Спосіб індукційного нагріву для ремонту металевих елементів автомобільних конструкцій
Номер патенту: 103494
Опубліковано: 25.12.2015
Автори: Батигін Юрій Вікторович, Сабокар Олег Сергійович, Чаплигін Євген Олександрович, Гнатов Андрій Вікторович

Формула / Реферат
1. Спосіб індукційного нагріву для ремонту металевих елементів автомобільних конструкцій, а саме кузовних конструкцій транспортних засобів, для видалення вм'ятини за рахунок усадки металу та зняття внутрішніх залишкових напруженостей, та роз'єднання різьбових з'єднань за рахунок їх розширення та руйнації контактного корозійного шару, який відрізняється тим, що нагрів металевих елементів автомобільних конструкцій виконують за допомогою індуктора-інструмента, який розміщують на поверхні елемента, що нагрівається, і змінне електромагнітне поле якого збуджує індуковані струми Фуко, які є джерелом теплової енергії.
2. Спосіб за п. 1 який відрізняється тим, що індуктор-інструмент включається у вторинну обмотку імпульсного трансформатора, первинна обмотка якого є конструктивною складовою джерела змінної напруги та забезпечує резонансні режими його роботи.
Текст
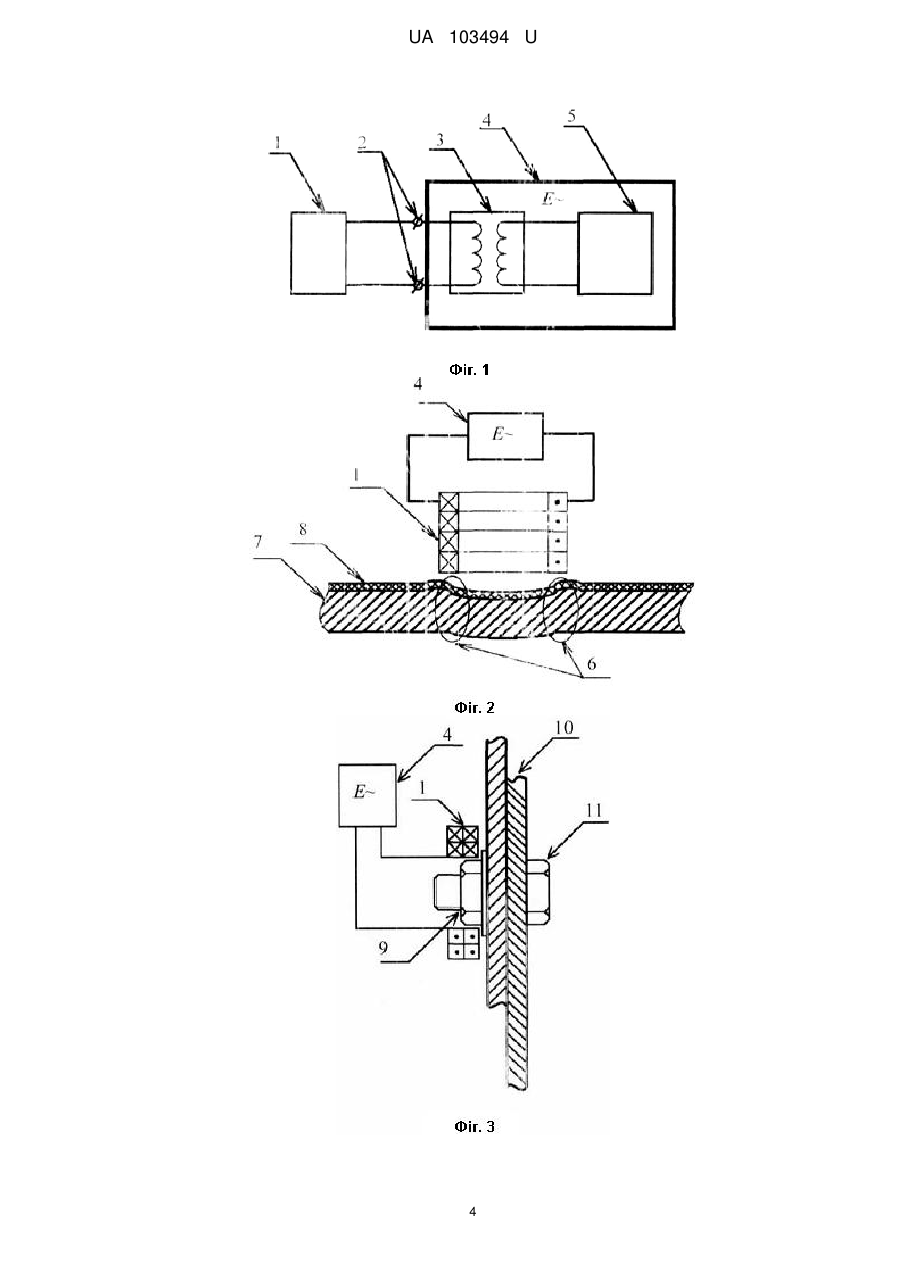
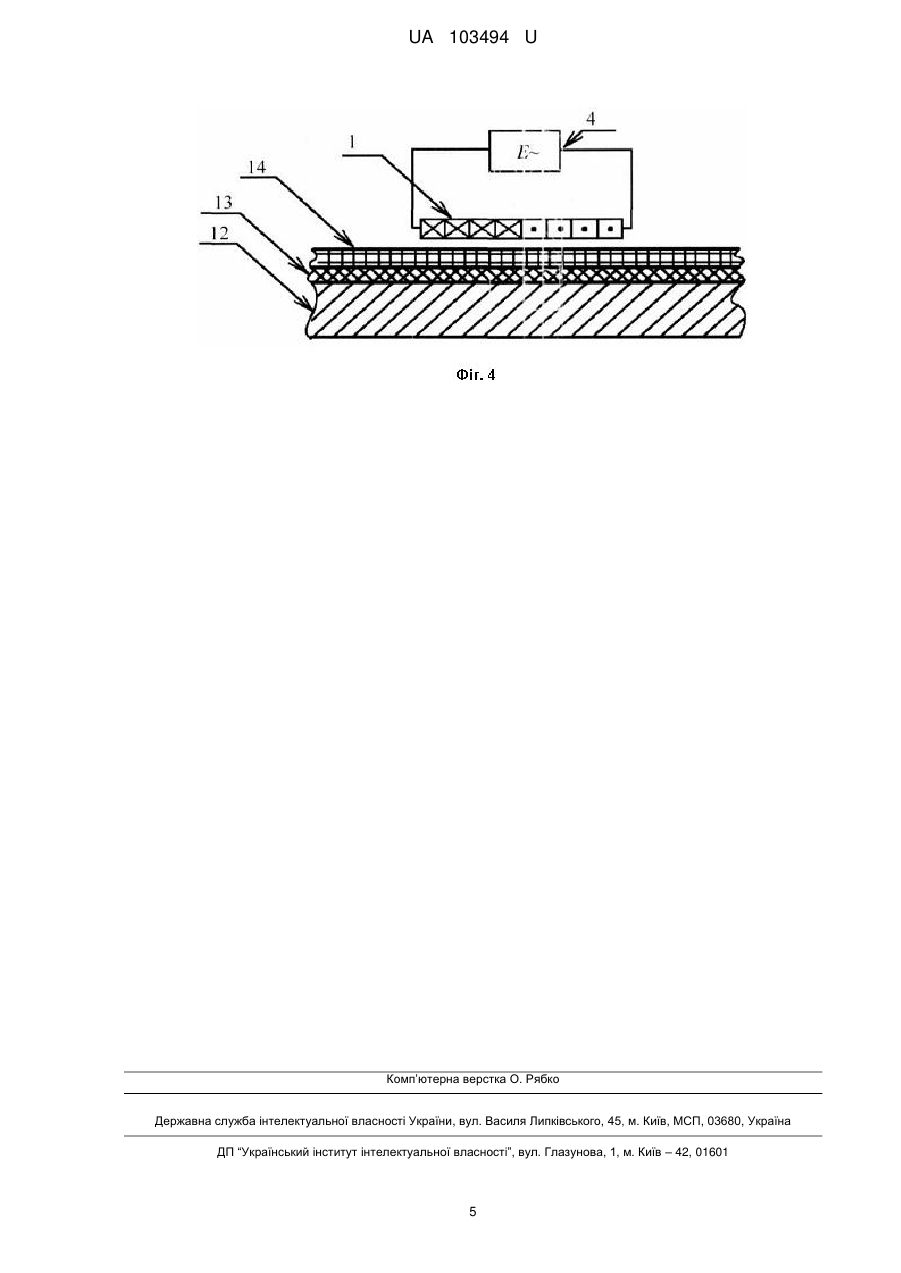
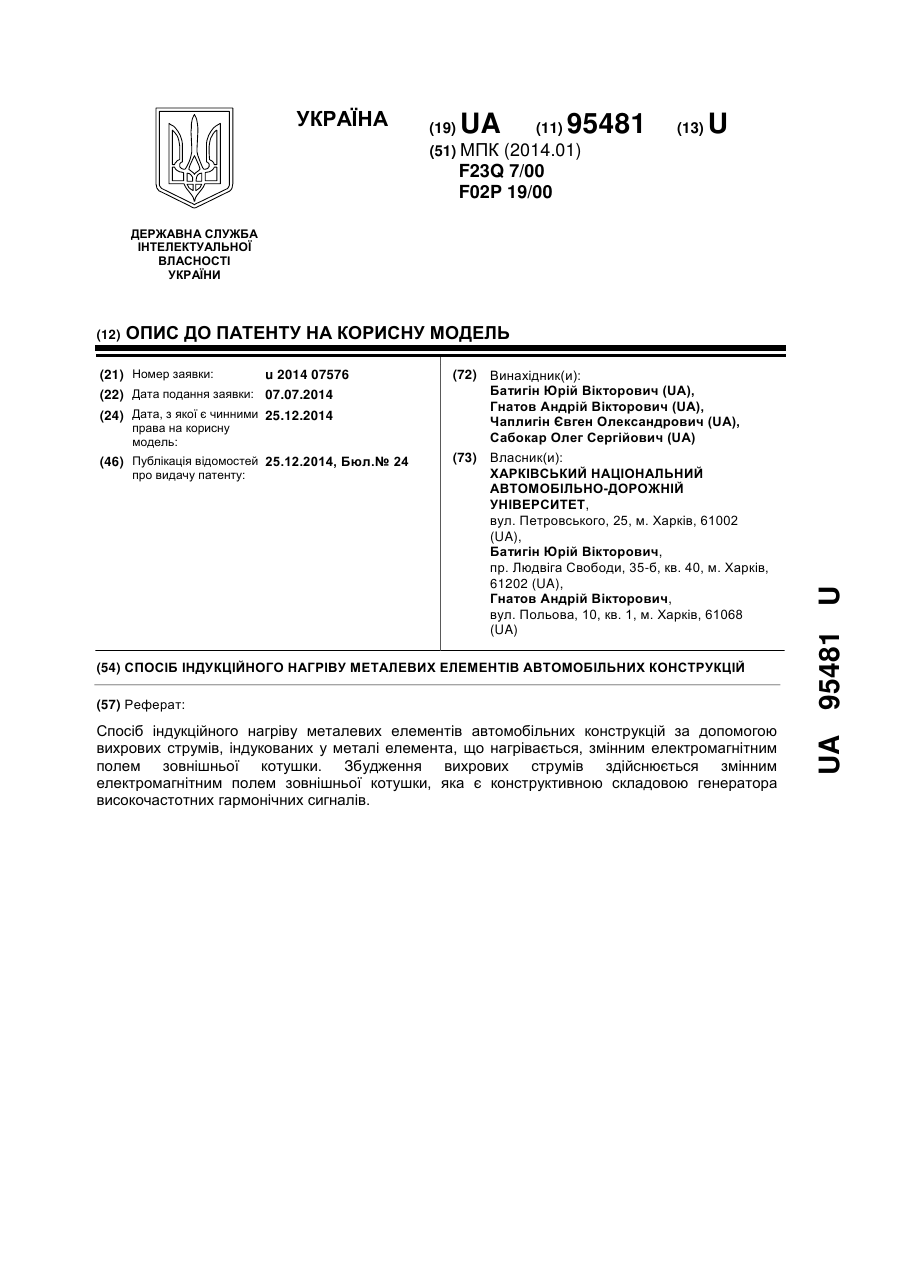
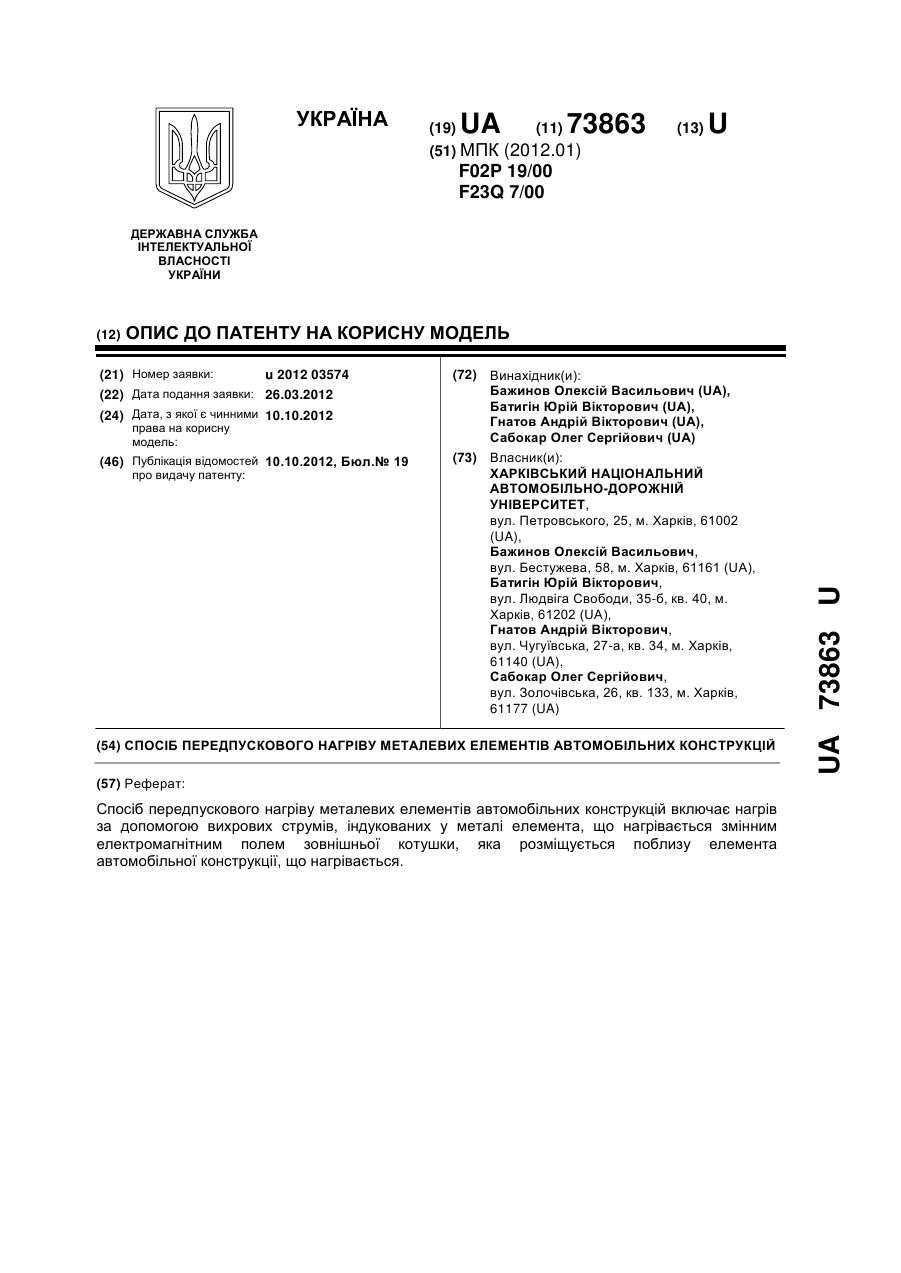
Реферат: Спосіб індукційного нагріву для ремонту металевих елементів автомобільних конструкцій включає нагрів металевих елементів автомобільних конструкцій, який виконують за допомогою індуктора-інструмента, який розміщують на поверхні елемента, що нагрівається, і змінне електромагнітне поле якого збуджує індуковані струми Фуко, які є джерелом теплової енергії. UA 103494 U (12) UA 103494 U UA 103494 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів індукційного нагріву металевих елементів автотранспортних засобів (АТЗ), для виконання ремонтних робіт, а саме: демонтаж різьбових з'єднань, зняття захисного лакофарбового покриття та виконання безконтактного рихтування незначних вм'ятин кузовних панелей АТЗ. Відомий спосіб, у випадку з демонтажем різьбових з'єднань, які знаходились під впливом зовнішніх корозійних факторів, застосування зовнішнього джерела тепла, напрям і інтенсивність якого можна корегувати. До таких засобів можна віднести промисловий термофен або паяльну лампу (Кузовной ремонт легковых автомобилей: [производственно-практическое издание]. Минск: Автостиль, 2003. - 272 с.). Принцип, який