Спосіб обробки катанки для виробництва високоміцного дроту
Номер патенту: 35517
Опубліковано: 15.12.2003
Автори: Корінь Андрій Олександрович, Алімов Валерій Іванович, Маншилін Олександр Гейнійович, Кукуй Давид Пенхусович, Максаков Анатолій Іванович
Формула / Реферат
Спосіб обробки катанки для високоміцного дроту, за яким здійснюють прискорене охолоджування катанки з прокатного нагрівання і наступну її термічну обробку, який відрізняється тим, що при термічній обробці нагрівають катанку для аустенітизації на глибину 0,2+0,8 мм, а потім охолоджують зі швидкостями 5+10°C/c до температур 600+550°С.
Текст
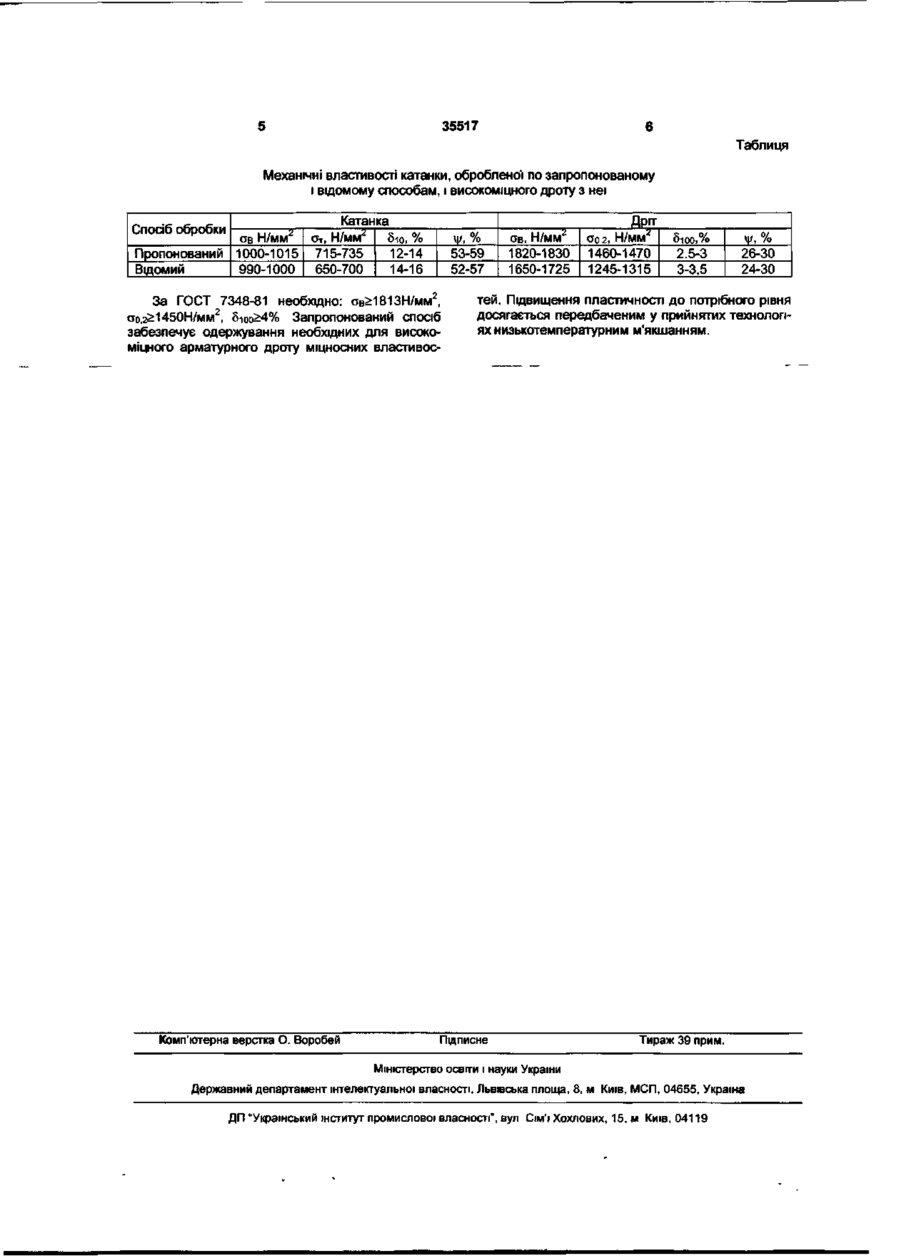
Спосіб обробки катанки для високоміцного дроту, за яким здійснюють прискорене охолоджування катанки з прокатного нагрівання і наступну її термічну обробку, який відрізняється тим, що при термічній обробці нагрівають катанку для аустенітизації на глибину 0,2+0,8 мм, а потім охолоджують зі швидкостями 5+10°С/с до температур 600+550°С. Винахід відноситься до металургії й може бути використаний при оброблянні катанки з прискореним охолоджуванням із прокатного нагрівання і яка призначена для виробництва високоміцного дроту, переважно дроту діаметром 3-ь5мм, із сталей з вмістом вуглецю 0,65-^0,85%, призначених для армування попередньо напружених залізобетонних конструкцій. Відомий спосіб обробляння катанки при виготовленні високоміцного дроту, призначеного для армування напружених залізобетонних конструкцій, за яким проводять спеціальну термічну обробку гарячекатаної катанки з окремого нагрівання, а саме патентирування, її наступне холодне деформування та заключне низькотемпературне м'якшання дроту (А.А.Кугушин, И.Г.Узлов, В.В..Калмыков и др. Высокопрочная арматурная сталь. - М.: Металлургия, 1986, 272с. - с.32). Вади цього способу - громіздкість спеціального патентировочного обладнання, необхідність великих виробничих площин, низька продуктивність процесу набуття структури сорбіту патентируванням, викликана необхідністю нагрівання всього перерізу катанки, значні втрати металу з окалиною, додаткові енерговитрати на нагрівання всього перерізу катанки перед патентируванням. Відомий спосіб обробляння високо вуглецевої катанки з прокатного нагрівання, призначеної для виробництва високоміцного арматурного дроту, за яким здійснюють прискорене охолоджування ката нки перед укладальником витків, укладання витків у закриту камеру й термічне обробляння в цій камері шляхом продування газом зі швидкістю, що визначається по емпіричній формулі, яка зв'язує швидкість охолоджування зі швидкістю газового потоку, температурою металу при укладанні витків і діаметром катанки (патент РФ №2044073, МПК C21D9/52, опубл. 20.09. 