Спосіб електричного дугового зварювання, паяння або переплаву плавким електродом з модуляцією параметрів режиму
Номер патенту: 106293
Опубліковано: 11.08.2014
Автори: Патон Борис Євгенович, Сидорук Володимир Степанович, Кражановський Денис Миколайович, Максимов Сергій Юрійович, Клочко Роман Ігорович
Формула / Реферат
1. Спосіб електричного зварювання, наплавлення, паяння або переплаву електродом з модуляцією параметрів режиму, при якому здійснюють коливальну зміну відстані між кінцем електрода і металевою ванною, тобто міжелектродного проміжку, причому зварювальний струм у період зменшення згаданого проміжку збільшують, а зварювальну напругу - зменшують і навпаки, який відрізняється тим, що кратність збільшення струму стосовно середньозваженого його значення перевищує 1,3, а кратність зменшення зварювальної напруги стосовно середньозваженого її значення підтримують у межах від 1,5 до 8.
2. Спосіб за п. 1, який відрізняється тим, що швидкість подавання електрода в період зменшення міжелектродного проміжку перевищує середньозважену його швидкість більш ніж в 1,3 разу, а швидкість подавання електрода у період збільшення міжелектродного проміжку підтримують у межах від -1 до +0,8 значення згаданої середньозваженої швидкості подавання електрода.
3. Спосіб за п. 1, який відрізняється тим, що у період скорочення міжелектродного проміжку зварювальну напругу зменшують до значення, що не перевищує суму катодного і анодного падіння напруги, притаманних для актуального процесу у цей період.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що тривалість періоду скорочення міжелектродного проміжку підтримують рівною сумі тривалості скорочення міжелектродного проміжку до нуля (до моменту торкання кінцем електрода поверхні металевої ванни) та тривалості електричного контакту електрода, що плавиться, з металевою ванною.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що тривалість електричного контакту згаданих електрода і металевої ванни дорівнює сумі тривалості зменшення швидкості подачі електрода до нуля після моменту торкання кінцем електрода поверхні металевої ванни і тривалості паузи подавання електрода (тривалості зупинки подавання електрода) у період контакту електрода і металевої ванни.
6. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що тривалість контакту електрода і металевої ванни дорівнює тривалості зменшення об'єму металевої ванни, що кристалізується, на 10…90 % від об'єму на початку періоду контакту електрода з металевою ванною.
Текст
Реферат: Винахід належить до сфери дугової і електрошлакової технологій, зокрема зварювання, наплавлення та переплаву. Спосіб електричного зварювання, наплавлення, паяння або переплаву плавким електродом з модуляцією параметрів режиму, при якому здійснюють коливальну зміну відстані між кінцем електрода і металевою ванною (міжелектродного проміжку), причому зварювальний струм у період зменшення згаданого проміжку збільшують, а зварювальну напругу - зменшують і навпаки, здійснюють шляхом підтримування кратності збільшення струму стосовно середньозваженого його значення більше, ніж 1,3, а кратності зменшення зварювальної напруги стосовно середньозваженого її значення - у межах від 1,5 до 8. Швидкість подавання електрода в період зменшення міжелектродного проміжку перевищує середньозважену його швидкість більш, ніж у 1,3 разу, а швидкість подавання електрода у UA 106293 C2 (12) UA 106293 C2 період збільшення міжелектродного проміжку підтримують у межах від -1 до +0,8 значення згаданої середньозваженої швидкості подавання електроду. Як варіант зварювальну напругу у період скорочення міжелектродного проміжку зменшують до значення, що не перевищує суму катодного і анодного падіння напруги, притаманних для актуального процесу у цей період. Тривалість періоду скорочення міжелектродного проміжку підтримують рівною