Спосіб визначення поверхневих характеристик металургійних виробів, зокрема виробів, виготовлених методом безперервного лиття, та прокатних виробів, і пристрій для здійснення цього способу
Формула / Реферат
1. Спосіб ідентифікації металургійних виробів, виготовлених методом безперервного лиття, згідно з яким для ідентифікації виробу застосовують розпізнавання поверхневих ознак, який відрізняється тим, що одну з поверхонь (12, 13) розділення, які утворюються після розрізання заготовки (10), одержаної методом безперервного лиття, на частини (11), опромінюють принаймні двома, переважно трьома світлодіодами (21, 22, 23) з різними кольорами випромінювання, а саме - червоним та зеленим або червоним, зеленим та синім, зрізних напрямків, при цьому для фіксації поверхні виробу, яку опромінюють світлодіодами (21, 22, 23), застосовують одну чи дві цифрові камери (25, 25'), при цьому зображення чи точкові матриці, зафіксовані одною чи двома цифровими камерами (25, 25'), передають комп'ютеру (30) для ідентифікації відповідного металургійного виробу і визначення стану і структури поверхні, поверхневих дефектів, тріщин, шлакових включень чи подряпин, і записують для ідентифікації до банку (33) даних, при цьому для згаданих визначення та ідентифікації застосовують тривимірну топологію (fingerprint) і/або оптичне розпізнавання знаків (OCR).
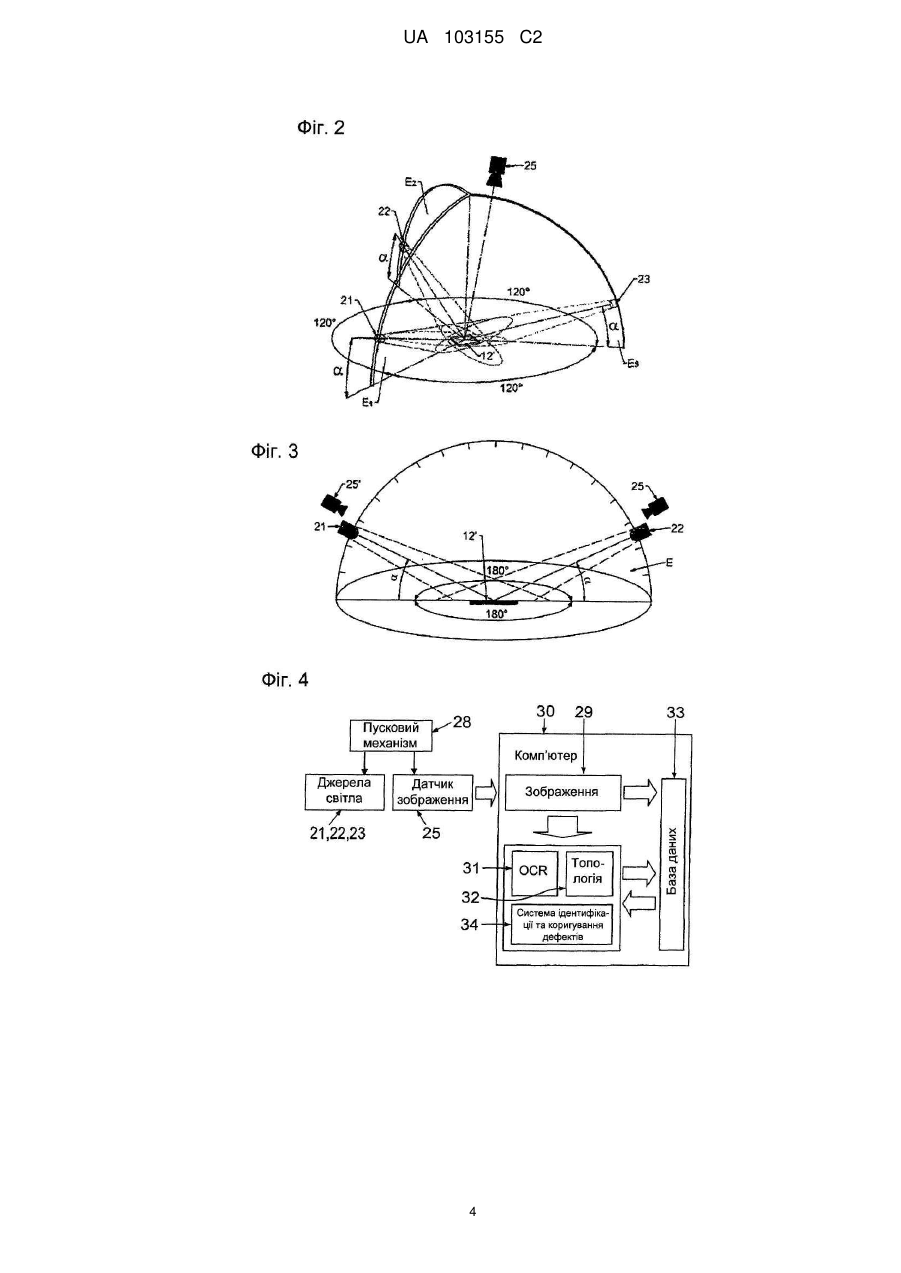
2. Спосіб за п. 1, який відрізняється тим, що застосовують три світлодіоди (21, 22, 23), які направляють на поверхню (12, 13) під однаковим кутом й розташовують у площинах (Е1, Е2, ЕЗ), що утворюють між собою кут 120° та перпендикулярні до поверхні (12, 13) виробу.
