Спосіб безперервної термомеханічної обробки катанки
Номер патенту: 105426
Опубліковано: 12.05.2014
Автори: Заваліщін Алєксандр Ніколаєвіч, Сичков Алєксандр Борісовіч, Жукова Свєтлана Юр'євна, Плюта Валерій Леонідович, Емєлюшін Алєксєй Ніколаєвіч, Пєрєгудов Алєксєй Вячєславовіч, Жигарєв Максім Алєксандровіч, Пєрчаткін Андрєй Владіміровіч, Нестеренко Анатолій Михайлович
Формула / Реферат
Спосіб термомеханічної обробки катанки, що включає гарячу прокатку катанки і її двостадійне охолодження, в процесі якого на першій стадії виконують охолодження водою до температур аустенітного стану, а на другій стадії здійснюють подальше поетапне повітряне охолодження витків катанки під теплоізолювальними кришками, який відрізняється тим, що на першій стадії охолодження водою виконують зі швидкістю 125-625 °C/с, а повітряне охолодження здійснюють за двома етапами: на першому - вентиляторним повітрям зі швидкістю 1,2-1,7 °C/с, а на другому проводять витримку витків катанки протягом 600-1000 с в діапазоні температур 550-700 °C для уповільненого охолодження зі швидкістю не більше 0,03 °C/с.
Текст
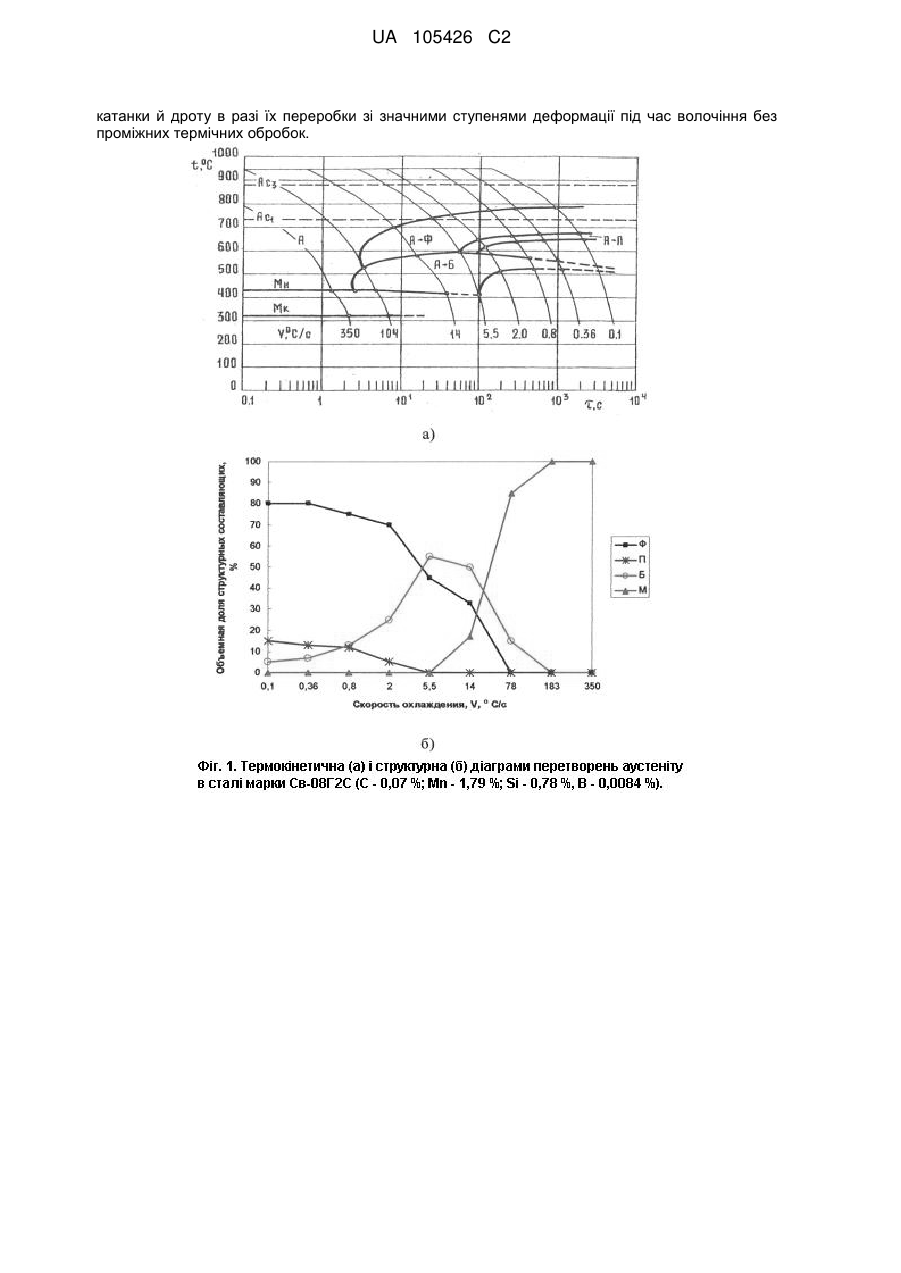
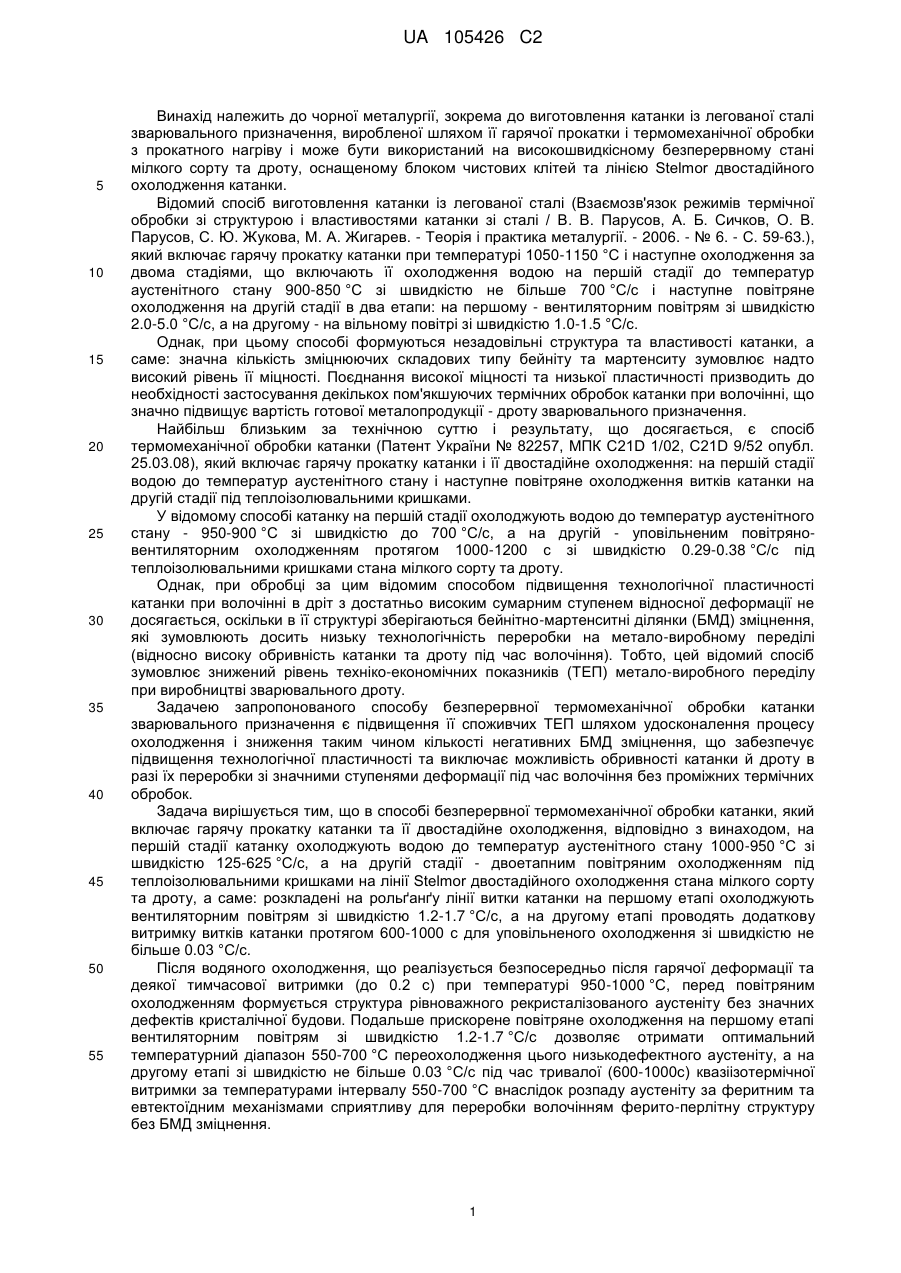
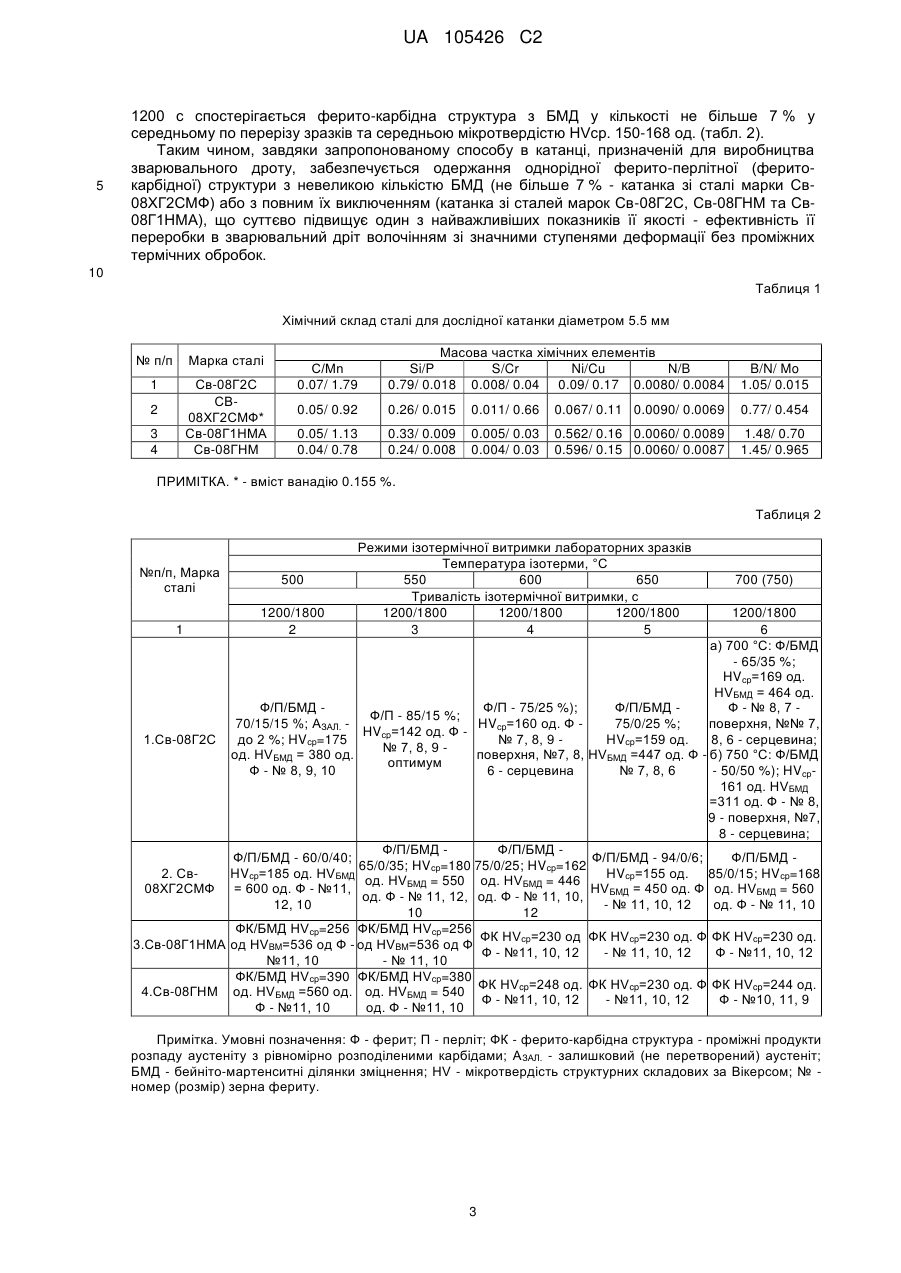
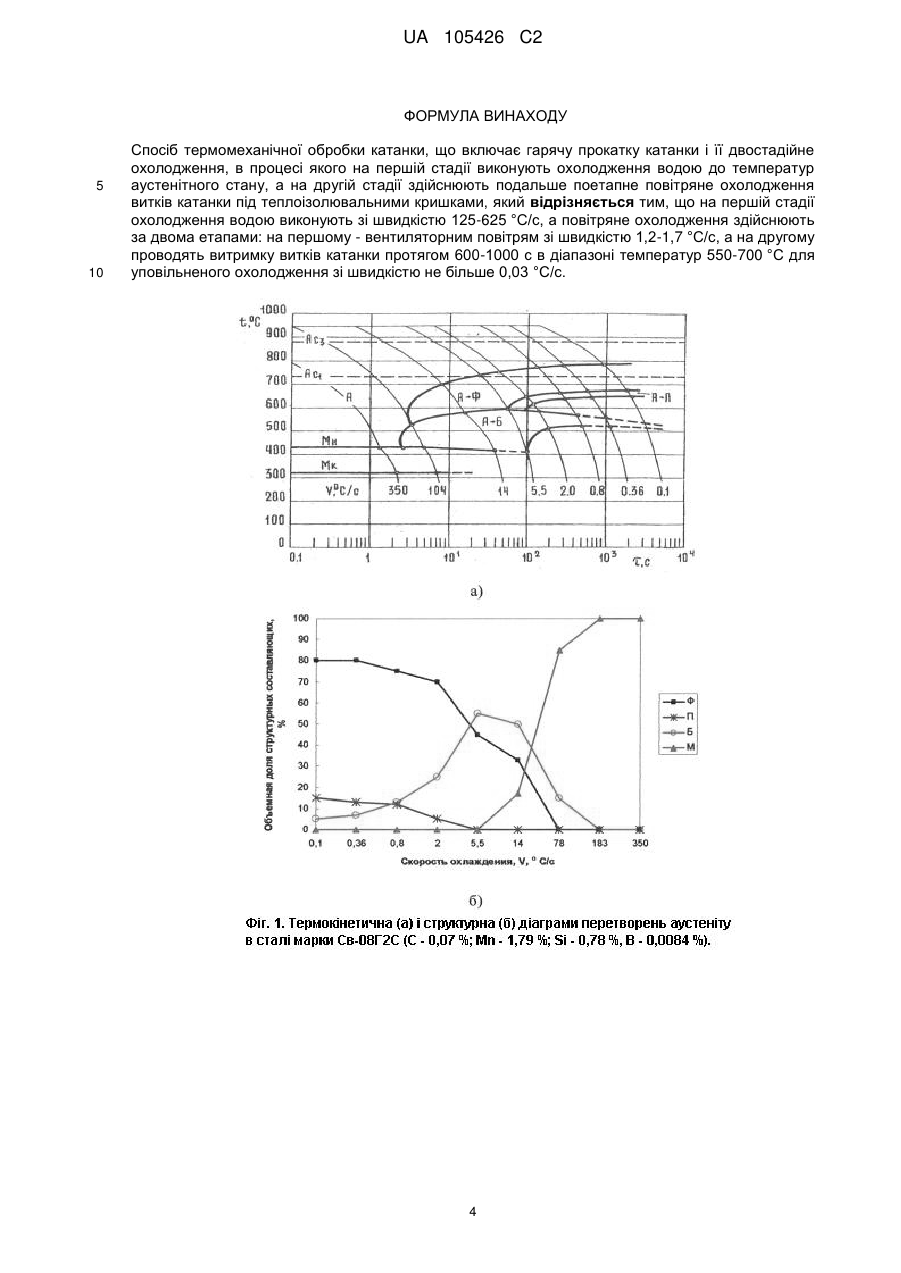
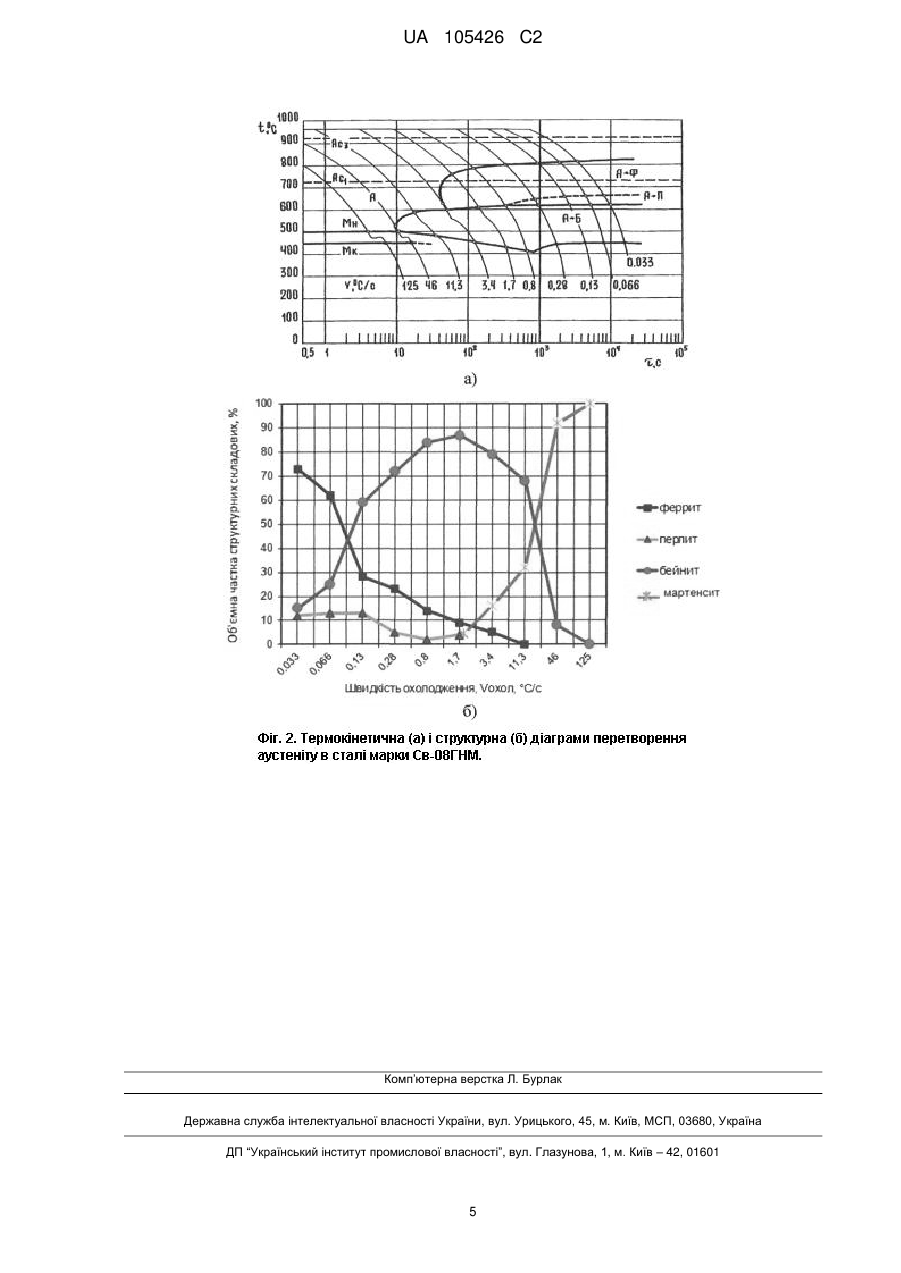
Реферат: Винахід належить до чорної металургії, зокрема до виготовлення катанки із легованої сталі зварювального призначення, і може бути використаний на високошвидкісному безперервному стані мілкого сорту та дроту, оснащеному блоком чистових клітей та лінією Stelmor двостадійного охолодження катанки. Спосіб безперервної термомеханічної обробки катанки включає гарячу прокатку катанки та її двостадійне охолодження. На першій стадії катанку охолоджують водою до температур рівноважного аустенітного стану - 950-1000 °C зі швидкістю 125-625 °C/с. На другій стадії проводять повітряне охолодження в два етапи: на першому вентиляторним повітрям зі швидкістю 1,2-1,7 °C/с, а на другому здійснюють витримку витків катанки за температурами інтервалу 550-700 °C (диференційовано за марками сталі) протягом 600-1000 с для їх уповільненого охолодження зі швидкістю не більше 0,03 °C/с. Винахід забезпечує підвищення технологічної пластичності катанки та виключає можливість обривності UA 105426 C2 (12) UA 105426 C2 катанки й дроту в разі їх переробки зі значними ступенями деформації під час волочіння без проміжних термічних обробок. UA 105426 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до чорної металургії, зокрема