95, Бюл. №26). Цей спосіб прийнятий за прототип. Вадою відомого способу є отримання при прискореному охолоджуванні перед укладальником витків у поверхневому шарі катанки глибиною до 0,4-нО,8мм структури сорбіту м'якшання, що має цементит у зернинній формі, причому шар становить до 36% маси металу (В.И.Губинский, А.Н.Минаев, Ю.В.Гончаров. Уменьшение окалинообразования при производстве проката. - К.: Техніка, 1981 - 134с. - с.71). Цей шар не змінюється при наступному охолоджуванні шляхом продування газом у камері й при волочінні дроту, особливо із сталей із зниженим вмістом вуглецю типу сталей 65, 70. Це знижує агрегатні властивості високоміцного дроту, так що вони вже не задовольняють вимогам діючих стандартів. Крім того в бунті катанки, особливо масивному, у закритій камері неможливо забезпечити рівномірну швидкість охолоджування. Так що ефект від такого охолоджування не відповідний до складностей технологічних прийомів та обладнання. За відсутності такої камери та продування га CM О ю ю со 35517 ніяких змін із вже сформованою структурою не зом переохолоджений аустеніт у залишеному певідбудеться рерізі катанки внаслідок фазово-структурних закоНагрівання для аустенітизацп здійснюють приномірностей його розпаду перетворюється в пласскорено, бо при цьому забезпечується висока протинчасту ферито-цементитную суміш певної дуктивність способу, з одного боку, і забезпечуєтьдисперсності Суттєве зниження витрат металу з ся необхідний рівень теплового потоку для окалиною відбувається головним чином вже у ренагрівання лише поверхневого шару, з іншого бозультаті прискореного охолоджування катанки ку При цьому температура серцевини катанки не перед укладальником витків перевищує значення тАсі, так що виключається В основу винаходу поставлено задачу удоскофазово-структурне перетворення пластинчастої налення способу обробляння катанки для високоферито-перлітной структури, одержаної завдяки міцного дроту шляхом спеціального термічного прискореному охолодженню з прокатного нагріобробляння прискорено охолодженої із прокатного вання в серцевині катанки нагрівання катанки, що дозволить зберегти пласПриклад Для практичної реалізації способу тинчасту ферито-цементитную структуру в серцеобробляння катанки призначеної для виготовленвині та замінити зернинну структуру сорбіту м'якня високоміцного дроту використовували сталь 70 шання в поверхневому шарі на пластинчасту для катанки діаметром 6,5мм наступного ХІМІЧНОГО ферито-цементитну суміш складу, % мас 0,69 С, 0,56 Мп, 0,34 Si, 0,022 S, Спосіб обробляння катанки для високоміцного 0,020 Р, 0,02 Сг, 0,01 Ni, 0001 Си, 0,001 As, 0,0005 дроту, за яким провадять прискорене охолоджуAl вання катанки із прокатного нагрівання Наступне Катанку прокатували в умовах безперервного й термічне обробляння здійснюють таким чином, дротового стану 250 Криворізького металургійного нагрівають катанку для аустенітизацп на глибину комбінату і прискорено охолоджували з прокатного 0,2-0,8мм, далі здійснюють охолоджування