Спосіб утворення модульних конструкцій для металевих оболонок із елементів таврового профілю
Номер патенту: 71864
Опубліковано: 15.12.2004
Автори: Сисойлов Ігор Миколайович, Сисойлов Микола Валентинович, Большаков Володимир Іванович
Формула / Реферат
1. Спосіб утворення модульних конструкцій для металевих оболонок із елементів таврового профілю шляхом їх згинання та з'єднання кінців, який відрізняється тим, що згинання здійснюють уздовж полиці елемента стінкою назовні, причому у стінці, що обмежує зовнішній І-подібний бортовий елемент, виконують чотирикутні вирізи, ширина яких дорівнює довжині середньої лінії утворюваних при згинанні поворотних площин у формі трапецій або трикутників.
2. Спосіб за п. 1, який відрізняється тим, що кут нахилу зовнішнього І-подібного бортового елементу до внутрішнього контуру модульної конструкції коригують шляхом додаткового згинання відповідно до кривизни поверхні оболонки на спеціальному пристрої у вигляді зрізаного конусу, на який модульну конструкцію насаджують до упора.
Текст
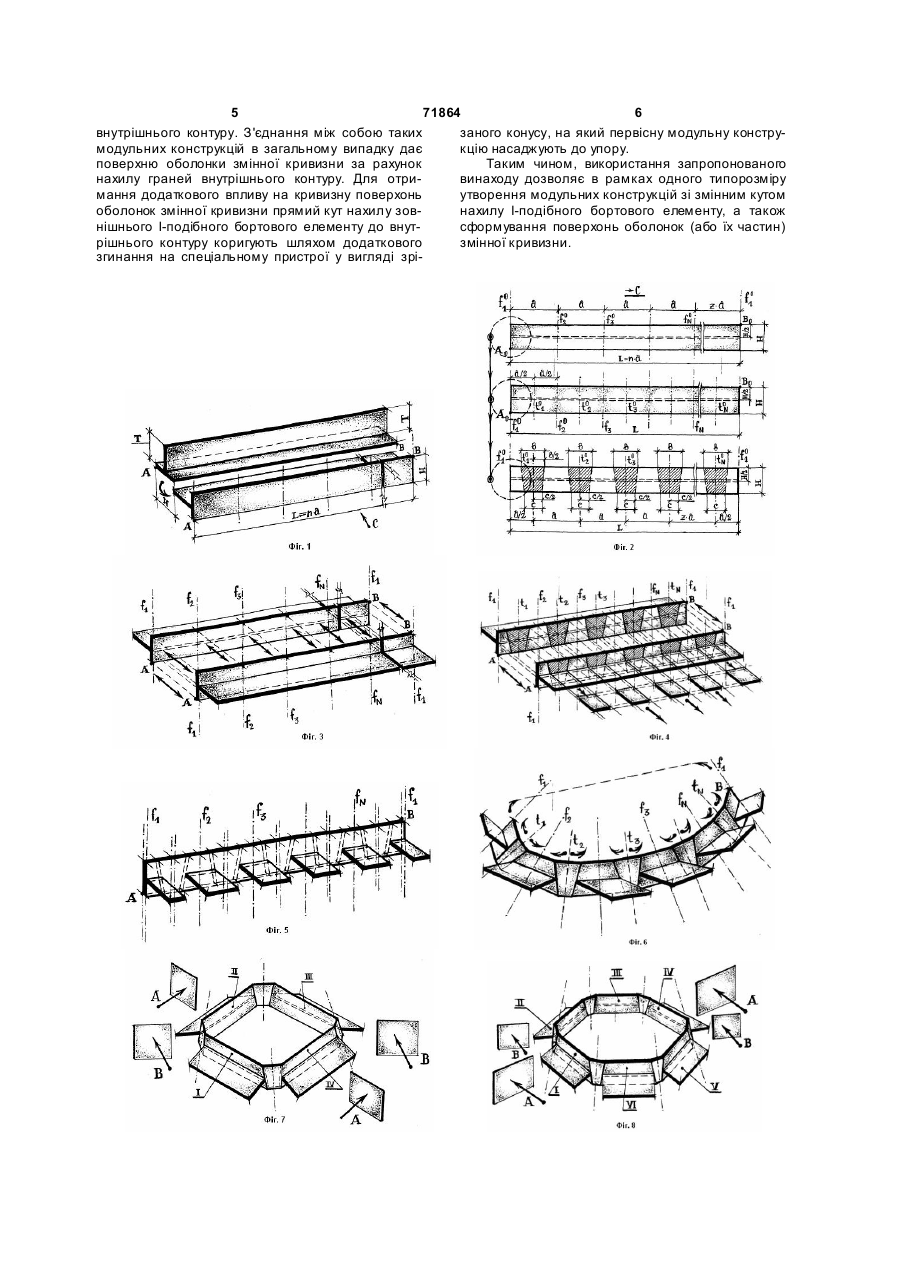
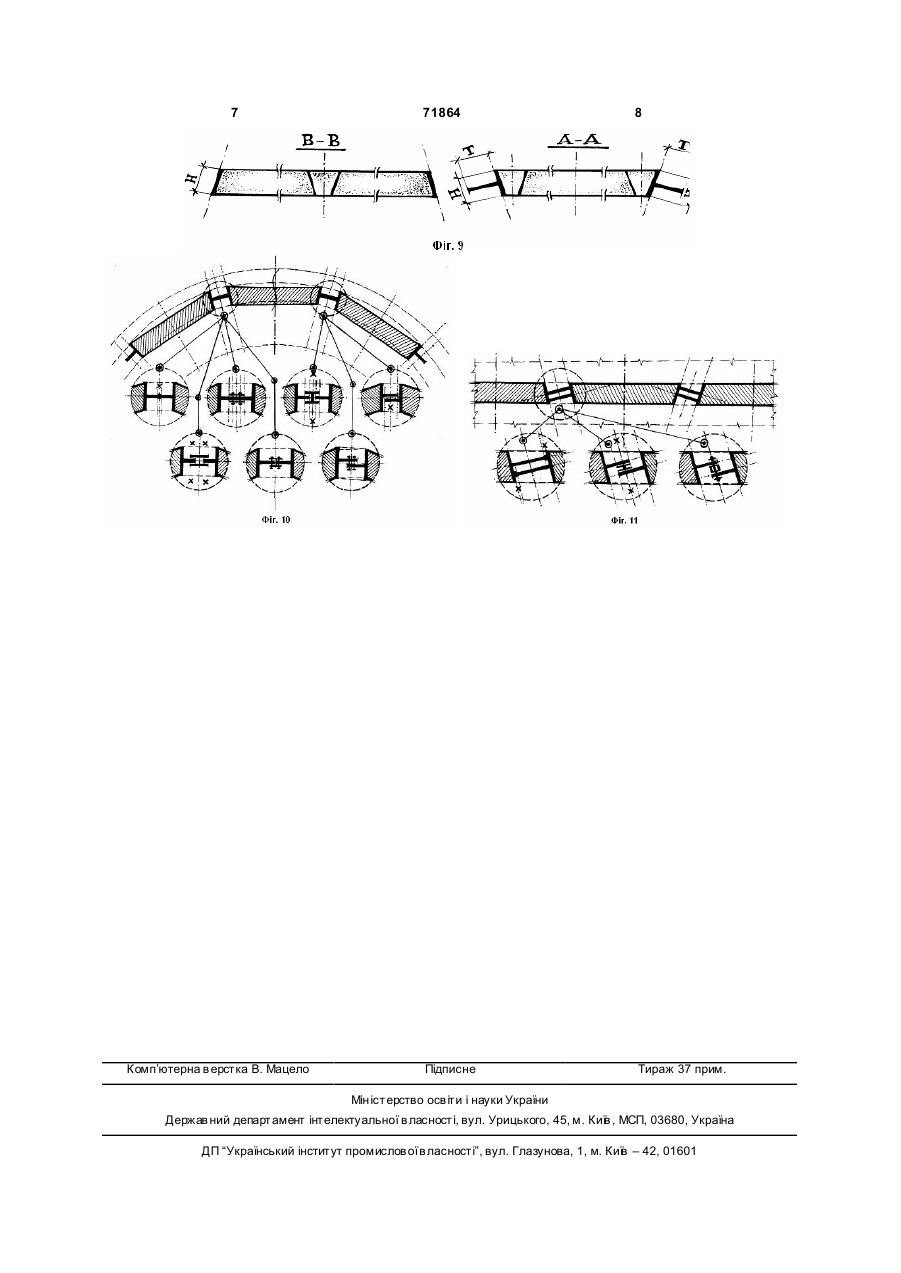
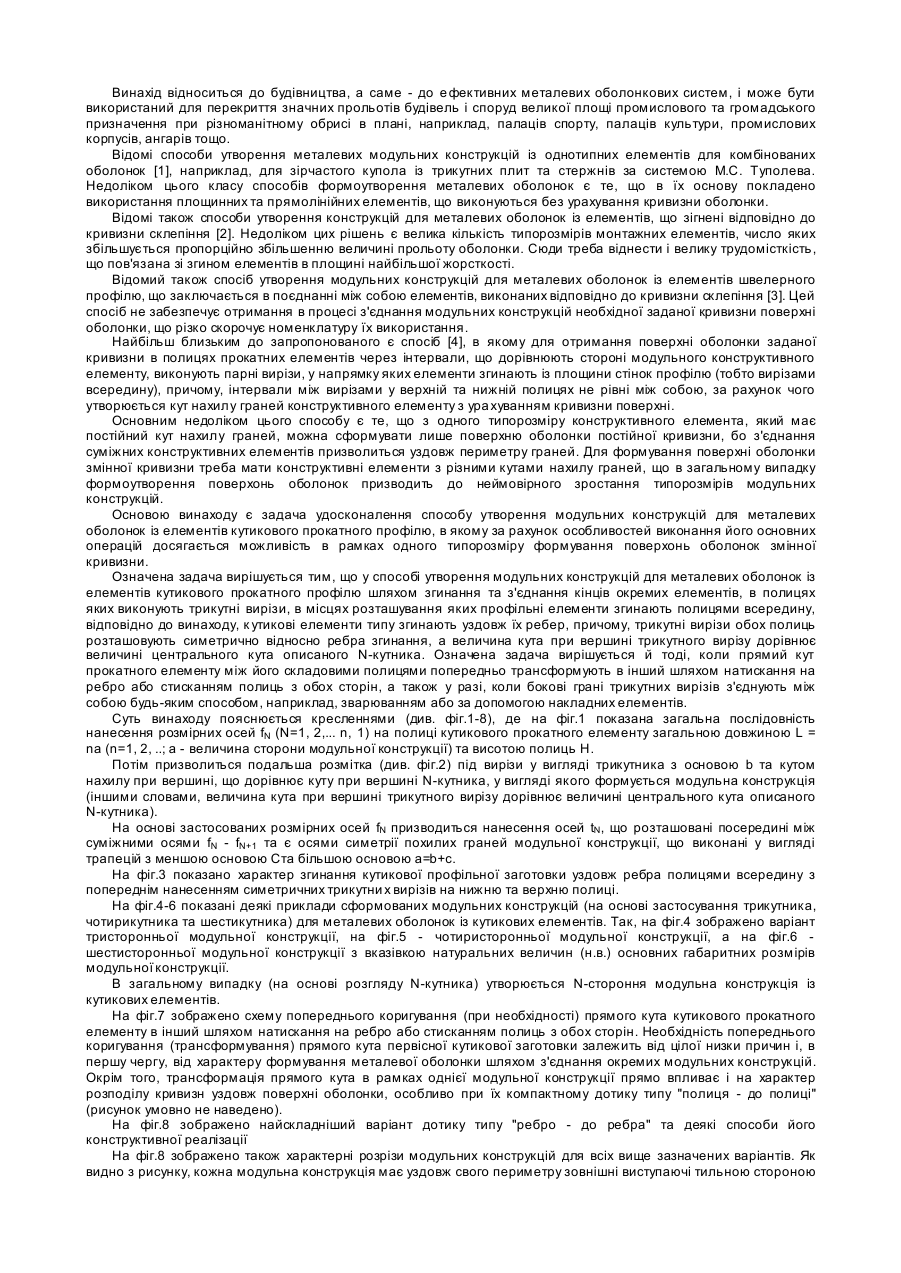
1. Спосіб утворення модульних конструкцій для металевих оболонок із елементів таврового профілю шляхом їх згинання та з'єднання кінців, 3 71864 4 бортових елементів. Для формування поверхні ту при необхідності коригують шляхом додатковооболонки змінної кривизни треба мати модульні го згинання на спеціальному пристрої у вигляді конструкції з різними кутами нахилу граней бортозрізаного конусу, на який первісну модульну консвих елементів, що в загальному випадку формоуттрукцію насаджують до упору (на рисунках цей ворення поверхонь оболонок призводить до непристрій умовно не зображений). ймовірного зростання типорозмірів модульних На Фіг.7-8 показані деякі приклади сформоваконструкцій. них модульних конструкцій (на основі застосуванОсновою винаходу є задача удосконалення