Спосіб шліфування опорних шийок та кулачків розподільного вала за один установ
Номер патенту: 105101
Опубліковано: 10.03.2016
Автори: Слєднікова Олена Сергіївна, Кальченко Дмитро Володимирович, Кальченко Віталій Іванович




Формула / Реферат
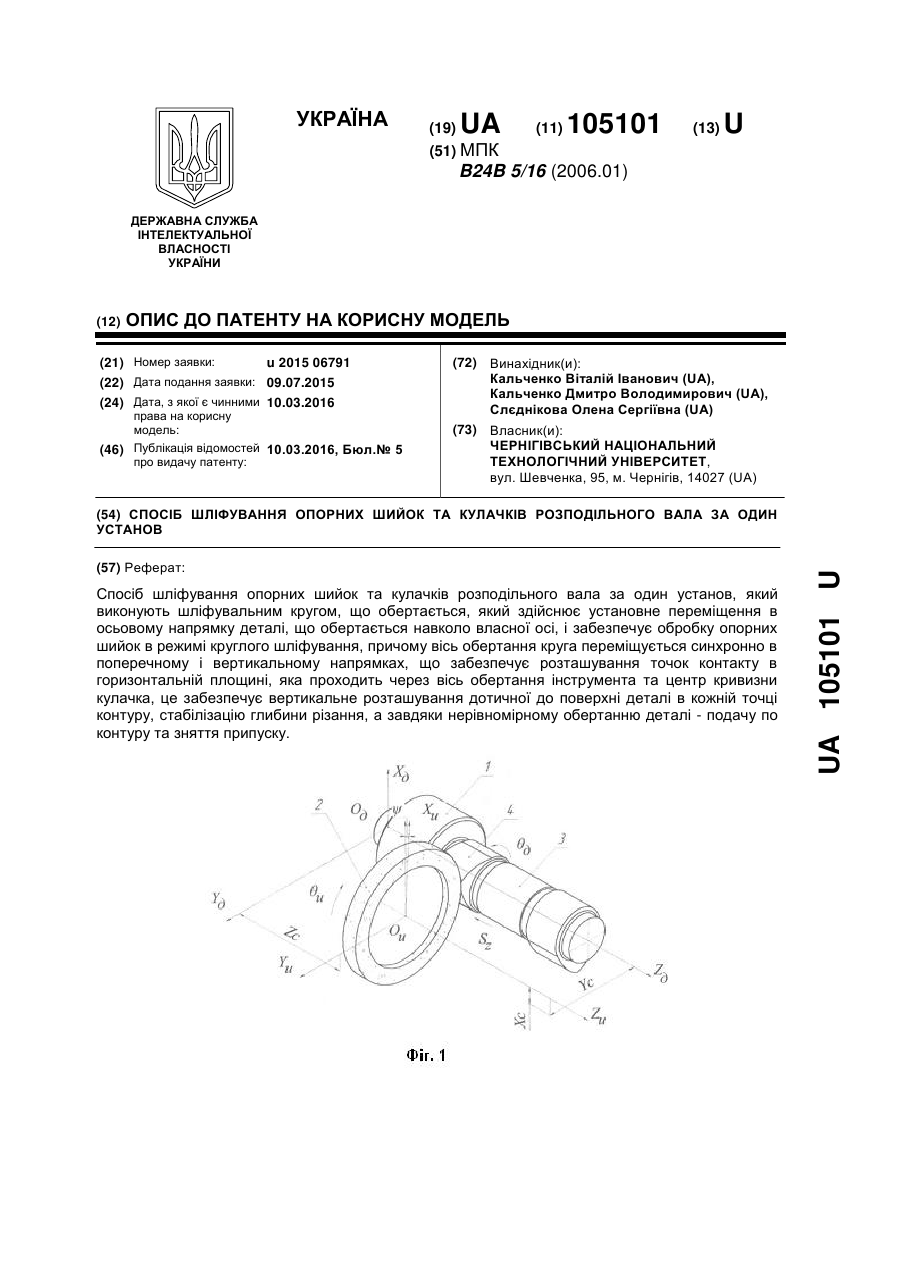
Спосіб шліфування опорних шийок та кулачків розподільного вала за один установ, який виконують шліфувальним кругом, що обертається, який здійснює установне переміщення в осьовому напрямку деталі, що обертається навколо власної осі, і забезпечує обробку опорних шийок в режимі круглого шліфування, який відрізняється тим, що вісь обертання круга переміщується синхронно в поперечному і вертикальному напрямках, що забезпечує розташування точок контакту в горизонтальній площині, яка проходить через вісь обертання інструмента та центр кривизни кулачка, це забезпечує вертикальне розташування дотичної до поверхні деталі в кожній точці контуру, стабілізацію глибини різання, а завдяки нерівномірному обертанню деталі - подачу по контуру та зняття припуску.