зі нагрівання до температури 600-650°С Механічні швидкостями 5-10°С/с до температур 600-550°С властивості прискорено охолодженої катанки були Це забезпечує одержування пластинчастих феритакими ов=990 ЮООН/мм2, 5=14 16%, то-цементитних структур у поверхневому шарі Нагрівання для аустенітизацм катанки на глиц/=52 57%, проба на холодне загинання - задовібину 0,2-0,8мм дозволяє перевести в твердий льна Мікроструктура катанки є сорбітоподібний розчин - аустеніт зернинні карбіди сорбіту м'якперліт у серцевині (пластинчаста феритошання у зовнішньому шарі, зберігши водночас цементитная суміш) і сорбіт м'якшання із цементипластинчасту ферито-цементитну структуру, одетом у зернинній формі в поверхневому шарі товржану прискореним охолоджуванням із прокатного щиною 0,4-0,6мм Товщина цілком зневуглецьонагрівання в середині перерізу катанки Нагрівання ваного шару становила 60-80мкм, товщина шару для аустенітизацп на глибину менш 0,2мм недоцідо зони з початковим вмістом вуглецю - 0,2-0,Змм льно, бо при цьому із-за зневуглецьовування буде Термічне обробляння катанки здійснювали на відсутня зернина структура цементиту і задача глибину 0,4-0,6мм від поверхні Для цього катанку одержання пластинчастої структури не має сенсу короткочасно нагрівали плазмою В якості робочої Нагрівання для аустенітизацп на глибину поречовини використовували суміш повітря і приронад 0,8мм мало доцільно, у зв'язку з тим, що шар дного газу струм плазмотрону становив зі структурою сорбіту м'якшання при прискореному 500-550А, напруга 100-105В Рівномірність нагріохолоджуванні, як правило, не перевищує цього вання по периметру катанки забезпечували оберзначення тавим магнітним полем Обмеження глибини аусНаступне охолоджування після аустенітизацп тенітизованого шару проводили регулюванням шару глибиною 0,2-0,8мм здійснюють зі швидкошвидкості переміщення катанки крізь плазмовий стями 5-10°С/с, до температур 600-550°С, що струмінь Серцевина катанки залишалася при забезпечує одержання пластинчастих ферітоцьому з початковою структурою, бо у будь-якому її цементитних структур Ці ШВИДКОСТІ визначаються МІСЦІ температура не перевищувала значення т Аі за діаграмами ізотермічного розпаду і термокінеБезпосередньо після нагрівання зовнішнього шару тичним діаграмам (Попова Л Е , Попов А А Диагтовщиною 0,4-0,6мм до аустенітного стану катанку раммы превращения аустенита в сталях и бетаохолоджували рухливим повітрям зі швидкістю раствора в сплавах титана Справочник термиста 7-8°С/с до температури 560-570°С при цьому 3-е издание, переработанное и дополненное, - М одержували у шарі пластинчасту феритоМеталургія -1991 - 503с ) цементитну структуру Оскільки шар на глибину до Охолоджування із швидкістю менш 5°С/с при0,3 мм був зневуглецьовуваний при прокатуванні і зведе до одержування грубодисперсних структур, прискореному охолоджуванні, то