Спосіб виготовлення поковок з дрібнозернистою структурою
Формула / Реферат
1. Спосіб виготовлення поковок з дрібнозернистою структурою, що включає кування нагрітої заготовки в чотирибойковому кувальному пристрої на кувальному пресі з двома маніпуляторами шляхом обтиснення одночасно чотирма бойками, при якому створюють зусилля зрушення в заготовці двома парами бойків так, що верхній бойок пристрою під час обтиснення заготовки рухається вертикально вниз назустріч нижньому нерухливому бойку, а два бічних бойки під час обтиснення заготовки рухаються вниз і назустріч один одному, з одночасним крутінням маніпуляторами кувального преса ділянок заготовки і з подачами і кантуваннями при кожному одиничному обтисненні, який відрізняється тим, що температуру заготовки доводять до температури з інтервалу не нижче температури закінчення фазового перетворення і не вище температури початку збиральної рекристалізації, а при обтисненнях зберігають постійною довжину заготовки шляхом жорсткого закріплення її кінців у маніпуляторах, відстань L між якими зберігають постійною.
2. Спосіб за п. 1, який відрізняється тим, що заготовку попередньо, до обтиснення з незмінною відстанню між маніпуляторами, обтискають зі ступенем деформації 1-5 % при кожному одиничному обтисненні переважно за один або два проходи.
3. Спосіб за п. 1 або 2, який відрізняється тим, що периферійну зону заготовки нагрівають на 10-60 °C вище температури в осьовій зоні заготовки.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що здійснюють реверсивне крутіння ділянок заготовки.
5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що здійснюють крутіння одночасно двох ділянок заготовки, затиснутих у маніпуляторах, у протилежних напрямках.
6. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що здійснюють крутіння одночасно двох ділянок заготовки, затиснутих у маніпуляторах, в одному напрямку.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що по закінченні обтиснення до заготовки прикладають осьові розтягуючі зусилля за допомогою маніпуляторів.
Текст
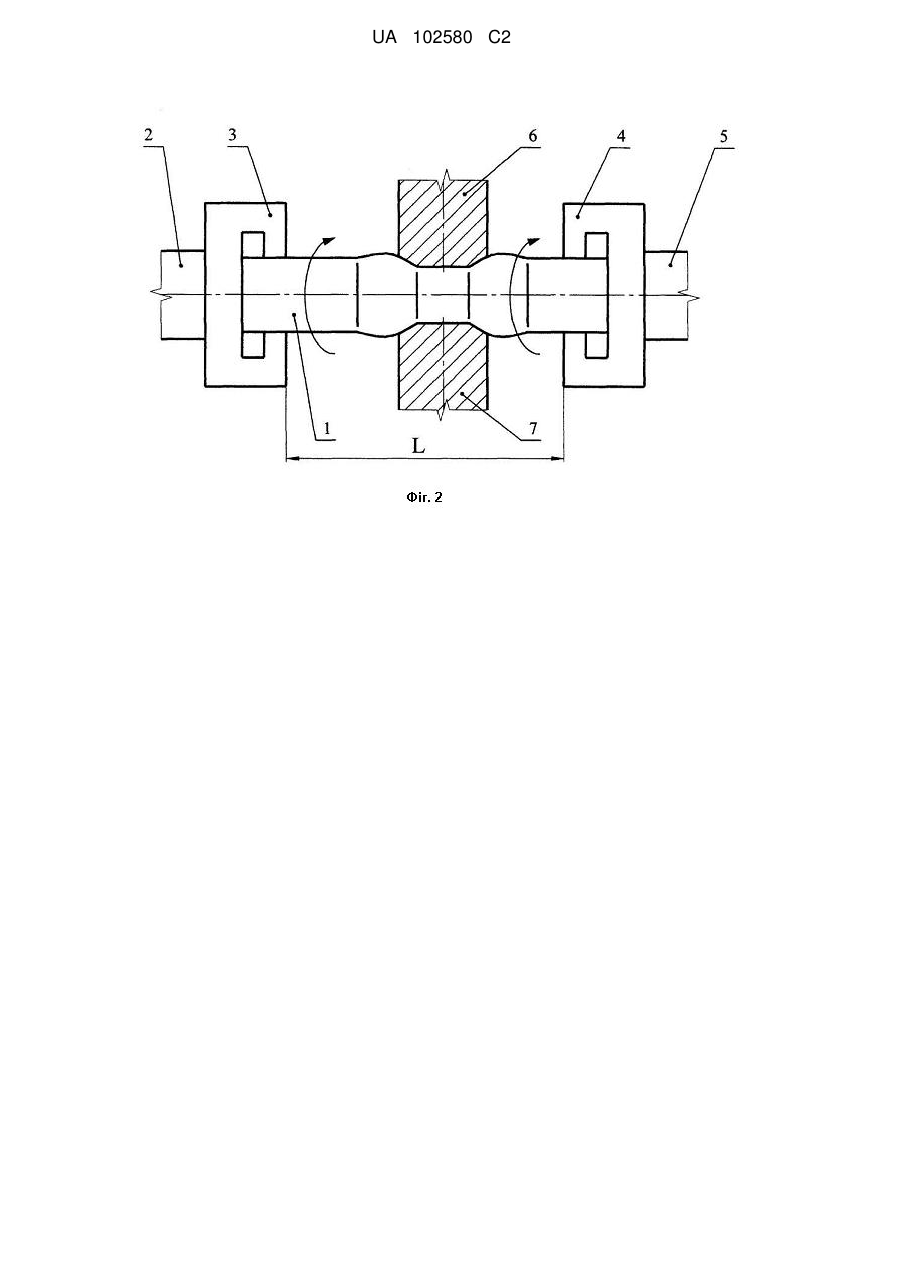
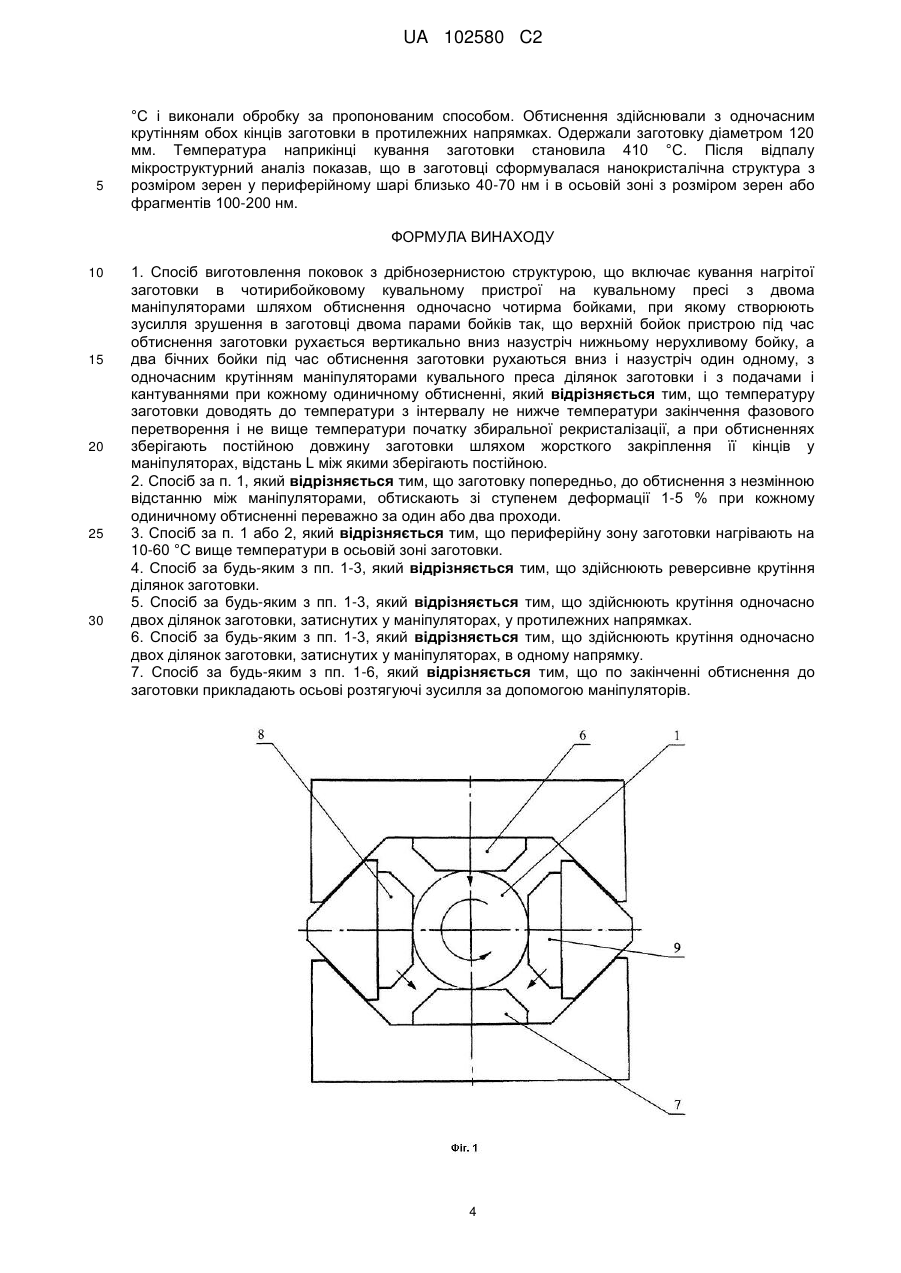
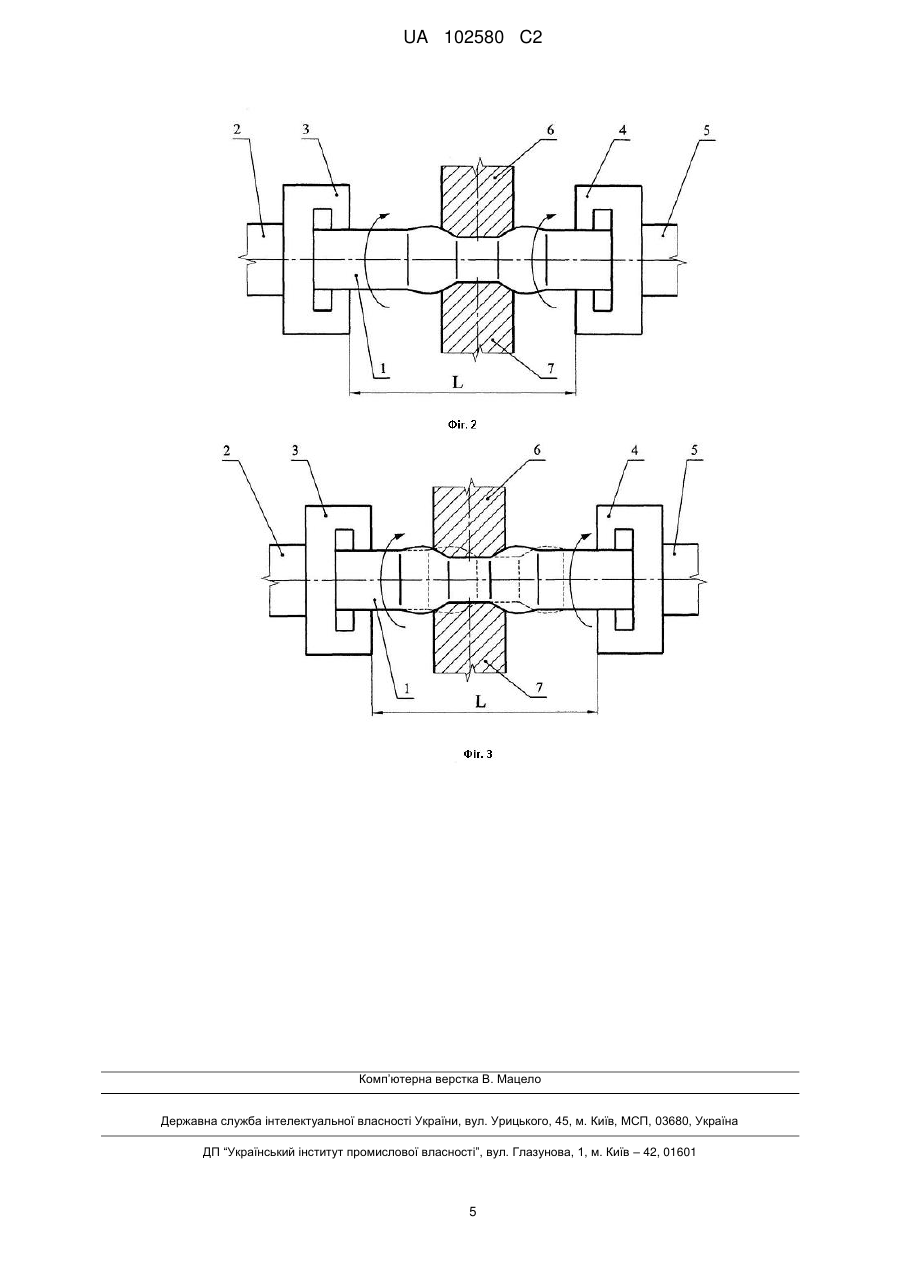
Реферат: Винахід належить до галузі: обробки металів тиском і може бути використаний при куванні злитків і заготовок з різних сталей і сплавів. Даний спосіб виготовлення поковок з дрібнозернистою структурою включає кування нагрітої заготовки в чотирибойковому кувальному пристрої на кувальному пресі з двома маніпуляторами шляхом обтиснення одночасно чотирма бойками з одночасним крутінням маніпуляторами ділянок заготовки. При цьому температуру заготовки доводять до температури з інтервалу не нижче температури закінчення фазового перетворення і не вище температури початку збиральної рекристалізації. При обтисненнях зберігають постійною довжину заготовки шляхом жорсткого закріплення її кінців у маніпуляторах, відстань L між якими зберігають постійною. Винахід дозволяє одержати мікрокристалічну, у т.