Спосіб заточування свердла з криволінійними різальними крайками
Номер патенту: 14830
Опубліковано: 15.05.2006
Автори: Мамлюк Олег Володимирович, Равська Наталія Сергіївна, Родін Родіон Петрович, Лупкін Борис Володимирович

Формула / Реферат
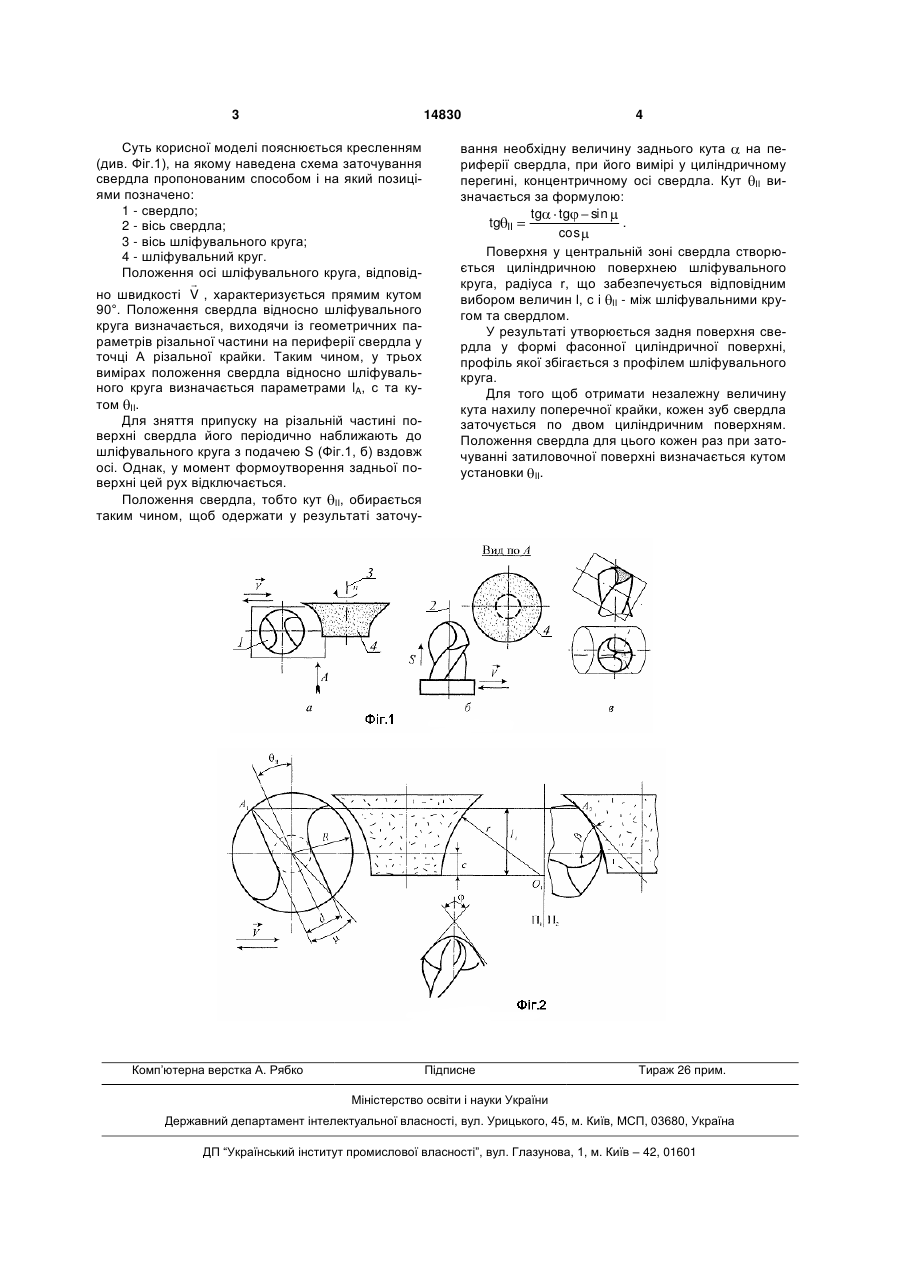
Спосіб заточування свердла з криволінійними різальними крайками, який включає заточування фасонним шліфувальним кругом, що встановлений на осі перпендикулярно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що для спрощення кінематичної схеми обробки заточування здійснюють фасонним шліфувальним кругом, профіль якого обкреслений за дугою кола, яке обертається навколо нерухомої осі, а свердло, вісь якого перпендикулярна осі шліфувального круга, здійснює зворотно-поступальні рухи зі швидкістю ![]() , перпендикулярною осям свердла та шліфувального круга, при цьому положення свердла розташовується під кутом
, перпендикулярною осям свердла та шліфувального круга, при цьому положення свердла розташовується під кутом ![]() , який вимірюється в проекції на площину, перпендикулярну осі свердла, і величина якого розраховується за прийнятою геометрією різальної частини на периферії свердла.
