Спосіб шліфування ступінчастого вала за один установ
Номер патенту: 92179
Опубліковано: 11.08.2014
Автори: Кальченко Дмитро Володимирович, Кальченко Віталій Іванович


Формула / Реферат
Спосіб шліфування ступінчастого вала за один установ, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі, і який здійснює радіальне установче переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що при обробці циліндричних поверхонь і торців кут повороту круга вибирається із вимог забезпечення необхідної точності торців деталі, а оптимальну подачу знаходять з виразу:
![]() , (1)
, (1)
де ![]() - кут повороту шліфувального круга відносно осі деталі;
- кут повороту шліфувального круга відносно осі деталі;
![]() - радіус шліфувального круга;
- радіус шліфувального круга;
![]() - радіус деталі;
- радіус деталі;
![]() - глибина різання.
- глибина різання.
Текст
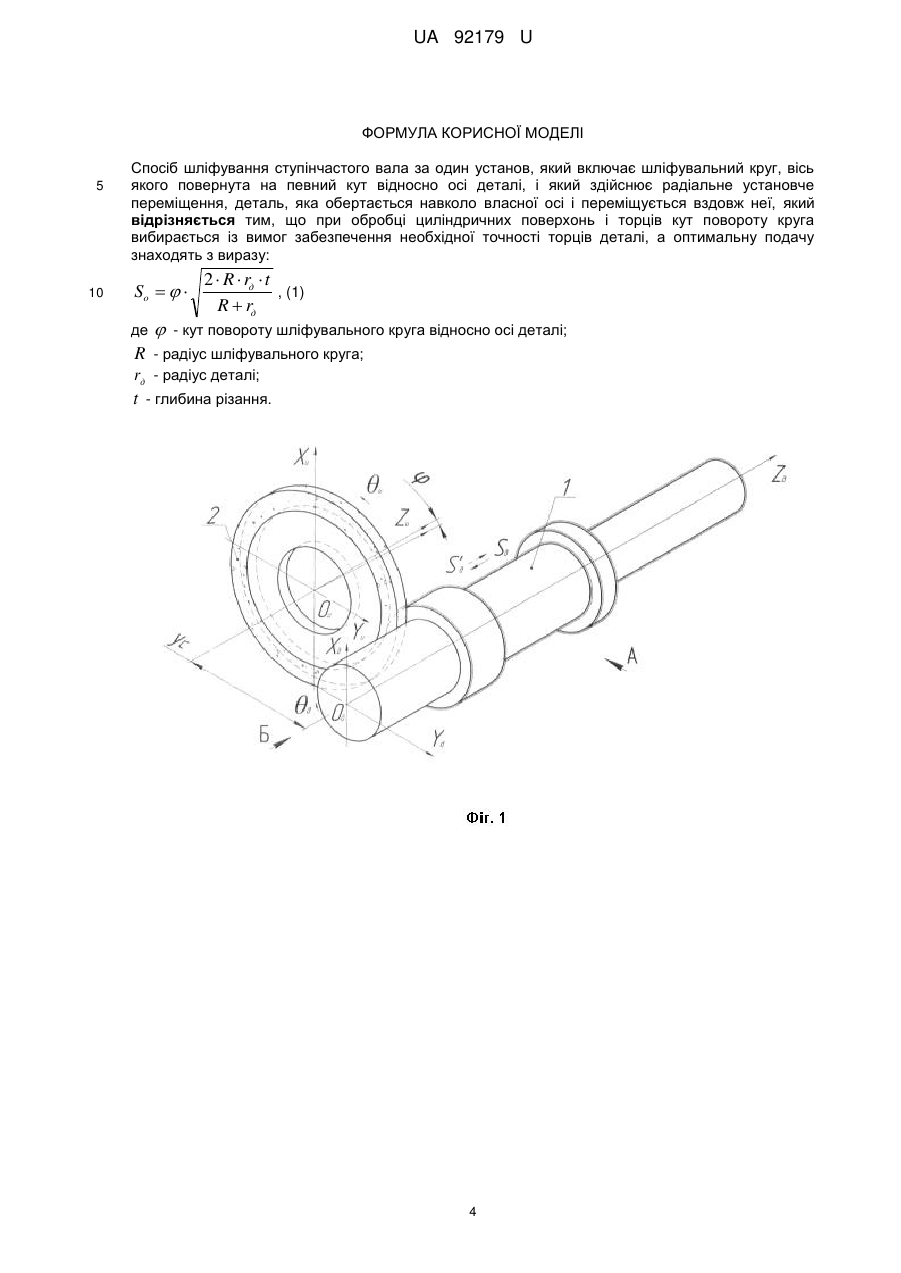
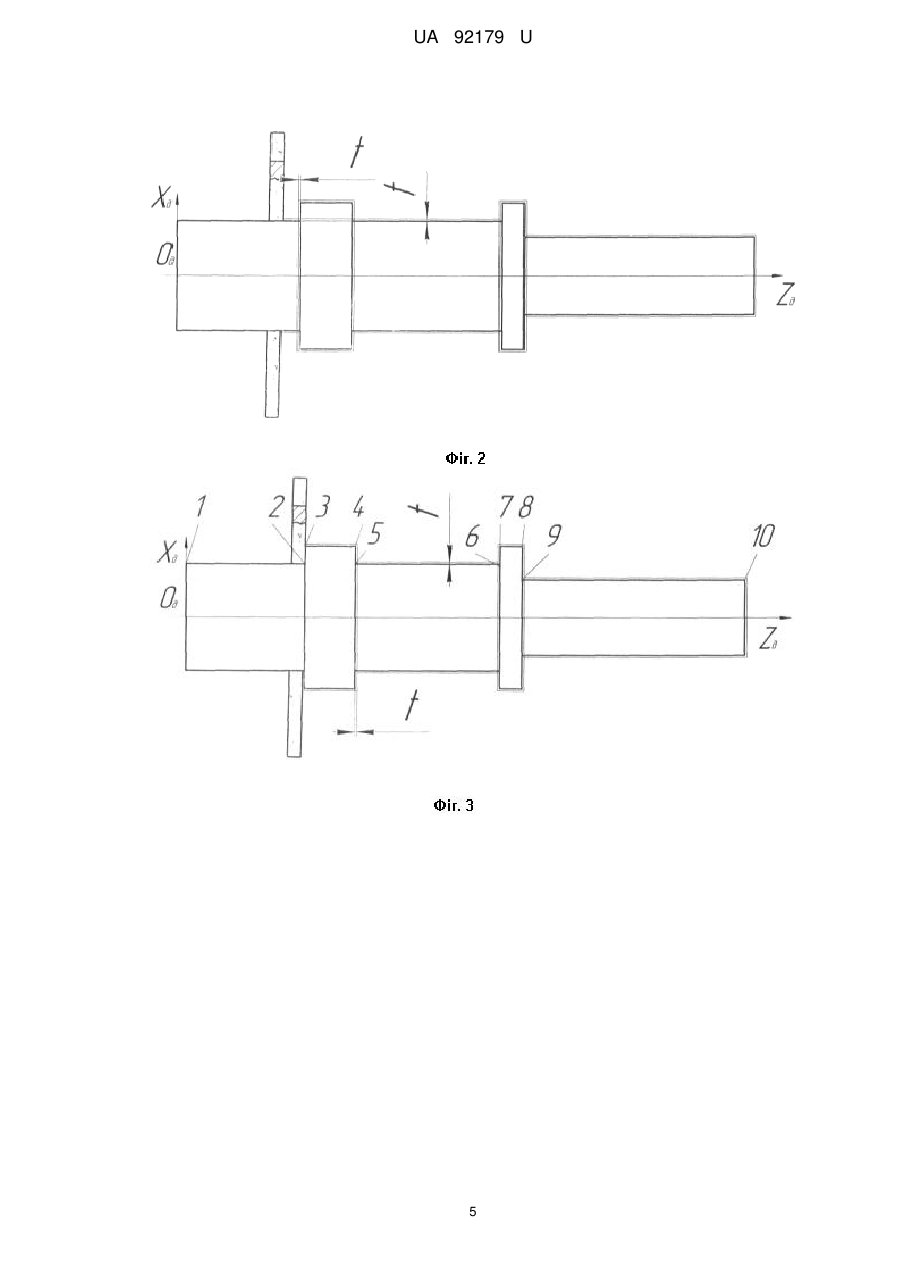
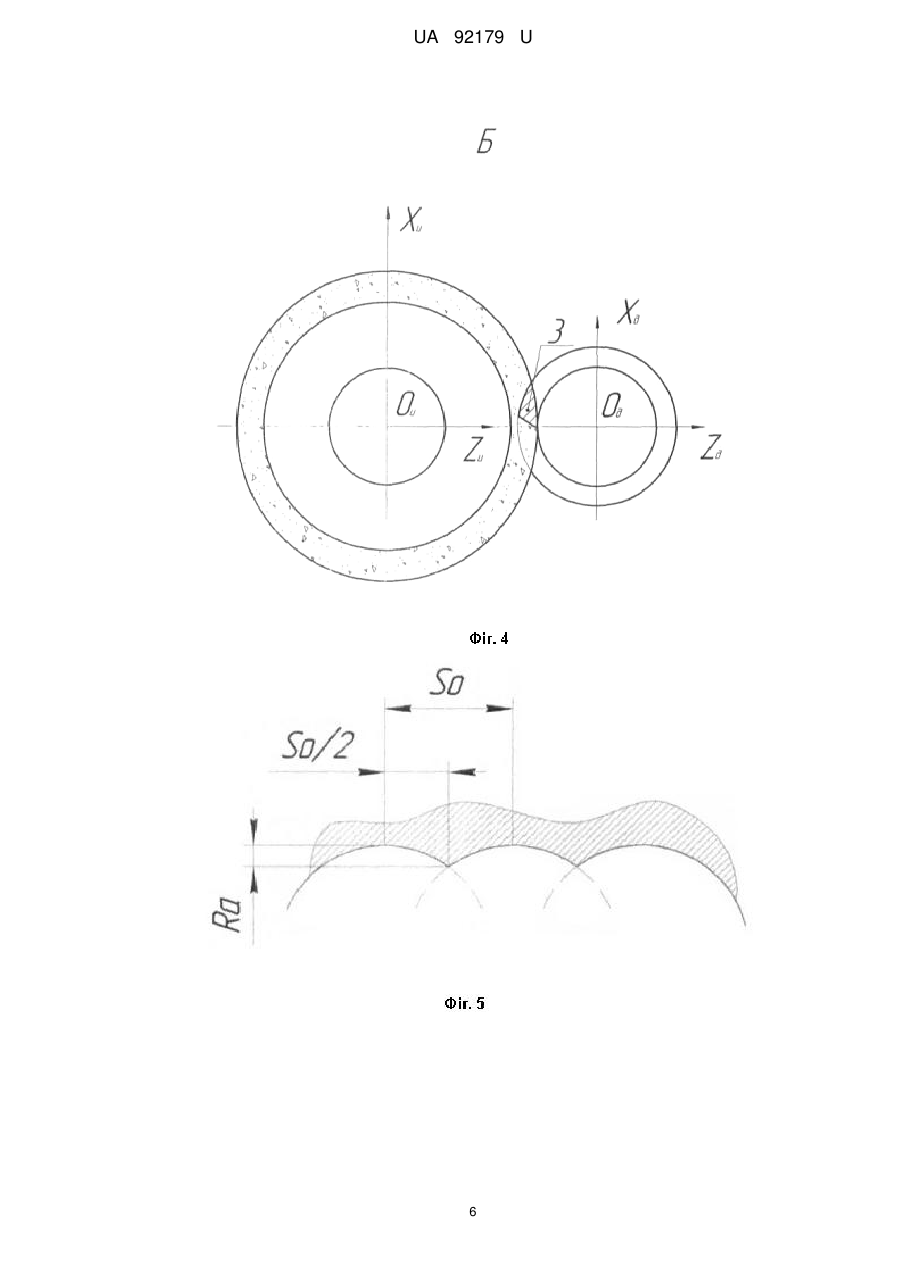
Реферат: UA 92179 U UA 92179 U 5 10 15 20 Корисна модель належить до металообробки та машинобудування і може бути використана при шліфуванні циліндричних та торцевих поверхонь ступінчастих валів. Фірмою "JUNKER" (ФРГ) (Круглое шлифование с ЧПУ// Проспект фирмы "Junker maschinen" на станки "Quickpoint 1001" и "Quickpoint 1002". Erwin Junker. Maschinen fabric Gmbh, Junkerstraβe 2. Postfach 25. D 7618 Nordrash. Germany. 1991, 16 c.) розроблений спосіб обробки циліндричних і торцевих поверхонь, при якому осі круга і деталі схрещуються під невеликим кутом. Але не наведено формулу визначення оптимальної подачі, яка пов'язана з кутом нахилу шліфувального круга, який забезпечує потрібну точність обробки торців деталі. В способі глибинного круглого шліфування зі схрещеними осями деталі і круга, що вибрано за найближчий аналог (Патент № 47457 Україна, МПК В24В5/00. Спосіб глибинного швидкісного поздовжнього круглого шліфування зі схрещеними осями деталі та круга / Кальченко В.І., Кальченко В.В, Дмитренко М.А.; опубл. 