ч. субмікрокристалічну і нанокристалічну, структуру металу поковок великого поперечного перерізу. UA 102580 C2 (12) UA 102580 C2 UA 102580 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується обробки металів тиском, а саме способів виготовлення поковок із заданими механічними властивостями і структурою металу, для одержання довгомірних заготовок з підготовленою дрібнозернистою структурою, у тому числі з субмікрокристалічною і нанокристалічною структурами. Винахід може бути використаний у машинобудівній і металургійній промисловостях при виготовленні поковок з різних сталей, сплавів і кольорових металів у ковальсько-пресових цехах, що мають гідравлічні кувальні преси, оснащені одним або декількома чотирибойковими кувальними пристроями з маніпуляторами. Відомий спосіб виготовлення поковок, який полягає в тому, що заготовку встановлюють у затискній головці маніпулятора, обтискають її двома парами протилежно розташованих бойків, прикладаючи при цьому зусилля нормального обтиснення, і одночасно зусилля зрушення, після чого заготовку переміщають уздовж поздовжньої осі і повертають навколо поздовжньої осі. При цьому операцію обтиснення заготовки здійснюють одночасно на двох її ділянках, розташованих послідовно уздовж її поздовжньої осі, а зусилля зрушення прикладають на цих ділянках у протилежних напрямках. При цьому зусилля зрушення створюють не тільки шляхом обтиснення 5 бойками, але і шляхом повороту затискної головки маніпулятора (RU 2008994 С1, МПК B21J1/04, оп. 15.03.94). Відомий спосіб дозволяє одержати щільну макроструктуру металу в осьовій зоні поковки, подібну до структури металу в поверхневих шарах поковки. Однак недоліком відомого способу є те, що він не дозволяє одержати поковку з щільною макроструктурою металу в осьовій зоні й однаково рівномірною деформацією литої структури як у поверхневих, так і в осьових зонах поковки. Найбільш близьким до пропонованого способу виготовлення поковок є спосіб, що включає нагрівання заготовки до кувальної температури, її кування в чотирибойковому кувальному пристрої на кувальному пресі, при якому створюють зусилля зрушення в заготовці двома парами бойків так, що верхній бойок пристрою під час обтиснення заготовки рухається вертикально вниз назустріч нижньому нерухливому бойку, а два бічних бойки під час обтиснення заготовки рухаються вниз і назустріч один одному, з одночасним крутінням маніпуляторами кувального преса ділянок заготовки і з подачами і кантуваннями при кожному одиничному обтисненні (RU 2406588 С2, МПК (2006.01) В21J1/04, 5/00, оп. 20.12.2010). У відомому способі за рахунок кування заготовки в чотирибойковому кувальному пристрої з одночасним крутінням ділянок заготовки одержують поковку з щільною макроструктурою металу в осьовій зоні і рівномірною деформацією литої структури по всьому поперечному перерізу поковки. Недоліком відомого способу є неможливість одержання поковок з дрібнозернистою