реалізується цим способом, полягає у прогріванні різьбового з'єднання для досягнення теплової руйнації корозійного шару, що ускладнює його розкручування. Теплова енергія розповсюджується за рахунок її дифузії від границь об'єкту, який знаходиться безпосередньо під впливом потоку гарячого повітря, під час використання термофена, чи потоку газоповітряної суміші, яка перебуває у фазі горіння, при використанні паяльної лампи. Наведений спосіб має ряд недоліків, які звужують практичність та можливість його застосування. Першим суттєвим недоліком є наявність відкритого джерела теплової енергії високої температури, що з міркувань пожежної безпеки на виробництві та безпеки робітника є недопустимим у використанні за відсутності спеціальних захисних засобів. Другим надоліком описаного способу є обмеженість максимальної температури нагрівання температурою джерела тепла та тепловим розсіюванням потоку на проміжку: джерело тепла - поверхня об'єкта, що нагрівається. В свою чергу, підвищення потужності нагрівача, навіть при значній швидкості нагрівання, за своїм фізичним принципом дії не дає змогу концентрувати внутрішній осередок тепла у обмеженому об'ємі матеріалу об'єкта. Відомий спосіб, у випадку із зняттям лакофарбового покриття чи захисних плівок металевих кузовних елементів АТЗ - їх механічне видалення шляхом застосування спеціальних засобів, на кшталт наждачного чи шліфувального паперу. Суттєвими недоліками такого способу є: - значні витрати фізичних сил робітника та часу його роботи, необхідність застосування допоміжних електромеханічних приладів, таких як шліфувальні машини; - значний негативний вплив на стан здоров'я робітника, через утворення мікрочасток пилу від захисного покриття, яке знімається, через його токсичність, мається на увазі ураження дихальних шляхів, та ураження органів зору у разі потрапляння пилу; - можливість отримання механічних травм робітником при застосуванні допоміжних електромеханічних приладів, через наявність рухомих відкритих частин. Відомий спосіб з рихтуванням кузовних поверхонь АТЗ, наведений у найближчому аналогу, передбачає застосування механічного приладу спеціальною важільно-опорної конструкції, яка у поєднанні зі зварювальним апаратом ручного використання (пат. № WO 03/043757 США, 2003 p., R. Meichtry) складає технічно завершений пристрій для виконання рихтувальних робіт. Для видалення нерівності нетехнологічного походження, за