до виготовлення катанки із легованої сталі зварювального призначення, виробленої шляхом її гарячої прокатки і термомеханічної обробки з прокатного нагріву і може бути використаний на високошвидкісному безперервному стані мілкого сорту та дроту, оснащеному блоком чистових клітей та лінією Stelmor двостадійного охолодження катанки. Відомий спосіб виготовлення катанки із легованої сталі (Взаємозв'язок режимів термічної обробки зі структурою і властивостями катанки зі сталі / В. В. Парусов, А. Б. Сичков, О. В. Парусов, С. Ю. Жукова, М. А. Жигарев. - Теорія і практика металургії. - 2006. - № 6. - С. 59-63.), який включає гарячу прокатку катанки при температурі 1050-1150 °C і наступне охолодження за двома стадіями, що включають її охолодження водою на першій стадії до температур аустенітного стану 900-850 °C зі швидкістю не більше 700 °C/с і наступне повітряне охолодження на другій стадії в два етапи: на першому - вентиляторним повітрям зі швидкістю 2.0-5.0 °C/с, а на другому - на вільному повітрі зі швидкістю 1.0-1.5 °C/с. Однак, при цьому способі формуються незадовільні структура та властивості катанки, а саме: значна кількість зміцнюючих складових типу бейніту та мартенситу зумовлює надто високий рівень її міцності. Поєднання високої міцності та низької пластичності призводить до необхідності застосування декількох пом'якшуючих термічних обробок катанки при волочінні, що значно підвищує вартість готової металопродукції - дроту зварювального призначення. Найбільш близьким за технічною суттю і результату, що досягається, є спосіб термомеханічної обробки катанки (Патент України № 82257, МПК С21D 1/02, C21D 9/52 опубл. 25.03.08), який включає гарячу прокатку катанки і її двостадійне охолодження: на першій стадії водою до температур аустенітного стану і наступне повітряне охолодження витків катанки на другій стадії під теплоізолювальними кришками. У відомому способі катанку на першій стадії охолоджують водою до температур аустенітного стану - 950-900 °C зі швидкістю до 700 °C/с, а на другій - уповільненим повітряновентиляторним охолодженням протягом 1000-1200 с зі швидкістю 0.29-0.38 °C/с під теплоізолювальними кришками стана мілкого сорту та дроту. Однак, при обробці за цим відомим способом підвищення технологічної пластичності катанки при волочінні в дріт з достатньо високим сумарним ступенем відносної деформації не досягається, оскільки в її структурі зберігаються бейнітно-мартенситні ділянки (БМД) зміцнення, які зумовлюють досить низьку технологічність переробки на