3. Спосіб за п. 1, який відрізняється тим, що застосовують два світлодіоди (21, 22, 23), направлені на поверхню (12, 13) під однаковим кутом й розташовані у загальній площині (Е), перпендикулярній до поверхні (12, 13) виробу.
4. Пристрій для ідентифікації металургійних виробів, виготовлених методом безперервного лиття, в якому для ідентифікації виробу застосовують розпізнавання поверхневих ознак, який відрізняється тим, що призначений для реалізації способу за будь-яким із пп.1-3 і містить:
щонайменше два, переважно три світлодіоди (21, 22, 23) випромінювання різного кольору, а саме червоного і зеленого або червоного, зеленого і синього, які розташовані у одній загальній чи у кількох площинах, перпендикулярних до поверхні (12, 13) виробу, що утворюються після розрізання заготовки (10), одержаної методом безперервного лиття, на частини (11);
одну чи дві цифрові камери (25, 25') для фіксації поверхні виробу, яка опромінена світлодіодами (21, 22, 23); а також
комп'ютер (30) для ідентифікації відповідного металургійного виробу та для визначення стану і структури поверхні, поверхневих дефектів, тріщин, шлакових включень або подряпин на основі зображень чи точкових матриць, зафіксованих однією чи двома камерами (25, 25'), та банк (33) даних для запису зображень чи точкових матриць, зафіксованих однією чи двома камерами (25, 25').
Текст
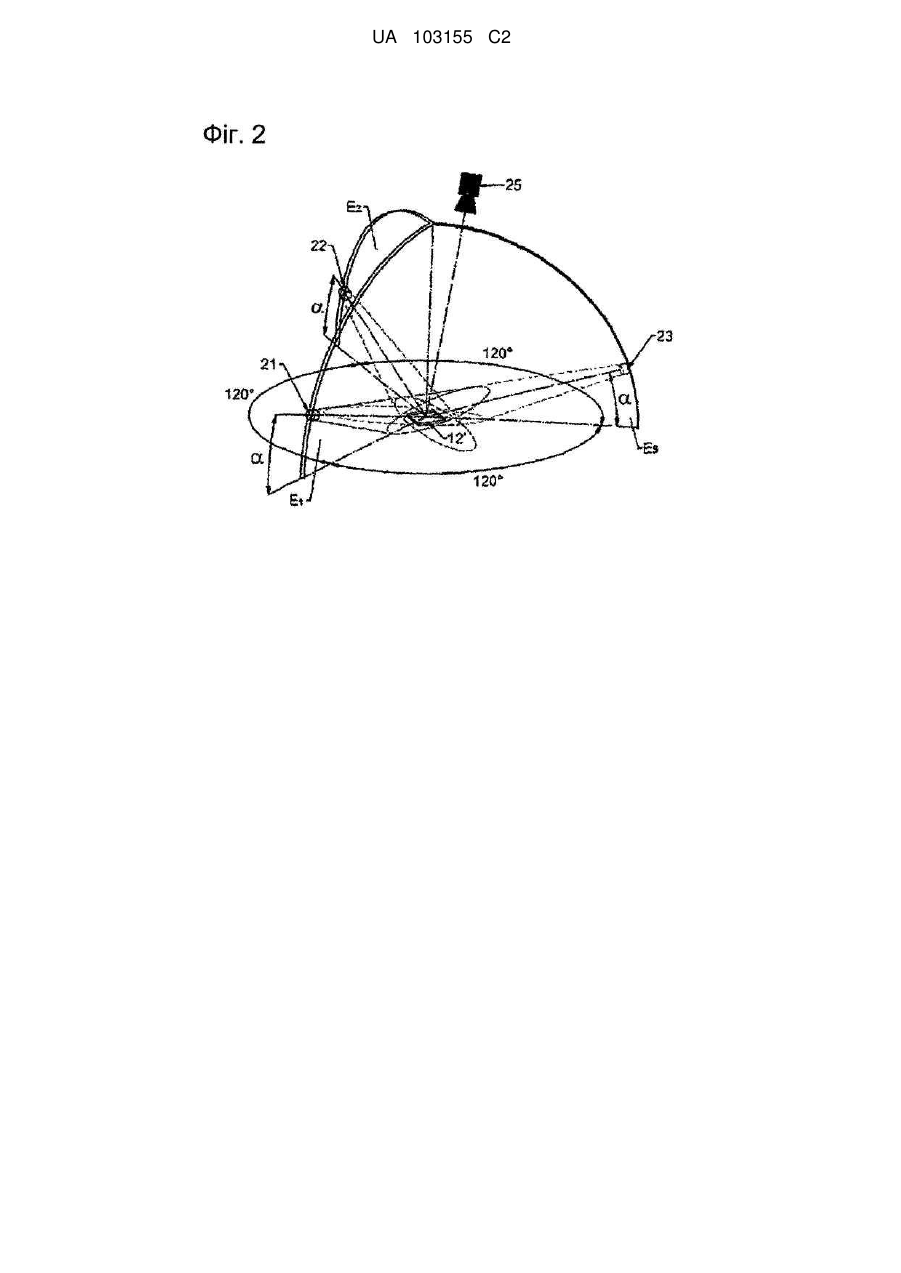
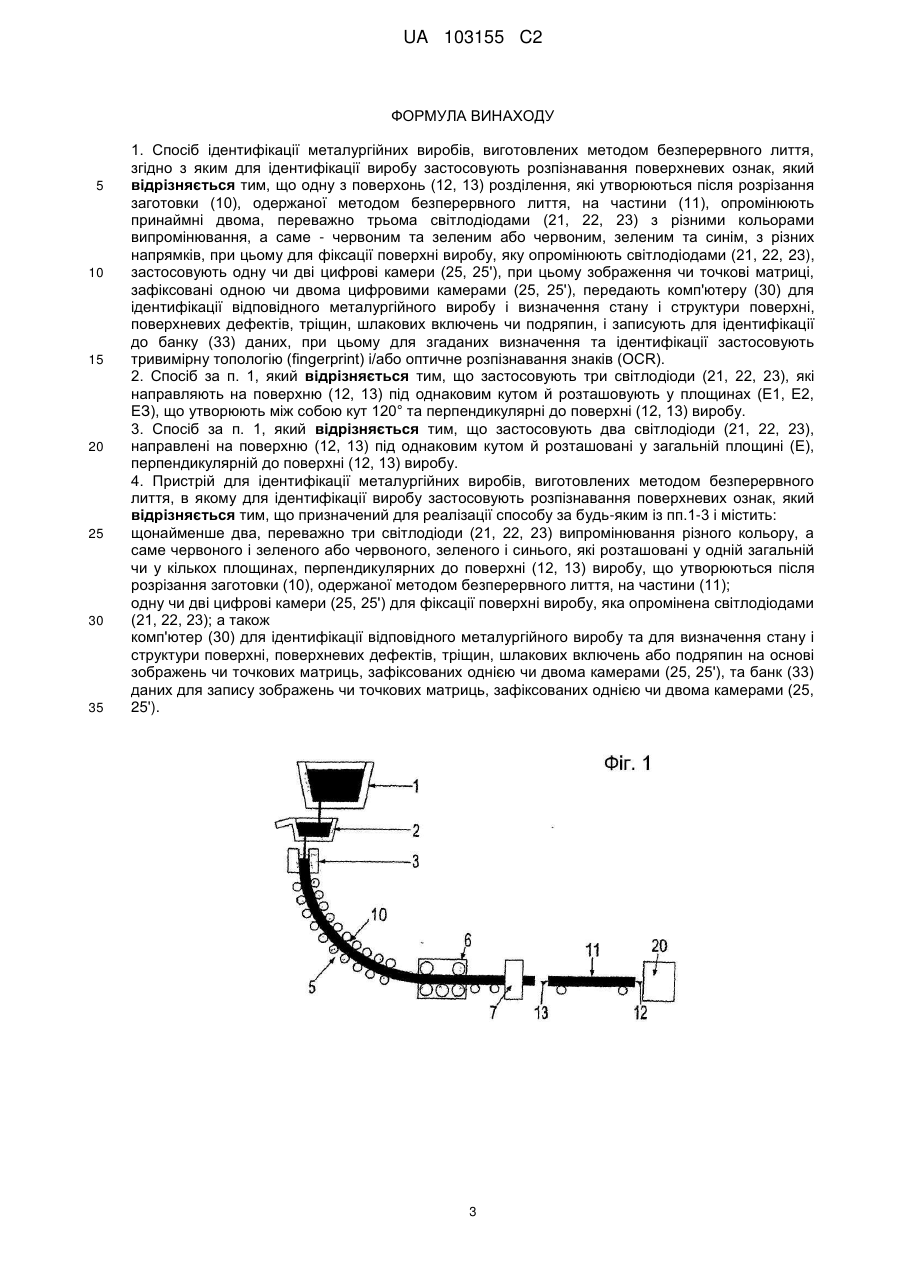
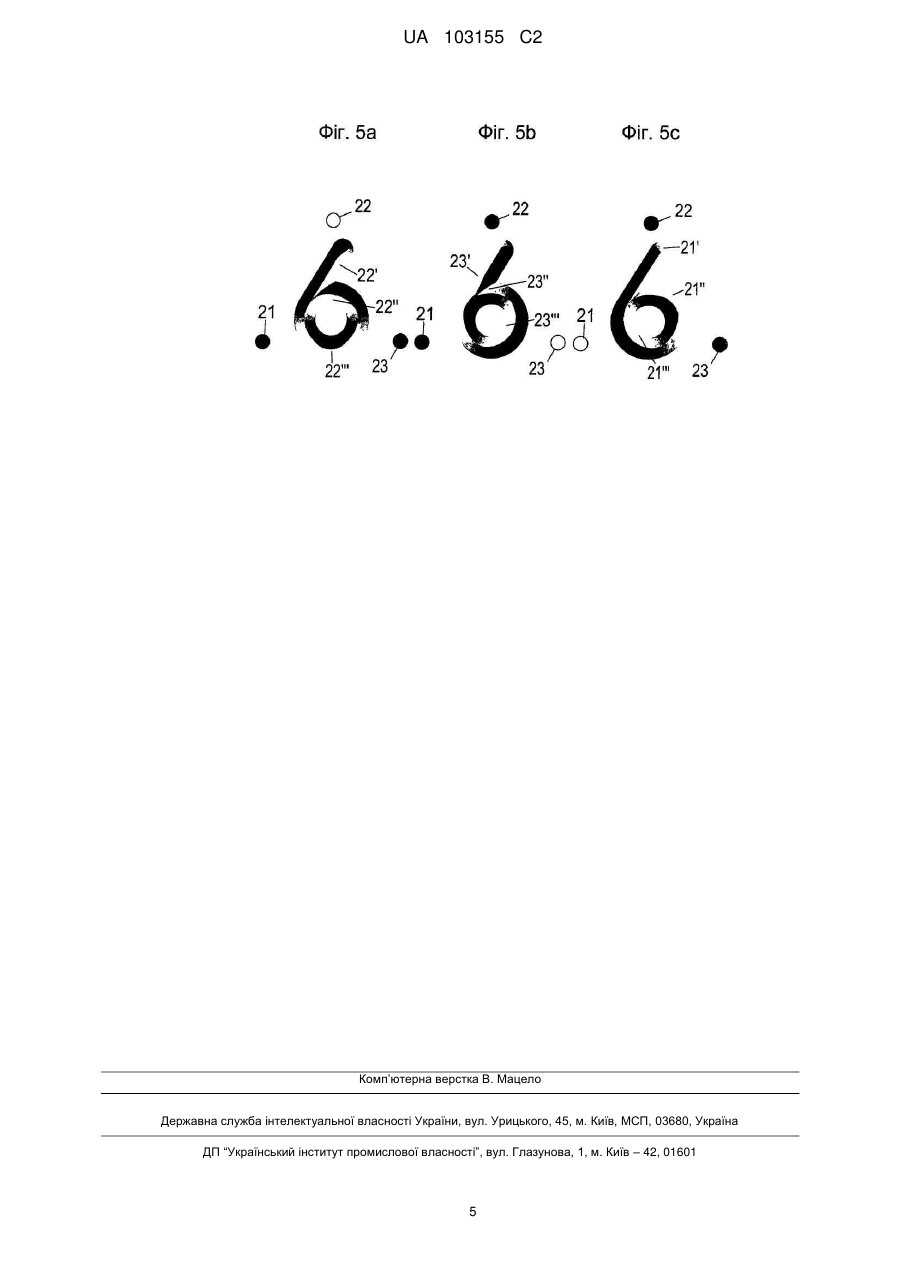
Реферат: Винахід стосується способу ідентифікації поверхневих характеристик металургійних виробів, зокрема виробів, виготовлених методом безперервного лиття, та прокатних виробів. Згідно з цим способом, визначена частина поверхні виробу (12, 12') освітлена принаймні двома джерелами випромінювання із різними довжинами хвиль у різних напрямках, і частина освітлюваної поверхні реєструється оптико-електронно. Використовувані як джерела випромінювання три джерела світла (21, 22, 23) орієнтуються по напрямку до поверхні виробу (12, 12) під певним кутом (α), розташовуються в трьох площинах (Е 1, Е2, Е3) з утворенням кута 120° між ними, перпендикулярних до поверхні виробу (12, 12'). Корисна інформація про металургійні вироби може бути визначена і збережена у цей спосіб протягом короткого часу, так що вироби можуть бути точно ідентифіковані для подальшої обробки, можуть визначатися властивості поверхні чи структура поверхні виробу. UA 103155 C2 (12) UA 103155 C2 UA 103155 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід стосується способу ідентифікації металургійних виробів, зокрема виробів, виготовлених методом безперервного лиття, та прокатних виробів, і пристрою для здійснення цього способу. Металургійні