Текст
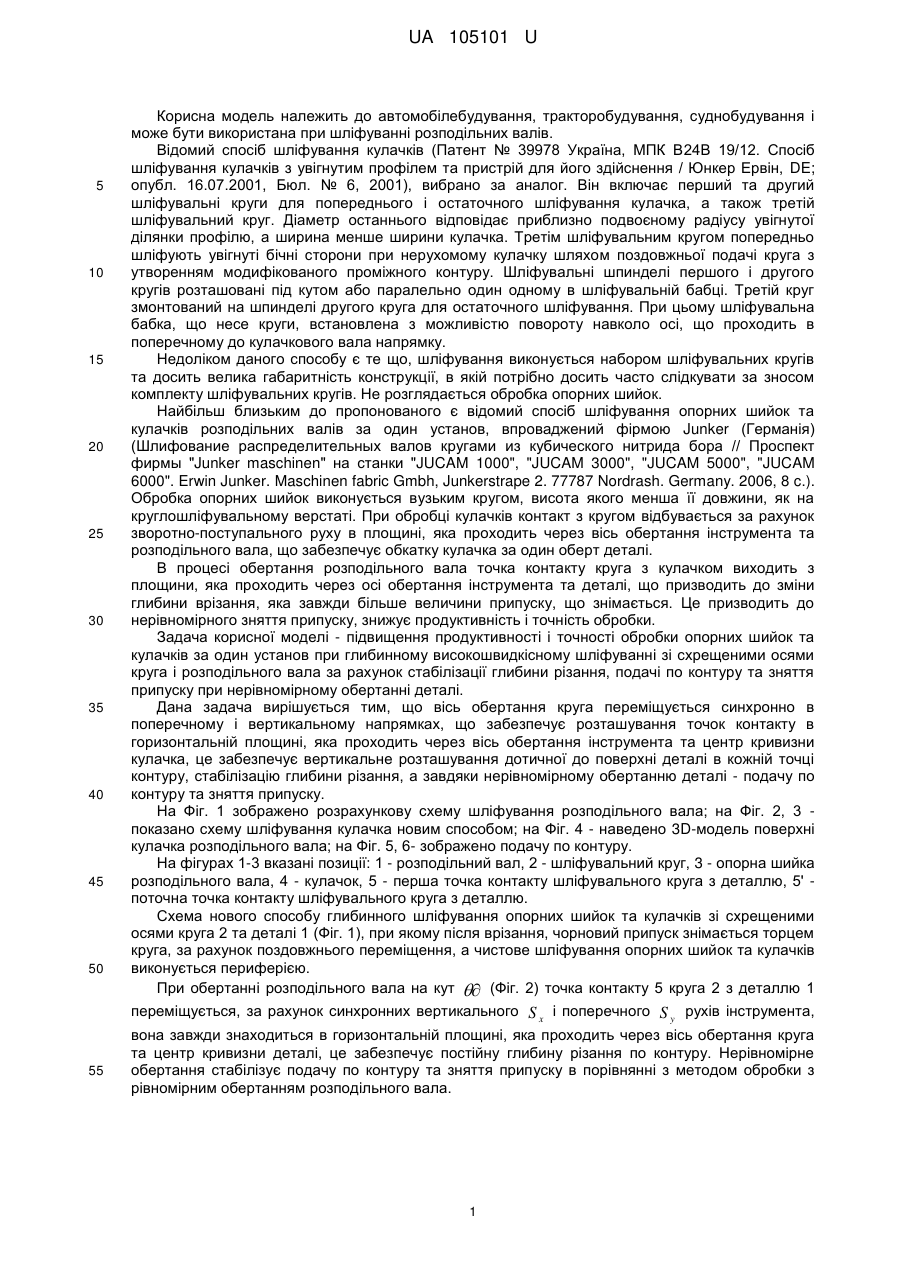
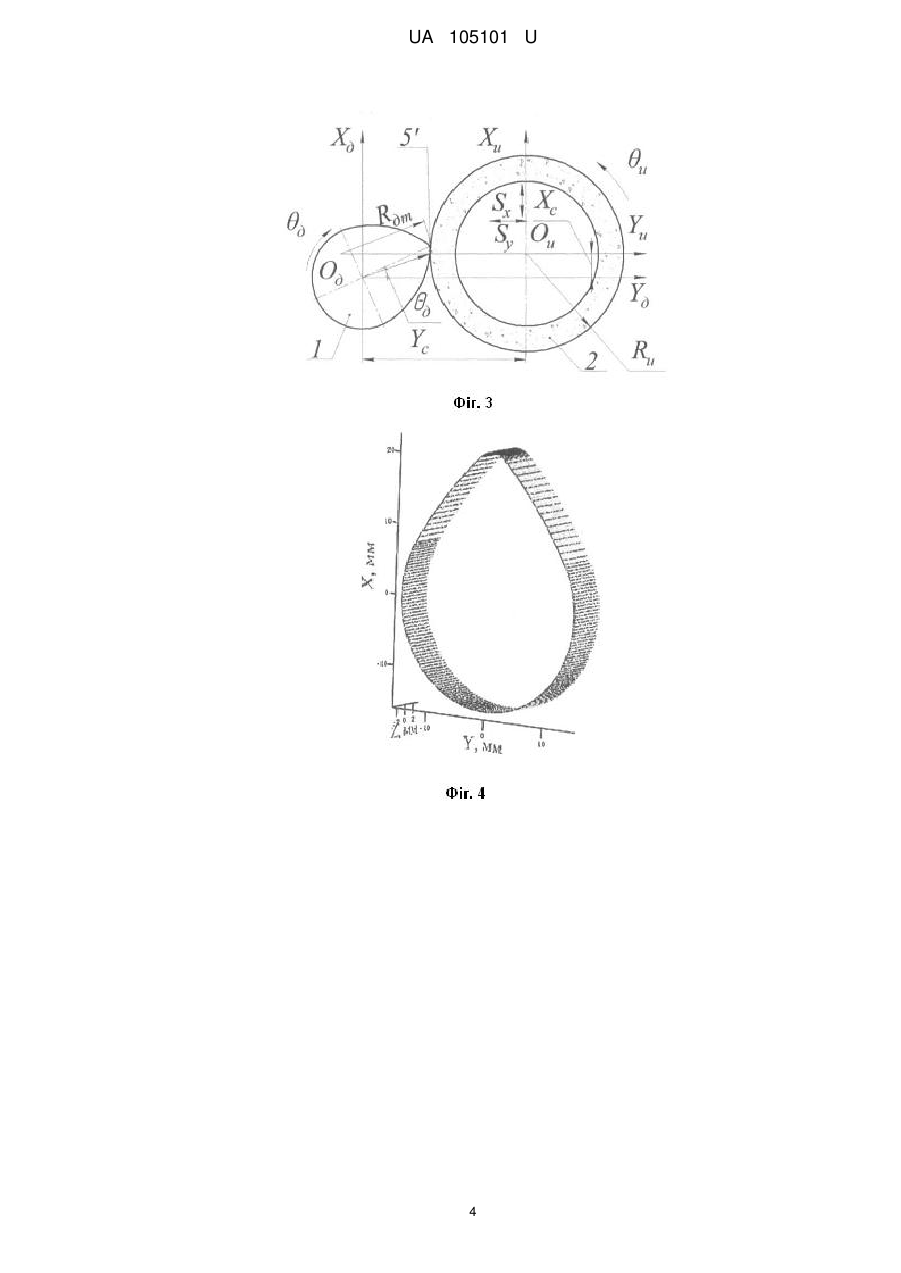
Реферат: Спосіб шліфування опорних шийок та кулачків розподільного вала за один установ, який виконують шліфувальним кругом, що обертається, який здійснює установне переміщення в осьовому напрямку деталі, що обертається навколо власної осі, і забезпечує обробку опорних шийок в режимі круглого шліфування, причому вісь обертання круга переміщується синхронно в поперечному і вертикальному напрямках, що забезпечує розташування точок контакту в горизонтальній площині, яка проходить через вісь обертання інструмента та центр кривизни кулачка, це забезпечує вертикальне розташування дотичної до поверхні деталі в кожній точці контуру, стабілізацію глибини різання, а завдяки нерівномірному обертанню деталі - подачу по контуру та зняття припуску. UA 105101 U (54) СПОСІБ ШЛІФУВАННЯ ОПОРНИХ ШИЙОК ТА КУЛАЧКІВ РОЗПОДІЛЬНОГО ВАЛА ЗА ОДИН УСТАНОВ UA 105101 U UA 105101 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до автомобілебудування, тракторобудування, суднобудування і може бути використана при шліфуванні розподільних валів. Відомий спосіб шліфування кулачків (Патент № 39978 Україна, МПК В24В 19/12. Спосіб шліфування кулачків з увігнутим профілем та пристрій для його здійснення / Юнкер Ервін, DE; опубл. 16.07.2001, Бюл. № 6, 2001), вибрано за аналог. Він включає перший та другий шліфувальні круги для попереднього і остаточного шліфування кулачка, а також третій шліфувальний круг. Діаметр останнього відповідає приблизно подвоєному радіусу увігнутої ділянки профілю, а ширина менше ширини кулачка. Третім шліфувальним кругом попередньо шліфують увігнуті бічні сторони при нерухомому кулачку шляхом поздовжньої подачі круга з утворенням модифікованого проміжного контуру. Шліфувальні шпинделі першого і другого кругів розташовані під кутом або паралельно один одному в шліфувальній бабці. Третій круг змонтований на шпинделі другого круга для остаточного шліфування. При цьому шліфувальна бабка, що несе круги, встановлена з можливістю повороту навколо осі, що проходить в поперечному до кулачкового вала напрямку. Недоліком даного способу є те що, шліфування виконується набором шліфувальних кругів та досить велика габаритність конструкції, в якій потрібно досить часто слідкувати за зносом комплекту шліфувальних кругів. Не розглядається обробка опорних шийок. Найбільш близьким до пропонованого є відомий спосіб шліфування опорних шийок та кулачків розподільних валів за один установ, впроваджений фірмою Junker (Германія) (Шлифование распределительных валов кругами из кубического нитрида бора // Проспект фирмы "Junker maschinen" на станки "JUCAM 1000", "JUCAM 3000", "JUCAM 5000", "JUCAM 6000". Erwin Junker. Maschinen fabric Gmbh, Junkerstrape 2. 