метало-виробному переділі (відносно високу обривність катанки та дроту під час волочіння). Тобто, цей відомий спосіб зумовлює знижений рівень техніко-економічних показників (ТЕП) метало-виробного переділу при виробництві зварювального дроту. Задачею запропонованого способу безперервної термомеханічної обробки катанки зварювального призначення є підвищення її споживчих ТЕП шляхом удосконалення процесу охолодження і зниження таким чином кількості негативних БМД зміцнення, що забезпечує підвищення технологічної пластичності та виключає можливість обривності катанки й дроту в разі їх переробки зі значними ступенями деформації під час волочіння без проміжних термічних обробок. Задача вирішується тим, що в способі безперервної термомеханічної обробки катанки, який включає гарячу прокатку катанки та її двостадійне охолодження, відповідно з винаходом, на першій стадії катанку охолоджують водою до температур аустенітного стану 1000-950 °C зі швидкістю 125-625 °C/с, а на другій стадії - двоетапним повітряним охолодженням під теплоізолювальними кришками на лінії Stelmor двостадійного охолодження стана мілкого сорту та дроту, а саме: розкладені на рольґанґу лінії витки катанки на першому етапі охолоджують вентиляторним повітрям зі швидкістю 1.2-1.7 °C/с, а на другому етапі проводять додаткову витримку витків катанки протягом 600-1000 с для уповільненого охолодження зі швидкістю не більше 0.03 °C/с. Після водяного охолодження, що реалізується безпосередньо після гарячої деформації та деякої тимчасової витримки (до 0.2 с) при температурі 950-1000 °C, перед повітряним охолодженням формується структура рівноважного рекристалізованого аустеніту без значних дефектів кристалічної будови. Подальше прискорене повітряне охолодження на першому етапі вентиляторним повітрям зі швидкістю 1.2-1.7 °C/с дозволяє отримати оптимальний температурний діапазон 550-700 °C переохолодження цього низькодефектного аустеніту, а на другому етапі зі швидкістю не більше 0.03 °C/с під час тривалої (600-1000с) квазіізотермічної витримки за температурами інтервалу 550-700 °C внаслідок розпаду аустеніту за феритним та евтектоїдним механізмами сприятливу для переробки волочінням ферито-перлітну структуру без БМД зміцнення. 