Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі
Номер патенту: 70785
Опубліковано: 25.06.2012
Автори: Ярмонов Станіслав Володимирович, Видмиш Павло Олександрович, Размишляєв Олександр Денисович, Міронова Марина Володимирівна

Формула / Реферат
Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода a=15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу.
Текст
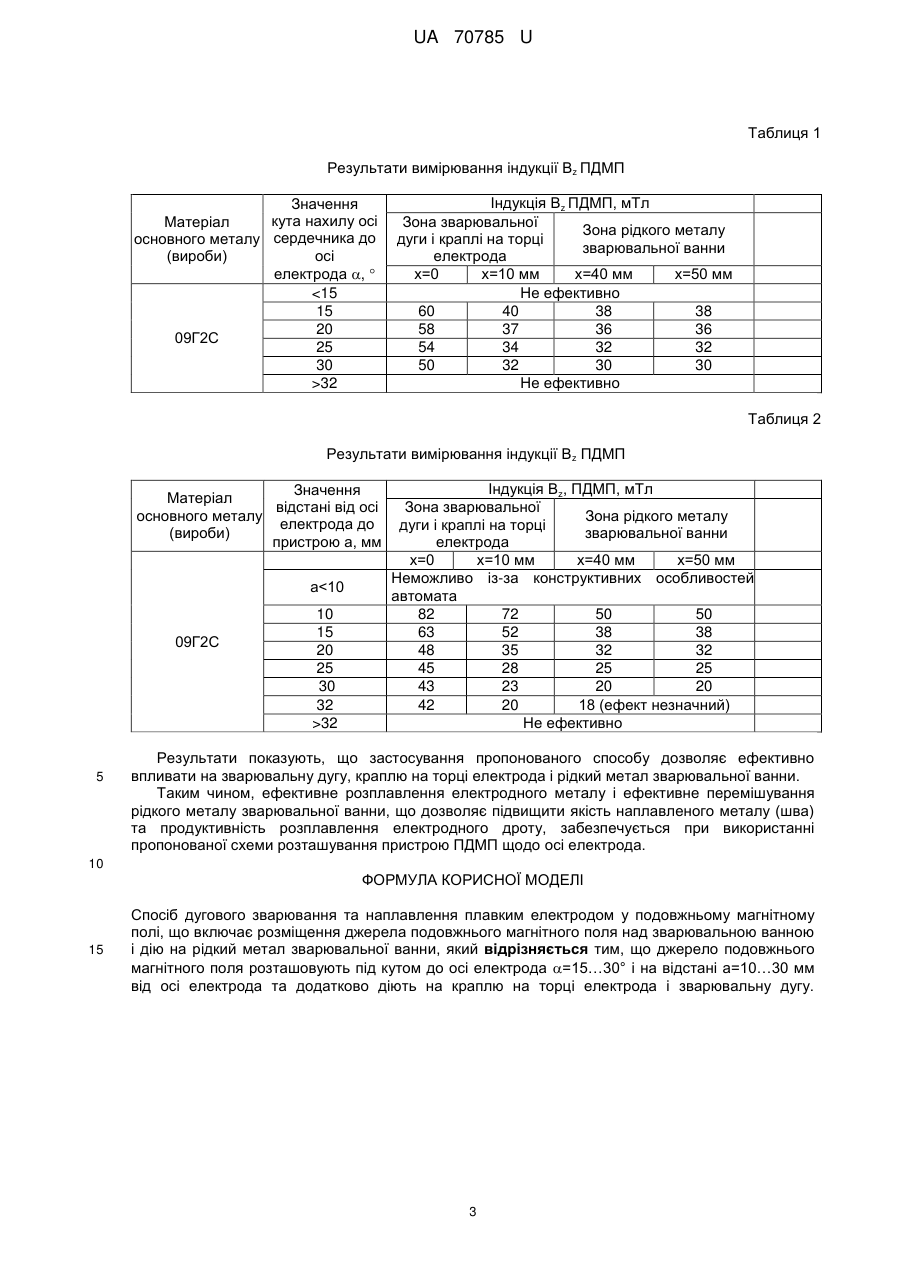
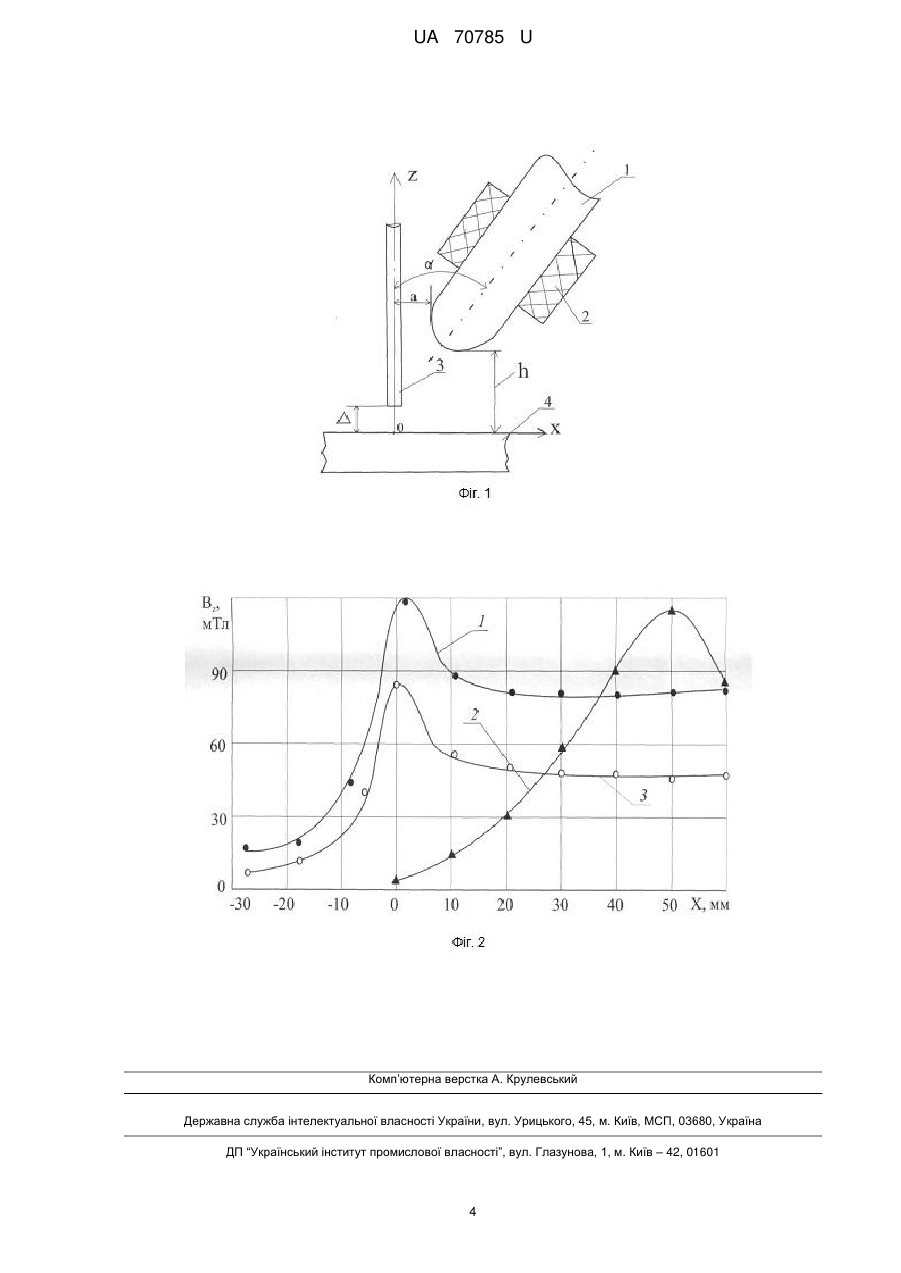
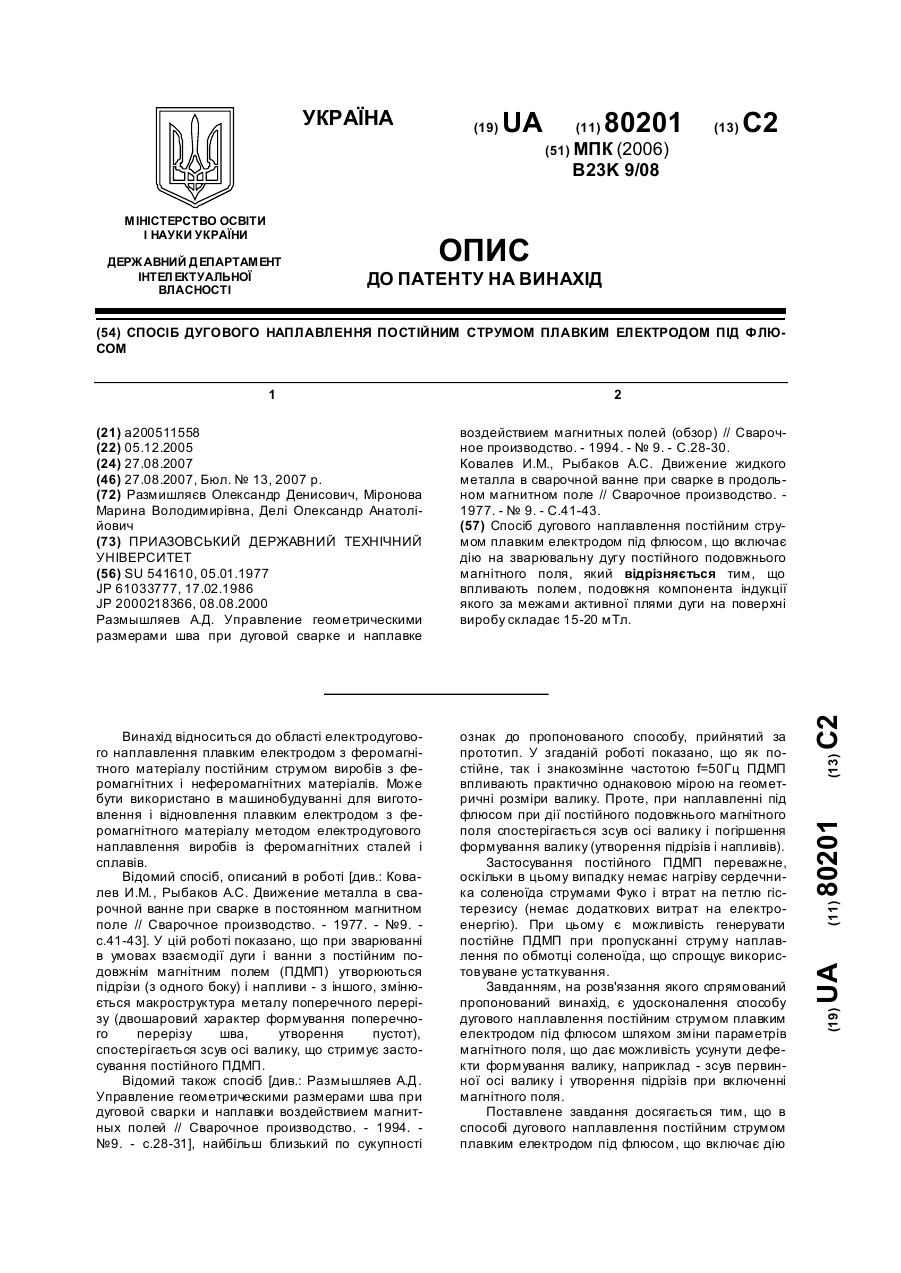
Реферат: Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни. Джерело подовжнього магнітного поля розташовують під кутом до осі електрода і на відстані від нього та додатково діють на краплю на торці електрода і зварювальну дугу. UA 70785 U (12) UA 70785 U UA 70785 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області зварювання і наплавлення плавким електродом. Може бути використана в машинобудуванні для виготовлення і відновлення плавким електродом методом електродугового зварювання і наплавлення виробів із сталей і сплавів з феромагнітних матеріалів. Відомий спосіб, описаний в роботі (патент України № 80201, МПК (2006) В23К 9/08, 2007, Бюл. №8). У цій роботі впливають подовжнім магнітним полем (ПДМП), подовжня компонента індукції якого під віссю електрода має максимальні значення, а за межею активної плями дуги незначна і не забезпечує ефективного перемішування рідкого металу зварювальної ванни. Відомий спосіб дугового зварювання плавким електродом (Бачелис И.А., Копаев Б.В., Перлич М.И. Влияние магнитного поля на пористость при сварке низкоуглеродистой стали под флюсом // Сварочное производство. - 1976. - № 8. - С. 49-51), прийнятий за найближчий аналог. В цьому способі для збільшення подовжньої компоненти індукції ПДМП в зоні зварювальної ванни пристрій розміщують над поверхнею рідкого металу зварювальної ванни. В цьому випадку забезпечується ефективне перемішування зварювальної ванни. Проте при такому розміщенні пристрою подовжня компонента індукції ПДМП в зоні під торцем електрода і зварювальної дуги незначна. У зв'язку з цим знижується ефективність дії ПДМП на зварювальну дугу і краплю на торці електрода. Задачею, на вирішення якої направлена пропонована корисна модель, є удосконалення способу дугового зварювання і наплавлення плавким електродом в подовжньому магнітному полі шляхом нового розташування джерела ПДМП щодо осі електрода та нової