допомогою імпульсного пристрою необхідно виконати точкове зварення тягового штока із поверхнею, яка піддається рихтуванню, та за допомогою систем важелів видалити нерівність. Докладно принцип дій та алгоритм до застосування наведено у пат. № US6.874.347B2 (США, 2005 p., R. Meichtry) та у пат. № WO 03/043757 (США, 2003 p., R. Meichtry). He зважаючи на достатньо широке застосування описаного способу, він має деякі суттєві недоліки, а саме: - необхідність у видалені діелектричного лакофарбового покриття у точці зварювання тягового штоку; - обмеженість встановлення важільно-опорної конструкції через її великі габаритні показники; - операція рихтування передбачає механічний контакт; - необхідність у високій кваліфікації оператора. В основу корисної моделі поставлена задача удосконалення, інтенсифікації та підвищення рівня безпеки процесу технічного обслуговування транспортних засобів у порівнянні з аналогами. Поставлена задача вирішується тим, що згідно з корисною моделлю, джерелом енергії, яка приводить до певних структурних змін, слугує внутрішнє джерело теплової енергії, яке генеруються зовнішнім електромагнітним полем індуктора-інструмента, розміщеного поблизу металевого елемента, який обслуговується. Пропонується застосування індукційного нагрівача у ремонтних технологіях АТЗ, за для підвищення показників ефективності проведення робіт, та підвищення безпеки під час виконання цих робіт, спосіб базується на застосуванні теплової енергії вихрових струмів Фуко в 1 UA 103494 U 5 10 15 20 25 30 35 40 45 50 55 металі. Збудження вихрових струмів Фуко в елементах кузовних панелей та кузовних конструкцій транспортних засобів приводить до їх нагрівання та видалення вм'ятини за рахунок усадки металу та зняття внутрішніх залишкових напруженостей, а роз'єднання різьбових з'єднань виконують за рахунок їх розширення та руйнації контактного корозійного шару, причому генератором змінного електромагнітного поля слугує індуктор-інструмент циліндричної та кругової форми. Джерелом живлення індуктора-інструмента слугує імпульсний трансформатор, який забезпечує оптимальні електричні показники роботи системи в цілому і є конструктивною складовою джерела змінної напруги. Принципова відмінність роботи запропонованого індукційного нагрівача нівелює недоліки попередньо описаних способів, і тим самим формує його якісну відмінність і ряд переваг, а саме: - відсутність відкритого джерела тепла, що