1 UA 105426 C2 5 10 15 20 25 30 35 40 45 50 55 Завдяки заключному охолодженню катанки на першому етапі вентиляторним повітрям зі швидкістю 1.2-1.7 °C/с, а на другому етапі зі швидкістю не більше 0.03 °C/с досягається підвищення технологічної пластичності катанки та виключення обривності катанки призначеної для виробництва зварювального дроту шляхом її переробки за значними ступенями деформації під час волочіння без проміжних термічних обробок. Суть винаходу пояснюється кресленнями, де на фіг. 1 показані термокінетична (а) і структурна (б) діаграми перетворень аустеніту в сталі Св-08Г2С (С - 0,07 %; Мn-1,79 %; Si-0,78 %); на Фіг. 2 наведені термокінетична (а) і структурна (б) діаграми перетворення аустеніту в сталі марки Св-08ГНМ. Спосіб здійснюється наступним чином. До складу прокатного обладнання Молдавського металургійного заводу (ВАТ ММЗ) входить сучасний двонитковий стан 320/150 мілкого сорту та дроту, дротяна складова якого оснащена модернізованою лінією Stelmor водно-повітряного (двостадійного) охолодження. Саме на цьому стані і була здійснена перевірка запропонованого способу. З безперервно-литої заготівки сталей Св-08Г2С, Св-08ГНМ, Св-08Г1НМА, Св-08ХГ2СМФ, хімічний склад яких наведено в табл. 1, в системі калібрів стана (всього - 26 клітей) формували катанку діаметром 5.5 мм. Прокатку проводили при температурі 1150-900 °C, причому після зниження температури розкату до 900 °C температура катанки підвищується за рахунок деформаційного розігріву металу, в результаті чого після закінчення деформування температура кінця прокатки досягає значень 1050-1150 °C. Після прокатки здійснюють охолодження катанки водою до 1000-950 °C, а потім повітряно-вентиляторним обдуванням розкладених на рольгангу лінії Stelmor витків катанки до температур витримки (550-700 °C з диференціюванням по марках сталей) та з наступною витримкою цих витків протягом 600-1000 с під теплоізолювальними кришками з підігрівачами з забезпеченням швидкості їх охолодження не більше 0.03 °C/с. Для сталі Св-08Г2С витримку здійснюють в діапазоні температур 550600 °C, а для сталей марок Св-08ГНМ, Св-08ПНМА, Св-08ХГ2СМФ - в діапазоні 600-700 °C. У цьому випадку в катанці з сталей марок Св-08Г2С, Св-08ГНМ і Св-08Г1НМА БМД в структурі взагалі не спостерігаються, а в катанці зі сталі Св-08ХГ2СМФ формується феритно-перлітна структура з об'ємною часткою БМД не більше 7 %. Запропонований - повітряного охолодження катанки зварювального призначення, диференційований за марками сталі, був розроблений за результатами лабораторного моделювання процесів двостадійного охолодження катанки при тривалій ізотермічній витримці на лінії Stelmor та аналізу термокінетичних діаграм (ТКД) структурних перетворень при безперервному охолодженні катанки (на фіг. 1 і 2 наведені ТКД сталей Св-08Г2С і Св-08ГНМ, відповідно, а в табл. 2 - результати лабораторного моделювання структуроутворення в легованих сталях зварювального призначення). Реалізація запропонованого способу пояснюється прикладом, у якому згідно з даними лабораторного моделювання структуроутворення визначаються температурно-швидкісні режими водно-повітряного охолодження катанки зварювального призначення на лінії Stelmor стана 320/150 мілкого сорту та дроту ВАТ ММЗ. Температура та тривалість ізотермічної або квазіізотермічної (при певних температурних змінах) витримки диференціювались з урахуванням хімічного складу зварювальних марок сталей, що наведений у табл. 1, за допомогою ТКД перетворення аустеніту цих сталей при безперервному охолодженні. Так, наприклад, за представленими на фіг. 1 і 2 ТКД перетворення аустеніту при безперервному охолодженні сталей Св-08Г2С і Св-08ГНМ відповідно були попередньо встановлені оптимальні температурно-часові параметри формування найкращої в аспекті забезпечення високої пластичності ферито-перлітної (карбідної) структури: 550-600 °C для катанки зі сталі Св-08Г2С з її витримкою в цьому інтервалі протягом приблизно 1000 с; 600-700 °C для катанки зі сталей Св-08Г1НМА та Св-08ГНМ з тією ж витримкою близько 1000 с; 600-700 °C для катанки зі сталі Св-08ХГ2СМФ з витримкою 1200 с. В катанці зі сталі Св-08Г2С в разі температури витримки 550-600 °C (швидкість повітряного охолодження приблизно 0.30 °C/с) тривалістю 1000-1200 с формується структура з 75-85 % фериту, 25-15 % перліту та середньою мікротвердістю HVcp. 142-160 од., а для сталей Св08Г1НМА та Св-08ГНМ в разі температури витримки 600-700 °C за тих же умов охолодження ферито-карбідна структура без БМД та середньою мікротвердістю HVcp. 230-248 од. (табл. 2). В структурі катанки зі сталі Св-08ХГ2СМФ в разі температури витримки 600-700 °C та тривалості 2 UA 105426 C2 5 1200 с спостерігається ферито-карбідна структура з БМД у кількості не більше 7 % у середньому по перерізу зразків та середньою мікротвердістю HVcp. 150-168 од. (табл. 2). Таким чином, завдяки запропонованому способу в катанці, призначеній для виробництва зварювального дроту, забезпечується одержання однорідної ферито-перлітної (феритокарбідної) структури з невеликою кількістю БМД (не більше 7 % - катанка зі сталі марки Св08ХГ2СМФ) або з повним їх виключенням (катанка зі сталей марок Св-08Г2С, Св-08ГНМ та Св08Г1НМА), що суттєво підвищує один з найважливіших показників її якості - ефективність її переробки в зварювальний дріт волочінням зі значними ступенями деформації без проміжних термічних обробок. 