сумі тривалостей скорочення міжелектродного проміжку до нуля (до моменту торкання кінцем електрода поверхні металевої ванни) та тривалості електричного контакту електрода, що плавиться, з металевою ванною. Тривалість електричного контакту згаданих електрода і металевої ванни може дорівнювати сумі тривалостей зменшення швидкості подачі електрода до нуля після моменту торкання кінцем електрода поверхні металевої ванни і тривалості паузи подання електрода (тривалості зупинки подавання електрода) у період контакту електрода і металевої ванни. Як варіант тривалість контакту електрода і металевої ванни дорівнює тривалості зменшення об'єму металевої ванни, що кристалізується, на 10…90 % від об'єму на початку періоду контакту електрода з металевою ванною. Досягається підвищення якості продукції завдяки зменшенню вигорання активних легуючих елементів і управлінню процесом первинної кристалізації металу шва або зливка, розширення області застосування дугової і електрошлакової технологій, зокрема, стосовно металу малої товщини, високолегованих сталей, сплавів, схильних до закалювання і т.д. UA 106293 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до сфери дугової і електрошлакової технології, зокрема зварювання, наплавлення та переплаву. Він пропонується у розвиток відомого "способу механізованого дугового зварювання та наплавлення з модуляцією швидкості подавання електрода і з регулюванням дуги" за патентом UA 21217А, МПК В23К 9/00, від 14.02.1994 p., заявник ІЕЗ ім. Є.О. Патона НАН України, автори Б.Є. Патон, В.К. Лебедев, B.C. Сидорук, Г. Ф. Колесник. Суть згаданого способу, взятого за прототип, полягає у тому, що плавкий електрод подають у зону дуги з коливальною зміною швидкості і відповідно - з періодичною зміною відстані між кінцем електрода і поверхні металевої ванни (міжелектродного проміжку) причому в імпульсі 2 подавання електрода щільність струму на ньому перевищує 35 А/мм , а в паузі - менше цього значення, тривалість паузи більше тривалості збільшення міжелектродного проміжку до значення, яке перевищує довжину металевої краплі, що утворюється на кінці електрода, що плавиться, але менше тривалості збільшення міжелектродного проміжку до значення, яке відповідає природному розриву дуги. Недоліки даного способу полягають у наступному: не визначена кратність збільшення струму у періоди зменшення (скорочення) міжелектродного проміжку; не визначені відносні швидкості подавання електрода в період зменшення і збільшення міжелектродного проміжку; не визначені межі зменшення зварювальної напруги у період скорочення міжелектродного проміжку; не визначена тривалість періоду збільшення швидкості подавання електроду; не передбачено електричний контакт електрода з металевою ванною у разі зменшення міжелектродного проміжку; не визначена тривалість такого контакту; спосіб обмежений лише механізованим дуговим зварюванням і наплавленням і не належить до таких сфер зварювальної і подібних технологій як паяння, електрошлакове зварювання, наплавлення, переплав. Вказані недоліки суттєво обмежують можливості зварювальних і споріднених технологій, зокрема з модуляцією зварювального струму і параметрів режиму. В основу винаходу, що пропонується, поставлена задача усунути перелічені вище недоліки і розширити області зварювальних і споріднених з ними технологій, які можуть бути об'єднані загальним алгоритмом зміни згаданих параметрів, а також отримати нові технологічні ефекти. Спосіб електричного зварювання, наплавлення, паяння або переплаву плавким електродом, що пропонується, відрізняється від способу, розвитком якого він є і який взятий за прототип, тим, що має наступні відмінні ознаки: кратність збільшення струму стосовно середньозваженого його значення у період зменшення міжелектродного проміжку перевищує 1,3, а кратність зменшення зварювальної напруги стосовно