Спосіб електродугового наплавлення
Номер патенту: 105202
Опубліковано: 10.03.2016
Автори: Сидоренко Іван Андрійович, Кузнецов Валерій Дмитрович, Черненко Яна Миколаївна, Перемітько Валерій Вікторович


Формула / Реферат
Спосіб електродугового наплавлення, при якому на поверхню, що наплавляється, попередньо наносять покриття, який відрізняється тим, що покриття наносять валиками шириною 8-10 мм вздовж напрямку наплавлення з кроком 4-6 мм, електрод встановлюють зі зміщенням 2-5 мм відносно краю валика покриття, співвісно електроду генерують зовнішнє аксіальне магнітне поле індукцією 20-50 мТл, при цьому як покриття використовують суміш при наступному співвідношенні компонентів, мас. %:
залізний порошок
15-25
модифікувальні компоненти (карбіди, оксиди)
0,3-0,5
ґрунтовка
решта.
Текст
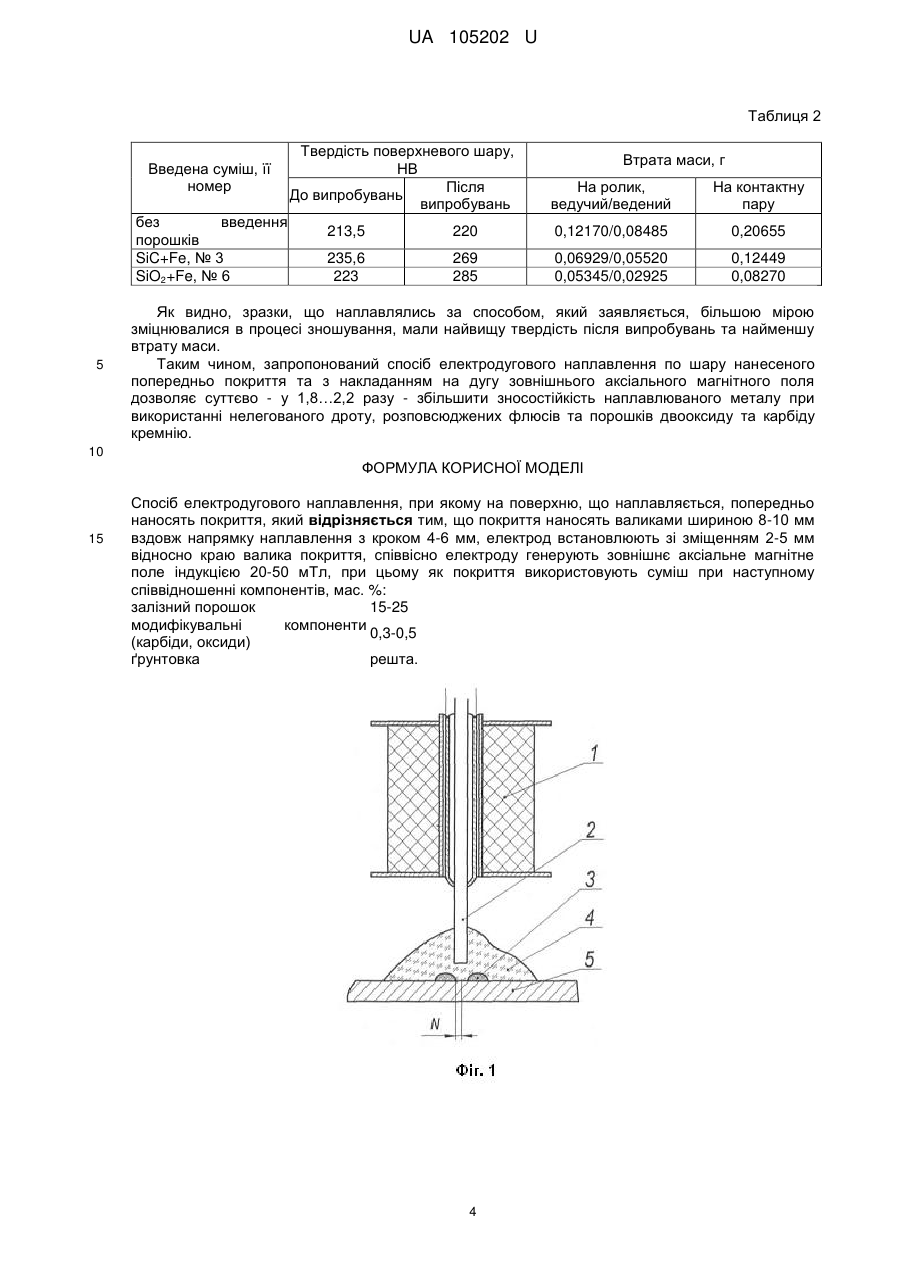
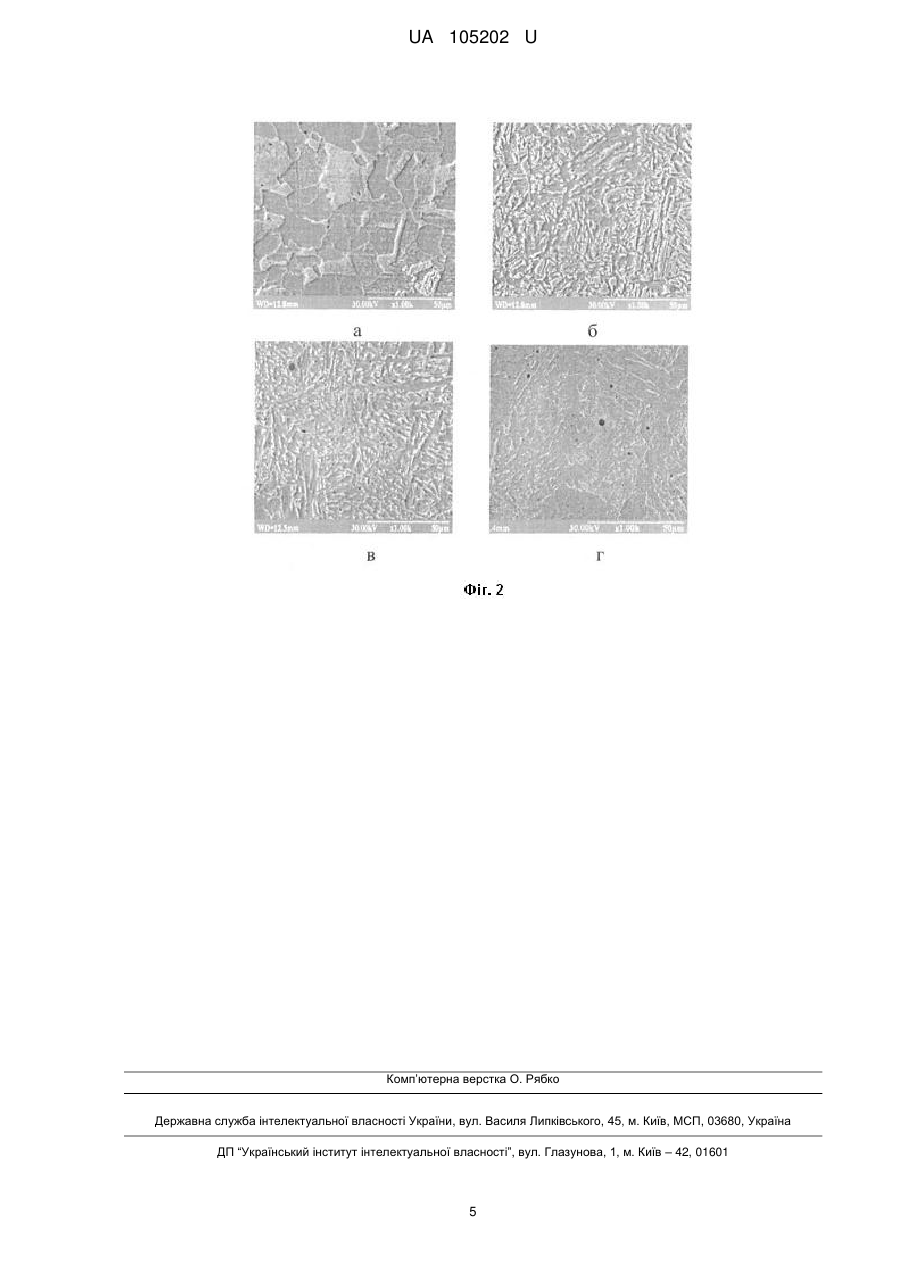
Реферат: Спосіб електродугового наплавлення включає попереднє нанесення покриття на поверхню, що наплавляється. При цьому покриття наносять валиками шириною 8-10 мм вздовж напрямку наплавлення з кроком 4-6 мм, електрод встановлюють зі зміщенням 2-5 мм відносно краю валика покриття, співвісно електроду генерують зовнішнє аксіальне магнітне поле індукцією 2050 мТл. Як покриття використовують суміш, що містить залізний порошок, модифікувальні компоненти (карбіди, оксиди) та ґрунтовку. UA 105202 U (54) СПОСІБ ЕЛЕКТРОДУГОВОГО НАПЛАВЛЕННЯ UA 105202 U UA 105202 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювального виробництва і може бути використана для відновлення та початкового виготовлення деталей для підвищення зносостійкості об'єктів, що піддаються абразивному та ударно-абразивному зношенню, наприклад обладнання будівельних, дорожніх та сільськогосподарських машин. Відомий спосіб наплавлення [Заявка на винахід № 96108155/02 (РФ), В23К 9/04, 1996], при якому підігрівають заготовку перед наплавленням, збуджують дугу непрямої дії та виконують наплавлення, при цьому графітовими елементами на заготовці формують пази під наплавлення, заготовку разом з графітовими елементами нагрівають до температури 800850 °C, а перед наплавленням у пази насипають високотемпературний флюс. Крім того, підігрів перед наплавленням ведуть у контрольованому середовищі. Недоліком цього способу є те, що схемою передбачається формування дискретного, несуцільного покриття, наплавленого з окремих валиків, обмежених графітовими елементами. Для нанесення суцільного шару металу на всій поверхні, дії, передбачені згаданим