25.03.2010, Бюл. № 3, 2010), основний припуск зрізується торцем шліфувального круга, а чистовий периферією. Участь торця в процесі різання забезпечується поворотом шліфувального круга відносно осі, що проходить через осьовий переріз деталі та перпендикулярна до її осі обертання. Недоліком даного способу є те, що в ньому розглядається тільки процес глибинного шліфування циліндричних поверхонь, кут повороту круга вибирається з умов рівномірного розподілу навантаження на торець шліфувального круга. В основу корисної моделі поставлена задача підвищення точності і продуктивності при обробці циліндричних поверхонь та торців ступінчастого вала. Поставлена задача вирішується тим, що при обробці циліндричних поверхонь і торців кут повороту круга вибирається із вимог забезпечення необхідної точності торців деталі, а оптимальну подачу знаходять з виразу So 2 R rд t ,(1) R rд де R 25 - радіус шліфувального круга; - кут повороту шліфувального круга відносно осі деталі; rд - радіус деталі; 30 35 40 t - глибина різання. На Фіг. 1 показано схему глибинного круглого шліфування ступінчастого вала зі схрещеними осями деталі і круга. На Фіг. 2 зображено схему шліфування циліндричної поверхні. На Фіг. 3 вид по стрілці А фігури 1. На Фіг. 4 - вид по стрілці Б фігури 1. На Фіг. 5 - утворення шорсткості. На Фіг. 6 - профіль деталі при обробці циліндричної поверхні. На Фіг. 7 - графік залежності похибки від кута нахилу круга. На вказаних фігурах 1-4 вказані позиції: 1 - оброблювана деталь, 2 - шліфувальний круг, 3 пляма контакту круга і деталі. Схему процесу глибинного круглого шліфування ступінчастого вала зі схрещеними осями інструмента та деталі зображено на Фіг. 1, де ступінчастий вал 1 шліфується ельборовим кругом 2. Пляма контакту 3 деталі 1 з торцем круга 2 зображена на Фіг. 4. При обробці вала вісь круга 2 (Фіг. 2) OиYи перпендикулярна твірній циліндра. Круг 2 переміщується вздовж осі OдZд системи координат OдXдYдZд деталі до точки 2, з подачею на оберт So, параметр гвинтового руху р дорівнює p 45 50 So . (2) 2 Для розробки загальної модульної 3D моделі зняття припуску та точності формоутворення при шліфуванні ступінчастого вала необхідно описати інструментальну поверхню. Загальна модель інструментальної поверхні шліфувального круга описуються циліндричним модулем, який обумовлюється наявністю таких параметрів: і - координата ділянки шліфувального круга, за допомогою якої задаємо профіль шліфувального круга у площині OиYиZи, θи - кут повороту інструмента