Спосіб сушіння вологого рідкого матеріалу
Номер патенту: 105774
Опубліковано: 11.04.2016
Автори: Рябовол Олександр Михайлович, Кальцев Володимир Федорович, Кальцев Сергій Федорович, Образцов Володимир Васильович
Формула / Реферат
1. Спосіб сушіння вологого рідкого матеріалу, який включає подачу потоку вологого рідкого матеріалу в турбосушарку, що має циліндричний трубчастий корпус з тепловою оболонкою, входи та виходи матеріалу, вхід потоку повітря та закріплений в цьому корпусі з можливістю обертання ротор з лопатями, подачу потоку повітря у турбосушарку, обробку потоку вологого рідкого матеріалу ротором з лопатями з наступним центрифугуванням вологого рідкого матеріалу та транспортування останнього до виходу; який відрізняється тим, що ротор з лопатями піддають додатково регульованому осциляційному руху, при цьому швидкість руху кінця лопаті становить 3-6 м/с, а відношення швидкості руху кінця лопаті до частоти осциляційного руху складає 120 - (1-5) м/хід.
2. Спосіб за п. 1, який відрізняється тим, що швидкість осциляційного руху є однаковою в прямому та зворотному напрямках.
3. Спосіб за п. 1, який відрізняється тим, що швидкість осциляційного руху в прямому та зворотному напрямках відрізняється.
Текст
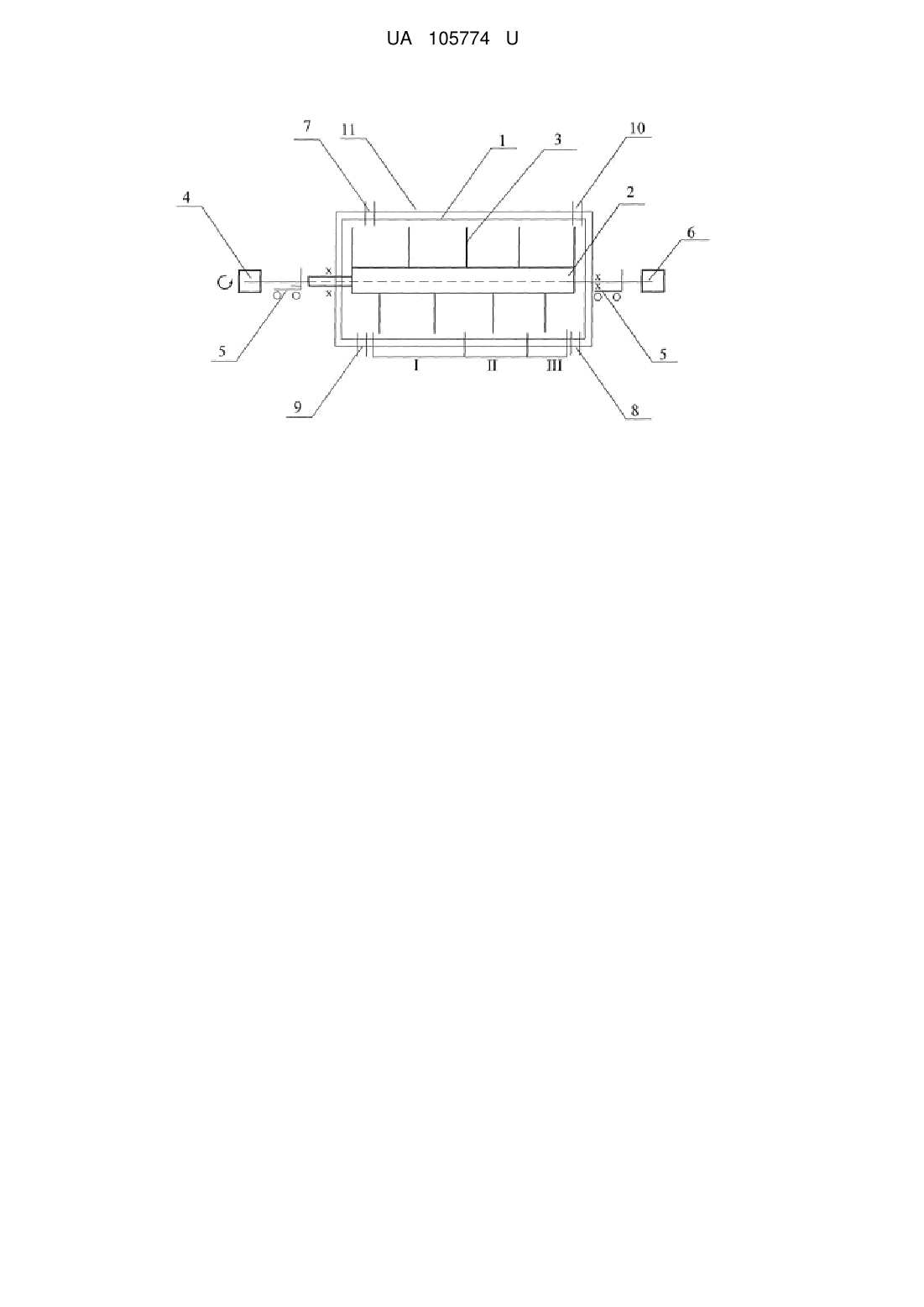
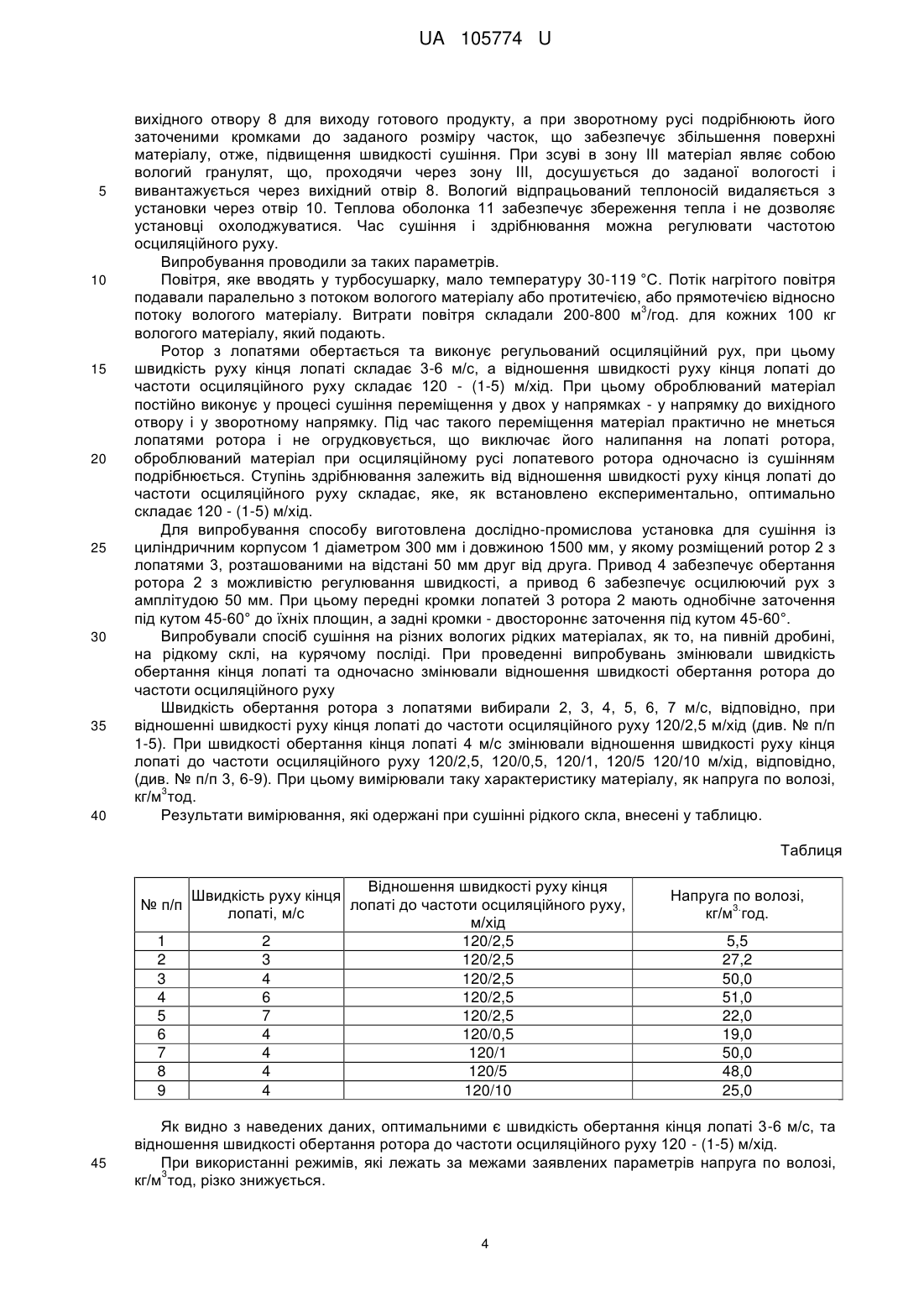
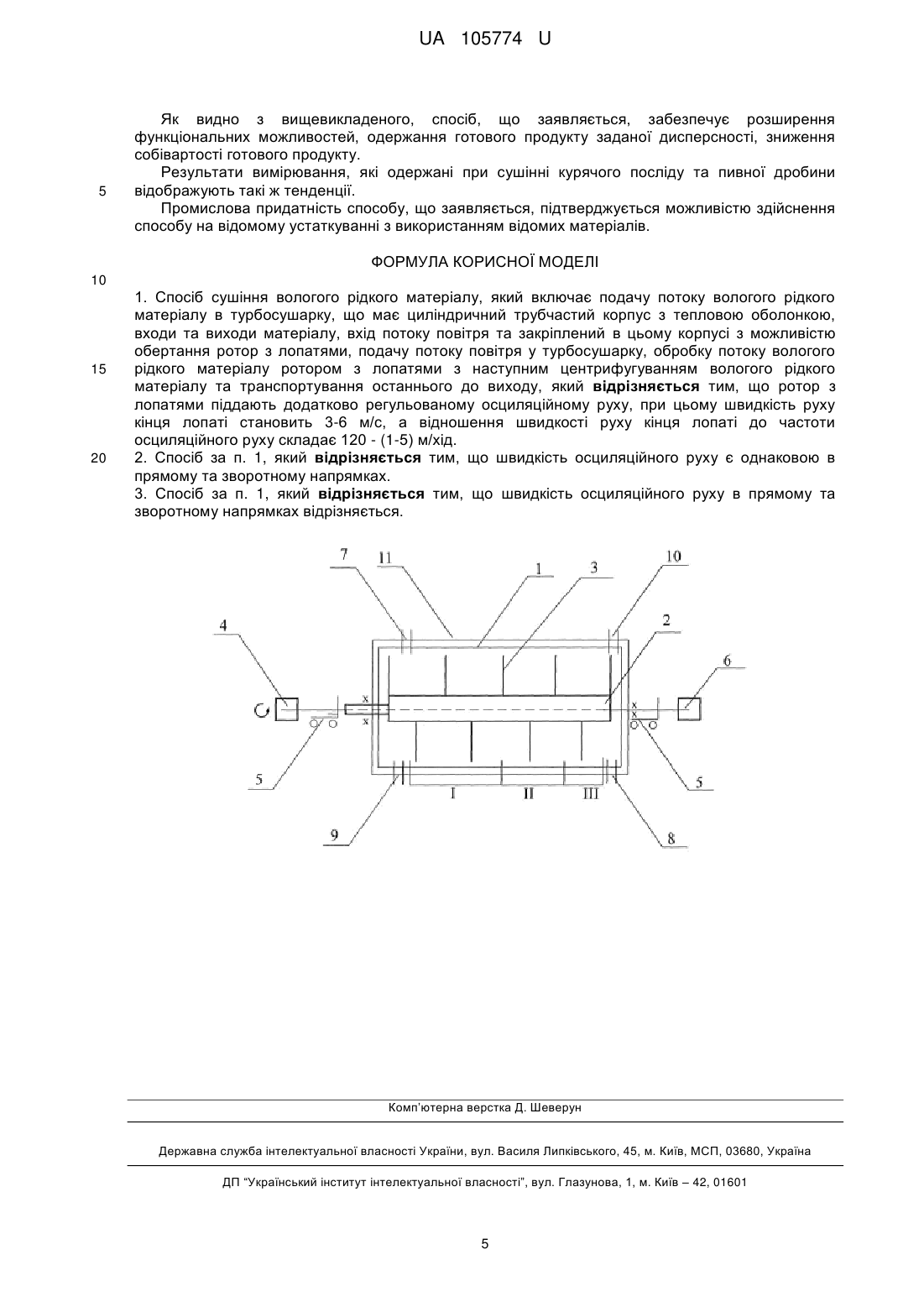
Реферат: Спосіб сушіння вологого рідкого матеріалу включає подачу потоку вологого рідкого матеріалу в турбосушарку, що має циліндричний трубчастий корпус з тепловою оболонкою, входи та виходи матеріалу, вхід потоку повітря та закріплений в цьому корпусі з можливістю обертання ротор з лопатями, подачу потоку повітря у турбосушарку, обробку потоку вологого рідкого матеріалу ротором з лопатями з наступним центрифугуванням вологого рідкого матеріалу та транспортування останнього до виходу. Ротор з лопатями піддають додатково регульованому осциляційному руху. При цьому швидкість руху кінця лопаті становить 3-6 м/с, а відношення швидкості руху кінця лопаті до частоти осциляційного руху складає 120 - (1-5) м/хід. UA 105774 U (12) UA 105774 U UA 105774 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області хімічної промисловості, зокрема до способу сушіння вологого рідкого матеріалу, як то розчинів силікатів лужних металів та інших матеріалів. Відомим є спосіб сушіння вологого рідкого матеріалу, наприклад розчинів силікатів лужних металів, який включає подачу потоку вологого рідкого матеріалу в розпилювальну сушарку та транспортування останнього до виходу (див. п. РФ № 2283275 з. № 2004128972 від 05.10.2004 p., МПК С01В 33/32, опубл. 10.09.2006 p.) Проте застосування розпилювальної сушарки має великі незручності і насамперед те, що виробництво значної кількості так званих "дрібнодисперсних" частинок, тобто частинок з діаметром менше 21 мкм, призводить в результаті до зменшення об'ємної густини та об'ємної густини у злежалому стані, що шкідливо впливає на зручність транспортування та обробку кінцевого продукту. Це обумовлює низьку продуктивність відомого способу при експлуатації, високі трудовитрати і одержання дорогого готового продукту. Відомий спосіб сушіння вологого рідкого матеріалу (див. публікацію ЕР № 1071673, з. № 19990914806 від 15.04.1999 p., МПК C07D 251/62, опубл. 