зваженого її значення підтримують у межах від 1,5 до 8; швидкість подавання електрода в період зменшення міжелектродного проміжку перевищує середньозважену його швидкість більш ніж в 1,3 разу, а швидкість подавання електроду у період збільшення міжелектродного проміжку підтримують у межах від -1 до +0,8 значення згаданої середньозваженої швидкості подавання електрода; як варіант у період скорочення міжелектродного проміжку зварювальну напругу зменшують до значення, рівного сумі катодного і анодного падіння напруги, притаманного для актуального процесу у цей період; тривалість періоду скорочення міжелектродного проміжку підтримують рівною сумі тривалостей скорочення міжелектродного проміжку до нуля (тобто до моменту торкання кінцем електрода поверхні металевої ванни) та тривалості електричного контакту електрода що плавиться, з металевою ванною; тривалість електричного контакту згаданих електрода і металевої ванни дорівнює сумі тривалості зменшення швидкості подачі електрода до нуля після моменту торкання кінцем електрода поверхні металевої ванни і тривалості паузи подачі електрода (тривалості зупинки подачі електрода) у період контакту електрода і металевої ванни; як варіант тривалість електричного контакту згаданих електрода і металевої ванни дорівнює тривалості зменшення об'єму металевої ванни, яка кристалізується, на 10…90 % від її об'єму на початку періоду електричного контакту електрода з металевою ванною. Під узагальненим терміном зварювальна напруга слід розуміти напругу дуги для електродугових технологій: зварювання, наплавлення та паяння; падіння напруги у шлаковій ванні для електрошлакових технологій: зварювання, наплавлення, паяння та переплаву. Під середньозваженим значенням зварювального струму розуміється співвідношення 1 UA 106293 C2 t dI dt / t , де 0 I - зварювальний струм, t - час протікання процесу; те ж саме - стосовно середньозваженого значення зварювальної напруги: t 5 dU dt / t , де 0 U - зварювальна напруга. 10 15 20 25 30 35 40 45 50 Під терміном "актуальний процес у цей період" розуміється один з конкретних перелічених вище процесів дугової або електрошлакової технології з конкретними параметрами I і U , оскільки катодне падіння напруги на електродах - не константи, вони залежать від конкретних технологічних умов. Згідно з запропонованим способом перед початком процесу дугової або електрошлакової технології призначають значення діаметра електрода: для механізованих процесів зварювання, наплавлення або паяння - електродного дроту, для наплавлення а також переплаву - окремо поперечних розмірів електрода, наприклад, стрічки або стрижня; потім призначають середньозважене значення струму і за цими згаданими параметрами визначають середньозважену швидкість подавання електрода, після чого призначають кратність збільшення зварювального струму у період скорочення міжелектродного проміжку, яка має бути більше 1.3. Далі призначають мінімальне значення зварювальної напруги, яке має бути у межах від 1,5 до 8 разів менше від середньозваженого значення згаданої напруги, яке у свою чергу має відповідати прийнятому середньозваженому значенню струму (обидва зазначені параметри порівнянні з їх відповідними аналогами, які існують в традиційних, стаціонарних дугових або електрошлакових технологіях). Кратність збільшення струму у період скорочення міжелектродного проміжку забезпечується відповідним підвищенням швидкості подавання електрода у цей період. Значення згаданої кратності вибирається технологом в залежності від особливості технології, що розробляється. Наприклад, для збільшення глибини проплавлення основного металу вибирають підвищене значення згаданої кратності; навпаки, для цілей наплавлення або паяння таку кратність вибирають найменшою, додержуючись при цьому умов способу, взятому за прототип (зокрема стосовно щільності струму на