структурою і, відповідно, підвищеними фізико-механічними властивостями, внаслідок обмеженості застосовуваних схем деформації, що призводить до недостатньо інтенсивної деформації металу заготовки. Задачею, на рішення якої спрямований винахід, є створення такого способу виготовлення поковок, у якому шляхом зміни схеми і режимів деформації забезпечується більш інтенсивне деформаційне пророблення структури металу по всій товщині заготовки, що призводить до одержання мікрокристалічної, у тому числі субмікрокристалічної і нанокристалічної, структури металу поковок великого поперечного перерізу (діаметром 100-250 мм і більше) і, як наслідок, підвищення їх фізико-механічних характеристик. Поставлена задача вирішується тим, що в способі виготовлення поковок з дрібнозернистою структурою, що включає кування нагрітої заготовки в чотирибойковому кувальному пристрої на кувальному пресі з двома маніпуляторами шляхом обтиснення одночасно чотирма бойками, при якому створюють зусилля зрушення в заготовці двома парами бойків так, що верхній бойок пристрою під час обтиснення заготовки рухається вертикально вниз назустріч нижньому нерухливому бойку, а два бічних бойки під час обтиснення заготовки рухаються вниз і назустріч один одному, з одночасним крутінням маніпуляторами кувального преса ділянок заготовки, з подачами і кантуваннями при кожному одиничному обтисненні, новим є те, що температуру заготовки доводять до температури з інтервалу не нижче температури закінчення фазового перетворення і не вище температури початку збиральної рекристалізації, а при обтисненнях зберігають постійною довжину заготовки шляхом жорсткого закріплення її кінців у маніпуляторах, відстань L між якими зберігають постійною. Поставлена задача вирішується також тим, що перед зазначеним обтисненням заготовку попередньо обтискають зі ступенем деформації 1-5 % при кожному одиничному обтисненні переважно за один або два проходи. 1 UA 102580 C2 5 10 15 20 25 30 35 40 45 50 55 60 Поставлена задача вирішується також тим, що периферійну зону заготовки нагрівають на 10-60 °C вище температури в осьовій зоні заготовки. Поставлена задача вирішується також тим, що здійснюють реверсивне крутіння ділянок заготовки. Поставлена задача вирішується також тим, що здійснюють крутіння одночасно двох ділянок заготовки, затиснутих у маніпуляторах, у протилежних напрямках. Поставлена задача вирішується також тим, що здійснюють крутіння одночасно двох ділянок заготовки, затиснутих у маніпуляторах, в одному напрямку. Поставлена задача вирішується також тим, що по закінченні обтиснення до заготовки прикладають осьові розтягуючі зусилля за допомогою маніпуляторів. Між сукупністю суттєвих ознак винаходу, що заявляється, і технічним результатом, що досягається, існує наступний причинно-наслідковий зв'язок. Зміна схеми і режимів деформації, а саме: - вибір температури заготовки з інтервалу не нижче температури закінчення фазового перетворення і не вище температури