Спосіб шліфування корінних і шатунних шийок колінчастого вала за один установ
Номер патенту: 95593
Опубліковано: 25.12.2014
Автори: Кальченко Дмитро Володимирович, Кальченко Віталій Іванович
Формула / Реферат
Спосіб шліфування корінних та шатунних шийок колінчастого вала за один установ, що включає використання шліфувального круга, що обертається, який здійснює установче переміщення в осьовому напрямку деталі і забезпечує обробку корінних шийок в режимі круглого шліфування, деталь, що обертається навколо власної осі, який відрізняється тим, що при рівномірному обертанні деталі вісь обертання круга переміщують синхронно в поперечному і вертикальному напрямках, для забезпечення розташування точок контакту в горизонтальних площинах, які проходить через осі шатунної шийки та інструмента, це дає рівність кутів обертання деталі та кутів переміщення точки контакту круга з деталлю, стабілізацію глибини різання, подачі по контуру та площі зніманого припуску.
Текст
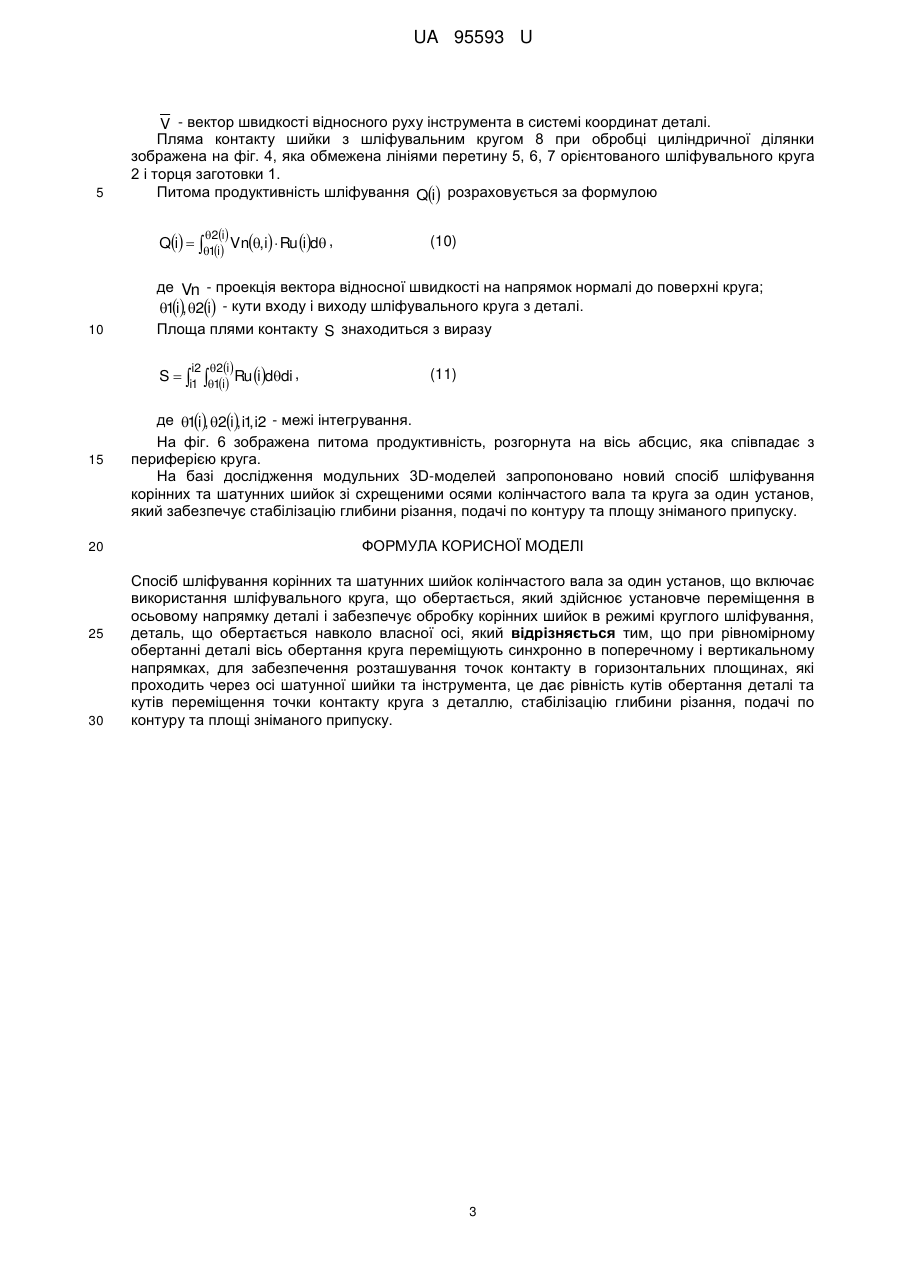
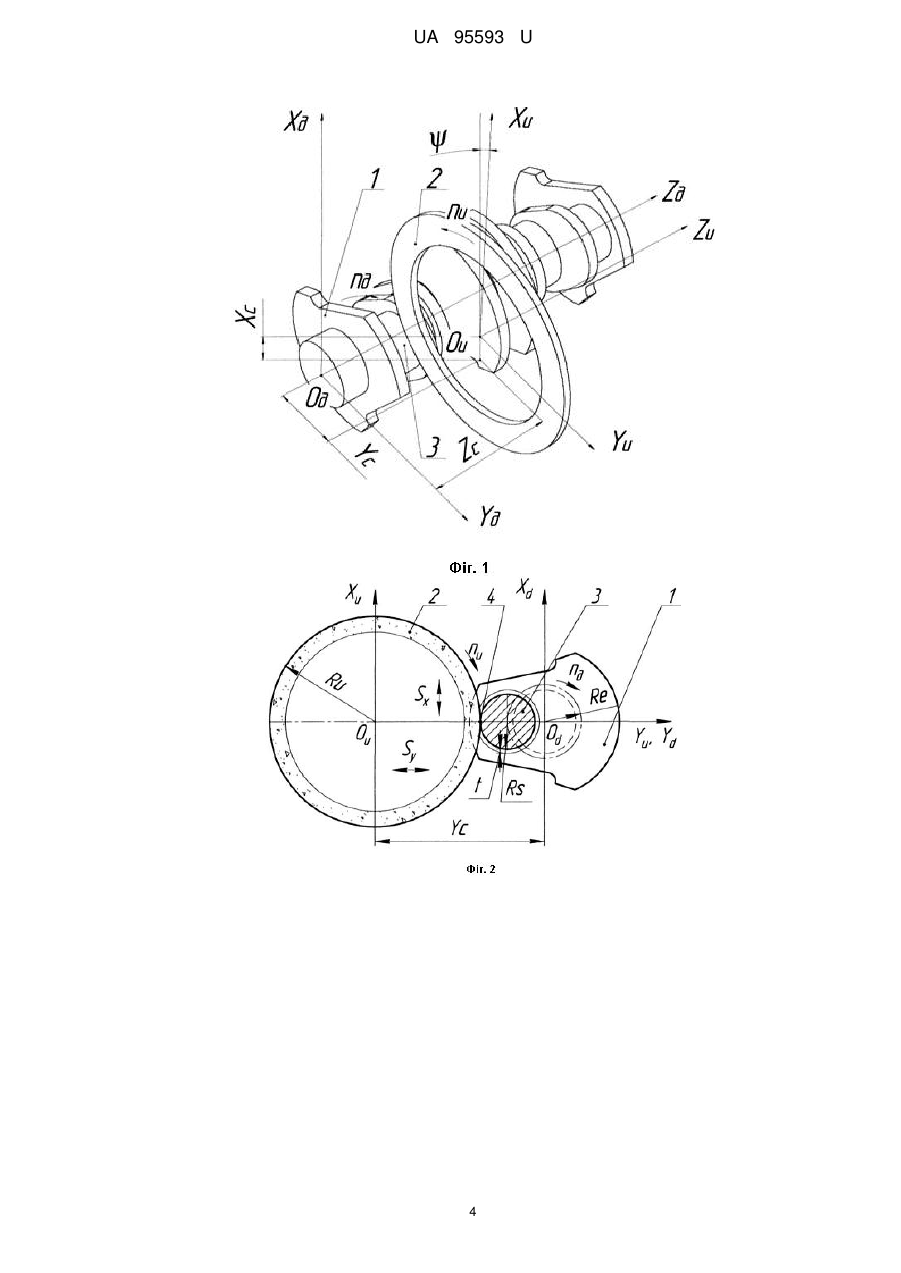
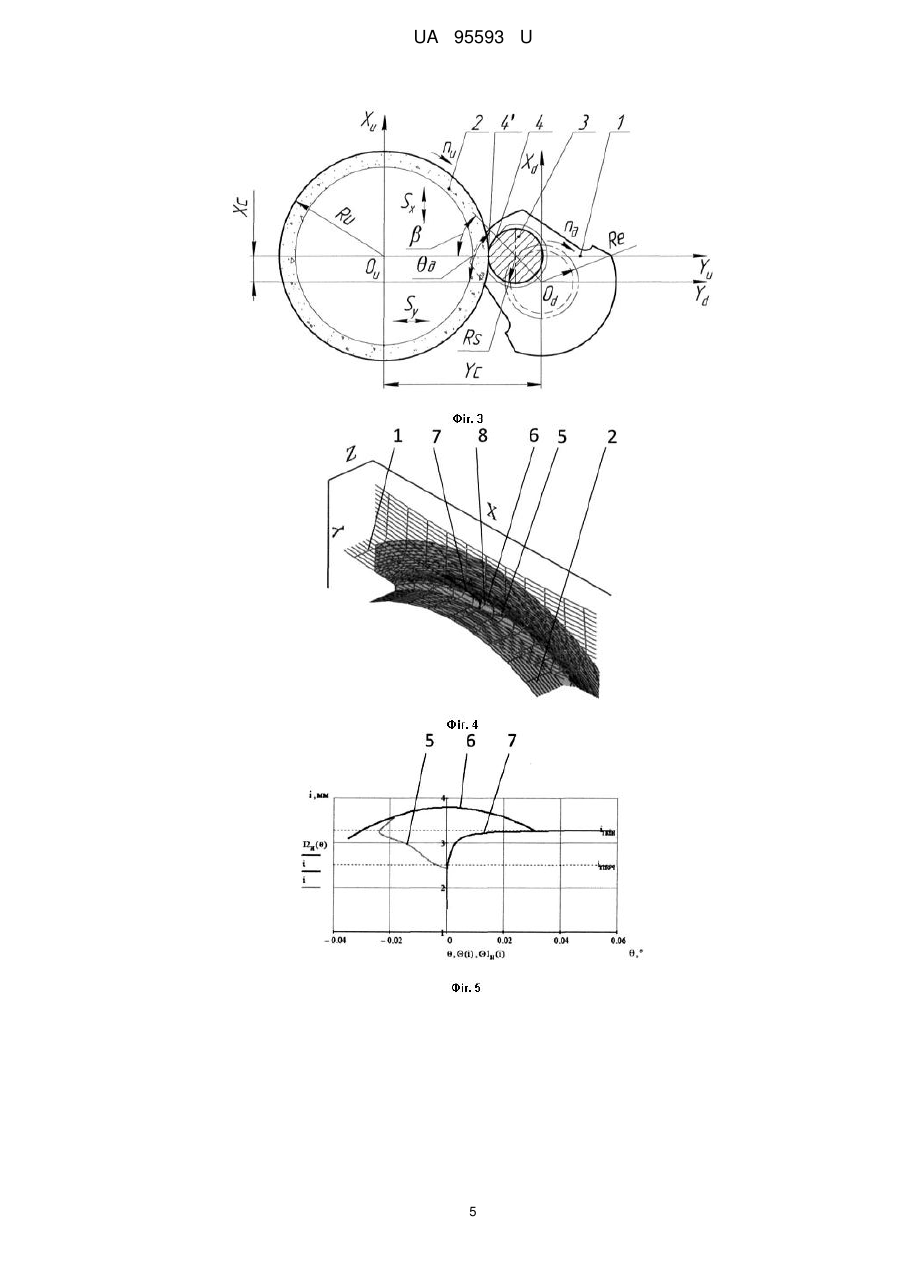
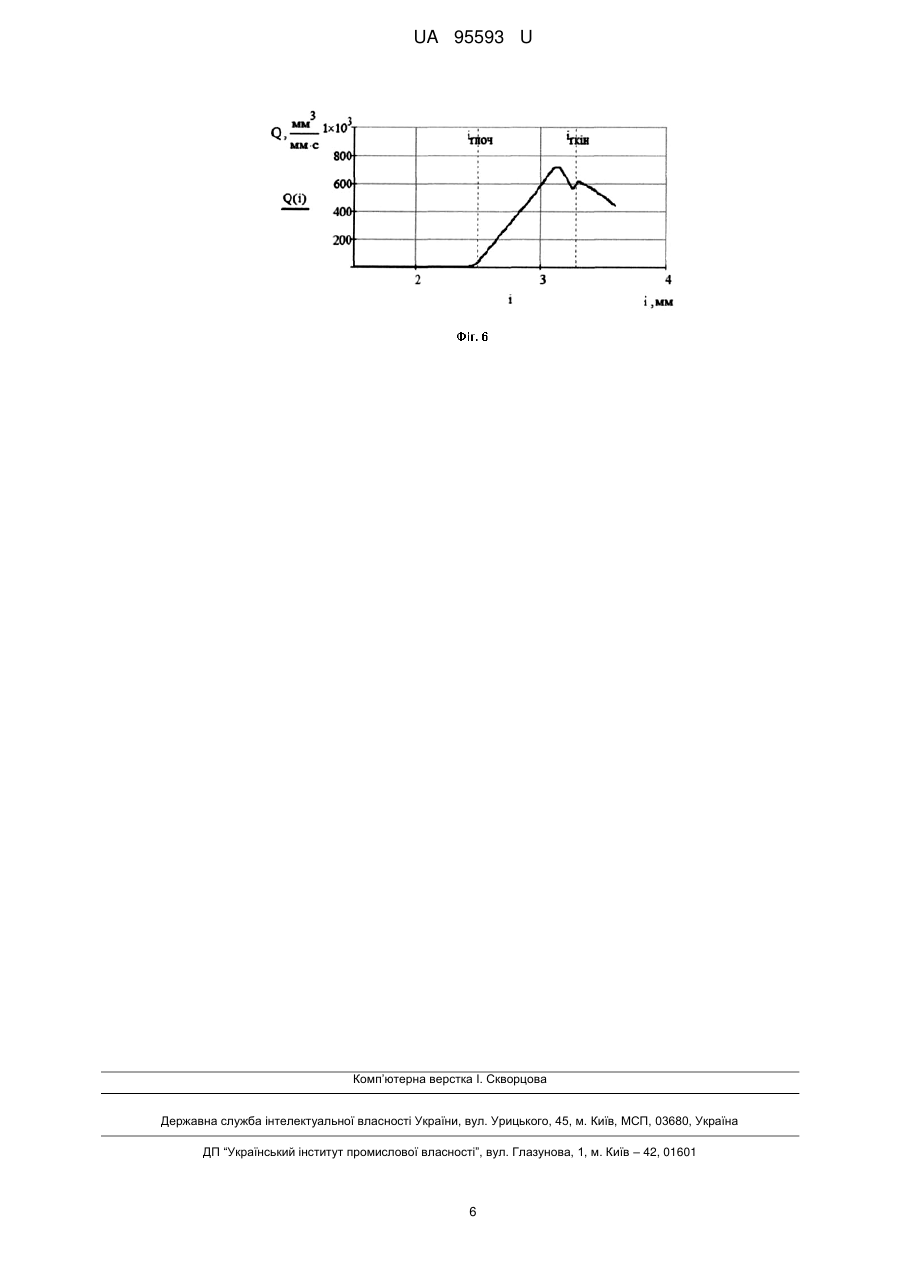
Реферат: UA 95593 U UA 95593 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до автомобілебудування, тракторобудування, суднобудування і може бути використана при шліфуванні колінчастих валів. Відомий спосіб шліфування корінних та шатунних шийок, які обробляються на вітчизняних підприємствах на верстатах моделей 3411, 3Д4230, 3Д4231, 3В423, ЛТ-235 Лубенського верстатобудівного заводу "Шлифверст" (Промышленность в фокусе// информационноаналитический международный технический журнал 01072 Украина, г. Харьков. 