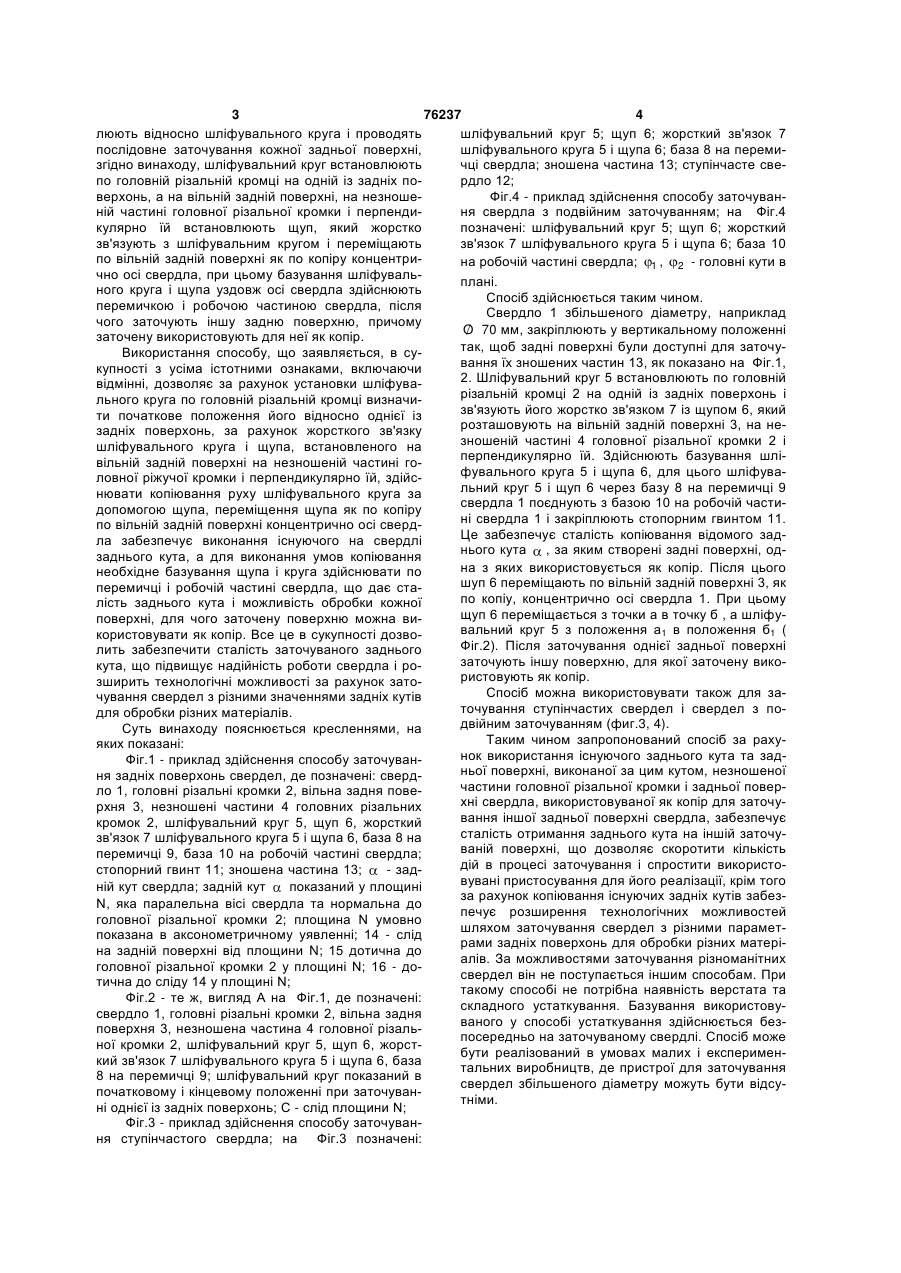
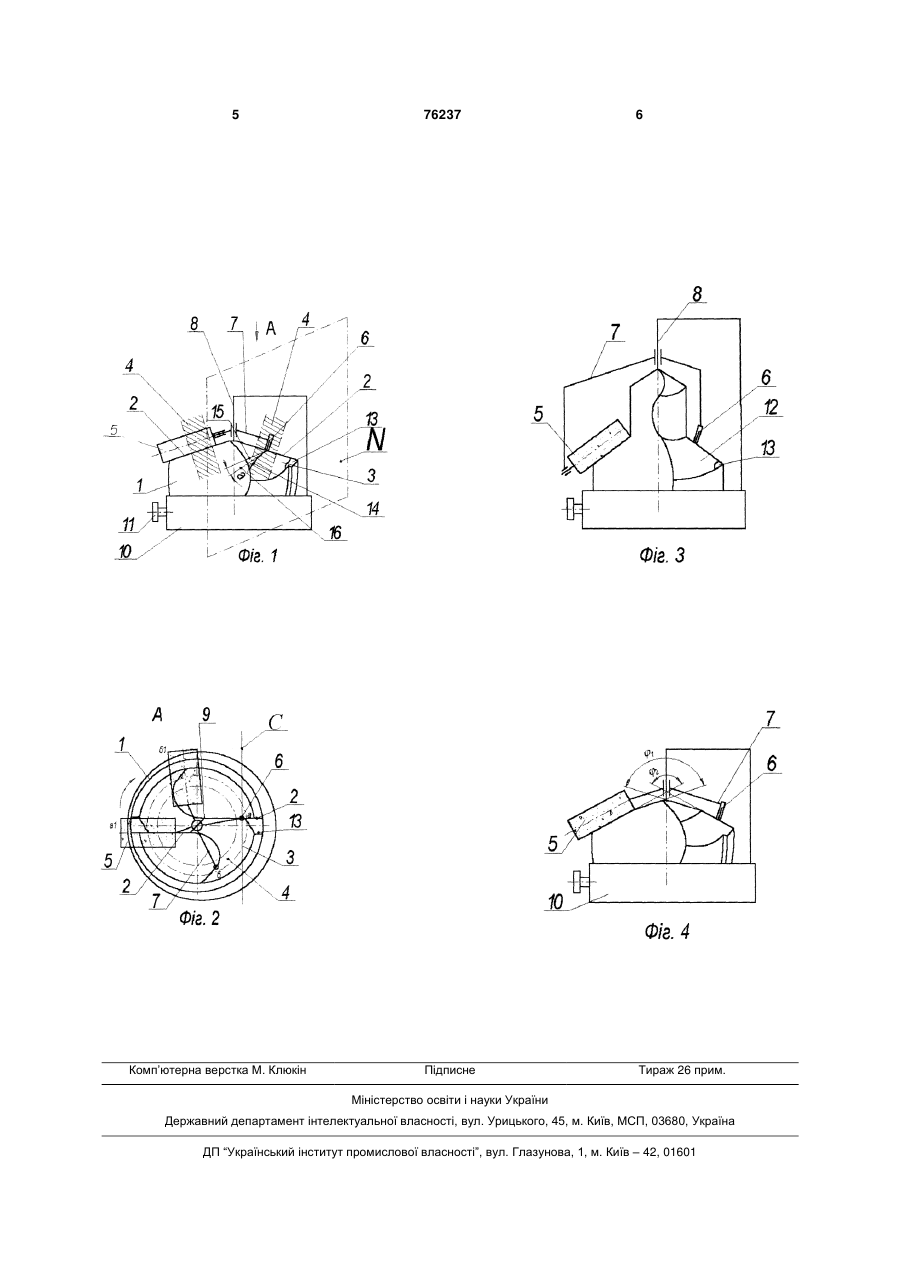
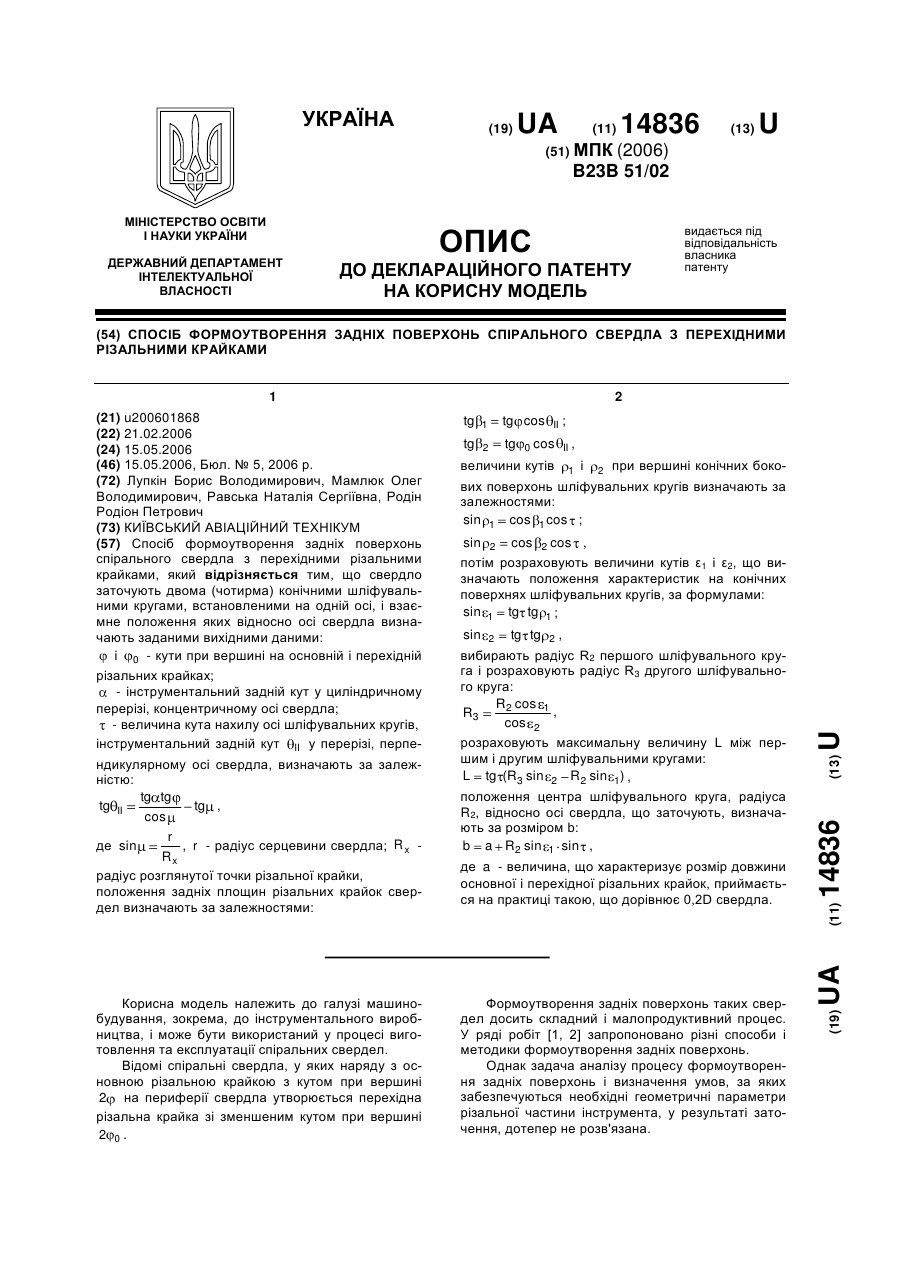
Спосіб заточування задніх поверхонь свердел, при якому свердло встановлюють відносно 3 76237 4 люють відносно шліфувального круга і проводять шліфувальний круг 5; щуп 6; жорсткий зв'язок 7 послідовне заточування кожної задньої поверхні, шліфувального круга 5 і щупа 6; база 8 на перемизгідно винаходу, шліфувальний круг встановлюють чці свердла; зношена частина 13; ступінчасте свепо головній різальній кромці на одній із задніх пордло 12; верхонь, а на вільній задній поверхні, на незношеФіг.4 - приклад здійснення способу заточуванній частині головної різальної кромки і перпендиня свердла з подвійним заточуванням; на Фіг.4 кулярно їй встановлюють щуп, який жорстко позначені: шліфувальний круг 5; щуп 6; жорсткий зв'язують з шліфувальним кругом і переміщають зв'язок 7 шліфувального круга 5 і щупа 6; база 10 по вільній задній поверхні як по копіру концентрина робочій частині свердла; 1 , 2 - головні кути в чно осі свердла, при цьому базування шліфувальплані. ного круга і щупа уздовж осі свердла здійснюють Спосіб здійснюється таким чином. перемичкою і робочою частиною свердла, після Свердло 1 збільшеного діаметру, наприклад чого заточують іншу задню поверхню, причому O 70 мм, закріплюють у вертикальному положенні заточену використовують для неї як копір. так, щоб задні поверхні були доступні для заточуВикористання способу, що заявляється, в сування їх зношених частин 13, як показано на Фіг.1, купності з усіма істотними ознаками, включаючи 2. Шліфувальний круг 5 встановлюють по головній відмінні, дозволяє за рахунок установки шліфуварізальній кромці 2 на одній із задніх поверхонь і льного круга по головній різальній кромці визначизв'язують його жорстко зв'язком 7 із щупом 6, який ти початкове положення його відносно однієї із розташовують на вільній задній поверхні 3, на незадніх поверхонь, за рахунок жорсткого зв'язку зношеній частині 4 головної різальної кромки 2 і шліфувального круга і