вироби, зокрема вироби, виготовлені методом безперервного лиття, прокатні вироби, такі як блюми, сляби або сутунки, болванки, листи, стрічки тощо досліджуються та реєструються у процесі виробництва та між наступними виробничими стадіями. З цією метою визначаються поверхневі характеристики, такі як, наприклад, спеціально нанесені марки або також інші якісно-релевантні характеристики, такі як, наприклад, поверхневі дефекти, що спостерігаються на відповідному виробі та мають до нього відношення. Для маркування інколи використовують маркувальні машини із маркувальним штампом і ударним пристроєм, відомі, наприклад, з WO 03/074295. У способі та пристрої для ідентифікації об'єкту відповідно до публікації WO 00/37926, об'єкт ідентифікації освітлений за допомогою принаймні двох джерел світла, встановлених у різних напрямках та під різними кутами, і камера виконує запис даного об'єкту та тіней, які утворюються завдяки джерелам світла, з попередньо визначених положень. Згідно з цими способом і пристроєм реєструється будь-яке відхилення зовнішньої форми об'єкта. Такий спосіб непридатний і не забезпечений умовами для запису поверхневих характеристик. Завданням даного винаходу є створення способу і пристрою для його втілення, які дозволяють надійно визначати та зберігати корисну інформацію про поверхневі характеристики металургійних виробів, зокрема виробів, виготовлених методом безперервного лиття, та прокатних виробів, в умовах виробництва. Це завдання вирішено у даному винаході завдяки способу і пристрою, ознаки яких викладені у пунктах 1 і 5 відповідно формули винаходу. Переважні втілення способу і пристрою відповідно до винаходу описані у залежних пунктах формули винаходу. Спосіб відповідно до винаходу дозволяє встановлювати та зберігати велику кількість корисної інформації про металургійні вироби у надзвичайно короткий проміжок часу, так що вони можуть бути правильно ідентифіковані для подальшої обробки. Надалі винахід описано детальніше за допомогою схематичних креслень, де на: Фіг. 1 Принципова схема установки безперервного лиття; Фіг. 2 Перше переважне втілення пристрою відповідно до винаходу для запису поверхні виробу; Фіг. 3 Друге переважне втілення пристрою відповідно до винаходу для запису поверхні виробу; Фіг. 4 Блок-схема пристрою відповідно до винаходу для ідентифікації металургійних виробів, зокрема виробів, виготовлених методом безперервного лиття, та Фіг. від 5а до 5с відповідні схематичні ілюстрації маркування, освітленого відповідними джерелами світла (цифра 6). Фіг. 1 схематично показує принципову схему відомої установки безперервного лиття, яка включає розливальний ківш 1, проміжний резервуар 2 (розливальний пристрій), прес-форму для лиття 