31.01.2001 p.), який включає подачу потоку вологого рідкого матеріалу до контактної сушарки та транспортування останнього до виходу. У контактній сушарці тепло надходить до вологого рідкого матеріалу - кеку, переважно в результаті контакту з поверхнями сушарки (наприклад пучка труб, обертового барабана або сушильної шафи). Сушіння кеку гідратованих силікатів лужних металів здійснюють, утримуючи стінку сушарки в контакті з висушуваним кеком при температурі 100-220 °C, краще 120-160 °C, з часом витримки 0,1-10 годин (краще 1-3 години). У відомому способі збільшується об'ємна густина висушених гідратованих силікатів лужних металів та його об'ємна густина у злежалому стані. При такому способі отримують кінцевий продукт з вмістом вологи менше 0,1 % з розрахунку на вологу масу та вмістом дрібнодисперсних частинок з діаметром менше 21 мкм менше 30 мас. %. При застосуванні відомого способу отримують процентний вміст дрібнодисперсних частинок, менший за процентний вміст, який отримали б при застосуванні розпилювальної сушарки, але кількість дрібнодисперсних частинок, фактично пилу, все одно залишається великою. При цьому для сушіння розчинів гідратованих силікатів лужних металів контактним методом необхідно значно більше часу, ніж при використанні розпилювальної сушарки, з поступовим уповільненням виробничих циклів. Це обумовлює низьку продуктивність відомого способу при експлуатації, неможливість одержання готового продукту заданої дисперсності, високі трудовитрати і одержання дорогого готового продукту. Найбільш близьким до способу, що заявляється, за технічною суттю і результатом, що досягається, є спосіб сушіння вологого рідкого матеріалу (див. п. України № 91117, пріоритет РСТ/ЕР 000636 від 25.01.2007 р., опубл. 25.06.2010 p., МПК C07D 251/62), який включає подачу потоку вологого рідкого матеріалу в турбосушарку, що має циліндричний трубчастий корпус з тепловою оболонкою, входи та виходи матеріалу, вхід потоку повітря та закріплений в цьому корпусі з можливістю обертання ротор з лопатями, подачу потоку повітря у турбосушарку, обробку потоку вологого рідкого матеріалу ротором з лопатями з наступним центрифугуванням вологого рідкого матеріалу та транспортування останнього до виходу. У відомому способі здійснюють сушіння вологого рідкого матеріалу - кеку меламіну. Температура внутрішньої стінки турбосушарки становить 225-280 °C. Газ, який вводять у турбосушарку, являє собою повітря, нагріте до 120-240 °C. Витрати повітря становить 2003 800м /год. для кожних 100кг вологого кеку меламіну. Швидкість обертання ротора з лопатями становить 200-1500об/хв. Середній час витримки становить менше 300 секунд для потоку кристалів меламіну з вмістом вологи менше 0,1 %. У відомому способі при експлуатації турбосушарки відбувається огрудковування вологого рідкого матеріалу і налипання його на лопаті ротора. Це викликає заклинювання ротора. Для забезпечення подальшої роботи установки і реалізації