дії, що дозволить ефективно впливати не тільки на рідкий метал зварювальної ванни, але і на зварювальну дугу і краплю на торці електрода, що підвищить якість наплавленого металу (шва) і продуктивність процесу дугового зварювання і наплавлення. Поставлена задача вирішується тим, що в способі дугового зварювання і наплавлення плавким електродом в ПДМП, що включає розміщення джерела ПДМП над зварювальною ванною і дію на рідкий метал зварювальної ванни, згідно з корисною моделлю, джерело ПДМП розміщують під кутом до осі електрода =15…30° і на відстані a=10…30 мм від осі електрода і додатково впливають на краплю на торці електрода і зварювальну дугу. За даними робіт (Сварка с электромагнитным перемешиванием / В. П. Черныш, В. Д. Кузнецов, А. Н. Брискман и др. - Киев: Техника, 1983. - 127с.; Размышляев А. Д., Дели А. А., Миронова М. В. Скорость потоков металла в ванне при дуговой наплавке в продольном магнитном поле // Сварочное производство. - 2009. - № 1. - С. 4-7; Размышляев А. Д., Дели А. А., Миронова М.Б. Влияние продольного магнитного поля на производительность расплавления проволоки при электродуговой наплавке под флюсом // Автоматическая сварка. - 2007. - № 6. С. 31-35) для ефективного перемішування рідкого металу зварювальної ванни (підвищення якості наплавленого металу (шва)) і для ефективного процесу розплавлення електродного дроту (підвищення коефіцієнта його розплавлення) подовжня компонента індукції Bz ПДМП повинна бути в межах 20…22 мТлBz60…80 мТл. У пропонованому способі ефект підвищення продуктивності розплавлення електродного дроту і якості наплавленого металу (шва) оцінювали за величиною подовжньої компоненти індукції ПДМП. У пропонованому способі як джерело ПДМП використовується пристрій, розташований над поверхнею зварювальної ванни під кутом до осі електрода (фіг.1). На фіг. 1 показана схема розташування пристрою щодо осі електрода і схема для дослідження індукції Bz магнітного поля, де 1 - осердя; 2 - котушки; 3 - електрод; 4 - пластини (основний метал). При близькому розташуванні феромагнітного осердя пристрою щодо зварювального дроту з феромагнітного матеріалу магнітні силові лінії замикаються в системі цих тіл через немагнітні (повітряні) зазори, що забезпечує значний рівень подовжньої компоненти індукції Bz не тільки в зоні рідкого металу зварювальної ванни, але і зварювальної дуги і торця електрода. В умовах лабораторії Державного