щупа, встановленого на перпендикулярно їй. Здійснюють базування шлівільній задній поверхні на незношеній частині гофувального круга 5 і щупа 6, для цього шліфуваловної ріжучої кромки і перпендикулярно їй, здійсльний круг 5 і щуп 6 через базу 8 на перемичці 9 нювати копіювання руху шліфувального круга за свердла 1 поєднують з базою 10 на робочій частидопомогою щупа, переміщення щупа як по копіру ні свердла 1 і закріплюють стопорним гвинтом 11. по вільній задній поверхні концентрично осі свердЦе забезпечує сталість копіювання відомого задла забезпечує виконання існуючого на свердлі нього кута , за яким створені задні поверхні, одзаднього кута, а для виконання умов копіювання на з яких використовується як копір. Після цього необхідне базування щупа і круга здійснювати по шуп 6 переміщають по вільній задній поверхні 3, як перемичці і робочій частині свердла, що дає стапо копіу, концентрично осі свердла 1. При цьому лість заднього кута і можливість обробки кожної щуп 6 переміщається з точки а в точку б , а шліфуповерхні, для чого заточену поверхню можна вивальний круг 5 з положення а1 в положення б1 ( користовувати як копір. Все це в сукупності дозвоФіг.2). Після заточування однієї задньої поверхні лить забезпечити сталість заточуваного заднього заточують іншу поверхню, для якої заточену викокута, що підвищує надійність роботи свердла і рористовують як копір. зширить технологічні можливості за рахунок затоСпосіб можна використовувати також для зачування свердел з різними значеннями задніх кутів точування ступінчастих свердел і свердел з подля обробки різних матеріалів. двійним заточуванням (фиг.3, 4). Суть винаходу пояснюється кресленнями, на Таким чином запропонований спосіб за рахуяких показані: нок використання існуючого заднього кута та задФіг.1 - приклад здійснення способу заточуванньої поверхні, виконаної за цим кутом, незношеної ня задніх поверхонь свердел, де позначені: свердчастини головної різальної кромки і задньої поверло 1, головні різальні кромки 2, вільна задня повехні свердла, використовуваної як