10 Таблиця 1 Хімічний склад сталі для дослідної катанки діаметром 5.5 мм № п/п Марка сталі 1 Св-08Г2С СВ08ХГ2СМФ* Св-08Г1НМА Св-08ГНМ 2 3 4 С/Мn 0.07/ 1.79 Масова частка хімічних елементів Si/P S/Cr Ni/Cu N/B 0.79/ 0.018 0.008/ 0.04 0.09/ 0.17 0.0080/ 0.0084 B/N/ Mo 1.05/ 0.015 0.05/ 0.92 0.26/ 0.015 0.011/ 0.66 0.067/ 0.11 0.0090/ 0.0069 0.77/ 0.454 0.05/ 1.13 0.04/ 0.78 0.33/ 0.009 0.24/ 0.008 0.005/ 0.03 0.004/ 0.03 0.562/ 0.16 0.0060/ 0.0089 0.596/ 0.15 0.0060/ 0.0087 1.48/ 0.70 1.45/ 0.965 ПРИМІТКА. * - вміст ванадію 0.155 %. Таблиця 2 №п/п, Марка сталі 500 700 (750) 1200/1800 6 а) 700 °C: Ф/БМД - 65/35 %; HVсp=169 од. НVБМД = 464 од. Ф/П/БМД Ф/П - 75/25 %); Ф/П/БМД Ф - № 8, 7 Ф/П - 85/15 %; 70/15/15 %; АЗАЛ. HVсp=160 од. Ф 75/0/25 %; поверхня, №№ 7, HVсp=142 од. Ф 1.Св-08Г2С до 2 %; HVсp=175 № 7, 8, 9 HVсp=159 од. 8, 6 - серцевина; № 7, 8, 9 од. НVБМД = 380 од. поверхня, №7, 8, НVБМД =447 од. Ф - б) 750 °C: Ф/БМД оптимум Ф - № 8, 9, 10 6 - серцевина № 7, 8, 6 - 50/50 %); HVсp161 од. НVБМД =311 од. Ф - № 8, 9 - поверхня, №7, 8 - серцевина; Ф/П/БМД Ф/П/БМД Ф/П/БМД - 60/0/40; Ф/П/БМД - 94/0/6; Ф/П/БМД 65/0/35; HVсp=180 75/0/25; HVсp=162 2. СвHVсp=185 од. НVБМД HVсp=155 од. 85/0/15; HVсp=168 од. НVБМД = 550 од. НVБМД = 446 08ХГ2СМФ = 600 од. Ф - №11, НVБМД = 450 од. Ф од. НVБМД = 560 од. Ф - № 11, 12, од. Ф - № 11, 10, 12, 10 - № 11, 10, 12 од. Ф - № 11, 10 10 12 ФК/БМД HVсp=256 ФК/БМД HVсp=256 ФК HVсp=230 од ФК HVсp=230 од. Ф ФК HVсp=230 од. 3.Св-08Г1НМА од HVBM=536 од Ф - од HVBM=536 од Ф Ф - №11, 10, 12 - № 11, 10, 12 Ф - №11, 10, 12 №11, 10 - № 11, 10 ФК/БМД HVсp=390 ФК/БМД HVсp=380 ФК HVcp=248 од. ФК HVcp=230 од. Ф ФК HVcp=244 од. 4.Св-08ГНМ од. НVБМД =560 од. од. НVБМД = 540 Ф - №11, 10, 12 - №11, 10, 12 Ф - №10, 11, 9 Ф - №11, 10 од. Ф - №11, 10 1 1200/1800 2 Режими ізотермічної витримки лабораторних зразків Температура ізотерми, °C 550 600 650 Тривалість ізотермічної витримки, с 1200/1800 1200/1800 1200/1800 3 4 5 Примітка. Умовні позначення: Ф - ферит; П - перліт; ФК - ферито-карбідна структура - проміжні продукти розпаду аустеніту з рівномірно розподіленими карбідами; А ЗАЛ. - залишковий (не перетворений) аустеніт; БМД - бейніто-мартенситні ділянки зміцнення; HV - мікротвердість структурних складових за Вікерсом; № номер (розмір) зерна фериту. 