Пристрій для передачі виготовлених методом безперервного розливання плоских заготовок
Формула / Реферат
1. Пристрій для проведення виготовлених методом безперервного розливання плоских заготовок із розташованих паралельно та на однаковій відстані одна від одної ліній безперервного розливання на розташовану у продовженні однієї з ліній безперервного розливання окрему виробничу лінію, який відрізняється тим, що містить виконаний з можливістю покрокового пересування у поперечному напрямку між кінцями ліній безперервного розливання та початком виробничої лінії модуль, який має три місця для укладання плоских заготовок, причому обидва зовнішні місця для укладання розташовані одне від одного на відстані, що дорівнює відстані між лініями безперервного розливання, а третє місце для укладання розташоване між ними, та який відповідно виконаний з можливістю пересування у поперечному напрямку на відстань, що дорівнює половині відстані між лініями безперервного розливання.
2. Пристрій за п. 1, який відрізняється тим, що довжина місць для укладання на модулі відповідає щонайменше довжині плоских заготовок.
3. Пристрій за п. 1 або п. 2, який відрізняється тим, що місця для укладання виконані як печі для теплової витримки.
Текст
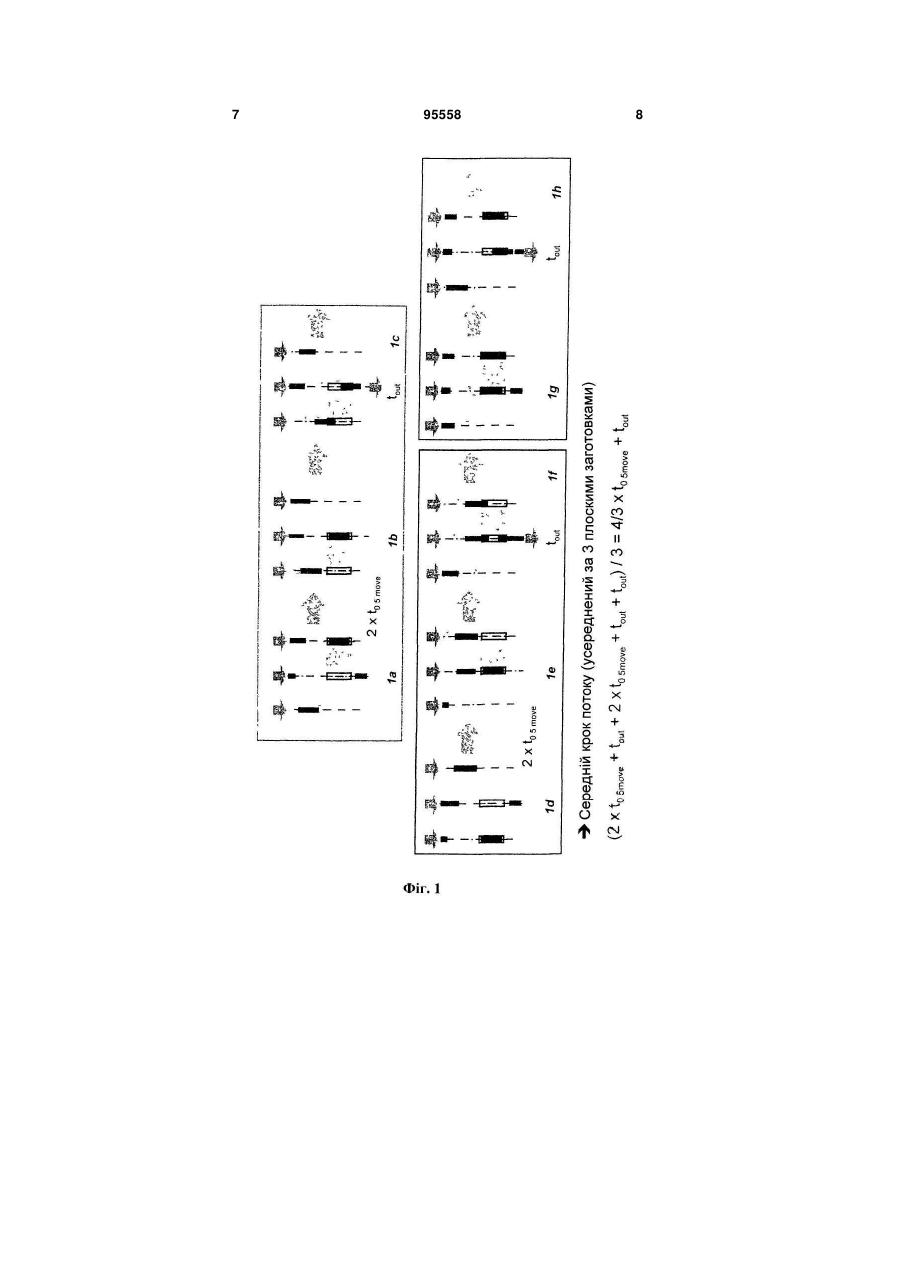
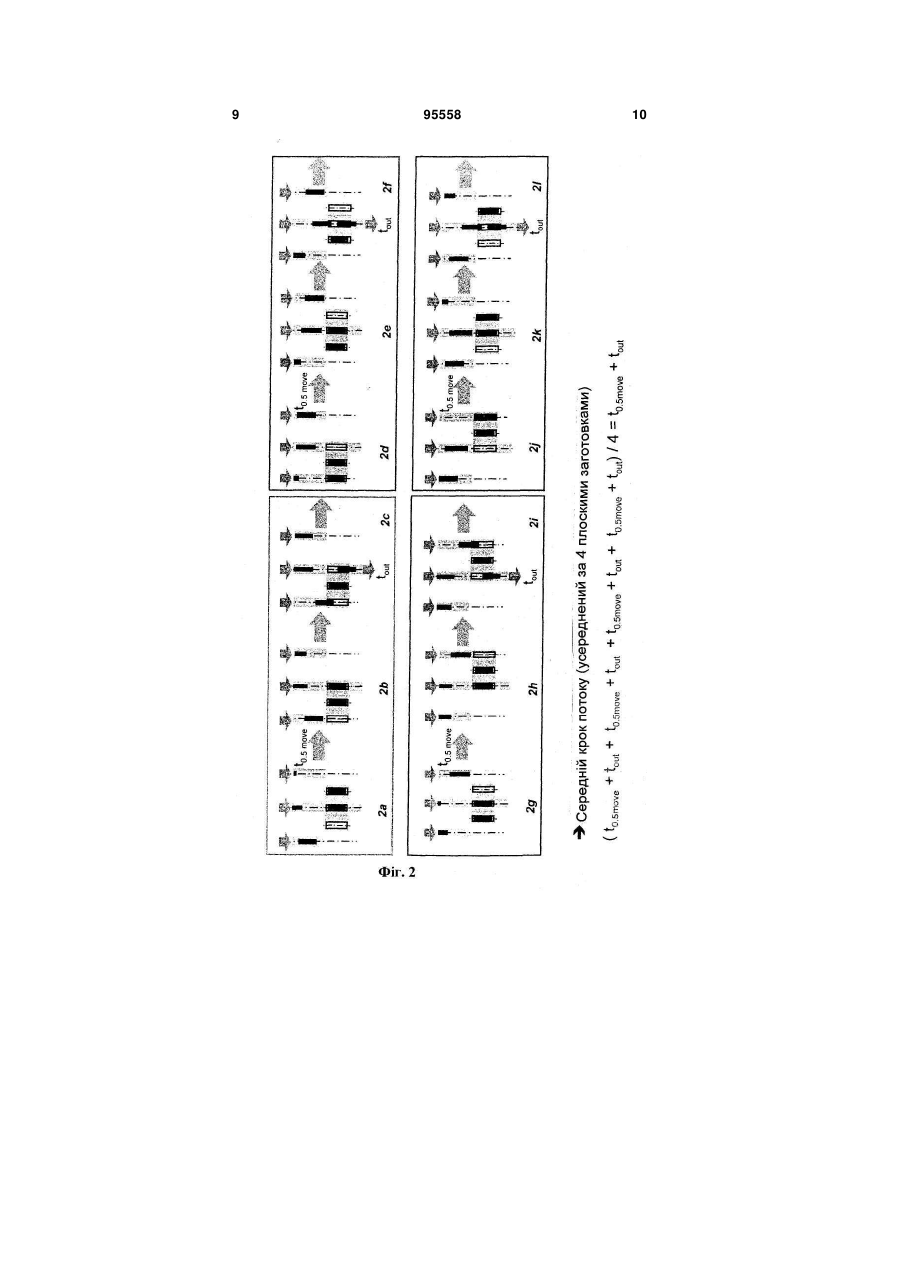
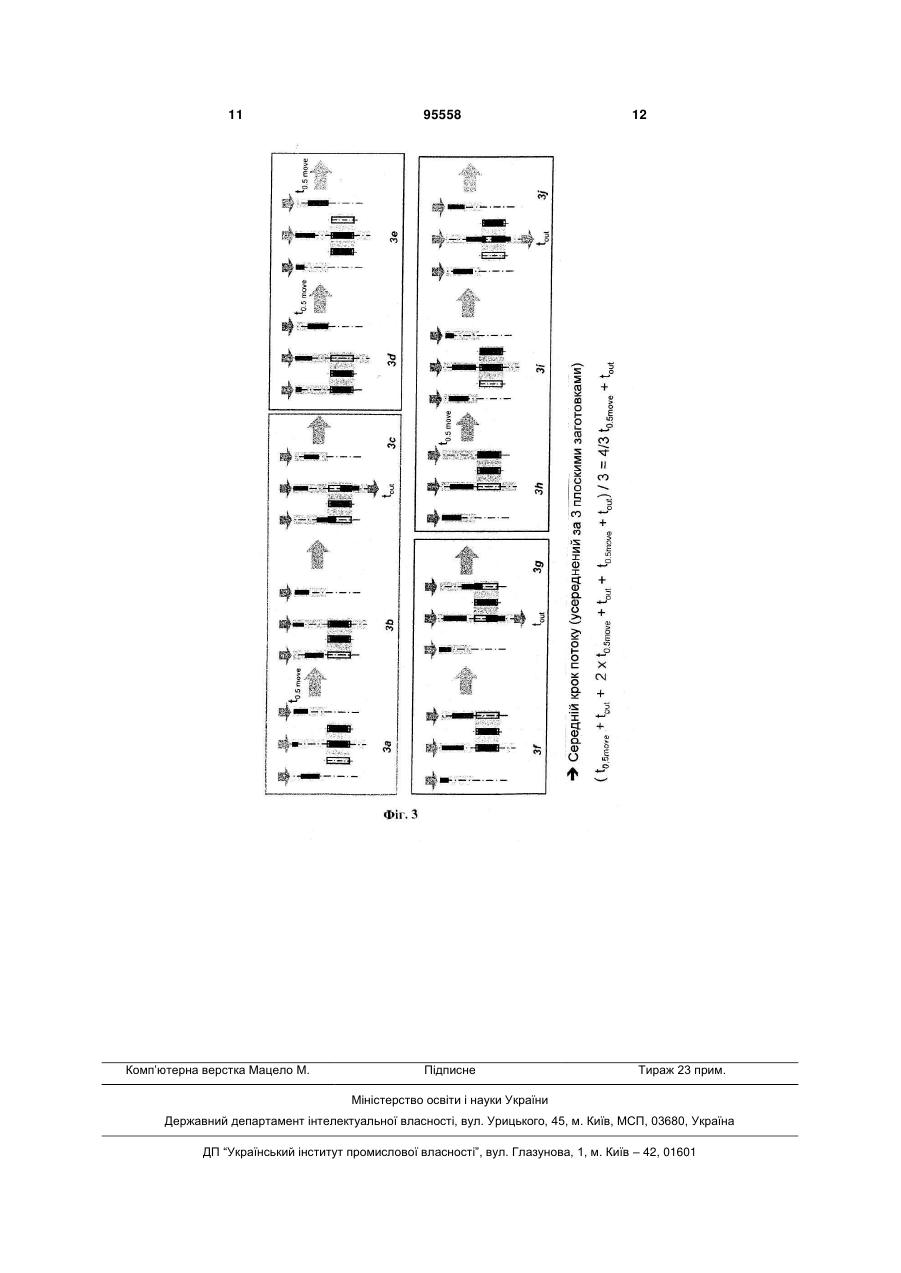
1. Пристрій для проведення виготовлених методом безперервного розливання плоских заготовок із розташованих паралельно та на однаковій відстані одна від одної ліній безперервного розливання на розташовану у продовженні однієї з ліній C2 1 3 Якщо, наприклад, необхідна зміна вальців на чистовій лінії, то механізм подачі на рукавах безперервного розливання повинен служити як буфер. Якщо він повинен бути потім демонтований, то при великому кроці потоку потрібні істотні витрати за часом. До цього слід додати, що центральний рукав безперервного розливання за рахунок розташування поворотного модуля виявляється коротшим і, таким чином, надає менше простору у разі затору або меншу буферну порожнину. За рахунок дворазового реверсування при передачі на поворотний модуль або при подальшій подачі на чистову лінію збільшується тривалість перебування у пічній системі і, тим самим, утворення окалини. Унаслідок великих втрат на окалину зменшується вихід готової продукції, при цьому також необхідно зважати на вплив, який робиться на якість продукції. В основі винаходу лежить