способу лопаті ротору необхідно часто очищати. Функціональні можливості способу обмежені, тому що розмір часток матеріалу після сушіння залишається незмінним і для одержання дрібнодисперсного готового продукту необхідно додатково використовувати дороге устаткування для здрібнювання. Все це, в остаточному підсумку, приводить до низької продуктивності відомого способу при експлуатації, неможливості одержання готового продукту заданої дисперсності, підвищених трудовитрат і одержання дорогого готового продукту. В основу корисної моделі поставлена задача удосконалити спосіб сушіння вологого рідкого матеріалу шляхом виконання додаткової операції при його обробці, нових режимів виконання 1 UA 105774 U 5 10 15 20 25 30 35 40 45 50 55 60 способу, що забезпечує розширення функціональних можливостей, одержання готового продукту заданої дисперсності, зниження собівартості готового продукту завдяки підвищенню продуктивності способу при експлуатації та здешевленню готового продукту. Поставлена задача вирішується тим, що у відомому способі сушіння вологого рідкого матеріалу, який включає подачу потоку вологого рідкого матеріалу в турбосушарку, що має циліндричний трубчастий корпус з тепловою оболонкою, входи та виходи для матеріалу, вхід для потоку повітря та закріплений в цьому корпусі з можливістю обертання ротор з лопатями, подачу потоку повітря у турбосушарку, обробку потоку вологого рідкого матеріалу ротором з лопатями з наступним центрифугуванням вологого рідкого матеріалу та транспортування останнього до виходу; новим є те, що ротор з лопатями піддають додатково регульованому осциляційному руху, при цьому швидкість руху кінця лопаті становить 3-6 м/с, а відношення швидкості руху кінця лопаті до частоти осциляційного руху складає 120 - (1-5) м/хід. Новим є також те, що швидкість осциляційного руху є однаковою в прямому та зворотному напрямках. Новим є також те, що швидкість осциляційного руху в прямому та зворотному напрямках відрізняється. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає в тому, що: ротор з лопатями піддають додатково регульованому осциляційному руху, при цьому швидкість руху кінця лопаті становить 3-6 м/с, а відношення швидкості руху кінця лопаті до частоти осциляційного руху складає 120 - (1-5) м/хід, у сукупності з відомими ознаками корисної моделі забезпечує розширення функціональних можливостей, одержання готового продукту заданої дисперсності, зниження собівартості готового продукту. Пояснюється це таким. Регульований осциляційний рух дозволяє вибрати необхідну швидкість цього руху у прямому та зворотному напрямках. При цьому, вибираючи швидкість руху кінця лопаті 3-6 м/с, а відношення швидкості руху кінця лопаті до частоти осциляційного руху 120 - (1-5) м/хід, тобто у заявлених режимах, оптимізують площу контакту матеріалу з теплоносієм та рівномірність його обробки. Оброблюваний матеріал при осциляційному русі ротора одночасно із сушінням подрібнюється, що свідчить про розширення функціональних можливостей. Те, що швидкість руху кінця лопаті становить 3-6 м/с, а відношення швидкості руху кінця лопаті до частоти