способом, повинні бути повторені (для обробки ділянок, на яких початково знаходились графітові елементи). Крім того, схемою нагріву не передбачаються умови, за яких можливим було б забезпечити диференціацію тепловведення та збереження від повного розплавлення окремих компонентів високотемпературного флюсу (у разі, якщо останній є сумішшю декількох компонентів): дія дуги є постійною та однаковою для утворених пазів під наплавлення. Відомий також спосіб наплавлення [Патент України на корисну модель № 76602, В23К 9/04, 2013], при якому заздалегідь на поверхні, що наплавляється, жорстко закріплюють допоміжні електропровідні стільникові елементи, вічка стільникових елементів заповнюють масою необхідного хімскладу, що наплавляється, і на необхідну висоту, і оплавляють, при цьому стільникові елементи приварюють конденсаторним зварюванням або пічною пайкою, у кожне вічко стільникових елементів заздалегідь вкладають зерно або зерна меншого об'єму із захисною підкладкою, що мають температуру плавлення, твердість і зносостійкість більшу, ніж порошки, що входять в масу, що наплавляється. Недоліком цього способу є складність досягнення рівномірного розподілу по поверхні зерен матеріалу, яким заповнюють стільникові елементи (складні у реалізації допоміжні електропровідні стільникові елементи, які попередньо повинні бути приварені або припаяні). Крім того, спосіб передбачає однакову теплову дію дуги по всій оброблюваній поверхні. Це ускладнює отримання працездатного (без небажаного підплавлення або розчинення зерен) композиційного шару, який наплавляється. Нанесення на кожне зерно захисної підкладки та регламентація співвідношення температур плавлення зерен та матеріалу порошків, що складають масу, яка наплавляється, суттєво обмежує технологічні можливості даного способу наплавлення. Найбільш близьким за технічною суттю та результатом, що досягається, до заявленої корисної моделі є спосіб електронаплавлення зношених деталей [Авторське свідоцтво СССР № 210975, Н05В, 1968], при якому покривають поверхню деталі сухою збрикетованою масою, при цьому як масу, що розплавляється, беруть чавунну стружку на клею і цією масою покривають наплавлювану поверхню суцільним шаром. Недоліком зазначеного способу є те, що фіксація додаткового матеріалу передбачена клеєм, який погіршує початкове запалювання та наступне підтримання стабільного горіння дуги. По-друге, у разі фіксації у розглянутий спосіб, крім чавунної стружки, додаткового матеріалу (зміцнювальних, модифікувальних компонентів у вигляді