задача створення пристрою для передачі або подальшої подачі виконаних методом безперервного розливання плоских заготовок, який працює із значно меншим кроком потоку, так що виробничий процес установки безперервного розливання може бути краще узгоджений з виробничим процесом чистової лінії. Дана задача вирішується відповідно до винаходу за допомогою модуля, який виконаний з можливістю покрокового переміщення у поперечному напрямку між кінцями рукавів безперервного розливання та початком виробничої лінії і має місця для укладання, що служать для приймання або видачі плоских заготовок. Це рішення передбачає два альтернативні варіанти здійснення, а саме, з одного боку, модуль може мати два місця для укладання, розташовані один від одного на відстані, відповідній відстані між рукавами безперервного розливання, причому у цьому випадку модуль відповідно виконаний з можливістю переміщення у поперечному напрямку на відстань, дорівнюючу відстані між рукавами безперервного розливання. З іншого боку, модуль може мати три місця для укладання, причому обидва зовнішні місця для укладання розташовуються один від одного на відстані, дорівнюючій відстані між рукавами безперервного розливання, і між ними передбачено третє місце для укладання. У такому випадку модуль виконаний з можливістю переміщення у поперечному напрямку на відстань, дорівнюючу половині відстані між рукавами безперервного розливання. Довжина місць для укладання на модулі повинна відповідати, щонайменше, довжині плоских заголовок. Відповідно до переважного варіанта здійснення винаходу місця для укладання можуть бути виконані як печі для теплової витримки. Перевагою вищезгаданих рішень є зменшення кроку потоку, що стає очевидним при розгляді подальшого пояснення. Якщо виходити з першого прикладу здійснення винаходу, то у даному випадку передбачено три рукави безперервного розливання, розташовані на однаковій відстані один від одного, тобто поряд один з одним. Центральний рукав безперервного 95558 4 розливання сполучений з чистовою лінією, тобто центральний рукав безперервного розливання вирівняний по чистовій лінії. Модуль має два так званих місця для укладання, бічний зазор між якими на модулі відповідає відстані між рукавами безперервного розливання. Модуль виконаний з можливістю пересування у поперечному напрямку між кінцем рукавів безперервного розливання та початком чистової лінії, і притому, покроково, тобто при поперечному переміщенні