запобігає опікам, а довжина хвилі та діапазон електромагнітного випромінювання нівелює будь-який вплив на робітника з боку діючих полів; - можливість концентрації необхідної енергії тепла у чітко виділеному об'ємі металу об'єкту за короткий проміжок часу; - можливість формування необхідного об'єму зони внутрішнього тепловиділення за рахунок змін геометричної конфігурації інструмента та частоти напруги живлення інструмента; - запобігання утворенню пилу під час зняття лакофарбового покриття та захисних плівок; - значне зменшення фізичних затрат робітника та зменшення часу виконання робіт технічного обслуговування АТЗ. Особливу увагу слід приділити відмінності запропонованого способу використання індукційного нагрівача як пристрою для зовнішнього безконтактного видалення вм'ятин на кузовних елементах АТЗ. Цей метод принципово відрізняється від наведеного та має ряд переваг, а саме: - видалення вм'ятини виконується з зовнішньої сторони кузовного елементу АТЗ і не призводить до руйнації лакофарбового покриття; - не потребує значних особливих навичок робітника, а сам час операції значно менший за час роботи при застосуванні механічних чи електромеханічних пристроїв рихтування; - процес видалення вм'ятини є безконтактним. На Фіг. 1 представлена схемна реалізація способу індукційного нагріву для ремонту металевих елементів автомобільних конструкцій. На Фіг. 1 позначено такі позиції: 1 - індукторінструмент довільної форми; 2 - зовнішні електричні виводи інструмента; 3 - імпульсний трансформатор; 4 - джерело змінної напруги; 5 - блок формування частоти напруги живлення інструмента. Заявлений спосіб здійснюється наступним чином. Залежно від технологічної операцій, застосовується індуктор-інструмент необхідних геометричних форм 1, який зовнішніми виводами 2 підключається до вторинної обмотки імпульсного трансформатора 3, який є конструктивною складовою джерела змінної напруги 4. У поєднанні з блоком формування частоти 5, первинна обмотка імпульсного трансформатора 3 забезпечує підтримання резонансних режимів роботи. Перевагою такого рішення є стабільність роботи джерела змінної напруги незалежно від параметру індуктивності застосованого індуктора-інструмента. За умови, якщо індуктивності первинної і вторинної обмотки значно перевищують індуктивність інструмента, індуктивність останнього нівелюється та не впливає на якість резонансного режиму роботи, який є оптимальним для джерела. На