осциляційного руху складає 120 - (1-5) м/хід, є оптимальними режимами проведення способу, встановлено експериментально. При цих режимах забезпечується ефективне досягнення технічного результату, а саме забезпечується розширення функціональних можливостей, одержання готового продукту заданої дисперсності, зниження собівартості готового продукту. Те, що швидкість осциляційного руху є однаковою в прямому та зворотному напрямках у сукупності з відомими ознаками корисної моделі додатково забезпечує розширення функціональних можливостей, одержання готового продукту заданої дисперсності, зниження собівартості готового продукту. При цьому отримують частки матеріалу заданої дисперсності, а вологість їх складає 22-25 %. Те, що швидкість осциляційного руху в прямому та зворотному напрямках відрізняється у залежності від матеріалу, який піддають обробці, у сукупності з відомими ознаками корисної моделі додатково забезпечує розширення функціональних можливостей, одержання готового продукту заданої дисперсності, зниження собівартості готового продукту. При заявлених режимах способу сушіння вологого рідкого матеріалу, тобто при тому, що ротор з лопатями піддають додатково регульованому осциляційному руху, при цьому швидкість руху кінця лопаті становить 3-6 м/с, а відношення швидкості руху кінця лопаті до частоти осциляційного руху складає 120 - (1-5) м/хід, оброблюваний матеріал постійно здійснює у процесі сушіння переміщення у двох напрямках - у напрямку до вихідного отвору і у зворотному напрямку на відстань, рівну або перевищуючу відстань між сусідніми лопатями ротора. Під час такого переміщення весь матеріал постійно перемішується зі швидкістю, що відповідає швидкості руху кінця лопаті, оптимально, 3-6 м/с, та при одночасному відношенні швидкості руху кінця лопаті до частоти осциляційного руху у межах 120 - (1-5), практично не зминається лопатями ротора і не огрудковується, що виключає його налипання на циліндричний трубчастий корпус турбосушарки та лопаті ротора. Осцилюючий рух, при якому швидкість руху кінця лопаті становить 3-6 м/с, а відношення швидкості руху кінця лопаті до частоти осциляційного руху складає 120 - (1-5) м/хід, є 2 UA 105774 U 5 10 15 20 25 30 35 40 45 50 55 60 необхідною і достатньою умовою для постійного перемішування матеріалу з метою забезпечення його сипкості та одержання готового продукту заданої дисперсності. При швидкості руху кінця лопаті менше 3 м/с матеріал між сусідніми лопатями перемішується не повністю, тому що утворюється "мертва зона", де матеріал може ущільнюватися з утворенням грудок, а також має місце налипання матеріалу на циліндричний трубчастий корпус турбосушарки, де практично відсутня циркуляція матеріалу. Погане перемішування матеріалу є причиною того, що не забезпечується його необхідні сипкість і дисперсність. При швидкості руху кінця лопаті більше 6 м/с експериментально встановлено, що матеріал ущільнюється на внутрішній поверхні циліндричного трубчастого корпусу турбосушарки, тому не забезпечується його необхідні сипкість і дисперсність. Ще з більшою точністю необхідні сипкість і дисперсність