місце для укладання на модулі завжди вирівняне з чистовою лінією або з виробничою лінією, а друге місце для укладання вирівняне з одним із бічних рукавів безперервного розливання. Покрокове переміщення означає, таким чином, що модуль виконаний з можливістю переміщення на відстань, дорівнюючу відстані між рукавами безперервного розливання, до того ж у поперечному напрямку. Якщо раніше зазначалося про два місця для укладання на модулі, то ця ситуація включає, природно, і таку можливість, що два модулі сполучені відповідно з одним місцем для укладання, так що при переміщенні вони поводяться як єдиний блок. Далі описується також, яким чином можуть бути виконані окремі переміщення. Згаданий вище другий альтернативний варіант здійснення винаходу передбачає наявність модуля з трьома місцями для укладання, причому обидва зовнішні місця для укладання розташовуються один від одного на відстані, яка відповідає відстані між рукавами безперервного розливання. При такому вирішенні модуль також переміщається покроково, однак, відповідно на відстань, дорівнюючу половині відстані між рукавами безперервного розливання, так що у кожен момент часу постійно одне з місць для укладання вирівняне по рукаву безперервного розливання, а інше місце для укладання вирівняне по чистовій лінії або по виробничій лінії. І в даному випадку модуль, природно, може складатися із сполучених один з одним окремих модулів. Це рішення стосовно кроку потоку є оптимальним, що пізніше повинне бути ще пояснене при розгляді можливостей переміщення. Привабливим у даному вирішенні є, проте, ще й перевага у тому, що центральний рукав безперервного розливання, у разі потреби, може приводитися в дію удвічі частіше, ніж обидва бічні рукави безперервного розливання. Це, наприклад, відкриває можливість для того, щоб обробляти у центральному рукаві безперервного розливання більш короткі плоскі заготовки або ж обирати більш високу швидкість подачі у цьому рукаві безперервного розливання у порівнянні з обома бічними рукавами безперервного розливання. У випадку утворення затору за допомогою використання даного рішення, відповідно до винаходу, можна домогтися також різної за швидкістю обробки в окремих рукавах безперервного розливання. 