карбідів, нітридів, оксидів тощо), буде виникати небезпека їх розплавлення та подальшого розчинення. Це є небажаним по причині утворення крихких структур та різкого зниження показників експлуатаційних властивостей (в першу чергу пластичності та опірності утворенню тріщин). В основу корисної моделі поставлено задачу удосконалення способу електродугового наплавлення шляхом вибору ефективного складу покриття, схеми його нанесення, орієнтації електрода відносно покриття та регламентації індукції зовнішнього магнітного впливу, що призведе до подрібнення структурних складових металу, збереження від повного розплавлення частинок модифікувальних компонентів при використанні нелегованого дроту та недефіцитних плавлених флюсів, що дасть можливість отримувати композиційний наплавлений метал підвищеної зносостійкості. Поставлена задача вирішується тим, що в способі електродугового наплавлення, при якому на поверхню, що наплавляється, попередньо наносять покриття, згідно з корисною моделлю, покриття наносять валиками шириною 8-10 мм вздовж напрямку наплавлення з кроком 4-6 мм, електрод встановлюють зі зміщенням 2-5 мм відносно краю валика покриття, співвісно електроду генерують зовнішнє аксіальне магнітне поле індукцією 20-50 мТл, при цьому як покриття використовують суміш при наступному співвідношенні компонентів, мас. %: 1 UA 105202 U 5 10 15 20 25 30 35 40 45 50 55 залізний порошок 15-25 модифікувальні компоненти 0,3-0,5 (карбіди, оксиди) ґрунтовка решта. Модифікувальні компоненти вводять до суміші для забезпечення подрібнення структурних складових наплавлюваного металу, збільшення твердості та зносостійкості останнього. При частці модифікувальних компонентів у суміші до 0,3 мас. % ефект від їхнього введення суттєво знижується: подрібнення металу, що наноситься, збільшення його твердості та зносостійкості практично не відбувається. У разі збільшення присутності модифікувальних компонентів понад 0,5 мас. % ускладнюється їх засвоєння сумішшю та не спостерігається пропорційного зростання твердості, зносостійкості наплавлюваного металу, подрібнення структурних складових останнього. Модифікувальні компоненти змішують із залізним порошком для покращення їх засвоєння наплавленим металом та забезпечення рівномірної концентрації по довжині валика, що накладається. За присутності залізного порошку менше 15 мас. % ускладнюється досягнення рівномірності розподілу модифікувальних компонентів при нанесенні покриття на поверхню, що піддається наплавленню. Через різницю в насипній