Фіг. 2 представлена схема реалізації способу ремонту та обслуговування транспортних засобів з використанням індукційного нагріву. Запропонований спосіб засновано на застосуванні індукційного нагрівача, як пристрою для виконання поверхневого рихтування вм'ятин кузовних металевих елементів АТЗ. На Фіг. 2 позначено такі позиції: 1 - індуктор циліндричної форми; 6 область концентрації залишкових напруженостей металу; 7 - метал, який підлягає рихтуванню; 4 - джерело змінної напруги; 8 - захисний шар лакофарбового покриття. Передбачуваний спосіб здійснюється наступним чином. Індуктор циліндричної форми - 1, електричні виводи якого підключені до джерела змінної напруги високої частоти - 4, розташовується безпосередньо над областю вм'ятини із зонами залишкових напруженостей - 6 у металі кузовної панелі - 7, який має захисне лакофарбове покриття - 8. Струм, індукований зовнішнім змінним електромагнітним полем індуктора 1, наводиться в області концентрації залишкових напруженостей 6, утворюючи внутрішнє джерело теплової енергії, яке нагріває метал та послаблює залишкові напруженості. Внаслідок цього відбувається процес видалення вм'ятини шляхом усадки металу. При цьому, у разі достатньої потужності джерела зовнішньої енергії, температура не буде встигати розповсюджуватися у 2 UA 103494 U 5 10 15 20 25 30 35 40 поверхневий шар лакофарбового покриття 8 за час видалення вм'ятини, що не пошкодить його структури і цілісності, а сама технологія видалення вм'ятини буде мати безконтактний характер. На Фіг. 3 зображено схему реалізації способу ремонту та обслуговування транспортних засобів з використанням індукційного нагріву для полегшення виконання демонтажу болтового різьбового з'єднання елементів автомобільних конструкцій. На Фіг. 3 позначено такі позиції: 1 індуктор циліндричної форми; 10 - елементи автомобільних конструкцій; 9 - металева гайка; 4 джерело змінної напруги; 11 - болтове з'єднання. Передбачуваний спосіб здійснюється наступним чином. Індуктор циліндричної форми - 1, який через електричні виводи підключається до джерела змінної напруги високої частоти - 4, розташовується поблизу металевого об'єкта - гайки 9 болтового з'єднання 11 елементів автомобільної конструкції 10. Струм, що наводиться у гайці 9 змінним електромагнітним полем обмотки індуктора 1, має різкий скін-ефект і концентрує внутрішнє джерело тепла на поверхні об'єкта, що нагрівається. Запропонований спосіб