ня чотирикутника та шестикутника) для металевих способу утворення модульних конструкцій для оболонок із елементів таврового профілю. Так, на металевих оболонок із елементів таврового проФіг.7 зображено варіант чотиристоронньої модуфілю, в якому за рахунок особливостей виконання льної конструкції зі сторонами I-IV з розташованийого основних операцій досягається можливість в ми між ними чотирма трапецевидними поворотнирамках одного типорозміру формування модульми площинами, а на Фіг.8 - шестисторонньої них конструкцій з перемінним кутом нахилу граней модульної конструкції зі сторонами I-VI з розташобортових елементів, а також формування поверваними між ними шістьма трапецевидними повохонь оболонок змінної кривизни в рамках одного ротними площинами. В загальному випадку (на типорозміру модульних конструкцій. основі розгляду N-кутника) утворюється NОзначена задача вирішується тим, що у спостороння модульна конструкція з N-ою кількістю собі утворення модульних конструкцій для мета(N=3, 4, 5, 6...) трапецевидних поворотних площин. левих оболонок із елементів таврового профілю На Фіг.9 зображено характерні розрізи (попешляхом їх згинання та з'єднання кінців, відповідно рек стінок А-А та поперек поворотних площин В-В) до винаходу, згинання здійснюють уздовж полиці конструктивних елементів для зазначених варіанелемента стінкою назовні, причому, у стінці, що тів. Як видно з рисунку (див. розріз А-А), кожна обмежує зовнішній І-подібний бортовий елемент, модульна конструкція має уздовж свого периметру виконують чотирикутні вирізи, ширина яких дорівзовнішню виступаючу стінку висотою Т, уздовж нює довжині середньої лінії утворюваних при згиякої призволиться з'єднання суміжних конструктинанні поворотних площин у формі трапеції або вних елементів з утворенням поверхні оболонки чотирикутника. Означена задача вирішується й змінної кривизни, причому, за рахунок варіювання тоді, коли кут нахилу зовнішнього І-подібного