2013, 60с). Обробка всіх корінних шийок на цих верстатах проводиться за один установ в режимі круглого шліфування. Шліфування кожної шатунної шийки потребує переустановлення колінчастого вала при суміщенні її осі з віссю обертання шпинделя верстата. При переустановці колінчастого вала виникає дисбаланс, який потребує балансування, що знижує швидкохідність та продуктивність. Найближчим аналогом є відомий спосіб шліфування корінних та шатунних шийок за один установ, впроваджений фірмою Junker (Германія) (CBN crankshaft grinding// Prospect firm "Junker maschinen" on machines "JUCRANK 1000", "JUCRANK 3000", "JUCRANK 5000", "JUCRANK 6S/L/XL". Erwin Junker. Maschinen fabric Gmbh, Junkerstrape 2. 77787 Nordrash. Germany. 2012, 12 p). Обробка корінних шийок проходить на круглошліфувальному верстаті. При обробці шатунних шийок її контакт з кругом відбувається за рахунок зворотно-поступального руху в площині, яка проходить через осі обертання інструмента та колінчастого вала, що забезпечує обкатку шийки за один оберт деталі. В процесі обертання колінчастого вала точка контакту круга з деталлю виходить з площини, яка проходить через осі обертання інструмента та деталі, що призводить до зміни глибини врізання, яка завжди більше величини зніманого припуску. Це призводить до нерівномірного зняття припуску, знижує продуктивність і якість обробки. Задача корисної моделі - підвищення продуктивності і точності обробки корінних та шатунних шийок за один установ при глибинному високошвидкісному шліфуванні зі схрещеними осями круга і колінчастого валу за рахунок стабілізації глибини різання, подачі по контуру та площі зніманого припуску при рівномірному обертанні деталі. Поставлена задача вирішується тим, що спосіб шліфування корінних та шатунних шийок колінчастого вала за один установ включає використання шліфувального круга, що обертається, який