початку збиральної рекристалізації; - збереження постійною довжини заготовки в процесі її обтиснення шляхом закріплення кінців заготовки в маніпуляторах, відстань L між якими витримують постійною; у сукупності з відомими ознаками винаходу, що заявляється, забезпечує при температурі нижче звичайної кувальної температури вплив на заготовку, крім схем деформації обтиснення і крутіння, додаткової схеми деформації стиску за рахунок того, що при обтисненні довжина заготовки не збільшується, а це призводить до стовщення (осаду) ділянок заготовки, що не обтискаються в певний момент, які в міру її просування також обтискаються, спричиняючи багаторазове обтиснення тих самих ділянок. Таким чином, на заготовку діють зусилля обтиснення бойками, стиску і крутіння маніпуляторами, тобто відбувається одночасне поєднання схем деформації редукування (обтиснення), осаду (стиску) і крутіння. У результаті в заготовці накопичуються великі деформації, які забезпечують при зазначеній температурі формування мікрокристалічної, у т.ч. субмікрокристалічної і нанокристалічної, структури металу в поковках великого поперечного перерізу й, як наслідок, підвищення їх фізико-механічних характеристик. Крім того, попереднє обтиснення заготовки зі ступенем деформації 1-5 % при кожному одиничному обтисненні переважно за один або два проходи з одночасним її крутінням, забезпечує зсув бойків по поверхні заготовки, яка закручується, внаслідок чого досягається додаткова деформація поверхневих шарів металу, що призводить до формування дрібнозернистої структури в поверхневих шарах заготовки. Нагрів периферійної зони заготовки на 10-60 °C вище температури в осьовій зоні заготовки забезпечує в процесі кування, при втраті температури в периферійній зоні більш, ніж в осьовій, рівномірність температури по всій товщині заготовки і, відповідно, рівномірність структури металу отриманої поковки. Крім того, підвищуються пластичні характеристики металу в периферійній зоні заготовки, що дозволяє усунути розриви металу на поверхні заготовки при її інтенсивній деформації. Здійснення реверсивного крутіння ділянок заготовки та/або крутіння одночасно двох ділянок заготовки, затиснутих у маніпуляторах, в одному напрямку та/або в протилежних напрямках сприяє одержанню рівномірної деформації в об'ємі всієї заготовки й одержанню більш рівномірної структури металу як у периферійній, так і в осьовій зонах заготовки. Прикладання розтягуючих осьових зусиль до заготовки за допомогою маніпуляторів по закінченні обтиснення забезпечує не тільки вирівнювання заготовки, але й у випадку застосування цієї схеми одержання додаткової інтенсивної деформації по всьому поперечному перерізу заготовки, що призводить до здрібнювання зерна в поковках великого поперечного перетину. Спосіб виготовлення поковок, що заявляється, пояснюється кресленнями, де на фіг. 1 представлена схема обтиснення заготовки в чотирибойковому кувальному пристрої; на фіг. 2 схема обтиснення