борхарактеру з'єднання суміжник модульних конструтового елементу до вн утрішнього контуру модулькцій уздовж виступаючих І-подібних бортових еленої конструкції коригують шля хом згинання відпоментів з'являється можливість додаткового впливу відно до кривизни поверхні оболонки на на варіювання кривизни поверхні металевої обоспеціальному пристрої у вигляді зрізаного конусу, лонки в рамках одного типорозміру. На Фіг.10-11 на який модульну конструкцію насаджують до показано деякі можливі варіанти такого з'єднання упору. та їх вплив на кривизну поверхні сформованої Суть винаходу пояснюється кресленнями (див. оболонки в рамках застосування одного типорозФіг.1-11), де на Фіг.1-6 показана загальна послідоміру. вність згину таврової заготовки в модульну консОкрім того, можливе також застосування спотрукцію на основі застосування N-кутника уздовж собу, коли в первісних модульних конструкціях полиці стінкою назовні з утворенням внутрішнього використовують трикутні поворотні площини, узN-кутнього контуру, при цьому стінка таврового довж середньої лінії яких обрізають ділянки зовніпрофілю обмежує зовнішній І-подібний контур. шнього І-подібного бортового елементу (на рисунНа Фіг.1 зображена первісна заготовка прокатках цей варіант умовно не зображений). Більш ного профілю довжиною L=na таврового перерізу з того, вплив на кривизну поверхні сформованої полицею висотою Н та стінкою висотою T (n=1, 2, оболонки в рамках застосування одного типороз3... - розрахункова кількість бортових елементів; а міру можливий також в контексті коригування пря- загальна величина бортового елементу). мого кута нахилу І-подібного бортового елементу На Фіг.2-3 показана загальна послідовність та на спеціальному пристрої у вигляді зрізаного конухарактер нанесення осей розмітки tN, fN (N=1, 2, 3, су, на який модульну конструкцію насаджують до ...) на полиці таврового профілю, згідно яких викоупору (на рисунках цей пристрій умовно не