Спосіб рівномірного нагріву конусної різнотовщинної металевої форми струмами промислової частоти
Номер патенту: 105644
Опубліковано: 25.03.2016
Автори: Сатановський Євген Абрамович, Скобло Тамара Семенівна, Рибалко Іван Миколайович, Сідашенко Олександр Іванович, Олейник Олександр Куприянович, Марченко Михайло Валентинович, Сайчук Олександр Васильович, Ровний Євген Валентинович

Формула / Реферат
1. Спосіб нагріву конусної різнотовщинної по довжині металевої форми (виливниці) для відливання виробів, який відрізняється тим, що для зниження витрат енергоносіїв та забезпечення рівномірного нагріву металевої форми використовують програмований циклічний нагрів струмами промислової частоти.
2. Спосіб за п. 1, який відрізняється тим, що рівномірний нагрів та мінімізація напружень в конусній різнотовщинній по довжині металевій формі досягається періодичним відключенням індуктора і рівномірним циклічним нагріванням з кроком по часу, відповідним 1,2 год.
3. Спосіб за п. 1, який відрізняється тим, що для стабілізації температури на внутрішній поверхні виливниці число циклів нагрів-охолодження повинно бути не менше трьох.
Текст
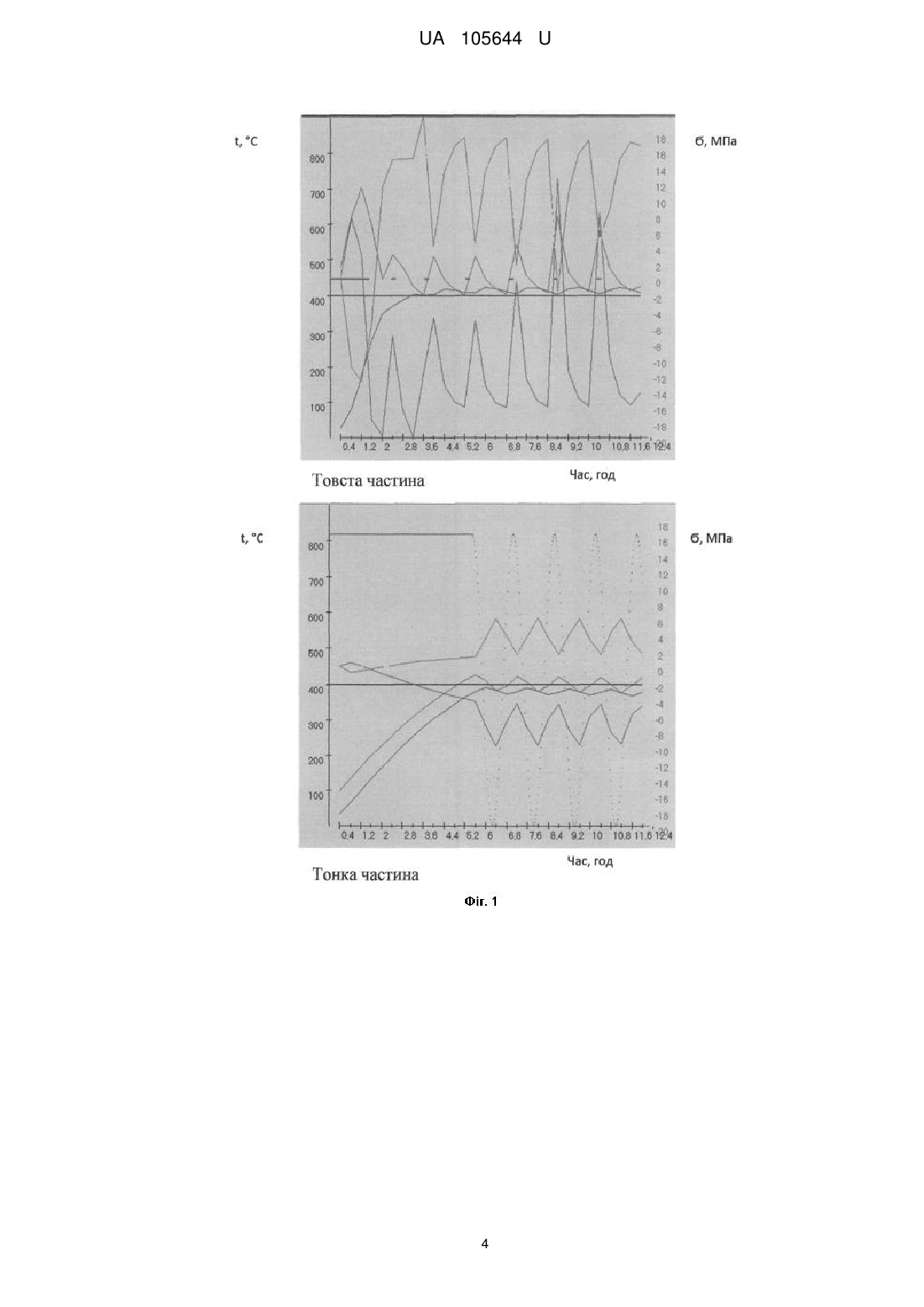
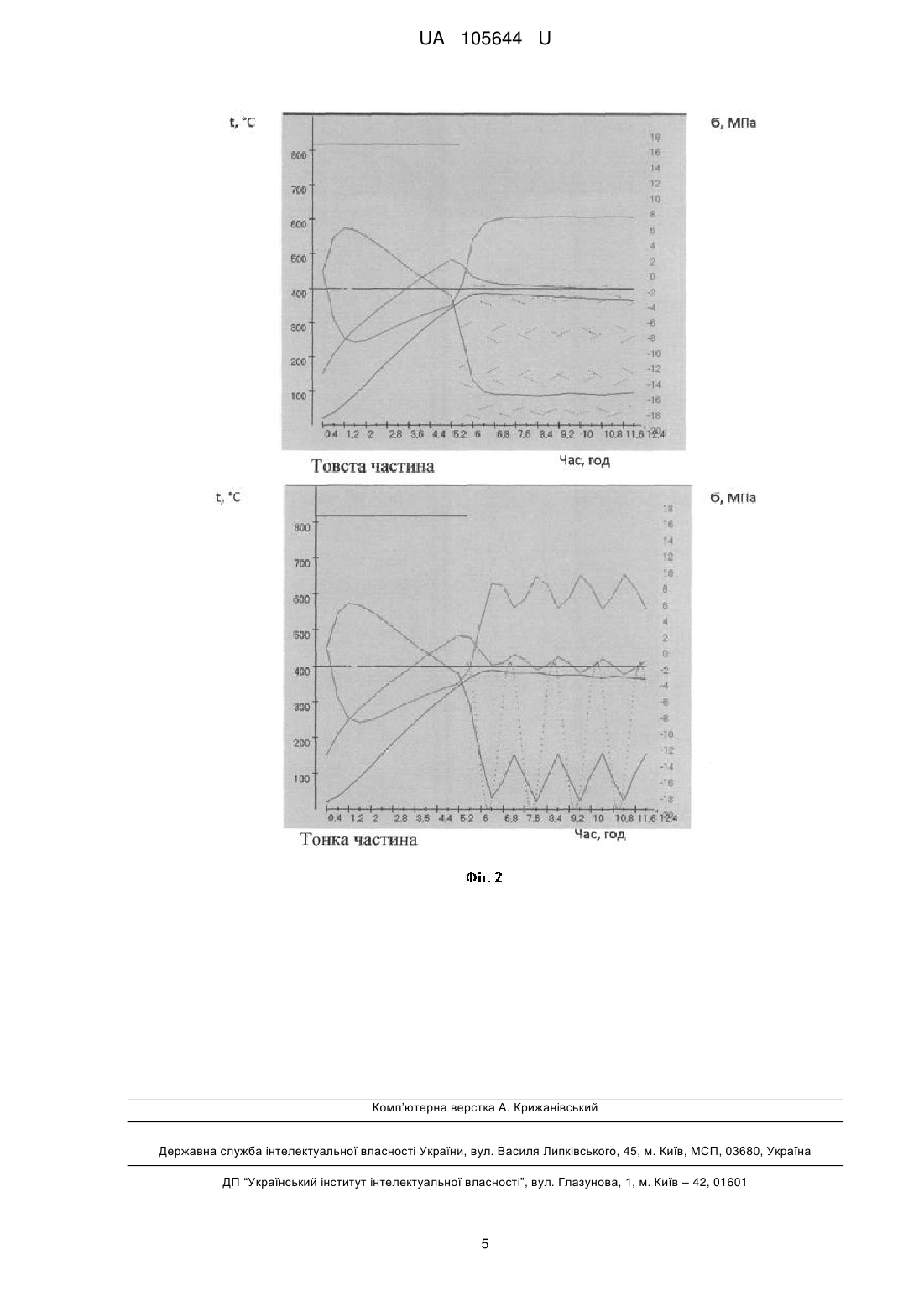
Реферат: Спосіб нагріву конусної різнотовщинної по довжині металевої форми (виливниці) для відливання виробів полягає у тому, що для зниження витрат енергоносіїв та забезпечення рівномірного нагріву металевої форми використовують програмований циклічний нагрів струмами промислової частоти. UA 105644 U (12) UA 105644 U UA 105644 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, зокрема до ливарного виробництва виробів (гільз циліндрів, втулок, бандажів та ін.), що відливаються в різнотовщинні по довжині металеві форми, які використовуються в машинах відцентрового лиття. Відомо широко застосовуваний спосіб підготовки металевих форм-виливниць для лиття різних виробів. Враховуючи різницю форми литих виробів, а також, їх масу (вагу), матеріал (сталь, чавун, сплави), рівень властивостей, що досягаються, металеву форму для відцентрового лиття підігрівають (для регулювання умов кристалізації) перед заливкою металу до різних температур у спеціальних газових печах [1]. У ряді випадків при нагріві не досягається рівномірної температури по довжині металевих форм при вилученні з печі, що пов'язано як з їх розташуванням на подині печі, кількістю підігріваємого оснащення, так і розташуванням газових пальників. Крім цього, метод є не ефективним через великі витрати газу і тепла, необхідного для обігріву всього обсягу печі. Такий метод підготовки оснастки не дозволяє забезпечувати нагрівання до різних температур окремих різнотовщинних зон виробів для мінімізації їх напруженого стану при установці в машину відцентрового лиття, так і однорідних умов кристалізації із забезпеченням необхідної