матеріалу можна одержувати, якщо змінювати швидкість осциляційного руху в прямому та зворотному напрямках. Якщо швидкість осциляційного руху є однаковою в прямому та зворотному напрямках, то отримують частки матеріалу, дисперсність яких має малу розбіжність, а напруга по вологості 3 складає 27-50 кг/м год. Якщо швидкість осциляційного руху в прямому напрямку більша, ніж у зворотному, отримують частки матеріалу, дисперсність яких знижується, а напруга по вологості складає 273 50 кг/м год. Якщо швидкість осциляційного руху в прямому напрямку менша, ніж у зворотному, отримують частки матеріалу, дисперсність яких підвищується, а напруга по волозі складає 27-50 3 кг/м год. Експериментально встановлено, що при відношенні швидкості руху кінця лопаті до частоти осциляційного руху 120 - (1-5) м/хід забезпечується одержання готового продукту із заданим розміром часток і висока надійність при експлуатації. При відношенні швидкості руху кінця лопаті до частоти осциляційного руху менше 120 - 1 м/хід оброблюваний матеріал подрібнюється недостатньо. При відношення швидкості руху кінця лопаті до частоти осциляційного руху більше 120 - 5 м/хід оброблюваний матеріал також подрібнюється недостатньо. Готовий продукт, отриманий по способу, що заявляється, має невисоку собівартість, тому що при його виробництві немає необхідності додатково використовувати дороге устаткування для здрібнювання. Здрібнювання відбувається одночасно із сушінням матеріалу в одній установці. Це дозволяє суттєво підвищити продуктивність і знизити енергоємність при виробництві готового продукту Досягненню технічного результату сприяє і те, що швидкість осциляційного руху є однаковою в прямому та зворотному напрямках або відрізняється. Це пояснюється тим, що забезпечується можливість регулювати швидкість переміщення ротора при осциляційному русі, що дозволяє одержувати готовий продукт із заданим розміром часток. При реалізації способу, що заявляється, забезпечуються одночасні сушіння і здрібнювання оброблюваного матеріалу, що дозволяє знизити собівартість готового продукту. Суть корисної моделі пояснюється кресленнями, де схематично представлена установка для сушіння, на якій реалізується спосіб сушіння. Турбосушарка має циліндричний трубчастий корпус 1 та закріплений в цьому корпусі 1 з можливістю обертання ротор 2 з лопатями 3, привід 4 для надання ротору 2, розміщеному в циліндричному корпусі 1, обертового руху. Каретки 5 і привід 6 призначені для надання лопатевому ротору 2 осциляційного руху у прямому і зворотному напрямках. Вхідний отвір 7 призначений для подачі вологого матеріалу. Вихідний отвір 8 призначений для виходу готового продукту Вхідний отвір 9 призначений для подачі гарячого теплоносія. Отвір 10 призначений для видалення відпрацьованого теплоносія з установки. Циліндричний корпусі 1 має теплову оболонку 11 та умовно розділений на три зони - I, II, III. Заявлений спосіб реалізується так. На привід 4 для надання ротору 2, розміщеному в циліндричному корпусі 1, обертового руху і привід 6 для надання лопатевому ротору 2 осциляційного руху із заданою частотою, подають напругу. Ротор 