, який вимірюється в проекції на площину, перпендикулярну осі свердла, і величина якого розраховується за прийнятою геометрією різальної частини на периферії свердла.
Текст
Спосіб заточування свердла з криволінійними різальними крайками, який включає заточування фасонним шліфувальним кругом, що встановлений на осі перпендикулярно напрямку зворотнопоступальних рухів свердла, який відрізняється тим, що для спрощення кінематичної схеми оброб 3 14830 Суть корисної моделі пояснюється кресленням (див. Фіг.1), на якому наведена схема заточування свердла пропонованим способом і на який позиціями позначено: 1 - свердло; 2 - вісь свердла; 3 - вісь шліфувального круга; 4 - шліфувальний круг. Положення осі шліфувального круга, відповід но швидкості V , характеризується прямим кутом 90°. Положення свердла відносно шліфувального круга визначається, виходячи із геометричних параметрів різальної частини на периферії свердла у точці А різальної крайки. Таким чином, у трьох вимірах положення свердла відносно шліфувального круга визначається параметрами lA, с та кутом II. Для зняття припуску на різальній частині поверхні свердла його періодично наближають до шліфувального круга з подачею S (Фіг.1, б) вздовж осі. Однак, у момент формоутворення задньої поверхні цей рух відключається. Положення свердла, тобто кут II, обирається таким чином, щоб одержати у результаті заточу Комп’ютерна верстка А. Рябко 4 вання необхідну величину заднього кута на периферії свердла, при його вимірі у циліндричному перегині, концентричному осі свердла. Кут II визначається за формулою: tg tg sin tg II . cos Поверхня у центральній зоні свердла створюється циліндричною поверхнею шліфувального круга, радіуса r, що забезпечується відповідним вибором величин l, с і II - між шліфувальними кругом та свердлом. У результаті утворюється задня поверхня свердла у формі фасонної циліндричної поверхні, профіль якої збігається з профілем шліфувального круга. Для того щоб отримати незалежну величину кута нахилу поперечної крайки, кожен зуб свердла заточується по двом циліндричним поверхням. Положення свердла для цього кожен раз при заточуванні затиловочної поверхні визначається кутом установки II. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of sharpening the drill with curvilinear cutting edges
Автори англійськоюLupkin Borys Volodymyrovych, Mamliuk Oleh Volodymyrovych, Ravska Nataliia Serhiivna, Rodin Rodion Petrovych
Назва патенту російськоюСпособ затачивания сверла с криволинейными режущими кромками
Автори російськоюЛупкин Борис Владимирович, Мамлюк Олег Владимирович, Равская Наталья Сергеевна, Родин Родион Петрович
МПК / Мітки
МПК: B23B 51/00
Мітки: криволінійними, спосіб, заточування, різальними, свердла, крайками
Код посилання
<a href="https://ua.patents.su/2-14830-sposib-zatochuvannya-sverdla-z-krivolinijjnimi-rizalnimi-krajjkami.html" target="_blank" rel="follow" title="База патентів України">Спосіб заточування свердла з криволінійними різальними крайками</a>
Спосіб заточування свердла з підрізними різальними крайками
Номер патенту: 52249
Опубліковано: 16.12.2002
Автори: Родін Родіон Петрович, Лупкін Борис Володимирович, Равська Наталья Сергіївна, Мамлюк Олег Володимирович
МПК: B23B 3/00
Мітки: крайками, спосіб, свердла, підрізними, заточування, різальними
Формула / Реферат:
Спосіб заточування свердла з підрізними різальними крайками, при якому шліфувальним кругом одноразово формують площини периферійної і центральної різальних крайок свердла, який відрізняється тим, що оброблювальне свердло встановлюють в універсально-заточувальній головці з кутами й надають зворотно-поступального руху відносно шліфувального круга комбінованої "а",...