характеризується тим, що при достатній потужності джерела зовнішньої енергії можливо досягти перевищення значення лінійного радіального теплового розширення металу гайки над металом болта. У поєднанні з впливом температури це призведе до зрушення і руйнування контактного корозійного шару між болтом та гайкою і збільшення зазору між ними, що, в свою чергу, зменшить зусилля, яке необхідне для відкручування гайки. На Фіг. 4 зображено схему реалізації способу ремонту та обслуговування транспортних засобів з використанням індукційного нагріву для виконання ремонтної операції по зніманню лакофарбового покриття та покриття у вигляді захисної декоративної плівки з кузовних металевих елементів АТЗ. На Фіг. 4 позначено такі позиції: 1 - індуктор циліндричної форми; 13 - контактний утримуючий шар; 12 - метал кузовного елемента; 4 - джерело змінної напруги; 14 захисний лакофарбовий або плівковий шар. спосіб здійснюється наступним чином. Плоский індуктор кругової або прямокутної конфігурації - 1, який через електричні виводи підключається до джерела змінної напруги високої частоти - 4, розташовується над металевою поверхнею, на яку нанесено шар лаку, фарби або захисної плівки - 14, що утримуються контактним шаром - 13. Вихровий струм, що наводиться у металі 12, при дотриманні частотного режиму змінного електромагнітного поля індуктора 1 характеризується вираженим скін-ефектом і концентрується, загалом, на площині, яку охоплює обмотка індуктора. Запропонований метод відрізняється тим, що внутрішнє джерело Ленц-Джоулевої теплоти діє на плоский поверхневий шар металу кузовного елемента, і за рахунок дифузії тепла у контактному шарі 13 має місце послаблення його утримуючих властивостей або його руйнація. При достатній потужності зовнішнього джерела енергії, тобто при швидкому нагріванні металу, послаблення клейких властивостей станеться швидше, ніж теплота дифундує у власне шар лакофарбового покриття 5 і призведе до зміни його структури чи руйнуванню. Окрім наведених вище способів застосування індукційного нагріву, за своєю суттю він може бути використаний при будь-яких потребах у нагріванні металевих об'єктів під час виконання операцій з обслуговування та ремонту АТЗ. За рахунок варіацій геометричної конфігурації інструмента, у поєднанні з корегуванням частотних характеристик джерела напруги, можливо здійснювати бажаний процес нагріву, починаючи з швидкого локального нагріву і закінчуючи рівномірним, поступовим нагрівом великих площ металевих елементів автотранспортних конструкцій. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Спосіб індукційного нагріву для ремонту металевих елементів автомобільних конструкцій, а саме кузовних конструкцій транспортних засобів, для видалення вм'ятини за рахунок усадки металу та зняття внутрішніх залишкових напруженостей, та роз'єднання різьбових з'єднань за рахунок їх розширення та руйнації контактного корозійного шару, який відрізняється тим, що нагрів металевих елементів автомобільних конструкцій виконують за допомогою індуктораінструмента, який розміщують на поверхні елемента, що нагрівається, і змінне електромагнітне поле якого збуджує індуковані струми Фуко, які є джерелом теплової енергії. 2. Спосіб за п. 1 який відрізняється тим, що індуктор-інструмент включається у вторинну обмотку імпульсного трансформатора, первинна обмотка якого є конструктивною складовою джерела змінної напруги та забезпечує резонансні режими його роботи. 3 UA 103494 U 4 UA 103494 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюHnatov Andrii Viktorovych, Chaplyhin Yevhen Oleksandrovych
Автори російськоюГнатов Андрей Викторович, Чаплыгин Евгений Александрович
МПК / Мітки
МПК: H05B 6/10, B21D 26/14, B21D 1/12
Мітки: конструкцій, елементів, нагріву, автомобільних, металевих, індукційного, спосіб, ремонту
Код посилання
<a href="https://ua.patents.su/7-103494-sposib-indukcijjnogo-nagrivu-dlya-remontu-metalevikh-elementiv-avtomobilnikh-konstrukcijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб індукційного нагріву для ремонту металевих елементів автомобільних конструкцій</a>
Спосіб індукційного нагріву металевих елементів автомобільних конструкцій
Номер патенту: 95481
Опубліковано: 25.12.2014
Автори: Сабокар Олег Сергійович, Чаплигін Євген Олександрович, Гнатов Андрій Вікторович, Батигін Юрій Вікторович
МПК: F23Q 7/00, F02P 19/00
Мітки: спосіб, автомобільних, конструкцій, металевих, індукційного, елементів, нагріву
Формула / Реферат:
Спосіб індукційного нагріву металевих елементів автомобільних конструкцій за допомогою вихрових струмів, індукованих у металі елемента, що нагрівається, змінним електромагнітним полем зовнішньої котушки, який відрізняється тим, що збудження вихрових струмів здійснюється змінним електромагнітним полем зовнішньої котушки, яка є конструктивною складовою генератора високочастотних гармонічних сигналів.