2 починає обертатися і одночасно переміщатися за допомогою кареток 5 у прямому і зворотному напрямках. Через вхідний отвір 9 подають гарячий теплоносій і прогрівають установку для сушіння до заданої температури. Через вхідний отвір 7 подають вологий матеріал, який підлягає сушінню. Вологий матеріал лопатями 3 розподіляється по внутрішній поверхні циліндричного корпуса 1 у зоні І, де відбувається первинне сушіння матеріалу від незв'язаної вологи і перехід до пастопоподібного стану, у якому матеріал надходить у зону II. При цьому лопаті 3 при прямому осциляційному русі зміщають матеріал убік 3 UA 105774 U 5 10 15 20 25 30 35 40 вихідного отвору 8 для виходу готового продукту, а при зворотному русі подрібнюють його заточеними кромками до заданого розміру часток, що забезпечує збільшення поверхні матеріалу, отже, підвищення швидкості сушіння. При зсуві в зону III матеріал являє собою вологий гранулят, що, проходячи через зону III, досушується до заданої вологості і вивантажується через вихідний отвір 8. Вологий відпрацьований теплоносій видаляється з установки через отвір 10. Теплова оболонка 11 забезпечує збереження тепла і не дозволяє установці охолоджуватися. Час сушіння і здрібнювання можна регулювати частотою осциляційного руху. Випробування проводили за таких параметрів. Повітря, яке вводять у турбосушарку, мало температуру 30-119 °C. Потік нагрітого повітря подавали паралельно з потоком вологого матеріалу або протитечією, або прямотечією відносно 3 потоку вологого матеріалу. Витрати повітря складали 200-800 м /год. для кожних 100 кг вологого матеріалу, який подають. Ротор з лопатями обертається та виконує регульований осциляційний рух, при цьому швидкість руху кінця лопаті складає 3-6 м/с, а відношення швидкості руху кінця лопаті до частоти осциляційного руху складає 120 - (1-5) м/хід. При цьому оброблюваний матеріал постійно виконує у процесі сушіння переміщення у двох у напрямках - у напрямку до вихідного отвору і у зворотному напрямку. Під час такого переміщення матеріал практично не мнеться лопатями ротора і не огрудковується, що виключає його налипання на лопаті ротора, оброблюваний матеріал при осциляційному русі лопатевого ротора одночасно із сушінням подрібнюється. Ступінь здрібнювання залежить від відношення швидкості руху кінця лопаті до частоти осциляційного руху складає, яке, як встановлено експериментально, оптимально складає 120 - (1-5) м/хід. Для випробування способу виготовлена дослідно-промислова установка для сушіння із циліндричним корпусом 1 діаметром 300 мм і довжиною 1500 мм, у якому розміщений ротор 2 з лопатями 3, розташованими на відстані 50 мм друг від друга. Привод 4 забезпечує обертання ротора 2 з можливістю регулювання швидкості, а привод 6 забезпечує осцилюючий рух з амплітудою 50 мм. При цьому передні кромки лопатей 3 ротора 2 мають однобічне заточення під кутом 45-60° до їхніх площин, а задні кромки - двостороннє заточення під кутом 45-60°. Випробували спосіб сушіння на різних вологих рідких матеріалах, як то, на пивній дробині, на рідкому склі, на курячому посліді. При проведенні випробувань