електроді). Співвідношення між швидкістю подавання електрода в період збільшення міжелектродного проміжку і середньозваженим її значенням у межах від -1 до 0,8 означає, що найшвидше збільшення згаданого проміжку досягається у разі, якщо здійснюють реверс подавання електрода зі швидкістю, яка дорівнює за абсолютним значенням середньозваженій; також можлива нульова швидкість подавання, тобто - нерухомість електрода у цей період; найменша швидкість збільшення міжелектродного проміжку буде, якщо швидкість подавання електрода у цей період дорівнює 0,8 частини середньозваженої швидкості. Щодо кратності зменшення зварювальної напруги у період скорочення міжелектродного проміжку можливі два варіанти. Згідно з першим варіантом мінімальне значення зварювальної напруги у цей період має бути більше суми анодного і катодного падіння напруг на електродах, притаманній актуальному процесу у цей період, тобто зберігається ще деяке падіння напруги у стовпчику дуги при дугових технологіях або падіння напруги у шлаковій ванні при електрошлакових технологіях. Згідно з другим варіантом зварювальна напруга не перевищує суму анодного і катодного падіння напруги, тобто електроди (плавкий електрод і металева ванна) перебувають у електричному контакті. Це відбувається, коли електрод, що плавиться, торкається металевої ванни або занурюється у неї. Відповідність середньозваженого значення зварювальної напруги середньозваженому значенню зварювального струму означає наступне. Існує закономірність, властива як електродуговим, так і електрошлаковим технологіям: збільшення зварювального струму (відповідно - швидкості подавання плавкого електрода) має супроводжуватися збільшенням зварювальної напруги, інакше відбувається скорочення міжелектродного проміжку і закорочення електрода на виріб; разом з тим, зменшення зварювального струму і відповідно - зменшення швидкості подавання електрода слід супроводжувати зменшенням зварювальної напруги, інакше відбувається надмірне збільшення міжелектродного проміжку, що призводить до природного обриву дуги (або електрошлакового процесу). 2 UA 106293 C2 5 10 15 20 25 30 35 40 45 50 55 60 Вибір тривалості періоду скорочення міжелектродного проміжку визначається особливостями електродугової або електрошлакової технології. Перший варіант - відбувається "проста" модуляція параметрів режиму: швидкості подавання плавкого електрода, зварювального струму, зварювальної напруги. У період скорочення міжелектродного проміжку має місце підвищення швидкості плавлення електроду і збільшення кількості теплоти, що передається від металевої ванни до суміжних ділянок виробу (так званий імпульс нагріву). Навпаки, у період збільшення міжелектродного проміжку має місце падіння швидкості плавлення електрода і відповідно - зменшення кількості теплоти, що передається до суміжних з ванною ділянок виробу (так звана пауза нагріву). Як наслідок - йде процес термоциклювання. Другий варіант має на меті кероване перенесення електродного металу у металеву ванну. У цьому разі тривалість періоду скорочення міжелектродного проміжку більше, ніж у першому варіанті. Тут передбачається зменшення швидкості подавання електрода з моменту його торкання поверхні металевої ванни аж до повної зупинки і перебування деякий час електрода в контакті з металевою ванною. Тривалість такого контакту у другому варіанті дорівнює сумі тривалостей зменшення швидкості подачі електрода до нуля після моменту торкання кінцем електрода поверхні металевої ванни і тривалості паузи подавання електрода (тривалості зупинки подавання електрода). Якщо взяти до уваги, що на кінці електрода, що плавиться, завжди є деяка кількість розплаву, можна бачити, що у цій період відбувається перенесення електродного металу безпосередньо в металеву ванну, оминаючи середовище міжелектродного проміжку. У період паузи (зупинки) подавання