навколо осі OиZи (Фіг. 1). Загальну модель шліфувального круга можна представити у вигляді и rи CZи i и Rи i e 4 , (3) де rи - радіус вектор точок шліфувального круга; и CZи i и Rи i - циліндричний модуль формоутворення шліфувального круга, який являє собою матрицю переходу радіус-вектора початкової точки e 4 в систему координат інструмента. 1 UA 92179 U У модульних 3D моделях використовуються однокоординатні матриці М1, М2, М3, М4, М5, М6, які описують переміщення вздовж напрямків Х и, Yи, Zи та повороти навколо осей О иХи, ОиYи, OиZи. Циліндричний модуль, який описує інструментальну поверхню, має вигляд Cиi М 3 Z и i М 6 и М 2 Rи i , (4) 5 rи , i М 3 Z и i М 6 и М 2 Rи i e 4 . (5) Профіль шліфувального круга запишемо за допомогою функції Хевісайда: i ir поч (6) Z и i i 1 Фi ir поч ir поч r sin r Фi ir поч Фi ir кін ir поч r Фi ir кін , 10 i ir поч (7) Rи i R 1 Фi ir поч R r cos r 1 Фi ir поч Фi ir кін R r i ir кін Фi ir кін , де i r поч - координата і початку профільної ділянки шліфувального круга; i r кін - координата кінця профільної ділянки шліфувального круга. 15 Використовуємо циліндричний шліфувальний круг прямого профілю з радіусом R радіусом заокруглення r. Номінальна поверхня вала описується радіус вектором шліфувального круга, модулем орієнтації та модулем формоутворення o rд М ид rи C zф д yc S rи , (8) д де М ид - матриця переходу з системи координат інструмента в систему координат деталі, яка являє собою добуток сферичного модуля 20 координат деталі та циліндричного модуля o S орієнтації шліфувального круга щодо системи C zф д yc , який задає рух інструмента відносно деталі. д Сферичний модуль орієнтації інструмента дорівнює o S М 4 . (9) Циліндричний модуль формоутворення Czф д yc М 3 zд М 6 д М 2 yс (10) д 25 де y с - міжосьова відстань шліфувального круга і деталі; д - кут повороту деталі; z д - подача, яка описує рух деталі вздовж осі ОдZд відносно шліфувального круга. Враховуючи формули (3), (8), рівняння обробленої поверхні має вигляд o и rд z, д , , i C zф д yc S C Zи i и Rи i e 4 , (11) д 30 Поверхня деталі залежить від 4 параметрів. Треба зв'язати два параметри. Використовуючи параметр гвинтового руху зв'яжемо подачу So на оберт з кутом повороту деталі використовуючи формулу (2). z д д