масі дисперсних-компонентів та густини рідкої компоненти (ґрунтовки) у цьому разі збільшується ймовірність осадження порошків та швидка втрата однорідності сумішшю, що наноситься. При збільшенні долі залізного порошку понад 25 мас. % суміш набуває значної в'язкості, стає складно нанести однорідне покриття на оброблювану поверхню. Ґрунтовка додається для приготування пастоподібної суміші та для рівномірного потрапляння порошкового матеріалу в наплавлюваний валик. Накладання зовнішнього аксіального магнітного поля на зварювальну дугу чинить гальмівну дію на швидкість потоків рідкого металу в ванні, зменшує глибину проплавлення основного металу, забезпечує збільшення поперечних розмірів наплавлювальної ванни. Останнє дає можливість розташовувати електрод зі зміщенням відносно валика покриття таким чином, щоб зменшувати тепловий вплив на матеріал покриття, забезпечуючи у цій області наплавлювальної ванни відносно невисоку температуру рідкого металу. Це сприяє недопущенню повного розчинення дисперсного матеріалу, що вводиться для подрібнення структури наплавлюваного металу та підвищення його зносостійкості. Найвища твердість нанесеного металу досягається при магнітній індукції в межах 20-50 мТл. При індукції зовнішнього магнітного поля понад 50 мТл збільшується ширина наплавлювальної ванни. Це спричиняє повне переплавлення покриття, тривале знаходження частинок модифікувальних компонентів у зоні високих температур та, як наслідок, повне розчинення дисперсного матеріалу. В результаті спостерігається зниження твердості. При індукції зовнішнього магнітного поля менше 20 мТл суттєвого збільшення поперечних розмірів наплавлювальної ванни не відбувається, виключається можливість збереження частинок модифікувальних компонентів після наплавлення (тепловий потік по всій ширині ванни залишатиметься однаково високим, валик покриття слід буде розташовувати ближче до осі електродного дроту). Шари покриття наносять валиками шириною 8-10 мм вздовж напрямку наплавлення. Покриття шириною понад 10 мм є завеликими: периферійні ділянки валиків піддаються повному переплавленню. По тій же причині суцільне нанесення покриття є також неефективним: ділянки покриття, які під час наплавлення опиняються безпосередньо під дугою, переплавляються, частинки модифікувальних компонентів розчиняються повністю. Ширина валиків до 8 мм забезпечує збереження від повного розчинення частинки модифікувальних компонентів, проте їх частка в об'ємі наплавленого металу зменшується. Змінюючи розташування