електрода завдяки передаванню теплоти від перегрітої металевої ванни до електрода і додатково - електроконтактному нагріву кінця електрода продовжується плавлення електрода, але вже в металевій ванні. Третій варіант тривалості періоду скорочення міжелектродного проміжку відрізняється від другого ще більшою тривалістю контакту електрода з металевою ванною. У момент торкання кінцем електрода поверхні металевої ванни його подавання не припиняється, а продовжується деякий час, як правило, з меншою швидкістю, при цьому електрод занурюється вглиб металевої ванни. Частина електрода, що перебуває в перегрітій металевій ванні, адсорбує надлишок теплоти, накопичений ванною, завдяки чому процес кристалізації ванни прискорюється, і її об'єм зменшується до 10…90 % від її початкового об'єму, після чого переходять до періоду збільшення міжелектродного проміжку. Для пришвидшення переходу до періоду збільшення міжелектродного проміжку можливе надання електроду швидкості подавання з протилежним знаком, тобто реверсу. Вищенаведені маніпуляції зі швидкістю подавання електрода в періоди скорочення та збільшення міжелектродного проміжку призводять або до подовження цих періодів, або навпаки - до їх скорочення. У першому випадку частота модуляції параметрів режиму зменшується, у другому, навпаки, збільшується. Вибір частоти визначається особливостями та метою технології. Так, збільшення частоти модуляції під час механізованого дугового зварювання електродним дротом сприяє покращенню керованості переносу електродного металу через дуговий проміжок, зменшенню впливу міжелектродного середовища на хімічний склад електродного металу, який транспортується у металеву ванну. Зменшення частоти модуляції електричних параметрів процесу корисно для управління формою і розмірами металевої ванни, зокрема періодичному зменшенню її довжини (у разі електродугових технологій) або глибини (у разі електрошлакових технологій) і т.д. Моменти переміни періодів зменшення і збільшення міжелектродного проміжку призначаються або автоматично по жорсткій програмі з точним призначенням тривалості зазначених періодів зміни довжини міжелектродного проміжку, або автоматично з використанням зворотних зв'язків від міжелектродного проміжку: по зварювальному струму або по зварювальній напрузі - у разі механізованих дугових і електрошлакових процесів. Наприклад, момент припинення періоду скорочення міжелектродного проміжку може бути прив'язаний до наперед призначеного мінімального значення зварювальної напруги, зокрема, коли воно наближається до значення суми анодного і катодного падіння напруг на електродах, або цей момент може бути прив'язаний до моменту збільшення зварювального струму у момент торкання електродом поверхні металевої ванни. Момент припинення періоду збільшення міжелектродного проміжку може бути прив'язаний до наперед призначеного максимального значення зварювальної напруги, зокрема, коли вона наближається до значення, яке відповідає максимальному значенню ширини міжелектродного проміжку, наприклад, довжини дуги, або до моменту зменшення зварювального струму, коли щільність струму на електроді зменшується до критичного значення, нижче якого зникають енергетичні умови для підтримання дугового або електрошлакового процесу. 3 UA 106293 C2 5 10 15 20 25 30 35 40 45 50 55 Нижче надаються деякі приклади застосування запропонованого способу для процесів дугової та електрошлакової технологій. 