Спосіб передпускового нагріву металевих елементів автомобільних конструкцій
Номер патенту: 73863
Опубліковано: 10.10.2012
Автори: Сабокар Олег Сергійович, Батигін Юрій Вікторович, Гнатов Андрій Вікторович, Бажинов Олексій Васильович
МПК: F23Q 7/00, F02P 19/00
Мітки: нагріву, спосіб, передпускового, елементів, металевих, конструкцій, автомобільних
Формула / Реферат:
1. Спосіб передпускового нагріву металевих елементів автомобільних конструкцій, що включає їх нагрів, який відрізняється тим, що нагрів виконують за допомогою вихрових струмів, індукованих у металі елемента, що нагрівається змінним електромагнітним полем зовнішньої котушки, яка розмішується поблизу елемента автомобільної конструкції, що нагрівається.2. Спосіб за п. 1, який відрізняється тим, що при нагріванні елемента з довільною...
Спосіб утворення модульних конструкцій для металевих оболонок із елементів таврового профілю
Номер патенту: 71864
Опубліковано: 15.12.2004
Автори: Сисойлов Ігор Миколайович, Сисойлов Микола Валентинович, Большаков Володимир Іванович
МПК: E04B 1/38
Мітки: конструкцій, спосіб, профілю, таврового, металевих, оболонок, елементів, утворення, модульних
Формула / Реферат:
1. Спосіб утворення модульних конструкцій для металевих оболонок із елементів таврового профілю шляхом їх згинання та з'єднання кінців, який відрізняється тим, що згинання здійснюють уздовж полиці елемента стінкою назовні, причому у стінці, що обмежує зовнішній І-подібний бортовий елемент, виконують чотирикутні вирізи, ширина яких дорівнює довжині середньої лінії утворюваних при згинанні поворотних площин у формі трапецій або...
Спосіб утворення модульних конструкцій для металевих оболонок із кутикових елементів

Номер патенту: 71522
Опубліковано: 15.11.2004
Автори: Сисойлов Микола Валентинович, Большаков Володимир Іванович, Сисойлов Ігор Миколайович
МПК: E04B 1/38
Мітки: спосіб, конструкцій, модульних, утворення, елементів, металевих, оболонок, кутикових
Формула / Реферат:
1. Спосіб утворення модульних конструкцій для металевих оболонок із кутикових елементів шляхом їх згинання та з'єднання кінців, в полицях яких виконують вирізи, який відрізняється тим, що згинають кутикові елементи уздовж їх ребер полицями назовні з розкриттям вирізів чотирикутної форми, які розташовують симетрично відносно ребра згинання.2. Спосіб за п.1, який відрізняється тим, що співвідношення величини полиць коригують їх...
Спосіб утворення модульних конструкцій для металевих оболонок із елементів двотаврового профілю
Номер патенту: 71877
Опубліковано: 15.12.2004
Автори: Сисойлов Ігор Миколайович, Сисойлов Микола Валентинович, Большаков Володимир Іванович
МПК: E04B 1/38
Мітки: модульних, елементів, спосіб, двотаврового, конструкцій, утворення, металевих, оболонок, профілю
Формула / Реферат:
1. Спосіб утворення модульних конструкцій для металевих оболонок із елементів двотаврового профілю шляхом їх згинання та з'єднання кінців, який відрізняється тим, що згинання здійснюють уздовж однієї з полиць, а в другій полиці та стінці, що разом утворюють зовнішній Т-подібний бортовий елемент, виконують лінійні наскрізні прорізи, причому прямий кут нахилу зовнішнього Т-подібного бортового елементу до внутрішньої полиці коригують повторним...
Попередній патент: Синтезатор частоти
Наступний патент: Пристрій для герметичного закриття скляних пляшок
Випадковий патент: Спосіб визначення залишкового ресурсу роботи машини