копір для заточурхня 3, незношені частини 4 головних різальних вання іншої задньої поверхні свердла, забезпечує кромок 2, шліфувальний круг 5, щуп 6, жорсткий сталість отримання заднього кута на іншій заточузв'язок 7 шліфувального круга 5 і щупа 6, база 8 на ваній поверхні, що дозволяє скоротити кількість перемичці 9, база 10 на робочій частині свердла; дій в процесі заточування і спростити використостопорний гвинт 11; зношена частина 13; - задвувані пристосування для його реалізації, крім того ній кут свердла; задній кут показаний у площині за рахунок копіювання існуючих задніх кутів забезN, яка паралельна вісі свердла та нормальна до печує розширення технологічних можливостей головної різальної кромки 2; площина N умовно шляхом заточування свердел з різними параметпоказана в аксонометричному уявленні; 14 - слід рами задніх поверхонь для обробки різних матеріна задній поверхні від площини N; 15 дотична до алів. За можливостями заточування різноманітних головної різальної кромки 2 у площині N; 16 - досвердел він не поступається іншим способам. При тична до сліду 14 у площині N; такому способі не потрібна наявність верстата та Фіг.2 - те ж, вигляд А на Фіг.1, де позначені: складного устаткування. Базування використовусвердло 1, головні різальні кромки 2, вільна задня ваного у способі устаткування здійснюється безповерхня 3, незношена частина 4 головної різальпосередньо на заточуваному свердлі. Спосіб може ної кромки 2, шліфувальний круг 5, щуп 6, жорстбути реалізований в умовах малих і експерименкий зв'язок 7 шліфувального круга 5 і щупа 6, база тальних виробництв, де пристрої для заточування 8 на перемичці 9; шліфувальний круг показаний в свердел збільшеного діаметру можуть бути відсупочатковому і кінцевому положенні при заточувантніми. ні однієї із задніх поверхонь; С - слід площини N; Фіг.3 - приклад здійснення способу заточування ступінчастого свердла; на Фіг.3 позначені: 5 Комп’ютерна верстка М. Клюкін 76237 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of sharpening of rear surfaces of the drills