змінювали швидкість обертання кінця лопаті та одночасно змінювали відношення швидкості обертання ротора до частоти осциляційного руху Швидкість обертання ротора з лопатями вибирали 2, 3, 4, 5, 6, 7 м/с, відповідно, при відношенні швидкості руху кінця лопаті до частоти осциляційного руху 120/2,5 м/хід (див. № п/п 1-5). При швидкості обертання кінця лопаті 4 м/с змінювали відношення швидкості руху кінця лопаті до частоти осциляційного руху 120/2,5, 120/0,5, 120/1, 120/5 120/10 м/хід, відповідно, (див. № п/п 3, 6-9). При цьому вимірювали таку характеристику матеріалу, як напруга по волозі, 3 кг/м тод. Результати вимірювання, які одержані при сушінні рідкого скла, внесені у таблицю. Таблиця № п/п 1 2 3 4 5 6 7 8 9 45 Відношення швидкості руху кінця Швидкість руху кінця лопаті до частоти осциляційного руху, лопаті, м/с м/хід 2 120/2,5 3 120/2,5 4 120/2,5 6 120/2,5 7 120/2,5 4 120/0,5 4 120/1 4 120/5 4 120/10 Напруга по волозі, 3. кг/м год. 5,5 27,2 50,0 51,0 22,0 19,0 50,0 48,0 25,0 Як видно з наведених даних, оптимальними є швидкість обертання кінця лопаті 3-6 м/с, та відношення швидкості обертання ротора до частоти осциляційного руху 120 - (1-5) м/хід. При використанні режимів, які лежать за межами заявлених параметрів напруга по волозі, 3 кг/м тод, різко знижується. 4 UA 105774 U 5 Як видно з вищевикладеного, спосіб, що заявляється, забезпечує розширення функціональних можливостей, одержання готового продукту заданої дисперсності, зниження собівартості готового продукту. Результати вимірювання, які одержані при сушінні курячого посліду та пивної дробини відображують такі ж тенденції. Промислова придатність способу, що заявляється, підтверджується можливістю здійснення способу на відомому устаткуванні з використанням відомих матеріалів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 1. Спосіб сушіння вологого рідкого матеріалу, який включає подачу потоку вологого рідкого матеріалу в турбосушарку, що має циліндричний трубчастий корпус з тепловою оболонкою, входи та виходи матеріалу, вхід потоку повітря та закріплений в цьому корпусі з можливістю обертання ротор з лопатями, подачу потоку повітря у турбосушарку, обробку потоку вологого рідкого матеріалу ротором з лопатями з наступним центрифугуванням вологого рідкого матеріалу та транспортування останнього до виходу, який відрізняється тим, що ротор з лопатями піддають додатково регульованому осциляційному руху, при цьому швидкість руху кінця лопаті становить 3-6 м/с, а відношення швидкості руху кінця лопаті до частоти осциляційного руху складає 120 - (1-5) м/хід. 2. Спосіб за п. 1, який відрізняється тим, що швидкість осциляційного руху є однаковою в прямому та зворотному напрямках. 3. Спосіб за п. 1, який відрізняється тим, що швидкість осциляційного руху в прямому та зворотному напрямках відрізняється. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for drying wet fluid material
Автори англійськоюKaltsev Volodymyr Fedorovych, Kaltsev Serhii Fedorovych, Obraztsov Volodymyr Vasyliovych, Riabovol Oleksandr Mykhailovych
Назва патенту російською?????? ????? ???????? ??????? ?????????