77787 Nordrash. Germany. 2006, 8 c.). Обробка опорних шийок виконується вузьким кругом, висота якого менша її довжини, як на круглошліфувальному верстаті. При обробці кулачків контакт з кругом відбувається за рахунок зворотно-поступального руху в площині, яка проходить через вісь обертання інструмента та розподільного вала, що забезпечує обкатку кулачка за один оберт деталі. В процесі обертання розподільного вала точка контакту круга з кулачком виходить з площини, яка проходить через осі обертання інструмента та деталі, що призводить до зміни глибини врізання, яка завжди більше величини припуску, що знімається. Це призводить до нерівномірного зняття припуску, знижує продуктивність і точність обробки. Задача корисної моделі - підвищення продуктивності і точності обробки опорних шийок та кулачків за один установ при глибинному високошвидкісному шліфуванні зі схрещеними осями круга і розподільного вала за рахунок стабілізації глибини різання, подачі по контуру та зняття припуску при нерівномірному обертанні деталі. Дана задача вирішується тим, що вісь обертання круга переміщується синхронно в поперечному і вертикальному напрямках, що забезпечує розташування точок контакту в горизонтальній площині, яка проходить через вісь обертання інструмента та центр кривизни кулачка, це забезпечує вертикальне розташування дотичної до поверхні деталі в кожній точці контуру, стабілізацію глибини різання, а завдяки нерівномірному обертанню деталі - подачу по контуру та зняття припуску. На Фіг. 1 зображено розрахункову схему шліфування розподільного вала; на Фіг. 2, 3 показано схему шліфування кулачка новим способом; на Фіг. 4 - наведено 3D-модель поверхні кулачка розподільного вала; на Фіг. 5, 6- зображено подачу по контуру. На фігурах 1-3 вказані позиції: 1 - розподільний вал, 2 - шліфувальний круг, 3 - опорна шийка розподільного вала, 4 - кулачок, 5 - перша точка контакту шліфувального круга з деталлю, 5' поточна точка контакту шліфувального круга з деталлю. Схема нового способу глибинного шліфування опорних шийок та кулачків зі схрещеними осями круга 2 та деталі 1 (Фіг. 1), при якому після врізання, чорновий припуск знімається торцем круга, за рахунок поздовжнього переміщення, а чистове шліфування опорних шийок та