3, що охолоджується водою, а також пристрій згинання 5 заготовки 10. Тут показано так звану установку згину гарячої заготовки 10, зігнутої елементом 5 шляхом прокатки притискними роликами 6 у горизонтальному напрямку. Після цього заготовка 10 розділяється на частини 11 на розподільчому елементі 7 (наприклад, різак чи ніж) - в залежності від профілю прес-форми для лиття 3 - зазначені частини являють собою блюми, сляби або сутунки, які потім будуть оброблені на вальцювальному станку для формування болванок, листів, стрічок тощо. Для ідентифікації або розпізнання виробів або напівфабрикатів 11, які, наприклад, переміщені далеко у перпендикулярному напрямку до площини креслення Фіг. 1, одна з двох поверхонь розділення 12, 13, утворена поділом заготовки 10, відповідно до Фіг. 1 це поверхня виробу 12, є оптично відзначеною для розпізнання завдяки пристрою 20 відповідно до винаходу, як буде описано далі за допомогою Фіг. 2-4. Відповідно до втілення винаходу, схематично показаного на Фіг. 2, поверхня виробу 12' (наприклад, вищезгадана поверхня розділення 12 блюму) освітлена за допомогою трьох джерел світла 21, 22, 23, розташованих у різних місцях. Всі три джерела світла 21, 22, 23, які розташовані на трьох площинах Е1 Е2, Е3 під кутом 120° одна до одної та перпендикулярні до поверхні виробу 12, і спрямовані під одним і тим самим кутом до поверхні виробу 12. Датчик зображення, переважно цифрова камера 25, за умови освітлення поверхні виробу 12 записує вибрану частину з відповідними тінями та відображеннями. Одержані у такий спосіб зображення і точкова матриця, крім інформації щодо ідентифікації виробу, містять велику кількість 1 UA 103155 C2 5 10 15 20 25 30 35 40 45 50 55 інформації про поверхневі властивості та поверхневу структуру, наприклад про поверхневі дефекти, тріщини, включення шлаків, подряпини тощо. Як видно з блок-схеми на Фіг. 4 зображення 29, одержане після запуску 28 освітлення та камери, записується до комп'ютера 30 і зберігається у базі даних 33, звідки воно може бути отримане у будь-який час для повторного розпізнавання. LED (світло-випромінюючі діоди), які мають суттєво більш тривалий термін служби та більшу ефективність у порівнянні, наприклад, із галогенними лампами, переважно використовуються в якості джерела світла 21, 22, 23. При використанні багатокольорових LED (та кольорової цифрової камери 25) досягається гарний результат. Особливо прийнятним є використання наступних кольорів освітлення: червоний, зелений, синій. При простому використанні багатокольорових LED, OCR (оптичне розпізнання символів) 31 є придатним в якості системи розпізнавання і реєстрації. При використанні RGB (Червоний/Зелений/Синій) LED, та обох OCR 31 і тривимірної