виділявся і струкохолоджування зі швидкістю понад 10°С/с навотурно вільний ферит дить до одержування бейнитних та мартенситних З катанки діаметром 6,5мм за прийнятою на структур І ті й другі структури знижують фізикосталедротових заводах технології волочіли дріт механічні і технологічні властивості катанки і дроту діаметром 3 мм Результати визначення механічз неї них властивостей катанки і дроту показані в табОхолоджування із швидкістю 5-10°С/с до темлиці ператури вище 600°С також приводить до огрубіння структури, охолоджування із такою швидкістю до температури нижче 550 °С не має сенсу, бо 35517 Таблиця Механічні властивості катанки, обробленої по запропонованому і відомому способам, і високоміцного дроту з неї Спосіб обробки 2 ов Н/мм Пропонований 1000-1015 Відомий 990-1000 Катанка 6ю. % 715-735 12-14 650-700 14-16 От, Н/ММ 2 VI/, % 53-59 52-57 За ГОСТ 7348-81 необхідно: ов>1813Н/мм , 2 оо,2^1450Н/ММ , 8юо^4% Запропонований спосіб забезпечує одержування необхідних для високоміцного арматурного дроту міцносних властивос Комп'ютерна верстка О. Воробей 2 ов, Н/мм 1820-1830 1650-1725 Дріт Оо 2, Н/ММ 2 1460-1470 1245-1315 $100.% 2.5-3 3-3,5 V. % 26-30 24-30 тей. Підвищення пластичності до потрібного рівня досягається передбаченим у прийнятих технологіях низькотемпературним м'якшанням. Підписне Тираж 39 прим. Міністерство освгти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for treatment of rod for a high-strength wire
Автори англійськоюKukuj Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Maksakov Anatolii Ivanovych, Manshylin Oleksandr Heiniiovych, Alimov Valerii Ivanovych, Korin Andrii Oleksandrovych
Назва патенту російськоюСпособ обработки катанки для высокопрочной проволоки
Автори російськоюКукуй Давид Пенхусович, Максаков Анатолий Иванович, Маншилин Александр Гейниевич, Алимов Валерий Иванович, Коринь Андрей Александрович
МПК / Мітки
МПК: C21D 9/52
Мітки: обробки, дроту, високоміцного, виробництва, катанки, спосіб
Код посилання
<a href="https://ua.patents.su/4-35517-sposib-obrobki-katanki-dlya-virobnictva-visokomicnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки катанки для виробництва високоміцного дроту</a>
Спосіб обробки катанки для високоміцного дроту
Номер патенту: 35517
Опубліковано: 15.03.2001
Автори: Кукуй Давид Пенхусович, Алімов Валерій Іванович, Максаков Анатолій Іванович, Корінь Андрій Олександрович, Маншилін Олександр Гейнійович
МПК: C21D 9/52
Мітки: спосіб, високоміцного, катанки, дроту, обробки
Формула / Реферат:
Спосіб обробки катанки для високоміцного дроту, за яким здійснюють прискорене охолоджування катанки з прокатного нагрівання і наступну її термічну обробку, який відрізняється тим, що при термічній обробці нагрівають катанку для аустенітизації на глибину 0,2+0,8 мм, а потім охолоджують зі швидкостями 5+10°C/c до температур 600+550°С.