зобранують чотирикутні вирізи (Фіг.4) та надрізи верхніх жений). шарів матеріалу полиці зі сторони стінки (Фіг.5) Запропонований спосіб реалізують таким чидля подальшого згинання первісної таврової загоном. Для виготовлення модульної конструкції на товки в модульну конструкцію (Фіг.6). При цьому в основі застосування N-кутника беруть таврову стінці таврового профілю виконують чотирикутні заготовку з кінцевими точками А-В та наносять на вирізи, ширина яких дорівнює довжині середньої полицю осьові розмітки tN, fN (N=1, 2, 3, ...n), згідно лінії поворотної площини у вигляді трапецій з осяких виконують чотирикутні вирізи в стінці та надновами b, c, а надрізи верхніх шарів матеріалу різи верхніх шарів матеріалу полиці (зі сторони застосовують на полиці (зі сторони стінки) для стінки) для полегшення подальшого згинання тавполегшення процесу згинання. Рекомендується рової заготовки в модульну конструкцію. Після виконання надрізів верхніх шарів матеріалу полиці згинання таврової заготовки із з'єднанням її торців на глибину, що дорівнює 1/50–1/10 від загальної з кінцевими точками А-В, осей f1 – f1 та t 1 — t 1, натовщини полиці. приклад, шляхом зварювання або болтового скріПісля згинання таврової заготовки із з'єднанплення, отримують первісну модульну конструкням її торців з кінцевими точками A, B прямий кут цію, зовнішній I-подібний бортовий елемент якої нахилу зовнішнього І-подібного бортового елеменрозташовується ортогонально сегментам полиці 5 71864 6 внутрішнього контуру. З'єднання між собою таких заного конусу, на який первісну модульну конструмодульних конструкцій в загальному випадку дає кцію насаджують до упору. поверхню оболонки змінної кривизни за рахунок Таким чином, використання запропонованого нахилу граней внутрішнього контуру. Для отривинаходу дозволяє в рамках одного типорозміру мання додаткового впливу на кривизну поверхонь утворення модульних конструкцій зі змінним кутом оболонок змінної