здійснює установче переміщення в осьовому напрямку деталі і забезпечує обробку корінних шийок в режимі круглого шліфування, деталь, що обертається навколо власної осі, згідно з корисною моделлю, при рівномірному обертанні деталі вісь обертання круга переміщується синхронно в поперечному і вертикальному напрямках, для забезпечення розташування точок контакту в горизонтальних площинах, які проходить через осі шатунної шийки та інструмента, це дає рівність кутів обертання деталі та кутів переміщення точки контакту круга з деталлю, стабілізацію глибини різання, подачі по контуру та площі зніманого припуску. На фіг. 1 зображено розрахункову схему шліфування колінчастого вала; на фіг. 2 - показано схему шліфування шатунних шийок новим способом; на фіг. 3, 4 - наведена пляма контакту деталі зі шліфувальним кругом; на фіг. 5 - зображено лінію перетину шліфувального круга і шийки колінчастого вала; на фіг. 6 - зображено розподіл питомої продуктивності шліфування при обробці циліндричної поверхні. На фігурах 1-5 вказані позиції: 1 - колінчастий вал, 2 - шліфувальний круг, 3 - шатунна шийка колінчастого вала, 4 - перша точка контакту шліфувального круга з деталлю, 4 - поточна точка контакту шліфувального круга з деталлю, 5 - лінія перетину шліфувального круга і торця заготовки; 6 - лінія перетину зовнішнього циліндра заготовки і шліфувального круга; 7 - лінія контакту, 8 - пляма контакту шийки з шліфувальним кругом. Схема нового способу глибинного шліфування корінних та шатунних шийок зі схрещеними осями круга 2 та деталі 1 (фіг. 1), при якому після врізання, чорновий припуск знімається торцем круга, за рахунок поздовжнього переміщення, а чистове шліфування корінних і шатунних шийок виконується периферією. При рівномірному обертанні