Спосіб заточування свердла по циліндричних фасонних поверхнях
Номер патенту: 14829
Опубліковано: 15.05.2006
Автори: Мамлюк Олег Володимирович, Лупкін Борис Володимирович, Родін Родіон Петрович, Равська Наталія Сергіївна
МПК: B23B 51/00
Мітки: циліндричних, спосіб, фасонних, поверхнях, заточування, свердла
Формула / Реферат:
Спосіб заточування свердла по циліндричних фасонних поверхнях, який відрізняється тим, що для спрощення технологічних пристосувань, заточування виконують фасонним шліфувальним кругом, профіль якого обкреслений дугою кола, вісь свердла встановлюється паралельно осі шліфувального круга, а саме свердло - на відстані і
Спосіб заточування свердла
Номер патенту: 52246
Опубліковано: 16.12.2002
Автори: Лупкін Борис Володимирович, Мамлюк Олег Володимирович, Родін Родіон Петрович, Равська Наталья Сергіївна
МПК: B23B 51/02
Мітки: свердла, спосіб, заточування
Формула / Реферат:
Спосіб заточування свердла, який включає заточування двома конічними шліфувальними кругами, що встановлені з зазором на одній осі, похилій відносно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що задні поверхні основних різальних крайок формують конічними поверхнями шліфувальних кругів, а задні поверхні в центральній зоні поперечної різальної крайки свердла формують граничними окружностями, розташованими на торцях...
Спосіб заточування голчастої поверхні барабанів і валиків текстильних машин
Номер патенту: 10062
Опубліковано: 15.11.2005
Автори: Фень Сергій Іванович, Кальченко Віталій Іванович, Кальченко Володимир Віталійович
МПК: D01G 15/00
Мітки: текстильних, машин, спосіб, валиків, голчастої, поверхні, заточування, барабанів
Формула / Реферат:
1. Спосіб заточування голчастої поверхні барабанів і валиків текстильних машин, при якому шліфувальний інструмент вводять в контакт з голками гарнітури і надають їм відносний рух, який забезпечує подачу в повздовжньому напрямку деталі, перпендикулярному до нахилу голок, який відрізняється тим, що заточування здійснюють одночасно торцем і периферією шліфувального круга, що має форму похилого циліндра, вісь якого є паралельною осі деталі і...
Різальна пластина та спосіб її заточування
Номер патенту: 63253
Опубліковано: 15.01.2004
Автори: Кісельова Ірина Володимирівна, Матюха Петро Григорович
МПК: B23B 27/16
Мітки: різальна, заточування, пластина, спосіб
Формула / Реферат:
1. Різальна пластина, що має призматичну форму, на більших гранях якої сформовані поверхні для закріплення і передні поверхні, а на основах сформовані допоміжні задні поверхні, заточені під допоміжними задніми кутами, яка відрізняється тим, що задні поверхні виконані у вигляді частини циліндричної поверхні, твірна якої співпадає з меншою діагоналлю основи, що має вигляд паралелограма.2. Спосіб заточування різальної пластини, що...
Попередній патент: Спосіб заточування свердла по циліндричних фасонних поверхнях
Наступний патент: Бетонний блок для стін круглих рамп
Випадковий патент: Спосіб діагностики хронічних запальних захворювань статевих органів