3 UA 105426 C2 ФОРМУЛА ВИНАХОДУ 5 10 Спосіб термомеханічної обробки катанки, що включає гарячу прокатку катанки і її двостадійне охолодження, в процесі якого на першій стадії виконують охолодження водою до температур аустенітного стану, а на другій стадії здійснюють подальше поетапне повітряне охолодження витків катанки під теплоізолювальними кришками, який відрізняється тим, що на першій стадії охолодження водою виконують зі швидкістю 125-625 °C/с, а повітряне охолодження здійснюють за двома етапами: на першому - вентиляторним повітрям зі швидкістю 1,2-1,7 °C/с, а на другому проводять витримку витків катанки протягом 600-1000 с в діапазоні температур 550-700 °C для уповільненого охолодження зі швидкістю не більше 0,03 °C/с. 4 UA 105426 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюSychkov Oleksandr Borysovych, Zhukova Svitlana Yuriivna, Nesterenko Anatolii Mykhailovych, Pliuta Valerii Leonidovych
Автори російськоюСычков Александр Борисович, Жукова Светлана Юрьевна, Жигарев Максим Александрович, Перчаткин Андрей Владимирович, Перегудов Алексей Вячеславович, Нестеренко Анатолий Михайлович, Плюта Валерий Леонидович, Эмелюшин Алексей Николаевич, Завалищин Александр Николаевич
МПК / Мітки
МПК: C21D 1/02, C21D 9/52, B21B 1/18, C21D 8/06
Мітки: обробки, спосіб, безперервної, катанки, термомеханічної
Код посилання
<a href="https://ua.patents.su/7-105426-sposib-bezperervno-termomekhanichno-obrobki-katanki.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної термомеханічної обробки катанки</a>
Спосіб безперервної термомеханічної обробки катанки
Номер патенту: 80277
Опубліковано: 27.05.2013
Автори: Сичков Алєксандр Борісовіч, Жукова Свєтлана Юр'євна, Нестеренко Анатолій Михайлович, Ємєлюшін Алєксєй Ніколаєвіч, Пєрчаткін Андрєй Владіміровіч, Пєрєгудов Алєксєй Вячєславовіч, Плюта Валерій Леонідович, Заваліщін Алєксандр Ніколаєвіч, Жигарєв Максім Алєксандровіч
Мітки: обробки, спосіб, термомеханічної, безперервної, катанки
Формула / Реферат:
Спосіб термомеханічної обробки катанки, що включає гарячу прокатку катанки і її двостадійне охолодження, в процесі якого на першій стадії виконують охолодження водою до температур аустенітного стану, а на другій стадії здійснюють подальше поетапне повітряне охолодження витків катанки під теплоізолювальними кришками, який відрізняється тим, що на першій стадії охолодження водою виконують зі швидкістю 125-625 °C/с, а повітряне охолодження...
Спосіб обробки катанки для високоміцного дроту
Номер патенту: 35517
Опубліковано: 15.03.2001
Автори: Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Маншилін Олександр Гейнійович, Максаков Анатолій Іванович, Алімов Валерій Іванович
МПК: C21D 9/52
Мітки: обробки, спосіб, дроту, високоміцного, катанки
Формула / Реферат:
Спосіб обробки катанки для високоміцного дроту, за яким здійснюють прискорене охолоджування катанки з прокатного нагрівання і наступну її термічну обробку, який відрізняється тим, що при термічній обробці нагрівають катанку для аустенітизації на глибину 0,2+0,8 мм, а потім охолоджують зі швидкостями 5+10°C/c до температур 600+550°С.
Спосіб обробки катанки для виробництва високоміцного дроту
Номер патенту: 35517
Опубліковано: 15.12.2003
Автори: Алімов Валерій Іванович, Кукуй Давид Пенхусович, Маншилін Олександр Гейнійович, Максаков Анатолій Іванович, Корінь Андрій Олександрович
МПК: C21D 9/52
Мітки: високоміцного, спосіб, катанки, дроту, обробки, виробництва
Формула / Реферат:
Спосіб обробки катанки для високоміцного дроту, за яким здійснюють прискорене охолоджування катанки з прокатного нагрівання і наступну її термічну обробку, який відрізняється тим, що при термічній обробці нагрівають катанку для аустенітизації на глибину 0,2+0,8 мм, а потім охолоджують зі швидкостями 5+10°C/c до температур 600+550°С.
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі
Номер патенту: 34358
Опубліковано: 11.08.2008
Автори: Дорожко Григорій Костянтинович, Карабаш Тетяна Борисівна
МПК: C21D 8/00
Мітки: спосіб, термомеханічної, маловуглецевої, обробки, сталі, низьколегованої
Формула / Реферат:
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі, що включає нагрів сляба, його пластичну деформацію із завершенням в міжкритичному інтервалі і подальше охолоджування, який відрізняється тим, що охолоджування ведуть із швидкістю 7,6-11 град/сек., причому, чим нижче температура завершення деформації, тим менше швидкість охолоджування.
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі з карбонітридним зміцненням
Номер патенту: 34357
Опубліковано: 11.08.2008
Автори: Дорожко Григорій Костянтинович, Карабаш Тетяна Борисівна
МПК: C21D 8/00
Мітки: спосіб, сталі, маловуглецевої, термомеханічної, обробки, карбонітридним, низьколегованої, зміцненням
Формула / Реферат:
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі з карбонітридним зміцненням, що включає нагрів сляба, його пластичну деформацію із завершенням в міжкритичному інтервалі і подальше охолоджування, який відрізняється тим, що охолоджування ведуть із швидкістю 2,5-4 град/сек.
Попередній патент: Кристалічна форма агомелатину гідрохлориду гідрату і спосіб її отримання
Наступний патент: Комплексний тренажер екіпажу бойової машини піхоти бмп-2
Випадковий патент: Спосіб сушіння пластин свинцево-кислотних акумуляторних батарей