колінчастого вала 1 на кут (фіг. 3) точка контакту 4 круга 2 з деталлю 1 переміщується на кут відносно горизонтальної площини шатунної шийки 3. За рахунок синхронних вертикального і поперечного переміщень шліфувального круга забезпечується постійна глибина різання t (фіг. 2) (глибина дорівнює припуску), подача по контуру і площа зніманого припуску. Це підвищує продуктивність і якість обробки. Подача по контуру дорівнює Sк RS , (1) 1 UA 95593 U 5 де RS - радіус шатунної шийки колінчастого вала (фіг. 3); - кут між точками контакту 4 та 4'. У модульних 3D-моделях використовуються однокоординатні матриці М1, М2, М3, М4, М5, М6, які описують переміщення вздовж осей Х и, Yи, Zи та повороти навколо них О иХи, ОиYи, OиZи, відповідно. Радіус-вектор оброблюваної поверхні колінчастого вала описується добутком інструментального модуля, модуля орієнтації та модуля формоутворення r Cф y So x Cu i R i e4 , z c c zu u u 10 (2) де Cu - циліндричний модуль інструментальної поверхні; zu iu Ru i So x - сферичний модуль орієнтації шліфувального круга щодо системи координат деталі; c Cф y z c - циліндричний модуль формоутворення, який задає рух інструмента відносно деталі. Циліндричний модуль інструментальної поверхні 15 Cu i R i M3Zu M6u M2Ru . i i zu u u (3) Сферичний модуль орієнтації шліфувального круга щодо системи координат деталі So x M5 M1xc . (4) c 20 Циліндричний модуль формоутворення, який задає рух інструмента відносно деталі Cф y M3z M6 M2yc , z c (5) де Zu i - і-та осьова координата шліфувального круга; и - кут повороту інструмента навколо осі O иZи; 25 30 Ru i - і-тий радіус шліфувального круга; - кут нахилу шліфувального круга відносно осі О иYи; x c - міжосьова відстань шліфувального круга і деталі в вертикальній площині; z - подача, яка описує рух деталі вздовж осі ОZ відносно шліфувального круга; - кут повороту деталі; y c - міжосьова відстань шліфувального круга і деталі в горизонтальній площині. Поверхня деталі залежить від 6 параметрів. За допомогою наведених нижче рівнянь зв'яжемо чотири параметри z p , Xc Re sin , 40 (7) Yc Ru Rs Re cos . (8) V n 0 , 35 (6) (9) де R e - ексцентриситет (радіус обертання шатунної шийки відносно осі корінної шийки колінчастого вала); Ru - радіус шліфувального круга; n - одиничний вектор нормалі до інструментальної поверхні; 2 UA 95593 U 5 V - вектор швидкості відносного руху інструмента в системі координат деталі. Пляма контакту шийки з шліфувальним кругом 8 при обробці циліндричної ділянки зображена на фіг. 4, яка обмежена лініями перетину 5, 6, 7 орієнтованого шліфувального круга 2 і торця заготовки 1. Питома продуктивність шліфування Q розраховується за формулою i 2i Qi Vn, i Ru id , 1 i 10 (10) де Vn - проекція вектора відносної швидкості на напрямок нормалі до поверхні круга; 1, 2 - кути входу і виходу шліфувального круга з деталі. i i Площа плями контакту S знаходиться з виразу i2 2i Ru i1 1i S iddi , (11) 15 де 1i, 2i, i1 i2 - межі інтегрування. , На фіг. 6 зображена питома продуктивність, розгорнута на вісь абсцис, яка співпадає з периферією круга. На базі дослідження модульних 3D-моделей запропоновано новий спосіб шліфування корінних та шатунних шийок зі схрещеними осями колінчастого вала та круга за один установ, який забезпечує стабілізацію глибини різання, подачі по контуру та площу зніманого припуску. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб шліфування корінних та шатунних шийок колінчастого вала за один установ, що включає використання шліфувального круга, що обертається, який здійснює установче переміщення в осьовому напрямку деталі і забезпечує обробку корінних шийок в режимі круглого шліфування, деталь, що обертається навколо власної осі, який відрізняється тим, що при рівномірному обертанні деталі вісь обертання круга переміщують синхронно в поперечному і вертикальному напрямках, для забезпечення розташування точок контакту в горизонтальних площинах, які проходить через осі шатунної шийки та інструмента, це дає рівність кутів обертання деталі та кутів переміщення точки контакту круга з деталлю, стабілізацію глибини різання, подачі по контуру та площі зніманого припуску. 3 UA 95593 U 4 UA 95593 U 5 UA 95593 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюKalchenko Vitalii Ivanovych
Автори російськоюКальченко Виталий Иванович
МПК / Мітки
МПК: B24B 5/42
Мітки: корінних, шийок, спосіб, шліфування, колінчастого, шатунних, вала, установ
Код посилання
<a href="https://ua.patents.su/8-95593-sposib-shlifuvannya-korinnikh-i-shatunnikh-shijjok-kolinchastogo-vala-za-odin-ustanov.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування корінних і шатунних шийок колінчастого вала за один установ</a>
Спосіб шліфування ступінчастого вала за один установ
Номер патенту: 92179
Опубліковано: 11.08.2014
Автори: Кальченко Дмитро Володимирович, Кальченко Віталій Іванович
МПК: B24B 5/04
Мітки: шліфування, вала, спосіб, ступінчастого, установ
Формула / Реферат:
Спосіб шліфування ступінчастого вала за один установ, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі, і який здійснює радіальне установче переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що при обробці циліндричних поверхонь і торців кут повороту круга вибирається із вимог забезпечення необхідної точності торців деталі, а оптимальну подачу...