заготовки без збільшення її довжини, затиснутої в маніпуляторах з незмінною відстанню L між ними; на фіг. 3 - схема обтиснення заготовки без збільшення її довжини, затиснутої в маніпуляторах з незмінною відстанню L між ними, після зсуву маніпуляторів на величину подачі заготовки. Спосіб виготовлення поковок з дрібнозернистою структурою, що заявляється, здійснюють таким чином. На першому етапі здійснюють підготовку заготовки до обробки за пропонованим способом, для чого заготовку 1 нагрівають у нагрівальній печі до кувальної температури і за допомогою маніпулятора 2 із затискною головкою 3 подають у робочу зону гідравлічного кувального преса, 2 UA 102580 C2 5 10 15 20 25 30 35 40 45 50 55 60 де його кують у чотирибойковому кувальному пристрої, який попередньо встановлений на цьому пресі. Після кожного одиничного обтиснення здійснюють подачу і кантування заготовки 1 за допомогою маніпулятора 2. У процесі обтиснення заготовка витягується в осьовому напрямку, і маніпулятор 2 передає її у затискну головку 4 другого маніпулятора 5 (фіг. 1, 2). Після цього температуру заготовки 1 доводять до температури з інтервалу не нижче температури закінчення фазового перетворення і не вище температури початку збиральної рекристалізації, при цьому периферійну зону заготовки можуть нагріти на 10-60 °C вище температури в осьовій зоні заготовки. Обидва кінці заготовки 1 закріплюють у маніпуляторах, відстань L між якими залишається незмінною, для чого маніпулятори 2, 5 можуть бути з'єднані між собою рейками. Кування заготовки 1 здійснюють у чотирибойковому кувальному пристрої з подачами і кантуваннями при кожному одиничному обтисненні. У процесі кування створюють зусилля зрушення в заготовці 1 двома парами бойків так, що верхній бойок 6 пристрою під час обтиснення заготовки 1 рухається вертикально вниз назустріч нижньому нерухливому бойку 7, а два бічних бойка 8, 9 під час обтиснення заготовки 1 рухаються вниз і назустріч один одному. При цьому при обтисненні заготовки 1 чотирма бойками 6-9 за рахунок незмінності відстані L між маніпуляторами 2, 5 її довжина залишається незмінною, а при обтисненні ділянок заготовки об'єми металу з-під бойків переміщаються в напрямку до маніпуляторів 2, 5, впливають на ці маніпулятори, а потім останні за рахунок сил протидії стискають їх також в осьовому напрямку, гасячи сили деформації і призводячи до бочкоподібного стовщення (осаду) тої ділянки заготовки, яка в даний момент не обтискається. Надалі, при подачі заготовки, саме ця ділянка обтискається бойками, а інша товщає (фіг. 2, 3). У такий спосіб відбувається багаторазове обтиснення тих самих ділянок заготовки без збільшення її довжини, що призводить до накопичення великих деформацій і одержання поковок з дрібнозернистою структурою. Одночасно з обтисненням здійснюють крутіння маніпуляторами 2, 5 ділянок заготовки, за рахунок чого забезпечуються додаткові інтенсивні зсувні деформації в осьовій зоні заготовки і по всьому