1.1. Спосіб механізованого дугового наплавлення або паяння з коливальною зміною швидкості подавання плавкого електрода. Кратність збільшення струму стосовно середньовзваженого його значення у період скорочення міжелектродного проміжку приймають невеликою, але більшою за 1,3, у той час як кратність збільшення зварювальної напруги у період збільшення міжелектродного проміжку стосовно її середньовзваженого значення встановлюють набагато більше за 1,5, маючи на увазі, що зварювальна напруга наприкінці періоду скорочення міжелектродного проміжку має бути не більше суми анодного і катодного падіння напруги на електродах. Так, у разі напруги в цей момент 6 В і напруги наприкінці періоду збільшення міжелектродного проміжку порядку 24 В кратність збільшення напруги може становити 4, а відносно середньозваженого значення напруги - як варіант 2,5. Такий режим корисно впроваджувати зі зворотними зв'язками від міжелектродного проміжку: момент переходу від періоду скорочення міжелектродного проміжку до періоду його збільшення зручно прив'язувати до контрольного значення, наприклад 6 В; момент переходу від періоду збільшення міжелектродного проміжку до періоду його скорочення - до значення допустимої (або бажаної з технологічної точки зору) напруги дуги, наприклад, 24 В. 1.2. Спосіб механізованого дугового зварювання з коливальною зміною швидкості подавання електрода. Кратність збільшення струму стосовно середньозваженого його значення приймають набагато більшою, ніж 1,3, а кратність збільшення зварювальної напруги у період збільшення міжелектродного проміжку стосовно їїсередньозваженого значення встановлюють менше, ніж у попередньому прикладі, маючи на увазі, що наприкінці періоду скорочення міжелектродного проміжку довжина дуги максимально зменшується, але дотик електродом поверхні металевої ванни запобігається. Це призводить до збільшення глибини проплавлення основного металу. Наприкінці періоду збільшення міжелектродного проміжку додержуються протилежних умов: зварювальний струм зменшують суттєво при тому, що зварювальну напругу призначають максимальною з погляду технологічної доцільності, наприклад, задля підвищення ширини металевої ванни. Цей варіант способу дугового зварювання може бути реалізований по жорсткій програмі з попереднім призначенням конкретних значень тривалостей періодів зміни довжини міжелектродного проміжку. 1.3. Спосіб електрошлакового зварювання/переплаву з коливальною зміною швидкості подавання електрода. Тут можливі принаймні два варіанти. Перший. Як у попередньому прикладі електродугової технології кратність збільшення струму у період скорочення міжелектродного проміжку стосовно середньозваженого його значення приймають набагато більшою, ніж 1,3, а кратність збільшення зварювальної напруги у період збільшення міжелектродного проміжку обмежена: її мінімальне значення має бути більше, ніж сума анодного і катодного падіння напруги аби електрошлаковий процес продовжувався, в той же час максимальна зварювальна напруга обмежується технологічною доцільністю і обставинами, зокрема, глибиною шлакової ванни. Така технологія дозволяє одержувати багатошарову структуру металу шва або електрошлакового злитка, а у разі електрошлакового зварювання додатково зменшувати ширину проплавлення кромок основного металу, що є передумовою зменшення витрат електроенергії, тобто енергоекономії (у сучасній термінології енергозбереження). Другий варіант. Кратність збільшення струму у період скорочення міжелектродного проміжку стосовно середньозваженого значення призначають не меншою, ніж у попередньому прикладі, але кратність збільшення зварювальної напруги у період збільшення міжелектродного проміжку порівняно з попереднім прикладом збільшують за рахунок зменшення зварювальної напруги до значення суми катодного і анодного падінь наприкінці періоду скорочення міжелектродного проміжку. Така технологія передбачає контактне плавлення електрода в металевій ванні у завершальній фазі періоду скорочення міжелектродного проміжку. Тривалість контакту електрода і металевої ванни у цьому разі може бути відносно короткою і дорівнювати сумі тривалості зменшення швидкості подачі електрода до нуля після моменту торкання кінцем електрода поверхні металевої ванни і тривалості паузи подавання електрода. Другий варіант тривалості контакту електрода і металевої ванни - коли вона дорівнює тривалості зменшення об'єму металевої ванни, що кристалізується, на 10…90 % від її об'єму на початку контакту електрода з металевою ванною. 