структури і властивостей виливків. Відомі методи нагріву струмами промислової і високої частоти, які широко використовуються при термічній обробці виробів [2-4]. Вони спрямовані на поверхневе загартування виробів з різних матеріалів. При цьому використовують нагрів різними типами індукторів для забезпечення економії енергоресурсів з формуванням необхідної структури зміцненого шару та рівня властивостей виробів з однаковою їх товщиною по висоті і перерізу. Найбільш близьким до заявленого є відомий спосіб індукційного нагріву деталі під загартування з криволінійним контуром робочих поверхонь, який спрямований на підвищення продуктивності процесу шляхом зменшення часу нагріву ділянок, які не сприймають основні навантаження при експлуатації. Для реалізації такої технології використовується спеціальний пристрій, який програмує мінімізацію ступеня нагріву зон виробу, які практично не сприймають навантаження в процесі експлуатації. Цей метод не передбачає рівномірного досягнення температур на оброблюваній поверхні, є складним в управлінні і створює підвищені напруги не тільки в металевій формі, знижуючи її експлуатаційну стійкість, але і в відливаємому виробі при його кристалізації. В основу корисної моделі поставлена задача забезпечення рівномірного нагріву різнотовщинних по висоті металевих форм для однорідної структури та мінімізації напружень при кристалізації виливків, а також економії витрат енергоносіїв. Для вирішення поставленої задачі рекомендується використовувати індукційний метод нагріву струмами промислової частоти різнотовщинних по висоті металевих форм перед заливкою в них металу. Як приклад виконано оцінку способу нагрівання різнотовщинної по висоті металевої форми (200-365 мм) для відливання бандажу. За її довжиною поверхня внутрішньої частини стінки металевої форми рівна, а змінюється зовнішня, в результаті чого загальна товщина форми характеризується різнотовщинністю. Це полегшує її видалення разом з виливком з відцентрової машини після кристалізації виробу. Як джерело пропонується індукційний нагрівач, що складається з індуктора і магнітопроводів. Концентруючи і створюючи магнітний потік, забезпечується можливість здійснювати однорідний нагрів виливниці. При цьому зони виробу, які підлягають обробці, визначають залежно від мети нагріву. Вибираючи форму і розміри індуктора, магнітопроводів, можна забезпечити у виробі необхідне температурне поле у всіх напрямках: радіальному (по товщині стінки виливниці), осьовому (по довжині виливниці). Оскільки виливниці для відцентрового лиття бандажів, втулок циліндрів є асиметричними виробами по висоті, тому нагрів їх в окружному напрямку повинен бути однаковий, що може бути забезпечено індуктором круглої форми. З іншого боку, у випадку, коли виливниці мають змінну уздовж осі товщину стінки, інтенсивність нагрівання