топології (відбитку пальця) 32 можуть використовуватися в якості системи запису і розпізнання. Обидві системи ідентифікації та розпізнавання забезпечені системою ідентифікації та коригування дефектів 34. Пристрій 20, відповідно до винаходу, надає можливість точної реєстрації рухомих частин, наприклад виробу, виготовленого методом безперервного лиття. Найкращого контрасту досягають при відносно малому куті (приблизно 10°-20°). Інформація про тривимірну топологію може бути поліпшена за допомогою стереотехнології, а саме використанням двох камер. Дві камери також можуть сприяти поліпшенню контрастності зображень. Як видно з Фіг. 3, можна використовувати лише двокольорові LED 21, 22, наприклад, з кольорами освітлення червоним і зеленим, і погоджуватись з неповною інформацією про тривимірну топологію. При даному втіленні світло-випромінюючі діоди 21, 22 розташовані на спільній площині Е перпендикулярно до поверхні виробу 12'. Тут також замість одної окремої камери використано дві камери 25, 25', причому головною метою при цьому є покращення контрастності зображення при великих кутах , а не виготовлення стереозапису. Пристрій, відповідно до винаходу, надає можливість визначати та зберігати велику кількість корисної інформації про металургійні вироби, зокрема про вироби, виготовлені методом безперервного лиття, протягом дуже короткого проміжку часу, так що цей виріб може бути правильно ідентифікований для його подальшої обробки. Фіг. 5а і 5b показують приклад втілення відповідно до винаходу виконання маркування на поверхні виробу; це проілюстровано, наприклад, шляхом штампування цифри „6". У свою чергу три джерела світла 21, 22, 23, розташовані орієнтованими до центру під кутом 120°. Ці три джерела світла, відповідно, виробляють колір і тінь, як показано на цих фігурах. Як видно, на поперечному перерізі згадана цифра „6” утворює V-подібну форму, так що при яскравому освітленні від джерела світла 22 на верхній стороні виникає яскраве освітлення на освітлених поверхнях цієї цифри „6” у точках 22', 22", 22'". На Фіг. 5b включено джерело освітлення 23, яке забезпечує освітлення в точках 23', 23", 23'", і на Фіг. 5с джерело світла 21 забезпечує освітлення у точках 21', 21", 21'". Дане маркування виконано тут на цьому перерізі перед оптикоелектронним записуванням. Між даним маркуванням, наприклад, проштампованою цифрою „6” або подібним, освітленням даної цифри променями світла з різних напрямків, різних кольорів та з утвореннямвідповідних тіней досягається взаємодія, яка дозволяє здійснити особливо надійну оптикоелектронну ідентифікацію. Тому формування даного маркування є особливо доцільним, що забезпечує утворення особливо сильного та контрастного зображення, яке