Автори англійськоюKorotun Mykola Mykolaiovych, Zaporozhets Oleh Viacheslavovych
Назва патенту російськоюСпособ затачивания задних поверхностей сверл
Автори російськоюКоротун Николай Николаевич, Запорожец Олег Вячеславович
МПК / Мітки
МПК: B24B 3/00
Мітки: поверхонь, спосіб, заточування, задніх, свердел
Код посилання
<a href="https://ua.patents.su/3-76237-sposib-zatochuvannya-zadnikh-poverkhon-sverdel.html" target="_blank" rel="follow" title="База патентів України">Спосіб заточування задніх поверхонь свердел</a>
Спосіб формоутворення задніх поверхонь спірального свердла з перехідними різальними крайками
Номер патенту: 14836
Опубліковано: 15.05.2006
Автори: Мамлюк Олег Володимирович, Равська Наталія Сергіївна, Родін Родіон Петрович, Лупкін Борис Володимирович
МПК: B23B 51/02
Мітки: задніх, спірального, різальними, формоутворення, крайками, перехідними, поверхонь, свердла, спосіб
Формула / Реферат:
Спосіб формоутворення задніх поверхонь спірального свердла з перехідними різальними крайками, який відрізняється тим, що свердло заточують двома (чотирма) конічними шліфувальними кругами, встановленими на одній осі, і взаємне положення яких відносно осі свердла визначають заданими вихідними даними: і
Верстат для заточування свердел
Номер патенту: 6184
Опубліковано: 15.04.2005
Автор: Срипченко Володимир Іванович
МПК: B24B 3/00
Мітки: верстат, свердел, заточування
Формула / Реферат:
Верстат для заточування свердел, що містить опорну плиту зі стійкою для вузла кріплення та установки свердла і колону з обробляючим механізмом, який включає привідну шліфувальну бабку, вузол підйому шліфувальної бабки з упорним регулювальним гвинтом, вузол горизонтального переміщення шліфувальної бабки з упорним регулювальним гвинтом, який відрізняється тим, що вузол підйому шліфувальної бабки виконано як маятниковий двоплечий важіль, на...
Спосіб заточування свердла з криволінійними різальними крайками

Номер патенту: 14830
Опубліковано: 15.05.2006
Автори: Лупкін Борис Володимирович, Равська Наталія Сергіївна, Родін Родіон Петрович, Мамлюк Олег Володимирович