окремих ділянок повинна бути різною. Тому індуктори повинні виконуватися з нерівномірним розташуванням витків по довжині металевої форми. Ділянка, яка розташована уздовж стінок збільшеної товщини, повинна мати і більшу кількість витків, ніж ті, які знаходяться в зоні з тонкими стінками. Це вимагає нагрівати металеву форму з різною інтенсивністю уздовж осі, щоб забезпечити в ній однакову температуру. Рівномірність нагріву різнотовщинної металевої форми в радіальному напрямку кожної із зон досягається оптимальним вибором потужності індукційного нагрівача і часом його тривалості. 1 UA 105644 U Магнітопровідна система охоплює котушку і виливницю, прискорюючи нагрів останньої. Така схема нагріву дає можливість отримати температурне поле виливниці практично рівномірно у всіх напрямках. Кількість тепла Q, необхідне для нагрівання виливниці, оцінюється як: 5 Q=C•m•(t2-t1), 10 (1) де C=0,122 - питома теплоємність в інтервалі температур 0-300 °C для Ст. 20, ккал/(кг•°С); m=940 - маса виливниці, кг; t2=300 - температура нагріву виливниці при заливці чавуну, °C; t1=20 - температура навколишнього середовища, °C; Q=0,122•940•(300-20)=32110,4 ккал. (2) Сумарна кількість тепла Qсум з урахуванням втрат (15 %) на розсіювання в навколишнє середовище складе: 15 Qсум=Q•1,15=36927 ккал. (3) Потужність Р, необхідна для нагрівання виливниці, повинна бути не менше: Р=Qсум/0,24τ, 20 (4) де 0,24 - перекладний коефіцієнт, 1 кВт = 0,24 ккал/с; τ - тривалість нагрівання. Оскільки рівномірність нагріву виливниці в радіальному напрямку (по товщині стінки) в значній мірі залежить від тривалості нагрівання, то з урахуванням швидкості нагріву і теплопровідності матеріалу прийняли τ=20 хв.=1200 с; 25 Р=36927/(0,24•1200)=128,22129 кВт. 30 35 40 45 50 55 (5) Таким чином, змінюючи час нагрівання, можна управляти потужністю або навпаки, змінюючи потужність, можна управляти часом нагрівання. Для забезпечення рівномірної температури в різнотовщинній виливниці використовували схему циклічного включення-відключення індикатора. При цьому максимальну потужність джерела використовували на рівні 80000 Вт. У розрахунках використовували наступні параметри: крок за часом - 0,4 год.; крок по висоті і товщині виливниці – 20 мм; температура нагріву - 400 °C (з урахуванням, що при заливці на внутрішній частині буде досягнута t=300 °C; крок нагрівання та охолодження при циклічній обробці - кожної 1,2 год. Одержано залежність температура-напруги-час впливу джерела (фіг. 1). Температура представлена двома відтінками червоного кольору: більш темний відповідає внутрішньому шару; світлий - зовнішньому. Внутрішньому шару відповідають напруги, позначені темно-зеленим кольором, зовнішньому - світло-зеленим, а жовтим - середній зоні перерізу металевої форми. Синім кольором наведена зміна відносної товщини джерела в часі (відношення потужності в даний момент часу до максимальних значень). Виконані порівняльні дослідження впливу товщини стінки металевої форми на рівень виникаючих напруг. Зі зменшенням товщини стінки з 365 мм до 200 мм циклічний нагрів є більш стабільним з точки зору коливань температур, які досягаються, і рівня напруг. Для стабілізації досягнення температур одночасно в різних зонах по товщині виливниці рекомендуються такі параметри (q0 і qte): q0=20000; qte=15000 - для товстої зони; q0=15000; qte=15000 - для тонкої зони. У цьому випадку теплові потоки майже пропорційні товщині металевої форми. При розрахунках слід використовувати окремий випадок експоненціального закону з обчисленням параметрів, при яких зберігається задана сумарна потужність. У такому варіанті розрахунку нагріву металевої форми напруги, в зонах, що відрізняються по товщині, мінімізуються і їх можна не враховувати (див. фіг. 1). При цьому незалежно від товщини стінки форми температура і її розподіл є стабільними. 2 UA 105644 U 5 10 15 20 25 З графічних залежностей видно, що існують ділянки витримки температур (близькі до витримки 0,4 год.). Для зовнішнього шару товстої частини - це 500-520 °C, а внутрішнього 330345 °C. Для тонкої частини зовнішнього шару 480-490 °C, а внутрішнього - 390-415 °C. Стабілізація температур підкоряється закону: Q(t)=qte•sin(4•і•dt) - для випадку, якщо sin не негативний; і 0 - якщо негативний (відповідає періоду відключення). При цьому характер розподілу температури, напруг стабілізується для тонкої частини металевої форми з другого циклу, а потовщеною частини - з третього. При регулюванні тільки потужністю джерела не вдається стабілізувати температуру на поверхні металевої форми (фіг. 2). На основі проведеного аналізу відомих підходів до оцінки впливу параметрів підігріву металевої форми з різним перерізом її стінки по висоті для відливання порожнистих виробів з мінімізацією рівня напруг встановлено, що це може бути найбільш ефективно забезпечено обробкою ТПЧ при циклічному нагріванні і відключенні індуктора. При цьому крок за часом нагріву і відключення відповідає 1,2 години і число циклів повинно бути не менше трьох. Циклічне відключення індукторів забезпечує також і економію електроенергії. Джерела інформації: 1. Производство и применение прокатных валков: Справочник. / Т.С. Скобло, А.И. Сидашенко, В.М. Власовец, О.Ю. Клочко и др. Под ред. проф. Т.С. Скобло. - X.: ЦД № 1, 2013. 572 с. 2. Патент України № 9578, МПК C21D1/10. Спосіб термообробки внутрішніх поверхонь циліндричних виробів / Жучинський Л.А., Свисиунов М.В., Івахненко М.М., Стоян С.Л. - Заявка u20041210812; заявл. 27.12.2004р., опубл. 15.10.2005 р. 4 3. Патент Российской Федерации № 2181649, МПК С21D 1/78, 9/06. Способ восстановления закалённых гильз цилиндров / Хромов В.Н., Лялякин В.П., Ширяев Α.Α., Костюков А.