забезпечує захист від змішування. Це можуть бути класичні цифри або літери, але також і спеціально створені знаки, які відповідають даним бажаним вимогам. Одною з переваг, що досягаються таким чином, є те, що виконання простого маркування на частині поверхні виробу, призначеній для ідентифікації та розпізнання, дає можливість здійснити визначення багатьох різних ідентифікаційних характеристик. Теоретично, двох джерел світла достатньо. Але кориснішим є використання трьох джерел світла. Крім того, можна використовувати більше трьох джерел світла. Невидимі проміні, такі як інфрачервоні або подібні, також можуть використовуватись в якості джерел випромінювання. Пристрій також може бути виконаний портативним, і тому може мобільно встановлюватись у будь-якому місці на будь-який час. 60 2 UA 103155 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 1. Спосіб ідентифікації металургійних виробів, виготовлених методом безперервного лиття, згідно з яким для ідентифікації виробу застосовують розпізнавання поверхневих ознак, який відрізняється тим, що одну з поверхонь (12, 13) розділення, які утворюються після розрізання заготовки (10), одержаної методом безперервного лиття, на частини (11), опромінюють принаймні двома, переважно трьома світлодіодами (21, 22, 23) з різними кольорами випромінювання, а саме - червоним та зеленим або червоним, зеленим та синім, з різних напрямків, при цьому для фіксації поверхні виробу, яку опромінюють світлодіодами (21, 22, 23), застосовують одну чи дві цифрові камери (25, 25'), при цьому зображення чи точкові матриці, зафіксовані одною чи двома цифровими камерами (25, 25'), передають комп'ютеру (30) для ідентифікації відповідного металургійного виробу і визначення стану і структури поверхні, поверхневих дефектів, тріщин, шлакових включень чи подряпин, і записують для ідентифікації до банку (33) даних, при цьому для згаданих визначення та ідентифікації застосовують тривимірну топологію (fingerprint) і/або оптичне розпізнавання знаків (OCR). 2. Спосіб за п. 1, який відрізняється тим, що застосовують три світлодіоди (21, 22, 23), які направляють на поверхню (12, 13) під однаковим кутом й розташовують у площинах (Е1, Е2, ЕЗ), що утворюють між собою кут 120° та перпендикулярні до поверхні (12, 13) виробу. 3. Спосіб за п. 1, який відрізняється тим, що застосовують два світлодіоди (21, 22, 23), направлені на поверхню (12, 13) під однаковим кутом й розташовані у загальній площині (Е), перпендикулярній до поверхні (12, 13) виробу. 