поперечному перетину заготовки. При цьому можуть здійснювати реверсивне крутіння ділянок заготовки одним маніпулятором, або крутіння одночасно двох ділянок заготовки, затиснутих у маніпуляторах, в одному та/або протилежних напрямках. Заготовку можуть попередньо (до обтиснення з незмінною відстанню між маніпуляторами) обтиснути зі ступенем деформації 1-5 % при кожному одиничному обтисненні переважно за один або два проходи з одночасним крутінням. При цьому здійснюється інтенсивна деформація поверхневих шарів металу. А по закінченні обтиснення маніпулятори можуть бути розчеплені і до заготовки прикладені розтягуючі осьові зусилля за допомогою цих же маніпуляторів для вирівнювання заготовки й одержання додаткової деформації по всьому її поперечному перерізу. Крім того, на початку кування можуть здійснювати білетировку (вирівнювання) злитка за кілька проходів, а наприкінці кування - калібрування поковки. Приклади здійснення способу. Приклад 1. Перед початком кування в робочий простір гідравлічного кувального преса силою 25 МН з двома маніпуляторами встановили чотирибойковий кувальний пристрій з чотирма бойками. Злиток масою 1200 кг зі сталі Р6М5 нагріли в газовій камерній печі до температури 1200 °C і кували на гідравлічному кувальному пресі силою 25 МН у чотирибойковому кувальному пристрої. Спочатку виконали білетировку злитка до діаметра 360 мм. Після цього, заготовку прокували до діаметра 225 мм за способом, прийнятим за прототип. Отриману заготовку довели до температури 850 °C і редукували в чотирибойковому кувальному пристрої зі ступенем деформації 3-5 % при кожному одиничному обтисненні з прикладанням крутних моментів з боку маніпуляторів до одержання заготовки діаметром 200 мм. На наступному етапі заготовку затисли двома маніпуляторами одночасно і виконали її обтиснення в чотирибойковому кувальному пристрої з прикладанням крутних моментів за чотири проходи без збільшення довжини заготовки. Діаметр заготовки залишився 200 мм. На останньому етапі вирівняли заготовку до діаметра 190 мм з прикладанням до неї розтягуючих зусиль з боку маніпуляторів. Була отримана дрібнозерниста структура з рівномірним розподілом карбідів в об'ємі заготовки. Виконали оцінку структури в балах карбідної неоднорідності по перетину поковки (за ГОСТ 19265-73): - у поверхневому шарі (товщиною 10 мм) - 1-ий бал; - на половині радіуса - 3-4-ий бал; - в осьовій зоні - 5-ий бал. Приклад 2. Злиток масою 5 тонн зі сталі 45 прокували на пресі силою 25 МН з двома маніпуляторами і чотирибойковим кувальним пристроєм. Температуру заготовки довели до 600 3 UA 102580 C2 5 °C і виконали обробку за пропонованим способом. Обтиснення здійснювали з одночасним крутінням обох кінців заготовки в протилежних напрямках. Одержали заготовку діаметром 120 мм. Температура наприкінці кування заготовки становила 410 °C. Після відпалу мікроструктурний аналіз показав, що в заготовці сформувалася нанокристалічна структура з розміром зерен у периферійному шарі близько 40-70 нм і в осьовій зоні з розміром зерен або фрагментів 100-200 нм. ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 1. Спосіб виготовлення поковок з дрібнозернистою структурою, що включає кування нагрітої заготовки в чотирибойковому кувальному пристрої на кувальному пресі з двома маніпуляторами шляхом обтиснення одночасно чотирма бойками, при якому створюють зусилля зрушення в заготовці двома парами бойків так, що верхній бойок пристрою під час обтиснення заготовки рухається вертикально вниз назустріч нижньому нерухливому бойку, а два бічних бойки під час обтиснення заготовки рухаються вниз і назустріч один одному, з одночасним крутінням маніпуляторами кувального преса ділянок заготовки і з подачами і кантуваннями при кожному одиничному обтисненні, який відрізняється тим, що температуру заготовки доводять до температури з інтервалу не нижче температури закінчення фазового перетворення і не вище температури початку збиральної рекристалізації, а при обтисненнях зберігають постійною довжину заготовки шляхом жорсткого закріплення її кінців у маніпуляторах, відстань L між якими зберігають постійною. 2. Спосіб за п. 1, який відрізняється тим, що заготовку попередньо, до обтиснення з незмінною відстанню між маніпуляторами, обтискають зі ступенем деформації 1-5 % при кожному одиничному обтисненні переважно за один або два проходи. 3. Спосіб за п. 1 або 2, який відрізняється тим, що периферійну зону заготовки нагрівають на 10-60 °C вище температури в осьовій зоні заготовки. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що здійснюють реверсивне крутіння ділянок заготовки. 5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що здійснюють крутіння одночасно двох ділянок заготовки, затиснутих у маніпуляторах, у протилежних напрямках. 6. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що здійснюють крутіння одночасно двох ділянок заготовки, затиснутих у маніпуляторах, в одному напрямку. 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що по закінченні обтиснення до заготовки прикладають осьові розтягуючі зусилля за допомогою маніпуляторів. 4 UA 102580 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing forgings with fine-grained structure
Автори англійськоюLazorkin Viktor Andriiovych
Назва патенту російськоюСпособ изготовления поковок с мелкозернистой структурой
Автори російськоюЛазоркин Виктор Андреевич
МПК / Мітки
Мітки: спосіб, поковок, дрібнозернистою, структурою, виготовлення
Код посилання
<a href="https://ua.patents.su/7-102580-sposib-vigotovlennya-pokovok-z-dribnozernistoyu-strukturoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поковок з дрібнозернистою структурою</a>
Спосіб виготовлення поковок
Номер патенту: 98409
Опубліковано: 10.05.2012
Автор: Лазоркін Віктор Андрійович
Мітки: виготовлення, спосіб, поковок
Формула / Реферат:
1. Спосіб виготовлення поковок, що включає нагрівання злитка до кувальної температури, його наступне кування в чотирибойковому кувальному пристрої на кувальному пресі, що включає білетировку злитка, протяжку в кілька проходів шляхом чотирибічного обтиснення з додатковими макрозрушеннями металу в поперечній площині заготовки при кожному одиничному обтисненні чотирма бойками, кожний з яких має робочу ділянку, що містить центральну і дві бічні...
Спосіб отримання металу із дрібнозернистою структурою
Номер патенту: 73235
Опубліковано: 10.09.2012
Автори: Лободюк Валентин Андрійович, Литвиненко Юрій Михайлович
МПК: C21D 1/78, C21D 6/00, C21D 1/00
Мітки: спосіб, металу, дрібнозернистою, структурою, отримання
Формула / Реферат:
Спосіб отримання металу із дрібнозернистою структурою, що включає нагрівання металу до температури плавлення, кристалізацію, який відрізняється тим, що після нагрівання металу до температури плавлення здійснюють гартування розплаву до аморфного стану та нагрівання металу в аморфному стані із швидкостями від 100 °C/с до 200 °C/с до температур на 300-500 °C вище температури кристалізації в аморфному стані.
Спосіб виготовлення поковок на радіально-обтискних машинах
Номер патенту: 37939
Опубліковано: 15.05.2001
Автори: Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Бедросова Лариса Василівна
МПК: B21J 1/04
Мітки: радіально-обтискних, спосіб, машинах, поковок, виготовлення
Текст:
...проході, 6 - на другому проході, 1-4 - камери бойків РОМ. lк1, lк2, lк3, lк4 - довжина калібрувальних ділянок, при цьому виконується нерівність lк1> lк2>lк3> lк4, l - величина подавання заготовки на початку кування, l¢ - величина подавання на проміжному стані кування, де l' > l, d3 - діаметр вихідної заготовки, d1 - умовний діаметр заготовки після першого проходу, d3 - d1 = Dd1 - величина обтиснення заготовки на першому проходу,...
Спосіб виготовлення порожнистих поковок і кувальний комплекс для його здійснення
Номер патенту: 96403
Опубліковано: 25.10.2011
Автор: Лазоркін Віктор Андрійович
МПК: B21K 21/00, B21J 1/04
Мітки: спосіб, кувальний, здійснення, порожнистих, виготовлення, комплекс, поковок
Формула / Реферат:
1. Спосіб виготовлення порожнистих поковок, що включає нагрівання порожнистої заготовки до температури деформації, установку в її порожнину оправки і наступне кування в чотирибойковому кувальному пристрої за один або кілька проходів одночасно чотирма бойками шляхом обтиснення із зсувними деформаціями в поперечній площині заготовки при кожному одиничному обтисненні, у процесі якого верхній бойок переміщається вниз, до нерухливого нижнього...
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Соколов Лев Миколайович, Кузнєцов Микола Миколайович, Михайленко Борис Омелянович
МПК: B21J 1/04
Мітки: виготовлення, пластин, типу, поковок, спосіб
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Попередній патент: Пристрій для усунення зависань у шахтних вапняково-випалювальних печах
Наступний патент: Спосіб одержання пінополіуретанів
Випадковий патент: Спосіб захисту рослин від бур'янів