вищого начального закладу "Приазовський державний технічний університет" було виготовлено пристрій, який складається з осердя (1) перерізом Fc=6 2 см , виготовленого з листів електротехнічної сталі завтовшки 0,5 мм. На цьому осерді розміщена котушка (2), яка виконана з мідного дроту діаметром 2 мм, число витків котушки W=70. Цей пристрій встановлювали біля зварювального електрода (3) на відстані від осі електрода а в зоні рідкого металу зварювальної ванни. У дослідженнях змінювали параметр а=10…40 мм. Відстань від нижнього торця осердя (1) до поверхні пластини (4), що наплавляється, складала величину h=30 мм. Відстань від торця електрода (3) до поверхні пластини (4) складала величину =5 мм. Розподіл індукції Bz вимірювали у поверхні пластини з феромагнітної сталі завтовшки 20 мм (сталь 09Г2С) (4) від т.0 у напрямі осі ОХ через кожних 5 мм універсальним тесламетром 43205 з датчиком Холла, що 1 UA 70785 U 5 10 15 20 25 30 35 40 45 мав вимірювальну базу 0,9…0,9 мм. Котушку (2) живили від зварювального трансформатора типу ТДМ-402. Виконували також дослідження, в яких для створення постійного ПДМП котушку пристрою живили від зварювального випрямляча типу ВСЖ-303. Величина струму в обмотках складала І=60 А. У експериментах використовували дріт з феромагнітного матеріалу Св-08ГА діаметром d=4мм. Кут нахилу осі осердя до осі електрода (вісь Z) варіювали в межах =10…90°. Дані показали, що оптимальним є діапазон =15…30° (див. табл. 1). У подальших дослідженнях зберігали кут =20°; відстань від осі електрода до нижнього торця осердя а змінювали в межах 10…40 мм. Мінімальне значення а=10 мм обумовлено конструктивними особливостями струмопідвідних пристроїв, а саме наявністю струмопідвідних губок діаметром не менше 10 мм в деяких конструкціях зварювальних автоматів, наприклад автоматів АДФ-1004, АДС-1002. При мінімальній відстані а=10 мм значення Bz максимальне і складає під електродом 82 мТл, а в зоні зварювальної ванни близько 50 мТл. Якщо збільшити відстань а до 30 мм, то рівень індукції Bz під електродом і зварювальної ванни зменшиться приблизно в два рази. Результати вимірювань представлені в таблиці 2 для змінного частотою 50 Гц ПДМП. Аналогічні результати отримані і для постійного ПДМП. Для порівняння розподілу індукції використовували пристрої введення ПДМП як за пропонованим способом, так і по найближчому аналогу. Відстань від нижнього торця осердя до