кривизни прямий кут нахилу зовнахилу І-подібного бортового елементу, а також нішнього І-подібного бортового елементу до внутсформування поверхонь оболонок (або їх частин) рішнього контуру коригують шляхом додаткового змінної кривизни. згинання на спеціальному пристрої у вигляді зрі 7 Комп’ютерна в ерстка В. Мацело 71864 8 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for formation of module structures for metal shells made of t-section elements
Автори англійськоюBolshakov Volodymyr Ivanovych
Назва патенту російськоюСпособ образования модульных конструкций для металлических оболочек из элементов таврового профиля
Автори російськоюБольшаков Владимир Иванович
МПК / Мітки
МПК: E04B 1/38
Мітки: модульних, таврового, оболонок, металевих, профілю, утворення, елементів, конструкцій, спосіб
Код посилання
<a href="https://ua.patents.su/4-71864-sposib-utvorennya-modulnikh-konstrukcijj-dlya-metalevikh-obolonok-iz-elementiv-tavrovogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб утворення модульних конструкцій для металевих оболонок із елементів таврового профілю</a>
Спосіб утворення модульних конструкцій для металевих оболонок із елементів кутикового прокатного профілю
Номер патенту: 70257
Опубліковано: 15.09.2004
Автори: Сисойлов Микола Валентинович, Большаков Володимир Іванович, Сисойлов Ігор Миколайович
МПК: E04B 1/38
Мітки: прокатного, елементів, оболонок, утворення, металевих, конструкцій, модульних, профілю, кутикового, спосіб
Формула / Реферат:
1. Спосіб утворення модульних конструкцій для металевих оболонок із елементів кутикового прокатного профілю шляхом згинання та з'єднання кінців окремих елементів, в полицях яких виконують трикутні вирізи, в місцях розташування яких профільні елементи згинають полицями всередину, який відрізняється тим, що кутикові елементи згинають уздовж їх ребер, причому трикутні вирізи обох полиць розташовують симетрично відносно ребра згинання, а величина...