Ю. заявка С22000103148/02; заявл. 08.02.2000г., опубл. 27.04.2002 г. 4. Авторское свидетельство СССР № 1652359 C21D1/10. Способ закалки с нагревом ТВЧ. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 1. Спосіб нагріву конусної різнотовщинної по довжині металевої форми (виливниці) для відливання виробів, який відрізняється тим, що для зниження витрат енергоносіїв та забезпечення рівномірного нагріву металевої форми використовують програмований циклічний нагрів струмами промислової частоти. 2. Спосіб за п. 1, який відрізняється тим, що рівномірний нагрів та мінімізація напружень в конусній різнотовщинній по довжині металевій формі досягається періодичним відключенням індуктора і рівномірним циклічним нагріванням з кроком по часу, відповідним 1,2 год. 3. Спосіб за п. 1, який відрізняється тим, що для стабілізації температури на внутрішній поверхні виливниці число циклів нагрів-охолодження повинно бути не менше трьох. 3 UA 105644 U 4 UA 105644 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for uniform heating conical unevenness metal mold with currents of industrial frequency
Автори англійськоюSkoblo Tamara Semenivna, Sidashenko Oleksandr Ivanovych, Saichuk Oleksandr Vasyliovych, Rybalko Ivan Mykolaiovych, Satanovskyi Yevhen Abramovych, Oleinyk Oleksandr Kupryyanovych, Marchenko Mykhailo Valentynovych, Rovnyi Yevhen Valentynovych
Назва патенту російськоюСпособ равномерного нагрева конусной разнотолщинной металлической формы токами промышленной частоты
Автори російськоюСкобло Тамара Семеновна, Сидашенко Александр Иванович, Сайчук Александр Васильевич, Рыбалко Иван Николаевич, Сатановский Евгений Абрамович, Олейник Александр Куприянович, Марченко Михаил Валентинович, Ровный Евгений Валентинович
МПК / Мітки
Мітки: форми, рівномірного, промислової, нагріву, струмами, металевої, частоти, конусної, різнотовщинної, спосіб
Код посилання
<a href="https://ua.patents.su/7-105644-sposib-rivnomirnogo-nagrivu-konusno-riznotovshhinno-metalevo-formi-strumami-promislovo-chastoti.html" target="_blank" rel="follow" title="База патентів України">Спосіб рівномірного нагріву конусної різнотовщинної металевої форми струмами промислової частоти</a>
Спосіб рівномірного нагріву тіла
Номер патенту: 33634
Опубліковано: 15.02.2001
Автори: Мединець Юрій Рафаілович, Смоланка Іван Іванович
МПК: A61B 5/01
Мітки: нагріву, тіла, рівномірного, спосіб
Текст:
...конфігурації практично не відрізняється від поля звичайних дискових електродів, але площа переходу через високоомні шари тут більша, тобто менший ємнісний опір або менша потужність виді ляється на високоомних шарах. Це зменшує перегрів підшкірного жиру. Таким чином, вирішена поставлена задача винаходу. Практична реалізація описаного пристрою. Макет електродів, складених з модулів круглої форми діаметром 10 см. Кожний електрод має 4...