4. Пристрій для ідентифікації металургійних виробів, виготовлених методом безперервного лиття, в якому для ідентифікації виробу застосовують розпізнавання поверхневих ознак, який відрізняється тим, що призначений для реалізації способу за будь-яким із пп.1-3 і містить: щонайменше два, переважно три світлодіоди (21, 22, 23) випромінювання різного кольору, а саме червоного і зеленого або червоного, зеленого і синього, які розташовані у одній загальній чи у кількох площинах, перпендикулярних до поверхні (12, 13) виробу, що утворюються після розрізання заготовки (10), одержаної методом безперервного лиття, на частини (11); одну чи дві цифрові камери (25, 25') для фіксації поверхні виробу, яка опромінена світлодіодами (21, 22, 23); а також комп'ютер (30) для ідентифікації відповідного металургійного виробу та для визначення стану і структури поверхні, поверхневих дефектів, тріщин, шлакових включень або подряпин на основі зображень чи точкових матриць, зафіксованих однією чи двома камерами (25, 25'), та банк (33) даних для запису зображень чи точкових матриць, зафіксованих однією чи двома камерами (25, 25'). 3 UA 103155 C2 4 UA 103155 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюRauber, Tobias
Автори російськоюРаубэр Тобиас
МПК / Мітки
МПК: G06K 9/20, G06K 7/10, B21C 51/00, G01N 21/88
Мітки: спосіб, методом, металургійних, прокатних, здійснення, лиття, характеристик, виготовлених, способу, безперервного, поверхневих, пристрій, цього, зокрема, виробів, визначення
Код посилання
<a href="https://ua.patents.su/7-103155-sposib-viznachennya-poverkhnevikh-kharakteristik-metalurgijjnikh-virobiv-zokrema-virobiv-vigotovlenikh-metodom-bezperervnogo-littya-ta-prokatnikh-virobiv-i-pristrijj-dlya-zdijjsnen.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення поверхневих характеристик металургійних виробів, зокрема виробів, виготовлених методом безперервного лиття, та прокатних виробів, і пристрій для здійснення цього способу</a>
Спосіб безперервного лиття тонкої смуги і установка для здійснення способу
Номер патенту: 55524
Опубліковано: 15.04.2003
Автори: Екерсторфер Геральд, Хохенбіхлер Геральд
МПК: B22D 11/16, B22D 11/06
Мітки: спосіб, способу, тонкої, безперервного, здійснення, лиття, установка, смуги
Формула / Реферат:
1. Спосіб безперервного лиття тонкої смуги (1), зокрема сталевої смуги, переважно товщиною менше 10 мм, в двовалковому технологічному процесі, по якому розплав металу (7) заливають в утворений двома ливарними валками (2) ливарний зазор (3) по товщині смуги (1), що відливається, з утворенням ванни розплаву (6), а поверхні (11) ливарних валків (2) над ванною розплаву (6) обдувають інертним газом або сумішшю інертних газів, який відрізняється...
Спосіб визначення хімічного складу та коефіцієнта ліквації осьової зони металу, отриманого методом безперервного лиття
Номер патенту: 20369
Опубліковано: 15.01.2007