кулачків виконується периферією. При обертанні розподільного вала на кут (Фіг. 2) точка контакту 5 круга 2 з деталлю 1 переміщується, за рахунок синхронних вертикального S x і поперечного S y рухів інструмента, 55 вона завжди знаходиться в горизонтальній площині, яка проходить через вісь обертання круга та центр кривизни деталі, це забезпечує постійну глибину різання по контуру. Нерівномірне обертання стабілізує подачу по контуру та зняття припуску в порівнянні з методом обробки з рівномірним обертанням розподільного вала. 1 UA 105101 U У модульних 3D-моделях використовуються однокоординатні матриці М1, М2, М3, М4, М5, М6, які описують переміщення вздовж осей X и , Yи , Z и та повороти навколо них Oи X и , OиYи , Oи Z и , відповідно. 5 Радіус-вектор оброблюваної поверхні розподільного вала описується інструментального модуля, модуля орієнтації та модуля формоутворення добутком о r Czф yc S хс Сzuu (i )u Ru (i ) e 4 , (2) де Сzuu (i )u Ru (i ) - циліндричний модуль інструментальної поверхні; о S хс - сферичний модуль орієнтації шліфувального круга щодо системи координат деталі; Czф yc - циліндричний модуль формоутворення, який задає рух інструмента відносно 10 деталі. Циліндричний модуль інструментальної поверхні Сzuu (i )u Ru (i ) M 3Zu i M 6u M 2Ru (i) . (3) Сферичний модуль орієнтації шліфувального круга щодо системи координат деталі о S хс M 5 M1xc . (4) 15 Циліндричний модуль формоутворення, який задає рух інструмента відносно деталі Czф yc M 3Z M 6 M 2 yc , (5) де Z u i - і-та осьова координата шліфувального круга; 20 25 и - кут повороту інструмента навколо осі Oи Z и ; Ru (i ) - і-тий радіус шліфувального круга; - кут нахилу шліфувального круга відносно осі OиYи ; х с - міжосьова відстань шліфувального круга і деталі в вертикальній площині; z - подача, яка описує рух деталі вздовж осі O Z відносно шліфувального круга; - кут повороту деталі; y c - міжосьова відстань шліфувального круга і деталі в горизонтальній площині. Поверхня деталі залежить від 6 параметрів. За допомогою наведених нижче рівнянь зв'яжемо чотири параметри z p , (6) X c Rm sin , (7) Yc Ru Rm cos , (8) 30 35 40 V n 0 , (9) де Rm - поточний радіус кривизни кулачка розподільного вала; Ru - радіус шліфувального круга; n - одиничний вектор нормалі до інструментальної поверхні; V - вектор швидкості відносного руху інструмента в системі координат деталі. На Фіг. 4 представлена 3D-модель поверхні кулачка розподільного вала, яка утворена рухом лінії контакту по еквідистанті поверхні