p , (12) враховуючи зв'язок (12) перепишемо рівняння (11) 35 o и rд д , , i Cфд p д yc S C Zи i и Rи i e 4 , (13) Для визначення оброблюваної поверхні необхідно записати рівняння, яке буде визначати лінію контакту деталі та інструментальної поверхні V n 0 , (14) n - одиничний вектор нормалі до інструментальної поверхні; V - вектор швидкості відносного руху інструмента в системі координат деталі. де 40 Нормаль можна знайти як добуток векторів, дотичних до інструментальної поверхні. Для знаходження нормалі необхідно диференціювати радіус-вектор деталі за двома незалежними 2 UA 92179 U и та і. Для знаходження вектора відносної швидкості необхідно радіус вектор інструментальної поверхні в системі координат деталі диференціювати за параметром д , який параметрами моделює кут повороту оброблюваної поверхні за одиницю часу. При однопараметричному огинанні зв'язок між параметрами 5 и , і, д має вигляд рівності нулю змішаного добутку трьох векторів частинних похідних вектора rд . θи; rд rд rд , (15) i 0 и д rд rд де n - вектор нормалі до інструментальної поверхні в точці з координатами і та i и rд V - вектор швидкості руху інструмента відносно деталі. д 10 15 Коли шліфувальний круг підходить до точки 2-t (Фіг. 3) він починає обробляти припуск t торця 2-3 вала. Оскільки шліфувальний круг повернений навколо осі О иХи на кут φ, вісь інструмента і деталі не паралельні, виникає похибка δ. Для знаходження похибки формоутворення торця деталі, рівняння оброблюваної поверхні (13) перетинають площиною ZиOиYи, переріз якої показано на Фіг. 6. Похибку торця δ знаходять з виразу (16). z ф z н , (16) де z ф - координата кінця лінії перетину шліфувального круга з деталлю (Фіг. 6); z н - лінія перетину при відсутності похибки (Фіг. 6). 20 25 30 35 40 Залежність похибки торця оброблюваної деталі від кута нахилу шліфувального круга наведено на Фіг. 7. Зі збільшенням кута точність торця зменшується. Після обробки торця 2-3 шліфуємо циліндричні поверхні 3-4, 5-6, 7-8, 9-10 та торець ступінчастого вала в напрямку подачі Sд (Фіг. 3) 6-7. Після обробки циліндричної поверхні 9-10 кут нахилу шліфувального круга змінюється на протилежний - φ і шліфують необроблені торці: 8-9, 4-5 у напрямку подачі S'д (Фіг. 3). При цьому в рівнянні (6) Zи(і) перед дужками заміняємо знак «+» на «-». Із графіка, приведеного на Фіг. 7 знаходимо, в залежності від потрібної точності торця, кут орієнтації φ. З виразу (1), знаходимо оптимальну подачу So в залежності від кута φ. Наприклад, для профілю торця ступінчастого вала, при перепаді діаметрів 6 мм і допустимій похибці δ = 0,02 мм, кут орієнтації ельборового круга φ = 0,35°, а з виразу (1) - повздовжня подача So=0,08 мм/об. Кут нахилу круга, який знаходимо з вимог необхідної точності торця (Фіг. 6), завжди менший, ніж кут, який забезпечує необхідну шорсткість циліндричної поверхні Ra (Фіг. 5), яку знаходять з виразу (17) S Ra Pr d 0 Pr d o , (17) 2 де Pr d 0 - висота профілю деталі в точці повороту кута, S Pr d o - висота профілю деталі в точці віддаленій на половину подачі, So на оберт 2 деталі. При обробці циліндричних поверхонь і торців ступінчастих валів кут обираємо з вимог отримання необхідної точності торця, він є лімітуючим і забезпечує необхідну шорсткість Ra циліндричної поверхні. При зменшенні подачі на оберт продуктивність обробки досягають за рахунок збільшення частоти обертання деталі. Корисна модель може бути застосована майже у всіх галузях машинобудування. 3 UA 92179 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб шліфування ступінчастого вала за один установ, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі, і який здійснює радіальне установче переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що при обробці циліндричних поверхонь і торців кут повороту круга вибирається із вимог забезпечення необхідної точності торців деталі, а оптимальну подачу знаходять з виразу: So де 2 R rд t , (1) R rд - кут повороту шліфувального круга відносно осі деталі; R - радіус шліфувального круга; rд - радіус деталі; t - глибина різання. 4 UA 92179 U 5 UA 92179 U 6 UA 92179 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюKalchenko Vitalii Ivanovych
Автори російськоюКальченко Виталий Иванович
МПК / Мітки
МПК: B24B 5/04
Мітки: установ, вала, шліфування, спосіб, ступінчастого
Код посилання
<a href="https://ua.patents.su/9-92179-sposib-shlifuvannya-stupinchastogo-vala-za-odin-ustanov.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування ступінчастого вала за один установ</a>