Пристрій для контролю геометрії корінних та шатунних шийок колінчастих валів
Номер патенту: 24232
Опубліковано: 07.07.1998
Автори: Семкович Олександр Дмитрович, Сенчук Степан Романович, Оліскевич Мирослав Степанович
МПК: G01B 5/08
Мітки: колінчастих, шатунних, шийок, геометрії, контролю, валів, пристрій, корінних
Формула / Реферат:
Пристрій для контролю геометрії корінних та шатунних шийок колінчастих валів, що складається з двох основ, вимірювального засобу і механізму його переміщення відносно відповідної шатунної шийки, який відрізняється тим, що пристрій складається з двох співвісних, кінематично незв'язаних центрозмішувачів, кожен з яких виконаний у вигляді вала з нерухомою на ньому планшайбою і нерухомим у ній центром; з двох поводкових шайб, які можуть обертатися...
Пристрій для полірування шийок колінчатого вала

Номер патенту: 59704
Опубліковано: 25.05.2011
Автори: Менасанова Садаат Енверівна, Хабрат Микола Іванович, Халілов Вадім, Сулейманов Ернест Сейдаметович
МПК: B24B 5/42
Мітки: колінчатого, вала, пристрій, шийок, полірування
Формула / Реферат:
Пристрій для полірування шийок колінчатого вала, що містить кліщовий захват із тримачем і полірувальною стрічкою, для охвату шийки колінчатого вала, який відрізняється тим, що він оснащений рамкою у вигляді циліндричної балки зі стійками, що закріплюються на токарському верстаті, і групою кліщових захватів для охвату всіх корінних і шатунних шийок колінчатого вала, при цьому тримачі кліщових захватів корінних шийок нерухомо закріплені на...
Спосіб круглого врізного шліфування деталей

Номер патенту: 55300
Опубліковано: 10.12.2010
Автори: Євтухов Артем Віталійович, Спащанський Денис Вікторович, Євтухов Віталій Геннадійович
МПК: B24B 1/00
Мітки: деталей, круглого, шліфування, спосіб, врізного
Формула / Реферат:
Спосіб круглого врізного шліфування деталей, при якому кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю з зменшенням швидкості обертання деталі в 2,5-3 рази, який відрізняється тим, що після встановлення безперервного контакту шліфувального круга з деталлю швидкість подальшого обертання деталі змінюють безупинно протягом всього процесу шліфування від максимального до мінімального...
Спосіб підвищення ресурсу колінчастого вала дизеля
Номер патенту: 60012
Опубліковано: 10.06.2011
Автори: Мямлін Сергій Віталійович, Барановський Денис Миколайович
МПК: C21D 1/09
Мітки: вала, дизеля, підвищення, ресурсу, колінчастого, спосіб
Формула / Реферат:
Спосіб підвищення ресурсу колінчастого вала дизеля, який передбачає лазерну обробку робочих поверхонь, який відрізняється тим, що у зону лазерного опромінення подають природний графіт.
Попередній патент: Спосіб прогнозування зрощення перелому
Наступний патент: Відцентрово-ударна дробарка
Випадковий патент: Склад для активізації імунної системи