5 Для подальшого розуміння винаходу процес руху для обох варіантів здійснення повинен бути пояснений з посиланням на креслення, причому на кресленнях пристрій представлений лише схематично, з трьома рукавами безперервного розливання та одним модулем. Перш за все, виходять з першого альтернативного варіанта, при якому відстань між місцями для укладання на модулі відповідає відстані між рукавами безперервного розливання, так на фрагменті 1а Фіг.1 видно, що модуль розташовується перед центральним та перед правим рукавами безперервного розливання. У центрі плоска заготовка передана на чистову лінію, тоді як з правого рукава безперервного розливання завантажена плоска заготовка. Потім модуль переміщається на один крок ліворуч (1b), так що, з однієї сторони, у центрі плоска заготовка знову може передаватися, а, з іншої сторони, зліва плоска заготовка приймається. Фрагмент 1f Фіг.1 демонструє одночасне завантаження обох місць для укладання з центрального та правого рукавів безперервного розливання, при одночасній передачі плоскої заготовки, яка ще знаходиться на модулі, на чистову лінію. Зрозуміло, що при відповідній поведінці модуля і порядок передачі плоскої заготовки на чистову лінію може змінюватися, якщо відбувається приймання нової плоскої заготовки, проте за рахунок переїзду центрального рукава безперервного розливання або чистової лінії приймається ще й друга плоска заготовка, і вона знову потім, перш за все, передається. У варіанті здійснення винаходу відповідно до Фіг. 1 1а-1h виявляється середній крок потоку (усереднений за 3 плоскими заготовками): (2 x t0,5move+tout+2 x t0,5move+tout+tout)/3-4/3 x t0,5move+tout На фрагментах фіг. 2 показаний принцип дії модуля, що має три рукави безперервного розли 95558 6 вання, причому обидва зовнішні місця для укладання розташовуються один від одного на відстані, дорівнюючій відстані між рукавами безперервного розливання, а третє місце для складування розташовується між ними. При цьому для досягнення наступного змінного положення, тобто положення приймання або положення передачі, потрібне переміщення на відстань, дорівнюючу половині відстані між рукавами безперервного розливання. При цьому фрагмент 2b демонструє положення приймання для третьої плоскої заготовки з лівого рукава безперервного розливання, а фрагмент 2с - приймання у лівому місці для укладання та одночасну передачу на чистову лінію з правого місця для укладання. Інші варіанти зміни положення можна побачити на підставі інших креслень, так що на цьому не варто зупинятися детально. Середній крок потоку (усереднений за 4 плоскими заготовками) виявляється на підставі: (t0,5move+tout+t0,5move+tout+ t0,5move+tout+t0,5move+tout)/4=t0,5move+tout На завершення слід вказати на варіант відповідно до Фіг. 3, причому на фрагментах 3a-3j креслень наочно видно процес руху у цілому та окремі процеси передачі плоских заготовок. І в даному випадку середній крок потоку (усереднений за 3 плоскими заготовками) може бути показаний за допомогою: (t0,5move+tout+2 x t0,5move+tout+t0,5move+tout)/3=4/3 t0,5move+tout Слід, проте, згадати ще й про те, що у попередньому описі постійно застосовувалося поняття "плоска заготовка". Рішення відповідно до винаходу придатне, проте, і для напівфабрикатів смуг, або для передачі або подальшого проведення інших виробів, з якими проводяться маніпуляції у порівнянних виробничих процесах. 7 95558 8 9 95558 10 11 Комп’ютерна верстка Мацело М. 95558 Підписне 12 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for transferring continuous casting slabs
Автори англійськоюLipowski, Michael
Назва патенту російськоюУстройство для передачи изготовленных методом непрерывной разливки плоских заготовок
Автори російськоюЛиповски Майкл
МПК / Мітки
МПК: B22D 11/12, B22D 11/14
Мітки: методом, безперервного, розливання, плоских, пристрій, заготовок, передачі, виготовлених
Код посилання
<a href="https://ua.patents.su/6-95558-pristrijj-dlya-peredachi-vigotovlenikh-metodom-bezperervnogo-rozlivannya-ploskikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для передачі виготовлених методом безперервного розливання плоских заготовок</a>
Спосіб та пристрій для встановлення відносно заготовки щонайменше одного роликового сегмента напрямного пристрою для заготовки, виготовленої методом безперервного розливання
Номер патенту: 88241
Опубліковано: 25.09.2009
Автори: Вейєр Аксель, Классен Ханс Езау, Штольп Крістіан
МПК: B21B 37/00, B22D 11/12, B22D 11/20
Мітки: безперервного, щонайменше, заготовки, пристрою, напрямного, пристрій, одного, встановлення, роликового, розливання, методом, спосіб, відносної, сегмента, виготовленої
Формула / Реферат:
1. Спосіб встановлення відносно заготовки щонайменше одного роликового сегмента (110) напрямного пристрою (100) для слябової заготовки, яка відливається, причому роликовий сегмент має верхню і нижню роликоопори (114, 112), які підтримують відповідно щонайменше один ролик (116, 118) для направлення заготовки (200) між роликами, і, причому, правій і лівій стороні роликового сегмента (110), при розгляді в напрямку переміщення матеріалу, наданий...