Спосіб обробки високоміцного чавуну
Номер патенту: 53180
Опубліковано: 15.01.2003
Автори: Баранов Дмитро Олександрович, Баранов Олександр Олександрович
МПК: C21D 5/00
Мітки: обробки, високоміцного, чавуну, спосіб
Формула / Реферат:
1. Спосіб обробки високоміцного чавуну, який включє нагрівання, пластичну деформацію в інтервалі 800 - 1100°С і охолоджування, який відрізняється тим, що нагрівання ведуть зі швидкістю 5 - 100°С/хв до температури вище за точку Ас1 на 250 - 350°С ступінчасто з температурними зупинками, а пластичну деформацію ведуть під час температурних зупинок, розділених одна від одної інтервалом
Спосіб одержання високоміцного електропровідного дроту
Номер патенту: 27046
Опубліковано: 28.02.2000
Автори: Петренко Віктор Тимофійович, Олексієнко Михайло Митрофанович, Тихинський Генадій Пилипович, Тихоновський Михайло Андрійович
МПК: C22F 1/08
Мітки: одержання, дроту, електропровідного, високоміцного, спосіб
Формула / Реферат:
Способ получения высокопрочного электропроводящего провода, включающий выплавку двухфазного сплава на основе меди с равномерно распределенными частицами пластичного второй фазы и деформацию сплава в проволоку или ленту, отличающийся тем, что деформацию сплава проводят в две стадии, причем деформацию на первой стадии проводят с вытяжкой R=(0,2-0,3)D2исх/мкм2 (где Dисх - средний размер частиц второй фазы в исходном слитке, мкм), затем проводят...
Спосіб підготування виробництва сортової сталі та катанки
Номер патенту: 19446
Опубліковано: 25.12.1997
Автори: Юнаков Олександр Михайлович, Жучков Сергій Михайлович, Бердічевський Юрій Євгенович, Шевердін Сергій Митрофанович, Жигулін Володимир Володимирович, Деркач Дмитро Олександрович, Горбаньов Аркадій Олексійович, Луговий Віктор Степанович, Шишко Юрій Борисович, Ємченко Юрій Борисович, Біліченко Сергій Олексійович
МПК: B21B 1/00
Мітки: підготування, катанки, сталі, спосіб, сортової, виробництва
Формула / Реферат:
Способ подготовки производства сортовой стали и катанки с нормированными характеристиками механических свойств на непрерывных станах с дифференцированными температурами начала и конца прокатки, включающий нагрев заготовки перед прокаткой до температуры не ниже 900°С, предварительную прокатку настроечных заготовок на непрерывном стане с заданными деформационно-скоростными условиями до получения готового проката, контроль температуры металла...
Спосіб виготовлення високоміцного дроту з легірованої або вуглеродистої сталі з покриттям на основі алюмінію
Номер патенту: 21205
Опубліковано: 04.11.1997
Автори: Ганіна Лідія Кирилівна, Коровайний Сергій Федорович, Іванцов Іван Іванович, Парадня Павло Вікторович, Коковіхін Юрій Іванович, Дем'янова Людміла Іванівна, Почта Віктор Миколайович, Щербак Олександр Семенович
МПК: C21D 9/52
Мітки: основі, покриттям, сталі, виготовлення, високоміцного, алюмінію, спосіб, вуглеродистої, дроту, легірованої
Формула / Реферат:
Способ изготовления высокопрочной проволоки из легированной или углеродистой стали с покрытием на основе алюминия, включающий нагрев заготовки на воздухе или в защитной среде до температуры на 30-50°С выше Ас3, изотермическую выдержку при этой температуре, флюсование, патентирование, цинкование, подготовку поверхности к металлизации, алюминирование из расплава и холодное волочение, отличающийся тем, что патентирование и цинкование из расплава...
Попередній патент: Пневматичний молоток
Наступний патент: Засіб для чищення твердих поверхонь
Випадковий патент: Пристрій для визначення сили різання консервованих кормів