Пристрій для перетворення змінної напруги промислової частоти в змінну напругу підвищеної частоти
Номер патенту: 63087
Опубліковано: 26.09.2011
Автори: Коротинський Олександр Євтихієвич, Драченко Микола Петрович, Скопюк Михайло Іванович
МПК: H01J 37/06, H02M 3/28, B23K 15/00
Мітки: напругу, частоти, пристрій, промислової, змінної, підвищеної, перетворення, напруги, змінну
Формула / Реферат:
Пристрій для перетворення змінної напруги промислової частоти в змінну напругу підвищеної частоти, що містить під'єднаний до мережі живлення промислової частоти силовий випрямляч з середньою точкою, на виході якого знаходиться конденсатор та, включений паралельно конденсатору, перетворювач, на керуючий вхід якого надходить прямий сигнал підвищеної частоти, а вихід підключений до первинної обмотки вихідного трансформатора, вторинна обмотка...
Пристрій для перетворення змінної напруги промислової частоти в змінну напругу довільної частоти
Номер патенту: 103509
Опубліковано: 25.12.2015
Автори: Шапка Володимир Олександрович, Коротинський Олександр Євтіхійович, Драченко Микола Петрович, Скопюк Михайло Іванович
МПК: H02M 5/00
Мітки: перетворення, довільно, промислової, напруги, частоти, напругу, змінну, пристрій, змінної
Формула / Реферат:
Пристрій для перетворення змінної напруги промислової частоти в змінну напругу довільної частоти, що містить під'єднаний до мережі живлення промислової частоти силовий випрямляч з середньою точкою, на виходи якого підключені два однакових, включених послідовно, конденсатори, спільна клема яких підключена до середньої точки силового випрямляча, перший ключовий елемент, який підключений до позитивної клеми першого конденсатора, другий ключовий...
Спосіб нагріву речовини енергією поля високої частоти
Номер патенту: 96245
Опубліковано: 10.10.2011
Автори: Мельяновський Павло Опанасович, Шуть Андрій Іванович, Вічкань Олексій Валерійович
МПК: H05B 6/06
Мітки: поля, енергією, нагріву, частоти, високої, речовини, спосіб
Формула / Реферат:
Спосіб нагріву речовини енергією поля високої частоти, який полягає у збудженні коливального контуру, у ємкісній гілці якого розташовано конденсаторний аплікатор з речовиною, що нагрівається електричним полем високої частоти певної потужності, який узгоджений з генератором, і вимірюванні відбитого сигналу від коливального контуру, який відрізняється тим, що високочастотний сигнал подають до коливального контуру по спрямованому відгалужувачу,...
Пристрій індуктивного нагріву деталей складної форми
Номер патенту: 25365
Опубліковано: 10.08.2007
Автори: Арпентьєв Борис Михайлович, Клочко Вадим Олександрович, Дука Анатолій Костянтинович
МПК: H05B 6/36
Мітки: деталей, нагріву, складної, пристрій, форми, індуктивного
Формула / Реферат:
1. Пристрій індукційного нагріву деталей складної форми, що містить індуктор соленоїда з багатовитковою котушкою, яка по контуру близька формою до контуру деталі, що нагрівається, який відрізняється тим, що величини зазору між внутрішньою поверхнею багатовиткової котушки і зовнішньою циліндричною поверхнею деталі, що нагрівається, зворотно пропорційні до термічного опору деталі, що нагрівається, в радіальному напрямі до центра посадочної...
Попередній патент: Спосіб рекультивації земель, порушених відкритими розкривними роботами
Наступний патент: Механічний опадомір
Випадковий патент: Пристрій для виготовлення пакетів