деталі. Нерівномірне обертання стабілізує подачу по контуру та зняття припуску (Фіг. 6) в порівнянні з методом обробки з рівномірним обертанням розподільного вала (Фіг. 5). На базі дослідження модульних 3D-моделей запропоновано обробку розподільного вала, який забезпечує стабілізацію глибини різання, подачі по контуру та зняття припуску. Корисна модель може бути застосована в галузях: автомобілебудування, тракторобудування, суднобудування. 2 UA 105101 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб шліфування опорних шийок та кулачків розподільного вала за один установ, який виконують шліфувальним кругом, що обертається, який здійснює установне переміщення в осьовому напрямку деталі, що обертається навколо власної осі, і забезпечує обробку опорних шийок в режимі круглого шліфування, який відрізняється тим, що вісь обертання круга переміщується синхронно в поперечному і вертикальному напрямках, що забезпечує розташування точок контакту в горизонтальній площині, яка проходить через вісь обертання інструмента та центр кривизни кулачка, це забезпечує вертикальне розташування дотичної до поверхні деталі в кожній точці контуру, стабілізацію глибини різання, а завдяки нерівномірному обертанню деталі - подачу по контуру та зняття припуску. UA 105101 U 4 UA 105101 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюKalchenko Vitalii Ivanovych
Автори російськоюКальченко Виталий Иванович
МПК / Мітки
МПК: B24B 5/16
Мітки: опорних, шліфування, установ, розподільного, кулачків, шийок, вала, спосіб
Код посилання
<a href="https://ua.patents.su/7-105101-sposib-shlifuvannya-opornikh-shijjok-ta-kulachkiv-rozpodilnogo-vala-za-odin-ustanov.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування опорних шийок та кулачків розподільного вала за один установ</a>
Спосіб шліфування корінних і шатунних шийок колінчастого вала за один установ
Номер патенту: 95593
Опубліковано: 25.12.2014
Автори: Кальченко Дмитро Володимирович, Кальченко Віталій Іванович
МПК: B24B 5/42
Мітки: спосіб, установ, колінчастого, вала, шліфування, корінних, шатунних, шийок
Формула / Реферат:
Спосіб шліфування корінних та шатунних шийок колінчастого вала за один установ, що включає використання шліфувального круга, що обертається, який здійснює установче переміщення в осьовому напрямку деталі і забезпечує обробку корінних шийок в режимі круглого шліфування, деталь, що обертається навколо власної осі, який відрізняється тим, що при рівномірному обертанні деталі вісь обертання круга переміщують синхронно в поперечному і...