електрода відносно осі валика покриття, режим наплавлення та характеристики магнітного поля, можна досягти того, що відносно тугоплавкі частинки покриття не будуть повністю розплавлятися в наплавлювальній ванні, і після кристалізації наплавленого металу будуть знаходитися в ньому у вільному стані. Оптимальне зміщення електрода відносно краю валика відносно краю валика покриття становить 2-5 мм. У разі, якщо електрод розташовують ближче 2 мм, покриття переплавляється повністю, модифікувальні частинки розчиняються. При розташуванні електрода на відстані від краю валика покриття більше 5 мм, матеріал покриття недостатньо нагрівається і повністю не розплавляється. Це стає причиною утворення дефектного наплавленого шару. Спосіб пояснюється кресленням, на якому наведено схему способу електродугового наплавлення (Фіг. 1) та знімками структури наплавленого металу (Фіг. 2). 2 UA 105202 U 5 10 15 20 25 Котушка 1 (Фіг. 1), що створює магнітне поле, монтується на пальник, співвісно електродному дроту 2. Електродний дріт 2 встановлюють зі зміщенням N відносно осі нанесеного заздалегідь покриття у вигляді валиків 3. Місце наплавлення засипають флюсом 4 для забезпечення належного захисту металу, що наноситься на наплавлювану деталь 5. На Фіг. 2 наведено структуру (×1000) металу: а - основний метал (сталь 45); б - зона термічного впливу; в, г - наплавлений метал із сумішшю порошків (SiC+Fe) та (SiО2+Fe) (чорні плями - частинки SiC та SiО2 відповідно). Спосіб електродугового наплавлення здійснюється таким чином. Попередньо готують суміш і на поверхню деталі 5 (Фіг. 1), яка потребує відновлення або зміцнення, нею наносять покриття валиками 3 вздовж напрямку наплавлення. Після цього деталь піддають сушінню. На пальник електродугової установки монтують котушку 1, що створює магнітне поле. Виконують встановлення пальника таким чином, щоб забезпечити зміщення N у розташуванні електродного дроту 2 відносно валика покриття. Забезпечують подачу флюсу 4, запалюють електричну дугу і виконують наплавлення в межах області поверхні деталі 5, яка потребує нанесення додаткового металу. У разі необхідності послідовність операцій, пов'язаних з нанесенням додаткової кількості металу, повторюють. Приклад. В умовах виробництва виконувалось наплавлення деталей ходової частини дорожніх машин зі сталі 45. На підготовлену поверхню наносили покриття валиками шириною 8-10 мм вздовж напрямку наплавлення з кроком 4-6 мм. Для покриття готували пастоподібні суміші на основі ґрунтовки ГФ 021, з використанням