Автори: Александров Валерій Дмитрович, Крейденко Фіра Семенівна, Троцан Анатолій Іванович, Бєлов Борис Федорович, Бродецький Ігор Леонідович, Кислиця Вячеслав Володимирович, Карлікова Яна Петрівна, Іценко Анатолій Іванович
МПК: G01N 33/20
Мітки: отриманого, металу, визначення, осьової, спосіб, ліквації, зони, коефіцієнта, безперервного, хімічного, складу, методом, лиття
Формула / Реферат:
Спосіб визначення хімічного складу і коефіцієнта ліквації осьової зони металу, отриманого методом безперервного лиття, що включає руйнування стандартних ударних зразків з V-подібним концентратором, охолоджених при температурі -196 °С, ударним вигином і визначення вмісту хімічних елементів на поверхні руйнування, що пройшла по осьовій зоні, який відрізняється тим, що на зразок додатково до V-подібного концентратора по центру осьової зони...
Пристрій для передачі виготовлених методом безперервного розливання плоских заготовок
Номер патенту: 95558
Опубліковано: 10.08.2011
Автор: Ліповскі Майкл
МПК: B22D 11/12, B22D 11/14
Мітки: виготовлених, передачі, пристрій, методом, безперервного, заготовок, плоских, розливання
Формула / Реферат:
1. Пристрій для проведення виготовлених методом безперервного розливання плоских заготовок із розташованих паралельно та на однаковій відстані одна від одної ліній безперервного розливання на розташовану у продовженні однієї з ліній безперервного розливання окрему виробничу лінію, який відрізняється тим, що містить виконаний з можливістю покрокового пересування у поперечному напрямку між кінцями ліній безперервного розливання та початком...
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: здійснення, виробів, бетонних, спосіб, пристрій, форми, лиття, виготовлення
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Спосіб безперервного лиття тонких металевих виробів та пристрій для його здійснення
Номер патенту: 27956
Опубліковано: 16.10.2000
Автори: Делассус П'єр, БАРБЕ Жак, Вендевіль Люк
МПК: B22D 11/06
Мітки: спосіб, виробів, лиття, металевих, пристрій, безперервного, здійснення, тонких
Текст:
...изобретением и применения этого устройства, данного в качестве примера В описании даются ссылки на рисунки, среди которых фиг 1, на которой представлен частичный схематический вид в разрезе литейной установки в соответствии с предлагаемым изобретением, фиг 2, на которой схематически представлен фронтальный вид стенки перекрытия литейного пространства установки в соответствии с предлагаемым изобретением и ее опоры На схеме,...
Попередній патент: Hla-a1101-обмежений пептид wt1 і фармацевтична композиція, яка містить його
Наступний патент: Вдосконалена дерев’яна бочка
Випадковий патент: Пристрій для вимірювань постійних і змінних електричних напруг та поляризаційного потенціалу