Спосіб утворення модульних конструкцій для металевих оболонок із кутикових елементів

Номер патенту: 71522
Опубліковано: 15.11.2004
Автори: Сисойлов Ігор Миколайович, Большаков Володимир Іванович, Сисойлов Микола Валентинович
МПК: E04B 1/38
Мітки: оболонок, кутикових, модульних, металевих, конструкцій, утворення, спосіб, елементів
Формула / Реферат:
1. Спосіб утворення модульних конструкцій для металевих оболонок із кутикових елементів шляхом їх згинання та з'єднання кінців, в полицях яких виконують вирізи, який відрізняється тим, що згинають кутикові елементи уздовж їх ребер полицями назовні з розкриттям вирізів чотирикутної форми, які розташовують симетрично відносно ребра згинання.2. Спосіб за п.1, який відрізняється тим, що співвідношення величини полиць коригують їх...
Спосіб утворення модульних конструкцій для металевих оболонок із швелерних заготовок
Номер патенту: 71868
Опубліковано: 15.12.2004
Автори: Сисойлов Ігор Миколайович, Лаврик Геннадій Іванович, Подгорний Олексій Леонтійович, Большаков Володимир Іванович, Сисойлов Микола Валентинович
МПК: E04B 1/38
Мітки: заготовок, швелерних, модульних, оболонок, спосіб, металевих, конструкцій, утворення
Формула / Реферат:
1. Спосіб утворення модульних конструкцій для металевих оболонок із швелерних заготовок шляхом згинання окремих елементів, в полицях яких через інтервали, що дорівнюють стороні модульної конструкції, виконані парні вирізи, в місцях розташування яких елементи згинають із площин стінок профілю, а інтервали між осями вирізів у верхній та нижній полицях не рівні між собою, який відрізняється тим, що з'єднують два конструктивних елементи, кожний з...
Спосіб утворення модульних конструкцій для металевих оболонок із листової стрічки
Номер патенту: 71523
Опубліковано: 15.11.2004
Автори: Сисойлов Ігор Миколайович, Сисойлов Микола Валентинович, Большаков Володимир Іванович
МПК: E04B 1/38
Мітки: модульних, конструкцій, листової, стрічки, утворення, металевих, спосіб, оболонок
Формула / Реферат:
1. Спосіб утворення модульних конструкцій для металевих оболонок із листової стрічки шляхом згинання та з'єднання кінців окремих елементів, який відрізняється тим, що верхні шари матеріалу стрічки попередньо прорізають уздовж всієї лінії згинання на глибину, що дорівнює 1/50 - 1/10 товщини листової стрічки, причому згинання виконують прорізами назовні з утворенням трикутних або чотирикутних поворотних площин.2. Спосіб за п.1, який...
Спосіб виготовлення зігнутих деталей таврового профілю
Номер патенту: 6660
Опубліковано: 29.12.1994
Автори: Шумейко Дмитрій Іванович, Шумейко Андрій Дмитрович, Кравчук Степан Іванович
МПК: B21D 53/00
Мітки: деталей, таврового, профілю, зігнутих, спосіб, виготовлення
Формула / Реферат:
(57) 1. Способ изготовления изогнутых деталей таврового сечения, включающий получение заготовок таврового сечения и гибку их на ребро, отличающийся тем, что заготовку получают сваркой из полосы, предназначенной для полки, и полосы, предназначенной для ребра, а перед сваркой на одной стороне полос формуют поперечные и продольные впадины, причем на полосе, предназначенной для полки, впадины выполняют со стороны сварных швов, а на полосе,...
Попередній патент: Пристрій для дробоструминної обробки
Наступний патент: Спосіб визначення рівня залишкових напруг
Випадковий патент: Спосіб прокатки сляба