виробу h встановили як і за найближчим аналогом h=15 мм. На фіг. 2 приведена залежність розподілу подовжньої компоненти індукції Bz уздовж осі ОХ від осі електрода у поверхні пластини, де крива 1 - крива розподілу подовжньої індукції Bz за пропонованим способом, 2 - крива розподілу подовжньої індукції Bz за найближчим аналогом. Порівняння результатів вимірювань показали, що значення індукції над поверхнею рідкого металу зварювальної ванни достатньо високі для ефективного перемішування рідкого металу зварювальної ванни. Проте за пропонованим способом (крива 1) індукція Bz ПДМП в зоні зварювальної дуги і краплі на торці електрода має значення 120 мТл, а за найближчим аналогом - 8 мТл (не надає ефективної дії на зварювальну дугу і краплю на торці електрода). Проте, для забезпечення надійного захисту зварювальної ванни від дії повітря при дуговому зварюванні або наплавленні під флюсом відстань від нижнього торця осердя до виробу h повинна бути в межах h=30…40 мм. Для цього випадку залежність розподілу Bz уздовж осі ОХ представлена на фіг. 2, крива 3. Значення індукції Bz над поверхнею рідкого металу зварювальної ванни складають 50 мТл, а в зоні зварювальної дуги і краплі на торці електрода 82 мТл, що достатньо для підвищення продуктивності процесу дугового наплавлення (зварювання) та ефективного перемішування металу зварювальної ванни. В умовах вказаної лабораторії проведені випробування цього пристрою при дуговому наплавленні. При випробуваннях використовували наступні матеріали і устаткування: - зварювальний автомат типу АДС-1002; - зварювальний випрямляч типу ВДУ-1202; - зварювальний електродний дріт Св-08ГА діаметром 4 мм; - флюс марки АН-348А; - пластини із сталі 09Г2С; - трансформатор ТДМ-402 для живлення обмоток пристрою. Струм в пристрої складав І=60 А. Здійснюють спосіб таким чином. Пластину встановлюють і закріплюють на робочому столі. Перед наплавленням на автоматі встановлюють швидкість наплавлення, швидкість подачі електрода, зварювальний струм і напругу на дузі. Виконують наплавлення під флюсом плавким електродом Св-08ГА діаметром 4 мм на пластини завтовшки 20 мм із сталі 09Г2С постійним струмом зворотної полярності в ПДМП. Режим наплавлення: Ізв=550…550 A, Uд=30…32 В, Vсв=29…30 м/ч. 50 2 UA 70785 U Таблиця 1 Результати вимірювання індукції Bz ПДМП Значення кута нахилу осі Матеріал основного металу сердечника до осі (вироби) електрода , 32 