4 UA 106293 C2 5 10 15 20 25 30 35 40 Наведені варіанти електрошлакової технології з різними тривалостями контакту електрода з металевою ванною мають технологічні і технічні ефекти, які розрізняються між собою. Перший варіант являє собою технологію з порівняно високою частотою модуляції параметрів режиму, його призначення - частково запобігати перенесенню електродного металу через шлакову ванну і в моменти торкання електрода сприяти перенесенню розплавленої частини електрода безпосередньо в металеву ванну, при цьому створювати умови для підвищення власної частоти кристалізації металевої ванни, зменшуючи розміри кристалітів у шві/злитка. Другий варіант відрізняється від першого суттєво меншою частотою модуляції параметрів режиму, що створює умови для автотермоциклювання з'єднання, що зварюється або електрошлакового злитка. Можливі й інші технологічні варіанти запропонованого способу, проміжні між викладеними вище (включаючи сюди інші різновиди дугової та електрошлакової технологій: зварювання і наплавлення під шаром флюсу, електрошлакове зварювання у горизонтальному положенні, електрошлакове наплавлення і т.д.). ФОРМУЛА ВИНАХОДУ 1. Спосіб електричного зварювання, наплавлення, паяння або переплаву електродом з модуляцією параметрів режиму, при якому здійснюють коливальну зміну відстані між кінцем електрода і металевою ванною, тобто міжелектродного проміжку, причому зварювальний струм у період зменшення згаданого проміжку збільшують, а зварювальну напругу - зменшують і навпаки, який відрізняється тим, що кратність збільшення струму стосовно середньозваженого його значення перевищує 1,3, а кратність зменшення зварювальної напруги стосовно середньозваженого її значення підтримують у межах від 1,5 до 8. 2. Спосіб за п. 1, який відрізняється тим, що швидкість подавання електрода в період зменшення міжелектродного проміжку перевищує середньозважену його швидкість більш ніж в 1,3 разу, а швидкість подавання електрода у період збільшення міжелектродного проміжку підтримують у межах від -1 до +0,8 значення згаданої середньозваженої швидкості подавання електрода. 3. Спосіб за п. 1, який відрізняється тим, що у період скорочення міжелектродного проміжку зварювальну напругу зменшують до значення, що не перевищує суму катодного і анодного падіння напруги, притаманних для актуального процесу у цей період. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що тривалість періоду скорочення міжелектродного проміжку підтримують рівною сумі тривалості скорочення міжелектродного проміжку до нуля (до моменту торкання кінцем електрода поверхні металевої ванни) та тривалості електричного контакту електрода, що плавиться, з металевою ванною. 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що тривалість електричного контакту згаданих електрода і металевої ванни дорівнює сумі тривалості зменшення швидкості подачі електрода до нуля після моменту торкання кінцем електрода поверхні металевої ванни і тривалості паузи подавання електрода (тривалості зупинки подавання електрода) у період контакту електрода і металевої ванни. 6. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що тривалість контакту електрода і металевої ванни дорівнює тривалості зменшення об'єму металевої ванни, що кристалізується, на 10…90 % від об'єму на початку періоду контакту електрода з металевою ванною. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюPaton Borys Yevhenovych, Sydoruk Volodymyr Stepanovych
Автори російськоюПатон Борис Евгеньевич, Сидорук Владимир Степанович
МПК / Мітки
МПК: B23K 9/00, B23K 25/00, B23K 1/00