Автори російськоюКальцев Владимир Федорович, Кальцев Сергей Федорович, Образцов Владимир Васильевич, Рябовол Александр Михайлович
МПК / Мітки
МПК: C01B 33/32, B01J 20/10, C01B 33/20
Мітки: вологого, рідкого, матеріалу, спосіб, сушіння
Код посилання
<a href="https://ua.patents.su/7-105774-sposib-sushinnya-vologogo-ridkogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб сушіння вологого рідкого матеріалу</a>
Спосіб сушіння вологого кеку меламіну
Номер патенту: 91117
Опубліковано: 25.06.2010
Автор: Ведзані Коррадо
МПК: C07D 251/62
Мітки: сушіння, спосіб, вологого, кеку, меламіну
Формула / Реферат:
1. Спосіб сушіння вологого кеку меламіну, який включає наступні етапи:використання турбосушарки (Т), що включає циліндричний трубчастий корпус (1) з нагрівальною оболонкою (4), входами та виходами (5, 6) та закріплений в цьому корпусі з можливістю обертання ротор (7) з лопатками;подачу безперервного потоку вологого кеку меламіну в турбосушарку (Т), температуру внутрішньої стінки (9) якої підтримують на рівні принаймні 220...
Спосіб відсівання вологого матеріалу

Номер патенту: 69652
Опубліковано: 15.09.2004
Автори: Латишко Григорій Івановіч, Пхайко Євгеній Семенович, Савенко Віктор Володимирович
Мітки: спосіб, матеріалу, вологого, відсівання
Формула / Реферат:
Спосіб відсівання вологого матеріалу, що включає подачу матеріалу з лійки на вібруюче сито грохота, що відрізняється тим, що в зазор між вирвою і ситом грохота в напрямку руху вологого матеріалу подають потік стисненого повітря, рівний ширині сита, з температурою 250-3000С.
Спосіб визначення пористості вологого матеріалу
Номер патенту: 3725
Опубліковано: 15.12.2004
Автори: Ковбашин Василь Іванович, Балабан Степан Миколайович, Расказов Юрій Сергійович
МПК: G01F 17/00, G01N 15/08
Мітки: пористості, визначення, вологого, спосіб, матеріалу
Формула / Реферат:
Спосіб визначення пористості вологого матеріалу, що включає розміщення матеріалу у просторі для визначення пористості, послідовне змочування двома робочими рідинами, що характеризуються різними змочувальними характеристиками по відношенню до матеріалу і не розчиняються одна в одній, визначення об'єму твердої фази, повного об'єму і пористості матеріалу, який відрізняється тим, що перед визначенням об'єму твердої фази визначають вологість...
Спосіб сушіння вологого полімеру
Номер патенту: 96259
Опубліковано: 25.10.2011
Автори: де Франсіско Мануель, Боден Стефані, Бінделль Жан-Поль
МПК: C08F 6/00, C08F 114/00
Мітки: сушіння, спосіб, полімеру, вологого
Формула / Реферат:
1. Спосіб сушіння вологого полімеру, який включає стадію сушіння, що проводять в сушарці з киплячим шаром, яка містить щонайменше один нагрівальний елемент, в якому протікає теплопередавальне текуче середовище, причому вказаним теплопередавальним текучим середовищем є пара під абсолютним тиском, який дорівнює або менше 4 бар.2. Спосіб за п. 1, при якому теплопередавальним текучим середовищем є пара, що знаходиться під абсолютним...
Спосіб та пристрій для подрібнення гарячого вологого сировинного матеріалу
Номер патенту: 98443
Опубліковано: 25.05.2012
Автори: Лоле Уіллі, Хойкен Франц-Йозеф, Бонк Ганс
МПК: C04B 7/52, B02C 15/04, B02C 23/26
Мітки: матеріалу, пристрій, спосіб, подрібнення, сировинного, гарячого, вологого
Формула / Реферат:
1. Спосіб подрібнення гарячого вологого матеріалу, зокрема цементного клінкеру, шлаку та агломератів, в якому компоненти сировинного матеріалу подають до вертикальної дробарки, подрібнюють і одночасно висушують за допомогою гарячого газу, поданого через соплове кільце до нижньої частини дробарки, і в якому за допомогою охолоджувального засобу підтримується наперед визначена температура газу і продукту внизу сепаратора, який відрізняється тим,...
Наступний патент: Установка для сушіння
Випадковий патент: Пристрій для контролю ресурсу групи повітряних високовольтних вимикачів