Індукція Вz ПДМП, мТл Зона зварювальної Зона рідкого металу дуги і краплі на торці зварювальної ванни електрода х=0 х=10 мм х=40 мм х=50 мм Не ефективно 60 40 38 38 58 37 36 36 54 34 32 32 50 32 30 30 Не ефективно Таблиця 2 Результати вимірювання індукції Bz ПДМП Значення Матеріал відстані від осі основного металу електрода до (вироби) пристрою a, мм а32 Індукція Вz, ПДМП, мТл Зона зварювальної Зона рідкого металу дуги і краплі на торці зварювальної ванни електрода х=0 х=10 мм х=40 мм х=50 мм Неможливо із-за конструктивних особливостей автомата 82 72 50 50 63 52 38 38 48 35 32 32 45 28 25 25 43 23 20 20 42 20 18 (ефект незначний) Не ефективно Результати показують, що застосування пропонованого способу дозволяє ефективно впливати на зварювальну дугу, краплю на торці електрода і рідкий метал зварювальної ванни. Таким чином, ефективне розплавлення електродного металу і ефективне перемішування рідкого металу зварювальної ванни, що дозволяє підвищити якість наплавленого металу (шва) та продуктивність розплавлення електродного дроту, забезпечується при використанні пропонованої схеми розташування пристрою ПДМП щодо осі електрода. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода =15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу. 3 UA 70785 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding and surfacing by consumable electrode in longitudinal magnetic field
Автори англійськоюRazmyshliaiev Oleksandr Denysovych, Mironova Maryna Volodymyrivna, Vydmysh Pavlo Oleksandrovych, Yarmonov Stanislav Volodymyrovych
Назва патенту російськоюСпособ дуговой сварки и наплавки плавящимся электродом в продольном магнитном поле
Автори російськоюРазмышляев Александр Денисович, Миронова Марина Владимировна, Видмиш Павел Александрович, Ярмонов Станислав Владимирович
МПК / Мітки
Мітки: магнітному, спосіб, подовжньому, плавким, наплавлення, зварювання, дугового, електродом, полі
Код посилання
<a href="https://ua.patents.su/6-70785-sposib-dugovogo-zvaryuvannya-i-naplavlennya-plavkim-elektrodom-u-podovzhnomu-magnitnomu-poli.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі</a>
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом
Номер патенту: 80201
Опубліковано: 27.08.2007
Автори: Міронова Марина Володимирівна, Делі Олександр Анатолійович, Размишляєв Олександр Денисович
МПК: B23K 9/08
Мітки: флюсом, спосіб, електродом, постійним, дугового, струмом, наплавлення, плавким