Спосіб шліфування ступінчастого вала за один установ
Номер патенту: 92179
Опубліковано: 11.08.2014
Автори: Кальченко Віталій Іванович, Кальченко Дмитро Володимирович
МПК: B24B 5/04
Мітки: спосіб, вала, шліфування, ступінчастого, установ
Формула / Реферат:
Спосіб шліфування ступінчастого вала за один установ, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі, і який здійснює радіальне установче переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що при обробці циліндричних поверхонь і торців кут повороту круга вибирається із вимог забезпечення необхідної точності торців деталі, а оптимальну подачу...
Спосіб відновлення кулачків розподільних валів з граничним зношуванням
Номер патенту: 30770
Опубліковано: 11.03.2008
Автори: Смєлов Андрій Олександрович, Лазуренко Андрій Сергійович, Юдовінский Валерій Борісович
МПК: F01L 1/04
Мітки: розподільних, граничним, спосіб, зношуванням, кулачків, валів, відновлення
Формула / Реферат:
Спосіб відновлення кулачків розподільних валів з граничним зношуванням, що включає відновлення ексцентрика та робочої частини профілю кулачків, який відрізняється тим, що на циліндричну поверхню кулачка електроконтактним наварюванням наварюють сталеву стрічку, а твердосплавну суміш наплавляють на робочу частину профілю кулачка та здійснюють механічну обробку відновленої поверхні кулачка.
Спосіб круглого врізного шліфування деталей

Номер патенту: 55300
Опубліковано: 10.12.2010
Автори: Спащанський Денис Вікторович, Євтухов Артем Віталійович, Євтухов Віталій Геннадійович
МПК: B24B 1/00
Мітки: деталей, круглого, шліфування, спосіб, врізного
Формула / Реферат:
Спосіб круглого врізного шліфування деталей, при якому кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю з зменшенням швидкості обертання деталі в 2,5-3 рази, який відрізняється тим, що після встановлення безперервного контакту шліфувального круга з деталлю швидкість подальшого обертання деталі змінюють безупинно протягом всього процесу шліфування від максимального до мінімального...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Ніколенко Олег Миколайович
МПК: B24B 5/00
Мітки: випуклих, спосіб, криволінійних, обертання, шліфування, поверхонь
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Попередній патент: Спосіб зневоднення та знесолення нафтових емульсій
Наступний патент: Склад смузі “авокадо”
Випадковий патент: Захисний елемент, спосіб його виготовлення (варіанти), захищений від підробки папір та цінний документ, що його містить