Спосіб шліфування жолоба плоскої деталі

Номер патенту: 60089
Опубліковано: 10.06.2011
Автори: Кальченко Володимир Віталійович, Полуян Анатолій Вікторович, Кальченко Віталій Іванович
МПК: B24B 21/00
Мітки: спосіб, плоскої, деталі, шліфування, жолоба
Формула / Реферат:
Спосіб шліфування жолоба плоскої деталі шліфувальним кругом з профілем у вигляді дуги кола, що обертається і переміщується вздовж осі жолоба та виконує в кінці ходу поперечну подачу, який відрізняється тим, що вісь шліфувального круга в процесі формоутворення розташовується під кутом до осі жолоба, а припуск знімається за рахунок поперечної подачі круга на врізання і синхронного його повороту на кут, який забезпечує еквідистантне знімання...
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Шам Максим Костянтинович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: безцентрового, циліндричних, поздовжного, поверхонь, спосіб, шліфування
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Ніколенко Олег Миколайович
МПК: B24B 5/00
Мітки: обертання, шліфування, спосіб, випуклих, криволінійних, поверхонь
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Ільїн Дмитро Олександрович
МПК: B24B 1/00
Мітки: кругом, некруглих, спосіб, циліндричним, циліндричних, поверхонь, шліфування
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Спосіб шліфування ступінчастих валів зі схрещеними осями деталі і круга
Номер патенту: 90443
Опубліковано: 26.05.2014
Автори: Кальченко Віталій Іванович, Кальченко Дмитро Володимирович
МПК: B24B 5/04
Мітки: деталі, осями, спосіб, круга, шліфування, валів, ступінчастих, схрещеними
Формула / Реферат:
Спосіб шліфування ступінчастих валів зі схрещеними осями деталі та круга, який включає використання ельборового круга, вісь якого повернута на певний кут відносно осі деталі, і який здійснює радіальне установче переміщення, при цьому деталь обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що при обробці торцевих поверхонь кут орієнтації круга обирається з умов отримання необхідної точності, а для...
Попередній патент: Пінополіуретановий матеріал
Наступний патент: Система автоматичного управління розподілом газових бульбашок за розміром у процесі флотації
Випадковий патент: Спосіб з'єднання трубобетонної колони з фундаментом