Формула / Реферат:
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом, що включає дію на зварювальну дугу постійного подовжнього магнітного поля, який відрізняється тим, що впливають полем, подовжня компонента індукції якого за межами активної плями дуги на поверхні виробу складає 15-20 мТл.
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Шевчук Сергій Анатолійович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Жерносєков Анатолій Максимович, Шейко Павло Петрович
МПК: B23K 9/173, B23K 9/167
Мітки: дугового, електродом, газів, середовищі, захисних, зварювання, спосіб, плавким
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Електродотримач для ручного дугового зварювання плавким електродом

Номер патенту: 62731
Опубліковано: 12.09.2011
Автори: Бєлінський Вадим Анатолійович, Шаповалов Костянтин Петрович, Коровченко Олександр Ілліч, Василенко Станіслав Леонідович, Грідасов Олексій Петрович
МПК: B23K 9/00
Мітки: дугового, ручного, електродом, плавким, електродотримач, зварювання
Формула / Реферат:
Електродотримач для ручного дугового зварювання плавким електродом, що включає рукоятку з головкою, а також струмопідвід з притискним пружним стрижнем, при цьому струмопідвід виконаний із трьома наскрізними пазами та трьома парами отворів для фіксації стрижня електрода, розташованими у виступах, що утворилися між пазами, а головка оснащена відкритим пазом, який відрізняється тим, що на циліндричній частині головки додатково виконані два...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Кадава Віктор Володимирович, Чигарьов Валерій Васильович, Кассов Валерій Дмитрович, Гавриш Павло Анатолійович
Мітки: зварювання, установка, дугового, наплавлення, порошковим, електродом
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Корнієнко Олег Леонідович, Гутман Лія Миронівна, Поздняков Вадим Андрійович, Руденко Юрій Миколаєвич, Масюков Валерій Вікторович, Демченко Юрій Володимирович, Сердюк Ірина Василівна, Покладій Вадим Ростиславович, Дворяшин Володимир Григорович, Мосенкіс Юрій Григорович, Горбачов Василь Михайлович, Сіріца Володимир Михайлович
МПК: B23K 9/173, B23K 9/14
Мітки: таврових, дугового, зварювання, плавким, електродом, з'єднань, спосіб
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Попередній патент: Індикаторна пломба
Наступний патент: Муфта зчеплення інерційно-фрикційна торова
Випадковий патент: Газовий пальник