МПК: B23B 51/00
Мітки: заточування, спосіб, криволінійними, різальними, крайками, свердла
Формула / Реферат:
Спосіб заточування свердла з криволінійними різальними крайками, який включає заточування фасонним шліфувальним кругом, що встановлений на осі перпендикулярно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що для спрощення кінематичної схеми обробки заточування здійснюють фасонним шліфувальним кругом, профіль якого обкреслений за дугою кола, яке обертається навколо нерухомої осі, а свердло, вісь якого перпендикулярна...
Спосіб заточування свердла по циліндричних фасонних поверхнях
Номер патенту: 14829
Опубліковано: 15.05.2006
Автори: Родін Родіон Петрович, Равська Наталія Сергіївна, Мамлюк Олег Володимирович, Лупкін Борис Володимирович
МПК: B23B 51/00
Мітки: поверхнях, заточування, циліндричних, свердла, спосіб, фасонних
Формула / Реферат:
Спосіб заточування свердла по циліндричних фасонних поверхнях, який відрізняється тим, що для спрощення технологічних пристосувань, заточування виконують фасонним шліфувальним кругом, профіль якого обкреслений дугою кола, вісь свердла встановлюється паралельно осі шліфувального круга, а саме свердло - на відстані і
Спосіб заточування свердла з підрізними різальними крайками
Номер патенту: 52249
Опубліковано: 16.12.2002
Автори: Равська Наталья Сергіївна, Лупкін Борис Володимирович, Мамлюк Олег Володимирович, Родін Родіон Петрович
МПК: B23B 3/00
Мітки: свердла, заточування, крайками, підрізними, різальними, спосіб
Формула / Реферат:
Спосіб заточування свердла з підрізними різальними крайками, при якому шліфувальним кругом одноразово формують площини периферійної і центральної різальних крайок свердла, який відрізняється тим, що оброблювальне свердло встановлюють в універсально-заточувальній головці з кутами й надають зворотно-поступального руху відносно шліфувального круга комбінованої "а",...
Попередній патент: Спосіб отримання шорсткої поверхні
Наступний патент: Опора шарошки долота
Випадковий патент: Гідроциліндр землерийної машини