Мітки: електричного, переплаву, паяння, параметрів, модуляцією, режиму, електродом, плавким, спосіб, зварювання, дугового
Код посилання
<a href="https://ua.patents.su/7-106293-sposib-elektrichnogo-dugovogo-zvaryuvannya-payannya-abo-pereplavu-plavkim-elektrodom-z-modulyaciehyu-parametriv-rezhimu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електричного дугового зварювання, паяння або переплаву плавким електродом з модуляцією параметрів режиму</a>
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 79088
Опубліковано: 10.04.2013
Автори: Лобанов Леонід Михайлович, Максимов Сергій Юрійович, Бернацький Артемій Володимирович, Тимошенко Олександр Микитович, Гончаров Павло Васильович, Лебедєв Володимир Олександрович
МПК: B23K 9/09
Мітки: електродом, спосіб, дугового, зварювання, плавким, комбінованим, впливом, імпульсним
Формула / Реферат:
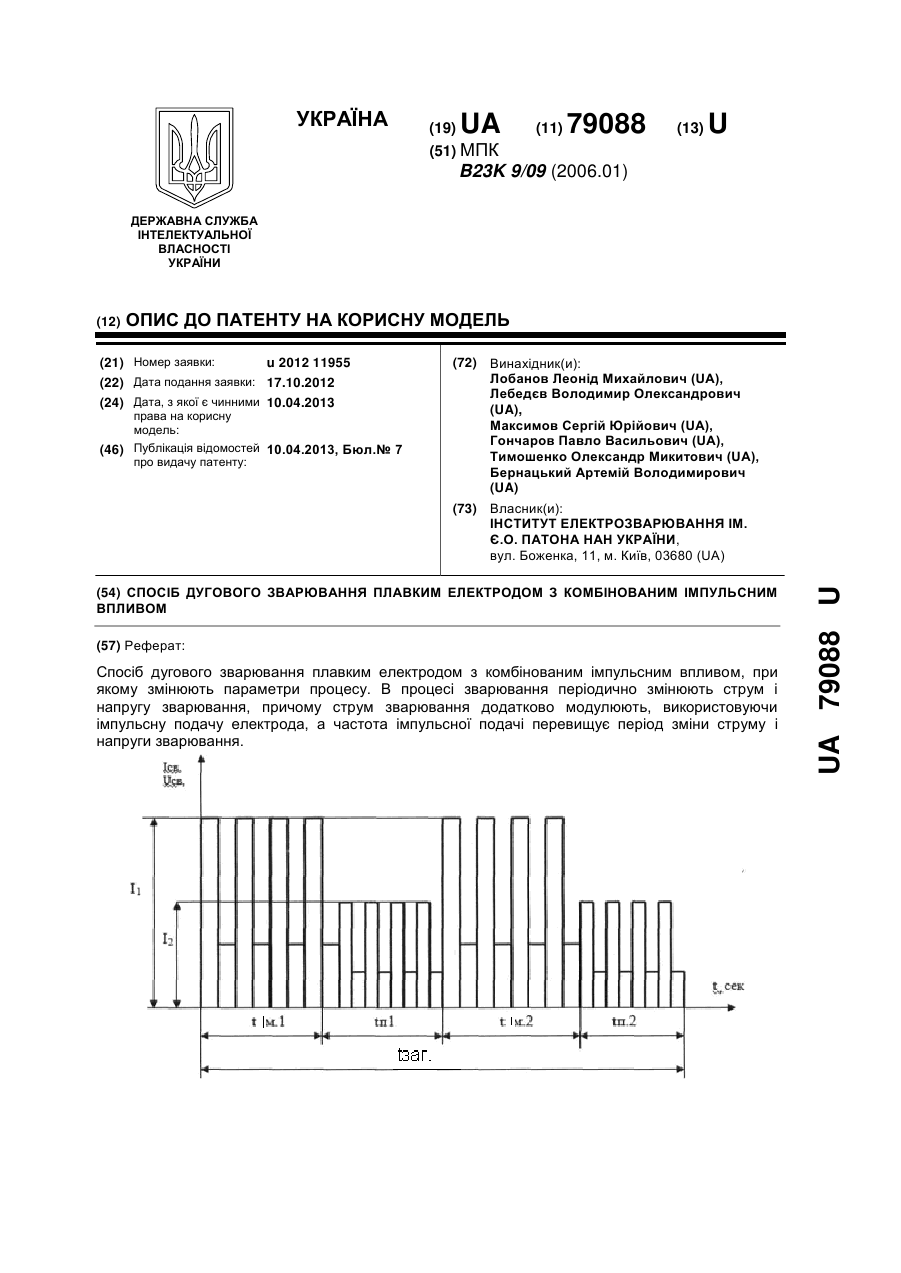
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу, який відрізняється тим, що в процесі зварювання періодично змінюють струм і напругу зварювання, причому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання.
Спосіб дугового зварювання, наплавлення або паяння електродом, що плавиться, та джерело струму для його здійснення
Номер патенту: 104214
Опубліковано: 10.01.2014
Автори: Колєснік Георгій Фомич, Максимов Сергій Юрійович, Кривцун Ігор Віталійович, Патон Борис Євгенович, Сидорук Володимир Степанович
Мітки: паяння, зварювання, здійснення, струму, електродом, наплавлення, спосіб, джерело, дугового, плавиться
Формула / Реферат:
1. Спосіб дугового зварювання, наплавлення або паяння плавким електродом, що подають у зону дуги з постійною середньозваженою швидкістю, за яким відбувається самоплинна періодична зміна довжини дуги, із саморегулюванням плавлення електрода, який відрізняється тим, що середньозважену щільність струму на електроді підтримують на рівні менше, ніж потрібно при механізованому способі дугового зварювання, процес дугового плавлення електрода...
Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі
Номер патенту: 70785
Опубліковано: 25.06.2012
Автори: Ярмонов Станіслав Володимирович, Размишляєв Олександр Денисович, Видмиш Павло Олександрович, Міронова Марина Володимирівна
Мітки: плавким, спосіб, полі, електродом, зварювання, наплавлення, магнітному, дугового, подовжньому
Формула / Реферат:
Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода a=15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу.
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Шейко Павло Петрович, Шевчук Сергій Анатолійович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Жерносєков Анатолій Максимович
МПК: B23K 9/167, B23K 9/173
Мітки: газів, зварювання, захисних, плавким, дугового, електродом, спосіб, середовищі
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Електродотримач для ручного дугового зварювання плавким електродом

Номер патенту: 62731
Опубліковано: 12.09.2011
Автори: Коровченко Олександр Ілліч, Бєлінський Вадим Анатолійович, Шаповалов Костянтин Петрович, Василенко Станіслав Леонідович, Грідасов Олексій Петрович
МПК: B23K 9/00
Мітки: електродотримач, електродом, плавким, дугового, зварювання, ручного
Формула / Реферат:
Електродотримач для ручного дугового зварювання плавким електродом, що включає рукоятку з головкою, а також струмопідвід з притискним пружним стрижнем, при цьому струмопідвід виконаний із трьома наскрізними пазами та трьома парами отворів для фіксації стрижня електрода, розташованими у виступах, що утворилися між пазами, а головка оснащена відкритим пазом, який відрізняється тим, що на циліндричній частині головки додатково виконані два...
Попередній патент: Сенсорний пристрій для визначення місцеположення та центра ваги об’єкта
Наступний патент: Вуглецевий виріб, спосіб виготовлення вуглецевого виробу і його застосування
Випадковий патент: Маршрутизатор з агрегацією з'єднань