Установка безперервного розливання для сортових або блюмових сталевик заготовок
Номер патенту: 90879
Опубліковано: 10.06.2010
Автори: Кава Франц, Реріг Адальберт
МПК: B22D 11/043, B22D 11/00, B22D 11/04, B22D 11/041
Мітки: сталевик, безперервного, розливання, установка, сортових, блюмових, заготовок
Формула / Реферат:
1. Установка безперервного розливання сортових або блюмових сталевих заготовок, з по суті прямокутним поперечним перерізом, при цьому лінії периметра поперечного перерізу порожнини форми кристалізатора (4, 11, 62) в кутових областях оснащені плавними переходами (12, 13, 23, 51, 67, 68), а за кристалізатором (4, 11, 62) у напрямку руху заготовки передбачена зона повторного охолоджування з розпилювальними форсунками (9), причому порожнина...
Живильний стакан для безперервного розливання сталі
Номер патенту: 66891
Опубліковано: 15.06.2004
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/10, B22D 41/50
Мітки: безперервного, розливання, сталі, стакан, живильний
Формула / Реферат:
1. Живильний стакан для безперервного розливання сталі, що включає корпус з металопровідним каналом і антиклоггінгове покриття, виконане в каналі, який відрізняється тим, що додатково включає індуктор, розташований на корпусі, а антиклоггінгове покриття виконано на поверхні металопровідного каналу з матеріалу, температура плавлення якого перевищує температуру розливання сталі.2. Живильний стакан за п.1, який відрізняється тим, що...
Електромагнітний гальмовий пристрій для сталевого розплаву, що надходить у кристалізатор установки безперервного розливання
Номер патенту: 77442
Опубліковано: 15.12.2006
Автор: Ебервайн Клаус-Петер
МПК: B22D 11/11, B22D 11/16, B22D 11/115
Мітки: кристалізатор, електромагнітний, установки, пристрій, безперервного, розплаву, сталевого, надходить, розливання, гальмовий
Формула / Реферат:
1. Електромагнітний гальмовий пристрій для сталевого розплаву, що надходить у кристалізатор установки безперервного розливання, який складається щонайменше з однієї, розташованої на кожній широкій стороні кристалізатора котушки (3) з феромагнітним осердям (5), а також щонайменше одного, відповідного осердю ярма (7), який відрізняється тим, що електромагнітний гальмовий пристрій має можливість засування і висування в і на кристалізатор...
Спосіб безперервного розливання тонких металевих штаб і установка безперервного розливання
Номер патенту: 92049
Опубліковано: 27.09.2010
Автори: Бейєр-Штайнхауер Хольгер, Більген Крістіан, Хенніг Вольфганг
МПК: B22D 11/12, B21B 1/46
Мітки: штаб, спосіб, безперервного, розливання, тонких, установка, металевих
Формула / Реферат:
1. Спосіб безперервного розливання тонких металевих штаб (1) в установці безперервного розливання (2), при якому штаба з кристалізатора (3) виходить вертикально вниз, при цьому металеву штабу (1) згинають з вертикального напрямку (V) в горизонтальному напрямку (Н), при цьому за допомогою пар (4, 5, 6, 7, 8, 9, 10) роликів тягнучого пристрою здійснюють опору, транспортування і/або пластичну деформацію штаби, причому щонайменше одна пара (8,...
Попередній патент: Комплексний біопрепарат “аскольдія” для обробки рослин
Наступний патент: Наплавлена зносостійка сталь
Випадковий патент: Штамп суміщеної дії для витяжки деталей з листової заготовки