як модифікувальних компонентів карбіду та двооксиду кремнію. Оскільки порошки мають доволі відмінні параметри (форма, насипна маса), експериментальним шляхом визначалися оптимальні пропорції та витрата порошків на одиницю довжини валика. Отримані дані зведені в табл. 1. Таблиця 1 Номер суміші 1 2 3 4 5 6 30 35 40 45 Склад (компоненти) суміші SiC+Fe SiO2+Fe Співвідношення компонентів у суміші 0,04:1,0 0,08:1,0 0,12:1,0 0,15:1,0 0,30:1,0 0,45:1,0 Витрата порошку на валик довжиною 15 см, г 0,06 0,5 Наплавлення проводилось під флюсом АН-348А дротом Св-08А діаметром 3 мм на установці УД-209. Режим наплавлення: струм 400 А, напруга 32…36 В, швидкість подавання дроту 160 м/год., швидкість наплавлення 12…16 м/год., струм постійний, полярність зворотна. На зварювальний пальник монтувалася тороїдальна магнітна котушка, яка під час горіння дуги генерувала аксіальне магнітне поле індукцією 20-50 мТл. Зміщення у розташуванні електродного дроту відносно краю валиків нанесеного попередньо покриття становив 2-5 мм. З наплавлених за запропонованим способом деталей виготовлялись зразки для дослідження мікроструктури та зносостійкості наплавленого металу. Аналіз мікроструктур свідчить про позитивний вплив магнітного поля на кристалізацію наплавленого металу (Фіг. 2, а, б). Внаслідок інтенсивного перемішування при накладанні магнітного поля ферито-перлітні зерна мають розорієнтовану направленість. Крім того, наплавлений метал має дуже дрібну структуру - бал зерна нанесеного матеріалу складає 10…12 проти 6…8 початкових. Це пояснюється впливом магнітної індукції та присутністю нерозплавлених частинок двооксиду та карбіду кремнію, які достатньо рівномірно розподілені у наплавленому шарі (Фіг. 2, в, г). Детальне вивчення структурних складових виконувалось на глибині 2, 4 та 6 мм від поверхні наплавленого валика на ділянках шириною 5 мм симетрично його осі. Характер розподілу дисперсних вкраплень, а також їх кількість залишалися приблизно однаковими. Розмір частинок модифікувальних компонентів зменшився на порядок. Найбільші з них мали лінійні розміри в межах 10 мкм (початковий ~200 мкм). Проводились дослідження зносостійкості наплавленого металу на установці МИ-1М за схемою "ролик-ролик" (час зношування - 2 год., зусилля притискання - 1 кН, табл. 2). 50 3 UA 105202 U Таблиця 2 Введена суміш, її номер без введення порошків SiC+Fe, № 3 SiO2+Fe, № 6 5 Твердість поверхневого шару, НВ Після До випробувань випробувань Втрата маси, г На ролик, ведучий/ведений На контактну пару 213,5 220 0,12170/0,08485 0,20655 235,6 223 269 285 0,06929/0,05520 0,05345/0,02925 0,12449 0,08270 Як видно, зразки, що наплавлялись за способом, який заявляється, більшою мірою зміцнювалися в процесі зношування, мали найвищу твердість після випробувань та найменшу втрату маси. Таким чином, запропонований спосіб електродугового наплавлення по шару нанесеного попередньо покриття та з накладанням на дугу зовнішнього аксіального магнітного поля дозволяє суттєво - у 1,8…2,2 разу - збільшити зносостійкість наплавлюваного металу при використанні нелегованого дроту, розповсюджених флюсів та порошків двооксиду та карбіду кремнію. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб електродугового наплавлення, при якому на поверхню, що наплавляється, попередньо наносять покриття, який відрізняється тим, що покриття наносять валиками шириною 8-10 мм вздовж напрямку наплавлення з кроком 4-6 мм, електрод встановлюють зі зміщенням 2-5 мм відносно краю валика покриття, співвісно електроду генерують зовнішнє аксіальне магнітне поле індукцією 20-50 мТл, при цьому як покриття використовують суміш при наступному співвідношенні компонентів, мас. %: залізний порошок 15-25 модифікувальні компоненти 0,3-0,5 (карбіди, оксиди) ґрунтовка решта. 4 UA 105202 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/04
Мітки: спосіб, наплавлення, електродугового
Код посилання
<a href="https://ua.patents.su/7-105202-sposib-elektrodugovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового наплавлення</a>
Спосіб електродугового наплавлення
Номер патенту: 71290
Опубліковано: 15.11.2004
Автори: Власов Анатолій Федорович, Нерівний Андрій Володимирович, Жаріков Сергій Володимирович, Карпенко Володимир Михайлович
МПК: B23K 9/04
Мітки: спосіб, наплавлення, електродугового
Формула / Реферат:
1. Спосіб електродугового наплавлення, який включає встановлення формуючого пристрою, насипання флюсу на поверхню основного металу, подачу неплавкого або плавкого електрода, збудження зварювальної дуги, який відрізняється тим, що у пристрій засипають шар екзотермічної металофлюсової легованої суміші, яка забезпечує потрібну масу наплавленого металу за один прохід.2. Спосіб за п. 1, який відрізняється тим, що екзотермічна металофлюсова...
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 55909
Опубліковано: 27.12.2010
Автори: Савуляк Валерій Іванович, Шенфельд Валерій Йосипович, Осадчук Андрій Юрійович, Шаповалова Олеся Василівна
МПК: B23K 9/04
Мітки: металевих, поверхню, виробів, наплавлення, електродугового, спосіб
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, тканини, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що разом з вуглевмісним матеріалом на поверхню, що наплавляють, наносять тонкий дріт з легувального матеріалу.
Спосіб електродугового зварювання та наплавлення з введенням у зварювальну ванну нанокомпонентів
Номер патенту: 105188
Опубліковано: 10.03.2016
Автори: Кузнецов Валерій Дмитрович, Степанов Денис Володимирович
МПК: B23K 9/16
Мітки: спосіб, введенням, зварювання, наплавлення, нанокомпонентів, електродугового, ванну, зварювальну
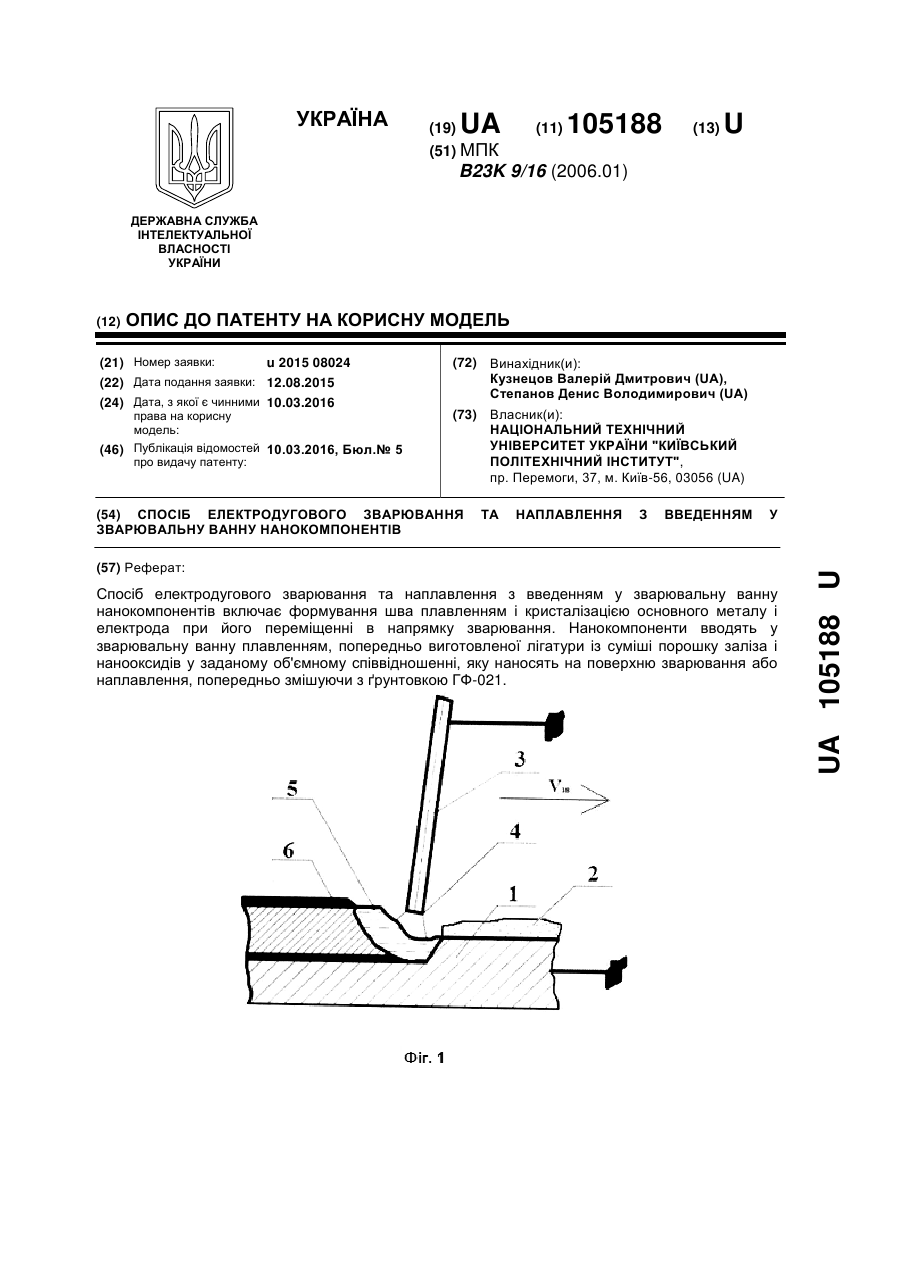
Формула / Реферат:
Спосіб електродугового зварювання та наплавлення з введенням у зварювальну ванну нанокомпонентів, що включає формування шва плавленням і кристалізацією основного металу і електрода при його переміщенні в напрямку зварювання, який відрізняється тим, що нанокомпоненти вводять у зварювальну ванну плавленням, попередньо виготовленої лігатури із суміші порошку заліза і нанооксидів у заданому об'ємному співвідношенні, яку наносять на поверхню...
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 52753
Опубліковано: 10.09.2010
Автори: Шенфельд Валерій Йосипович, Осадчук Андрій Юрійович, Шаповалова Олеся Василівна, Савуляк Валерій Іванович, Заболотний Сергій Антонович
МПК: B23K 9/04
Мітки: електродугового, металевих, поверхню, виробів, спосіб, наплавлення
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що мають шари з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, тканини, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що вуглецеві волокна наносять на поверхню, що наплавляють, і фіксують за допомогою суспензії з рідкого скла або клею або полімерів та суміші порошків...
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю
Номер патенту: 71260
Опубліковано: 15.11.2004
Автори: Осадчук Андрій Юрійович, Савуляк Валерій Іванович
МПК: B23K 9/04
Мітки: вуглецю, спосіб, наплавлення, електродугового, поверхню, підвищеним, металевих, виробів, вмістом, шарів
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляється, вуглевмісного матеріалу і їх сумісне плавлення, який відрізняється тим, що як вуглевмісний матеріал використовують вуглецеві матеріали у вигляді волокон, тканини, стрічки чи повсті.
Попередній патент: Пристрій для контролю електричного двигуна
Наступний патент: Модернізований реактор для проведення самопоширюючого високотемпературного синтезу
Випадковий патент: Спосіб замочування зерна у виробництві кукурудзяного крохмалю